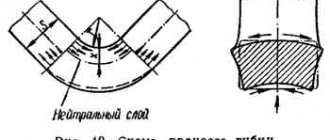
Виды, толщины и геометрия материала гибки
ООО «Римакс Групп» предлагает гибку листовых заготовок по чертежам заказчика длиной до 4000 мм
толщиной до 16
мм
в Москве, Московской области и по всей РФ
по привлекательной цене. Материал гибки – черная и нержавеющая сталь, алюминий и его сплавы. Наибольший интерес вызывает гибка металла заказчикам в городах: Балашиха, Мытищи, Люберцы, Электросталь, Королев и Орехово-Зуево.
Максимальное усилие прессов при гибке составляет 220 тонн.
ПРОЕКТИРУЕМ РАЗВЕРТКИ ДЛЯ ГИБКИ «С НУЛЯ» по Вашим эскизам, чертежам и ТЗ (техническим заданиям). ГОТОВЫ ПРЕДЛОЖИТЬ РАДИУСНУЮ ГИБКУ согласно Вашему ТЗ. В случае отсутствия необходимого инструмента спроектируем и изготовим гибочный инструмент под Ваше изделие.
Внизу прилагаем Таблицу гибов. В ней указана информация о радиусах гибки, минимальных полках, требуемых усилиях на тех или иных матрицах
:
| Теоретическая таблица радиусов, усилий, длин и минимальных размеров полок и матриц для свободной гибки | ||||||||||
| Толщина | Ширина ручья Матрицы | Конструкц. сталь | Нерж.сталь | Аллюминий | ||||||
| Радиус | Мин. Полка | Макс Длина | Радиус | Мин. Полка | Макс Длина | Радиус | Мин. Полка | Макс Длина | ||
| 1,0 | 8 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 |
| 1,2 | 8 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 |
| 1,5 | 8 | 1,3 | 6,5 | 4200,0 | 1,3 | 6,5 | 4200,0 | 1,3 | 6,5 | 4200,0 |
| 12 | 1,9 | 9,5 | 4200,0 | 1,9 | 9,5 | 4200,0 | 1,9 | 9,5 | 4200,0 | |
| 2,0 | 12 | 1,9 | 10 | 4200,0 | 1,9 | 10 | 4200,0 | 1,9 | 10 | 4200,0 |
| 2,5 | 16 | 2,6 | 13 | 4200,0 | 2,6 | 13 | 4200,0 | 2,6 | 13 | 4200,0 |
| 3,0 | 22 | 3,5 | 17,5 | 4200,0 | 3,5 | 17,5 | 4200,0 | 3,5 | 17,5 | 4200,0 |
| 4,0 | 35 | 5,6 | 27 | 4200,0 | 5,6 | 27 | 4200,0 | 5,6 | 27 | 4200,0 |
| 5,0 | 35 | 5,6 | 28 | 4200,0 | 5,6 | 28 | 2930,0 | 5,6 | 28 | 4200,0 |
| 50 | 8,0 | 37 | 4200,0 | 8,0 | 37 | 4200,0 | 8,0 | 37 | 4200,0 | |
| 6,0 | 50 | 8,0 | 38 | 4200,0 | 8,0 | 38 | 3250,0 | 8,0 | 38 | 4200,0 |
| 63 | 10,1 | 47 | 4200,0 | 10,1 | 47 | 4200,0 | 10,1 | 47 | 4200,0 | |
| 8,0 | 50 | 8,0 | 40,5 | 2500,0 | 8,0 | 40,5 | 1666,7 | 8,0 | 40,5 | 3125,0 |
| 63 | 10,1 | 49 | 3100,0 | 10,1 | 49 | 2066,7 | 10,1 | 49 | 3875,0 | |
| 10,0 | 80 | 12,8 | 62 | 2700,0 | 12,8 | 62 | 1800,0 | 12,8 | 62 | 3375,0 |
| 100 | 16,0 | 75 | 3700,0 | 16,0 | 75 | 2466,7 | 16,0 | 75 | 4200,0 | |
| 12,0 | 100 | 16,0 | 77 | 2400,0 | 16,0 | 77 | 1600,0 | 16,0 | 77 | 3000,0 |
| 160 | 25,6 | 116 | 4200,0 | 25,6 | 116 | 2900,0 | 25,6 | 116 | 4200,0 | |
| 14,0 | 160 | 25,6 | 118 | 2700,0 | 25,6 | 118 | 1800,0 | 25,6 | 118 | 3375,0 |
| 16,0 | 160 | 25,6 | 120 | 2600,0 | 25,6 | 120 | 1733,3 | 25,6 | 120 | 3250,0 |
Читать также: Быстрая зарядка автомобильного аккумулятора
Мы также предлагаем дополнительные услуги по разработке и/или доработке разверток, корректировке контуров, разработке и доработке конструкторской документации.
Запросы на просчет заказов вместе с чертежами просим Вас присылать на электронную почту компании E-mail: [email protected]
.
Наши преимущества
Для клиентов компании ООО Plasmet действуют следующие выгодные условия:
- Гибочный инструмент любого типа. Помимо готовых изделий из каталога мы осуществляем изготовление инструмента под заказ. Возможна поставка специального инструмента длиной до 4100 мм.
- Тщательный контроль качества. Отсутствие любых дефектов на готовой продукции (зазоры, заусенцы, трещины, неровности и пр.). Пуансоны для листогибочного пресса изготавливаются только из определенных марок стали.
- Осуществляем бесплатную доставку продукции в пределах Москвы и Московской области. Отправка в регионы России осуществляется выбранной заказчиком транспортной компанией.
- Наличие стандартного инструмента на нашем складе в Москве.
Задать интересующие вопросы нашим менеджерам, заказать инструмент под интересующую модель листогибочного пресса или оформить заявку на производство специальных изделий длиной до 4100 мм Вы всегда можете, позвонив по тел. +7 (495) 539-33-78 или отправив сообщение по указанному e-mail. Обращайтесь!
Прайс-лист на гибку листовых заготовок:
Предлагаем прайс-лист на услуги по гибке листовых заготовок. Наши цены действуют с 1 марта 2022 года.
Минимальная стоимость заказа по гибке составляет 5 000 руб. без учета стоимости материалов. Если Заказчик значительно увеличивает объем последующих заказов, то сумма 5 000 руб. включается в качестве скидки в следующий заказ.
по станку
Описание пуансона для листогибочного пресса TOP.175-60-R5 ROLLERI:
Пуансон гусевидного типа. Предназначен преимущественно для гибки деталей с длинными полками. Изготовлен из качественной легированной стали 42Cr. Рабочие поверхности закалены методом индукционной закалки до HRC 54-60 (1980-2200 Н/мм 2 ). Все рабочие, крепёжные и стыковочные поверхности пуансона шлифованы.
Пуансон для листогибочного пресса TOP.175-60-R5 ROLLERI является гибочным инструментом. Устанавливается на листогибочный пресс и предназначен для гибки листового металла под заданным углом. Пуансон применяется в паре с матрицей. Обрабатываемый лист металла помещается между матрицей и пуансоном. Пуансон для листогибочного пресса TOP.175-60-R5 ROLLERI оказывает непосредственное давление на обрабатываемый лист металла сверху, вдавливаяя его в матрицу. Тем самым, обрабатываемый лист металла сгибается по всей своей длине на заданный угол, повторяя (в некоторых случаях приблизительно) форму и угол пуансона и матрицы.
ВНИМАНИЕ! Мы разработали программу StrongTonn, которая вычисляет усилие кибки и прочие параметры. Перейти на старничку с программой
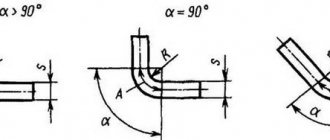
Существуют два метода гибки:
Речь идет о свободной и воздушной гибке, когда присутствует воздушный зазор между листом стенками V-образной матрицы. Именно этот метод является распространенным в применении.
Метод «калибровка» – это старый метод, который применяется в определенных случаях, когда лист прижат полностью к стенкам V-образной матрицы.
Как мы делаем пуансоны для листогибов
Гибочный пуансон изготавливается в зависимости от особенностей применения из сталей марок C45, C50, 42CrMo4, а также 1.2312. Можно подобрать в каталоге или заказать оснастку на любой листогибочный пресс под требуемый способ крепления. В ассортименте также есть держатели и адаптеры пуансонов.
Инструмент для гидравлических листогибочных прессов изготавливаются в несколько этапов:
- Резка заготовок на станках под заданную конфигурацию и размеры
- Предварительная механическая обработка детали
- Черновая шлифовка пуансонов для пресса
- Закалка изделий по заданной технологии для получения требуемой твердости рабочей поверхности
- Финишная шлифовка
- Пуансон для листогиба покрывается антикоррозийным составом
- Упаковка с обязательной маркировкой партии
Все этапы производства осуществляются на автоматизированных линиях и промышленном оборудовании. Гарантируется точное соблюдение размеров, конфигурации, физико-механических свойств оснастки под каждый листогибочный пресс.
Свободная гибка
Данное направление обладает определенными ограничениями.
Характерные черты:
- Траверса вдавливает лист на выбранную глубину по оси Y в канавку матрицы с помощью пуансона;
- Лист находится “в воздухе” и не соприкасается со стенками матрицы;
- Это значит, что угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.
На современном прессе точность настройки оси Y составляет 0,01 мм. Чтобы ответить на вопрос каким должен быть угол гибки, соответствующий заданному положению оси Y, необходимо найти соответствующее положение оси Y всем углам.
Ниже представлена таблица, в которой отражены отклонения угла гибки от 90° при разных отклонениях оси Y.
| a° / V мм | 1° | 1,5° | 2° | 2,5° | 3° | 3,5° | 4° | 4,5° | 5° |
| 4 | 0,022 | 0,033 | 0,044 | 0,055 | 0,066 | 0,077 | 0,088 | 0,099 | 0,11 |
| 6 | 0,033 | 0,049 | 0,065 | 0,081 | 0,097 | 0,113 | 0,129 | 0,145 | 0,161 |
| 8 | 0,044 | 0,066 | 0,088 | 0,110 | 0,132 | 0,154 | 0,176 | 0,198 | 0,220 |
| 10 | 0,055 | 0,082 | 0,110 | 0,137 | 0,165 | 0,192 | 0,220 | 0,247 | 0,275 |
| 12 | 0,066 | 0,099 | 0,132 | 0,165 | 0,198 | 0,231 | 0,264 | 0,297 | 0,330 |
| 16 | 0,088 | 0,132 | 0,176 | 0,220 | 0,264 | 0,308 | 0,352 | 0,396 | 0,440 |
| 20 | 0,111 | 0,166 | 0,222 | 0,277 | 0,333 | 0,388 | 0,444 | 0,499 | 0,555 |
| 25 | 0,138 | 0,207 | 0,276 | 0,345 | 0,414 | 0,483 | 0,552 | 0,621 | 0,690 |
| 30 | 0,166 | 0,249 | 0,332 | 0,415 | 0,498 | 0,581 | 0,664 | 0,747 | 0,830 |
| 45 | 0,250 | 0,375 | 0,500 | 0,625 | 0,750 | 0,875 | 1,000 | 1,125 | 1,250 |
| 55 | 0,305 | 0,457 | 0,610 | 0,762 | 0,915 | 1,067 | 1,220 | 1,372 | 1,525 |
| 80 | 0,444 | 0,666 | 0,888 | 1,110 | 1,332 | 1,554 | 1,776 | 1,998 | 2,220 |
| 100 | 0,555 | 0,832 | 1,110 | 1,387 | 1,665 | 1,942 | 2,220 | 2,497 | 2,775 |
Читать также: Варисторы виды и маркировка
Свободная гибка: преимущества
- Высокая гибкость
- Низкие издержки на инструмент
- При сравнении с калибровкой прилагается меньше усилий гибки
- Возможность изменения гибки
- Низкие издержки в связи с необходимостью наличия пресса с меньшим усилием
Все это, однако, теоретически. На практике вы можете потратить деньги, сэкономленные на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, на дополнительное оснащение, такое как, дополнительные оси заднего упора или манипуляторы.
Воздушная гибка: недостатки
- Наличие менее точных углов гибки
- Отсутствие применимости для специфических гибочных операций
Совет:
- Воздушную гибку желательно применять для листов толщиной свыше 1,25 мм; для толщины листа 1 мм и менее рекомендуется использовать калибровку.
- Наименьший внутренний радиус гибки должен быть больше толщины листа. Если внутренний радиус должен быть равен толщине листа -рекомендуется использовать метод калибровки. Внутренний радиус меньше толщины листа допустим только на мягком легко деформируемым материале, например меди.
- Большой радиус может быть получен воздушной гибкой путем использования пошагового перемещения заднего упора. Если большой радиус должен быть высокого качества, рекомендуется только метод калибровки специальным инструментом.
Какое усилие?
По причине различных свойств материала и последствий пластической деформации в зоне гибки, определить требуемое усилие можно только примерно. Предлагаем вам 3 практических способа:
Таблица
В каждом каталоге и на каждом прессе вы можете найти таблицу, показывающую требуемое усилие ( Р ) в т на 1000 мм длины гиба ( L ) в зависимости от:
- толщины листа ( S ) в мм
- предела прочности ( Rm ) в Н/мм2
- V – ширины раскрытия матрицы ( V ) в мм
- внутреннего радиуса согнутого листа ( Ri) в мм
- минимальной высоты отогнутой полки ( B ) в мм
Пример подобной таблицы Необходимое усилие для гибки 1 метра листа в тоннах. Предел прочности 42-45 кг/мм2. Рекомендуемое соотношение параметров и усилия
| V | Ri | B | S | |||||||||||||||||||
| 1,0 | 1,2 | 1,5 | 1,8 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 6,0 | 7,0 | 8,0 | 9,0 | 10 | 12 | 15 | 18 | 20 | |||
| 6 | 1 | 4,5 | ||||||||||||||||||||
| 8 | 1,3 | 6 | 8 | 12 | 17 | |||||||||||||||||
| 10 | 1,7 | 7 | 7 | 9 | 14 | 20 | ||||||||||||||||
| 12 | 2 | 8,5 | 6 | 9 | 12 | 18 | 21 | |||||||||||||||
| 16 | 2,7 | 11 | 6 | 9 | 13 | 16 | 25 | |||||||||||||||
| 20 | 3,3 | 14 | 7 | 10 | 13 | 20 | 29 | 39 | ||||||||||||||
| 25 | 4,2 | 18 | 8 | 10 | 16 | 23 | 31 | |||||||||||||||
| 30 | 5 | 22 | 9 | 13 | 19 | 25 | 34 | |||||||||||||||
| 32 | 5,5 | 23 | 8 | 12 | 18 | 24 | 32 | 40 | ||||||||||||||
| 35 | 5,7 | 25 | 11 | 16 | 22 | 29 | 37 | 45 | 65 | |||||||||||||
| 40 | 6,7 | 29 | 14 | 20 | 25 | 32 | 40 | 57 | ||||||||||||||
| 45 | 7,5 | 32 | 17 | 23 | 29 | 35 | 50 | 69 | 90 | |||||||||||||
| 50 | 8,4 | 36 | 26 | 32 | 46 | 62 | 81 | |||||||||||||||
| 60 | 10 | 43 | 21 | 26 | 38 | 52 | 68 | 85 | 105 | |||||||||||||
| 70 | 12 | 50 | 22 | 33 | 44 | 58 | 73 | 90 | 130 | |||||||||||||
| 80 | 13 | 57 | 29 | 39 | 50 | 64 | 79 | 113 | ||||||||||||||
| 90 | 15 | 64 | 35 | 45 | 57 | 70 | 101 | 158 | ||||||||||||||
| 100 | 17 | 71 | 41 | 51 | 63 | 91 | 142 | 205 | ||||||||||||||
| 120 | 20 | 91 | 42 | 53 | 76 | 120 | 170 | 210 | ||||||||||||||
| 160 | 27 | 112 | 40 | 57 | 89 | 127 | 158 | |||||||||||||||
| 180 | 30 | 126 | 79 | 114 | 140 | |||||||||||||||||
| 200 | 33 | 140 | 102 | 127 | ||||||||||||||||||
Внимание! Для точных вычислений нужно учитывать следующие ГОСТы:
- ГОСТ 19903-74 Прокат листовой горячекатаный (Таблица 3) (ссылка на таблицу),
- ГОСТ 19904-90 Прокат листовой холоднокатаный (Таблица 2) (ссылка на таблицу).
При прокатки возможны отклонения по толщине металла, и требуются точные измерительные приборы (например микрометр).
Разновидности и требования
Стандартные пуансоны различаются по типами: A, T, W и L. Также в зависимости от изготовляемых изделий возможно применение пресс-штемпелей типа B, C, D и т.д., где обозначение латинской буквой указывает на тип крепления. Конструктивно пуансоны могут быть пробивными, просечными, прошивными и вырубными.
К инструментам вибропрессовальных и штамповочных станков предъявляются следующие требования:
- Отсутствие дефектов поверхности. Недопустимо использовать оснастку с зазорами, заусенцами, трещинами и другими повреждениями.
- Своевременная замена оснастки оборудования. Пуансоны имеют ограниченный срок службы, не превышающий 4-6 лет, после которого обязательно выполняется их замена.
- Применение только рекомендованных сталей при изготовлении деталей. Пуансоны в процессе штамповки или прессования испытывают значительные нагрузки, поэтому в зависимости от типа операций (холодные или горячие процессы), материала заготовок, оказываемого давления и назначения самого пресс-штепселя выбирают рекомендуемые марки стали.
Компания ООО PLASMET осуществляет производство и продажу пуансонов различного типа. Есть в продаже стандартная оснастка для крепления на прессах большинства известных производителей Gasparini, Ermaksan, Trumpf, Amada, LVD и пр. Помимо поставок готовых инструментов принимаем заказы на разработку и изготовление пуансонов под техническому заданию клиентов. Все изделия производятся в строгом соответствии с действующими требованиями, обязательно проводится закалка, антикоррозийная обработка.
Чтобы уточнить интересующие вопросы по представленной продукции и оформить заказ на поставку или изготовление требуемых листогибочных инструментов, звоните по указанному на сайте телефону или оставьте запрос онлайн через форму.
“Правило 8”
При гибке низкоуглеродистой стали ширина раскрытия матрицы должна в 8 раз превосходить толщину листа (V=8*S), тогда Р=8хS, где Р выражается в тоннах (например: для толщины 2 мм раскрытие матрицы /=2х8=16 мм означает, что вам необходимо 16 тонн/м)
Усилие и длина гиба
Длина гиба пропорциональна усилию, т.е. усилие достигает 100% только при длине гиба 100%.
Например:
| Усилие | Длина гиба |
| 100% | 3000 мм |
| 75% | 2250 мм |
| 50% | 1500 мм |
| 25% | 750 мм |
Читать также: Условия выбора автоматических выключателей
Cовет:
Если материал ржавый или не смазан, следует добавлять 10-15% к усилию гиба.
Толщина листа (S)
DIN допускает значительное отклонение от номинальной толщины листа (например, для толщины листа 5 мм норма колеблется между 4,7 и 6,5 мм). Следовательно, вам нужно рассчитывать усилие только для реальной толщины, которую вы измерили, или для максимального нормативного значения.
Предел прочности на растяжение ( Rm )
Здесь также допуски являются значительными и могут оказывать серьезное влияние при расчете требуемого усилия гиба. Например: St 37-2: 340-510 Н/мм2 St 52-3: 510-680 Н/мм2
Совет:
Не экономьте на усилии гиба! Предел прочности на растяжение пропорционален усилию гиба и не может быть подогнан, когда вам это нужно! Реальные значения толщины и предела прочности являются важным факторами при выборе нужного станка с нужным номинальным усилием.
V – раскрытие матрицы
По эмпирическому правилу, раскрытие V-образной матрицы должно восьмикратно превосходить толщину листа S до S=6 мм: V=8xS, для большей толщины листа необходимо V=10xS или V=12xS
Раскрытие V-образной матрицы обратно пропорционально требуемому усилию:
- большее раскрытие означает меньшее усилие гиба, но больший внутренний радиус;
- меньшее раскрытие означает большее усилие, но меньший внутренний радиус.
Внутренний радиус гиба (Ri)
При применении метода воздушной гибки большая часть материала подвергается упругой деформации. После гибки материал возвращается в свое первоначальное состояние без остаточной деформации (“обратное пружинение”). В узкой области вокруг точки приложения усилия материал подвергается пластической деформации и навсегда остается в таком состоянии после гибки. Материал становится тем прочнее, чем больше пластическая деформация. Мы называем это “деформационным упрочнением”. Так называемый “естественный внутренний радиус гибки” зависит от толщины листа и раскрытия матрицы. Он всегда больше чем толщина листа и не зависит от радиуса пуансона.
Чтобы определить естественный внутренний радиус, мы можем использовать следующую формулу: Ri = 5 x V /32 В случае V=8хS, мы можем сказать Ri=Sх1,25
Мягкий и легкодеформируемый металл допускает меньший внутренний радиус. Если радиус слишком маленький, материал может быть смят на внутренней стороне и растрескаться на внешней стороне гиба.
Совет:
Если вам нужен маленький внутренний радиус, гните на медленной скорости и поперек волокон.
Минимальная полка (В):
Во избежание проваливания полки в канавку матрицы, необходимо соблюдать следующую минимальную ширину полки:
| Угол гиба | B |
| 165° | 0,58 V |
| 135° | 0,60 V |
| 120° | 0,62 V |
| 90° | 0,65 V |
| 45° | 1,00 V |
| 30° | 1,30 V |
Упругая деформация
Часть упруго деформированного материала “спружинит” обратно после того, как усилие гиба будет снято. На сколько градусов? Это уместный вопрос, потому что важен только реально полученный угол гиба, а не рассчитанный теоретически. Большинство материалов имеют достаточно постоянную упругую деформацию. Это означает, что материал той же толщины и с тем же пределом прочности спружинит на одинаковую величину при одинаковом угле гибки.
Упругая деформация зависит от:
- угла гибки: чем меньше угол гибки, тем больше упругая деформация;
- толщины материала: чем толще материал, тем меньше упругая деформация;
- предела прочности на растяжение: чем выше предел прочности, тем, больше упругая деформация;
- направления волокон: упругая деформация различна при гибке вдоль или поперек волокон.
Продемонстрируем сказанное выше для предела прочности, измеряемой при условии V=8хS:
| Предел прочности в Н/мм2 | упругая деформация в ° |
| 200 | 0,5 – 1,5 |
| 250 | 1 – 2 |
| 450 | 1,5 – 2,5 |
| 600 | 3 – 4 |
| 800 | 5 – 6 |
Все производители гибочного инструмента учитывают упругую деформацию, когда предлагают инструмент для свободной гибки (например угол раскрытия 85° или 86 ° для свободных гибов от 90° до 180°).