Как делать заклепки на металле
В промышленности одной из основных операций является соединение элементов конструкций и деталей.
Одним из способов является соединение с помощью заклепок. Он используется, когда нет возможности выполнить сварку элементов конструкций, и имеет много преимуществ перед ней. Для выполнения такой технологии существует специальный инструмент для клепания заклепок.
Что такое заклепочник и его виды
Заклепочником называют специальный инструмент (клещи), работающий по принципу пистолета, который предназначен для соединения элементов конструкций и их отдельных деталей, когда их толщина при соединении не превышает 10 мм.
В основном с помощью такого механического пистолета фиксируют детали с внутренней стороны. Ручной заклепочник представляет рычажный инструмент в виде пистолета, состоящего из 2 частей:
- пружинного механизма, предназначенного для втягивания заклепки внутрь;
- рычажной системы, служащей для создания усилия.
Сегодня в продаже есть два типа заклепочных инструментов: резьбовые и вытяжные.
Вытяжной инструмент
Резьбовой инструмент
Ручной клепальник вытяжного типа работает на основе использования тягового усилия для фиксации заклепки. Под действием усилия рычага стержень заклепки втягивается в ее трубчатую часть и распирает ее головкой стержня. С внешней стороны шляпка заклепки также расплющивается и создает прочное фиксирование деталей.
Принцип работы ручного заклепочника резьбового типа такой же, только втягивание шарика в рабочей части происходит не за счет усилия, а путем вращения резьбы в трубчатой части заклепки. То есть в нем использован способ фиксации головки с помощью закручивания рукоятки. Этот способ применяется не часто и в основном необходим для фиксации деталей, имеющих небольшую толщину.
В комплекте с пистолетом обычно продаются насадки разного диаметра и хвостовой длины.
:
Виды привода заклепочников и их стоимость
По виду устройства привода заклёпочники подразделяют на:
- пневматические;
- механические (ручные);
- электрические;
- аккумуляторные;
- пневмогидравлические.
Наиболее востребованными в быту являются устройства с механическим способом привода. Такие инструменты имеют две модификации исполнения. Одна предусматривает работу с помощью одной руки, а другая – при мощи использования двух рук.
К «одноруким» устройствам относят также модель инструмента под названием «гармошка».
Стоимость заклепочников зависит от производителя, способа соединения, модели, а также устройства привода. Раскрученные марки инструментов стоят дороже изделий неизвестных производителей.
Также пневматические, электрические, пневмогидравлические и аккумуляторные устройства стоят намного дороже ручных, т. к. имеют более сложную конструкцию. В основном они используются в промышленных масштабах.
:
Устройство заклепок вытяжного типа
Чтобы понять, как пользоваться ручным заклёпочником вытяжного типа, нужно знать устройство крепежных деталей, которыми служат заклепки, специально предназначенные для такого способа крепежа.
Такая заклепка представляет крепежное изделие, состоящее из двух элементов: полой цилиндрической трубки, имеющей на конце головку и металлического стержня. Полый цилиндр называют заклепочным телом (втулкой). Диаметр этого цилиндра обозначает размер заклепочного метиза.
Полое отверстие внутри цилиндра проходит через все тело, включая его головку. Металлический стержень представляет вид гвоздя с закругленной шляпкой. Он вставляется в цилиндрическое отверстие и втягивается до упора головки с помощью фиксатора.
Резьбовые заклепки, предназначенные для вытяжного ручного клепальника, внутри цилиндрического тела имеют резьбу. Стержень также имеет резьбовую нарезку и вставляется в цилиндр путем вкручивания.
Для создания прочного соединения внутрь чаще всего вкручивают болт или винт. Иногда такую заклепку называют вытяжной глухой. Она считается более прочной, чем просто вытяжная.
Заклепки для вытяжного соединения изготавливают из разных материалов. Для гильзы применяют стальные, алюминиевые или медные сплавы. Очень важно, чтобы материал гильзы не вызывал коррозии металла, из которого выполнены соединяемые детали. Это значит, что при соприкосновении они не должны образовывать пару катод – анод.
Стержень должен изготавливаться из стали, прочность которой намного превосходит прочность тела. Цилиндр заклепочного тела может иметь разные размеры диаметра и длины. Эти размеры являются главными характеристиками таких изделий. На них обращают внимание в первую очередь при выборе. Диаметр цилиндрического тела должен соответствовать отверстиям для крепежа.
Чтобы цилиндр входил в отверстие свободно, оно должно быть немного больше диаметра тела заклепки. Обычно погрешность составляет 0,1 – 0,2 мм. Длина тела должна состоять из общей толщины соединяемых частей и припуска на величину расклепки. К этому нужно предусмотреть припуск до 1 мм.
Этапы соединения при помощи заклепочника
Как пользоваться заклепочником, можно рассмотреть на примере выполнения ручного крепежа деталей. Процесс выполнения соединения должен выполняться с соблюдением следующего порядка:
- подготовка поверхностей;
- проведение разметки и сверление отверстий;
- монтаж крепежей.
Подготовка поверхностей включает их тщательное выравнивание, чтобы детали максимально притирались между собой.
Для того чтобы точно провести сверление отверстий без смещения, их нужно положить на ровную плоскость, лучше взять заготовку из дерева, и надежно на ней фиксируют. Затем делают разметку мест расположения отверстий. После этого с помощью дрели выполняют их просверливание, соблюдая максимальную точность расположения на всех соединяемых деталях.
Чтобы размер отверстия отвечал нужным параметрам, необходимо брать сверло диаметром чуть больше. Например, для получения отверстия диаметром 3,8 мм сверло должно иметь диаметр 4 мм.
После просверливания отверстий нужно «примерить» выбранные крепежные элементы. Головка заклепки должна плотно прилегать к поверхности вокруг кромки отверстия и полностью его закрывать.
Установка заклепок
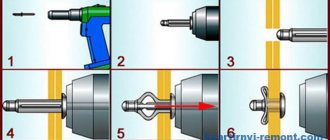
Монтаж заклепок осуществляется так:
- цилиндрическое тело заклепки вставляется в просверленные отверстия соединяемых деталей;
- стержень, проходящий сквозь все тело, захватывается губами или клепальной головкой заклепочного инструмента у основания головки цилиндра;
- с помощью усилия стержень постепенно вытягивается сквозь тело заклепки, расширяя его своей шляпкой (головкой) и деформируя конец цилиндра. Таким путем формируется обратная широкая часть заклепки на внутренней поверхности соединенных деталей.
- Когда усилие заклепочника достигает определенного значения и соединение деталей будет достаточно прочным, остатки вытянутого стержня отламывают.
При работе с помощью ручного заклепочника, как правило, требуется выполнение нескольких нажиманий на рычаг для достижения нужного результата. После окончания процесса одна сторона соединения будет иметь головку тела заклепки, а другая – расплющенный конец цилиндра в виде лепестков.
:
P.S. Теперь вы с легкостью сможете соединять заготовки с помощью механических клещей.
Как правильно работать с заклепочником?
29 сентября 2020
В этой статье мы расскажем об инструменте, с которым комфортно работать в ограниченном пространстве.
Заклёпочник – это ручной инструмент, с помощью которого можно закрепить необходимый материал. Например, листы металла.
В этой статье мы рассмотрим виды этого инструмента и отметим пару моментов, которые пригодятся при работе с ним.
В итоге мы получим небольшую инструкцию для тех, кому ещё не приходилось иметь дело в заклёпочником.
Начнём.
Из краткого описания становится понятно, что этот инструмент понадобится нам в том случае, когда нужно что-то скрепить. При этом материал не должен превышать толщину в 10 мм. Это одно из основных правил.
Почему бы не воспользоваться сваркой?
Бывают случаи, когда сделать это не представляется возможным.
Дома сваркой не воспользоваться, да и есть вероятность, что нужного оборудования под рукой не найдётся.
Зато инструмент, по форме напоминающий клещи, отлично подойдёт для быстрой реализации вашего проекта.
Из чего он состоит?
У него не так много составных элементов, но это не мешает заклёпочнику выполнять все необходимые функции. Для него нужно выделить отдельное место в вашем органайзере для инструментов.
Головка, рукоятка и прижимной механизм.
Вот и вся конструкция.
Всего три элемента, которые обеспечивают быстрое скрепление необходимых нам металлических листов.
Механизм, к слову, делится на два типа: вытяжной и резьбовой.
Какие типы бывают?
Электрические, аккумуляторные, пневматические.
Однако они не пользуются такой популярностью, как ручной. Дело в завышенной цене. И хоть они, по сути, делают всю работу за вас, покупатели по-прежнему не готовы полностью переходить на электрику.
Ручной заклёпочник является более понятным для людей. Он прост в применение и доступен по своей стоимости.
Первые три типа больше подойдут для заядлых специалистов.
Или в случае, когда в дело идут заклепки большого диаметра.
Вытяжной заклёпочник.
Цилиндрическая шпилька на заклёпках. Вот и отличие.
Стоит отметить, что это разделение по типу используемых заклёпок, механизму работы, а не по отличительным характеристикам.
С ним отверстия будут закрыты полностью. Также надо отметить низкую стоимость.
Закрепление происходит посредством тяговой силы.
Сначала делаются отверстия, а затем фиксируется заклёпка.
Резьбовой заклёпочник.
Заклёпка в виде полых трубок.
С ним можно обеспечить безопасный монтаж.
Качественно закрепляет. Также можно создавать крепёжные точки. Это удобно.
Есть ещё два типа.
Этот инструмент можно отличить по количеству рукояток. Он бывает одноручным и двуручным.
В первом случае одна из рукояток всегда остаётся неподвижной. Такой заклёпочник можно использовать для соединений с диаметром не больше 6 мм.
У двуручного, как мы видим, обе ручки остаются подвижными.
Так как же использовать заклёпочник?
Разные типы этого инструмента работают примерно одинаково. Принцип схож, но всё же присутствуют различия.
Начнём нашу инструкцию с главного (общего) принципа работы.
- Нужно направить силу на рычажный механизм, после которого она перейдёт к головке.
- Мы заранее готовим. отверстие для элемента. А после вставляем заклёпку при помощи зажимного механизма.
Это обеспечивает скрепление листового металла.
Все силы нужно направить на проделывание отверстий. Всё остальное сделает за вас инструмент.
Обозначим все виды работ, которые выполняет заклёпочник.
Он может фиксировать уголки, трубы, крепить профилированные листы.
Такие крепления никогда не подвергнут сомнению свою надёжность. И не лопнут тогда, когда этого не ожидаешь. Это достаточно актуальная проблема для сварки.
Главный принцип обговорили, а теперь об этапах работы.
- Берём материалы (металлические листы), которые нам необходимы и преждевременно фиксируем их. Это облегчит работу.
- Проделываем отверстие, которое должно быть больше заклепки на 1-2 см.
- Вставляем расходник.
- Закручиваем головку заклёпочника.
- Насаживаем инструмент плотно к основанию материала, а после сжимаем рукоятки.
- Повторяем несколько раз, если не вышло.
- Для полной герметичности используем дополнительно специальные материалы. Чаще всего используют шпатлевку.
Нужно обратить внимания на характеристики инструмента, материалы и внешний вид. Даже вес может сказать о многом.
Если вы покупаете через интернет-магазин и нет возможности всё подробно посмотреть и потрогать, тогда обратите внимания на корпус заклепочника. В характеристика товара будет указан материал, из которого он изготовлен. Пластик здесь не самый лучший вариант.
Делаем вывод, что работать с ручным заклёпочником не так сложно. Это простой вариант, который без труда можно хранить в доме.
Но если вы занимаетесь ремонтными и монтажными, а также слесарными работами, тогда лучше будет приобрести инструмент резьбового типа.
Заклёпочник это не молоток. Для чего он понадобится?
Не стоит недооценивать этот маленький инструмент. Вот пару идей, которыми можно воспользоваться в случае, когда под рукой завалялся резьбовой заклёпочник.
- Установка дверей, окон, полок, чего угодно.
- Крепление предметов декора: картины, вывески на двери, что угодно.
- Установка ручек для мебели, например, для ящиков и шкафчиков.
- Установка оконных жалюзи, подвесных крючков и т.д.
- Конечно же авторемонт.
В этой статье мы познакомились с разными типами заклёпочников, разобрали их различия и составили краткую инструкцию по использованию ручного инструмента.
Если у вас остались вопросы, то советуем для наглядности посмотреть парочку видео по использованию заклёпочника.
Использование заклепок для клепания металла и других материалов
Сварка — это, конечно, хорошо, но применять ее можно не везде. В таком случае применяется клепка — это механическое соединение деталей при помощи специального крепежа. Крепеж этот называют заклепки, изготавливаются они из разных материалов, бывают разных видов.
Что такое клёпка
Механическое соединение деталей при помощи ряда заклепок называется клепкой, а само соединение — заклепочным швом. Используется там, где сваривать детали неудобно или соединяются несвариваемые материалы.
Клепают не только металлы, таким образом соединяют детали в одежде, аксессуарах и т.д. Но там это больше отделка, нежели нагруженное соединение. Так что дальше пойдет речь о клепке в строительстве или обустройстве дома.
В принципе, вместо клепки можно использовать винтовое соединение, но болты с гайками стоят дороже, да и их установка занимает больше времени.
Вот так выглядит заклепочное соединение
Если говорить об установке заборов из профлиста, заклепки более надежны, так как снять их можно только рассверлив крепеж. При установке винтов или саморезов, их можно выкрутить и унести и металл, и метизы.
В некоторых случаях клепка более удобна при монтаже кровли из профнастила или металлочерепицы. На крыше установка винтовых соединений проблематична, требует много времени.
А заклепками, да при хорошем инструменте, можно справиться за час или даже меньше.
Наиболее частое применение в личном хозяйстве
Как происходит соединение деталей при помощи заклепок? Заклепка устанавливается в подготовленное сквозное отверстие. Она имеет головку, которая упирается в материал и стержень. В процессе клепки конец стержня расплющивается, меняя форму под воздействием силы. Поэтому для этих метизов применяют пластичные металлы.
Виды заклепочных швов
Если говорить о способе соединения листов, то заклепочные швы бывают внахлест (один лист накладывается на другой) и встык. Стыковочные швы могут быть с одной или двумя накладками. С накладками более надежные, применяются в ответственных и нагруженных местах.
Виды заклепочных швов: внахлестку и в стык с накладками
По расположению заклепок:
- однорядные;
- двухрядные;
- многорядные.
Располагаться они могут друг напротив друга или в шахматном порядке. Швы могут быть прочными, плотными (герметичными) или прочно-плотными. Плотные выполняют с помощью эластичных прокладок, закладываемых между соединяемыми деталями. Прочно-плотные применяются, в основном, в котлах. Сейчас их чаще заменят сваркой.
Виды заклепок
Что такое заклепка? Это цилиндрический стержень из пластичного металла (может быть полым или нет) с головкой определенной формы на одном конце. Эта головка называется закладной. В процессе установки, за счет сплющивания металла стержня со второй стороны, образуется вторая головка. Она называется замыкающей (закрывающей).
Типы заклепок
Могут быть составные заклепки (например, популярные вытяжные или винтовые), которые состоят из корпуса и стержня. Но суть от этого не меняется: закладная головка упирается в материал, а на другом конце, за счет пластичности металла, формируется вторая головка. Просто она формируется за счет того, что стержень вытягивается и расширенной частью сминает вторую часть.
Типы стержней и закладных головок
Заклепки отличаются формой головки и стержнем. По типу стержня они бывают:
- со сплошным стержнем (высокая нагрузочная способность, но тяжело устанавливаются);
- полупустотелые (часть стержня возле закладной головки сплошная, часть — пустотелая);
- пустотелые (головка и стержень имеют цилиндрическое сплошное отверстие, легко расклепываются, но высокие нагрузки не переносят).Виды заклепок по типу стержня и закладной головки
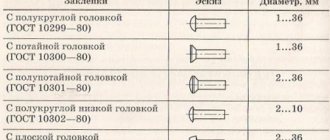
Заклепки имеют следующие виды головок (на фото выше):
- Полукруглая (высокая и низкая). Иногда называется еще сферической. Наиболее надежные, создают прочный шов.
- Цилиндрической и конической (плоской). Применяются, если соединение находится в агрессивной среде.
- Потайная и полупотайная. Устанавливаются, когда крепеж не должен выступать над поверхностью. Наиболее ненадежное соединение, используется только при необходимости.
Рядом могут быть установлены разные заклепки
Каждый из видов закладных головок встречается с каждым типом стержня. Подбирают их в зависимости от планируемой нагрузки. На максимальные нагрузки нужны метизы со сплошным стержнем и полукруглой головкой. На не слишком нагруженные швы можно применять и пустотелые, но они не обеспечивают герметичности. Если важна такая характеристика, то ставят полупустотелые.
Типы заклепок
Несмотря на то что сварка стала доступной даже непрофессионалу, клепка не теряет популярности. Ведь не все металлы можно варить, да и сварной шов подвержен коррозии. Поэтому постоянно появляются новые разновидности заклепок, так что полного перечня точно нет. Рассмотрим основные и более популярные.
- Классические или обычные. Универсальные, применяются для всех типов швов. Отличить можно внешне — напоминают грибки.
- Полутрубчатые (стержень наполовину полый). Требуют меньше усилий при установке, но и прочность имеют невысокую. Используются в соединениях с небольшой механической нагрузкой.Классическая и резьбовая заклепки
- Закладные, вытяжные, отрывные или тяговые. Составные (из двух частей) метизы. Хороши тем, что при установке их не надо придерживать со второй стороны шва. Для установки заборов или монтажа кровельных материалов используют именно их.
- Пистонные. Применяются для соединений с малой нагрузкой, делают, в основном, из мягких металлов (алюминий и сплавы, медь).Гаечные и пистонные заклепки
- Резьбовые (гаечные). Для соединения деталей с тонкими стенками (до 0,3 мм). Отличаются тем, что внутренняя часть имеет нарезанную резьбу, наружная — вертикальную насечку, предотвращающую поворот вокруг своей оси. Внутрь закручивается винт, притягивая свободную часть корпуса к месту соединения. Именно так получается — за счет сминания — закрывающая головка.
Это основные виды заклепок, которые применяются в строительстве, машиностроении и в других областях. В каждом из видов есть свои подвиды, отличающиеся в нюансах.
Вытяжные заклепки
Несколько слов скажем отдельно о вытяжных (закладных) заклепках. Они применяются при крепеже профлиста и металлочерепицы. Именно с ними чаще всего приходится сталкиваться при обустройстве участка.
Состоит вытяжная заклепка из трубчатого корпуса и цельного стержня, вставленного внутрь. Они называются составными, так как имеют две независимые части.
Также этот крепеж является усиленным — после установки, часть стержня остается внутри, что повышает прочность соединения.
Как работает вытяжная заклепка
Длина корпуса вытяжной заклепки должна быть больше толщины соединяемых деталей. Она вставляется в проделанное заранее отверстие, после чего заклепочник захватывает стержень, вытягивает его через полый корпус.
На дальнем конце стержня имеется шарик, который формирует замыкающую головку из развальцованного края корпуса.
Лишний стержень удаляется инструментом, но некоторая его часть остается внутри, что делает такое соединение достаточно прочным.
Как понятно из описания, важно правильно подобрать размер заклепки. Слишком короткая не даст сформировать нормальный буртик, что ослабит соединение. Слишком длинный корпус, даст большой люфт, что тоже нехорошо. Так что при подборе этого типа крепежа внимательно смотрите рекомендуемую толщину. Идеально, если ваше соединение приходится на середину диапазона.
Заклепки для соединения рыхлых и мягких материалов
Для соединения мягких и пластичных материалов — пластика, ДСП — перечисленные выше метизы не подходят. Для них есть другой вид аналогичного крепежа. Он отличается не такими большими размерами и меньшей прочностью. Но, при установке, создается меньшее усилие, чтобы не разрушить материалы.
Существуют следующие виды заклепок для соединения пластичных или мягких материалов:
- Лепестковые. При установке корпус заклепки раскрывается на несколько лепестков. Большая площадь контакта такой закрывающей головки позволяет перераспределить нагрузку.Такие заклепки можно ставить на пластик, ДВП и другие «неметаллы»
- Распорная. Это подвид вытяжной, но с надрезами по корпусу. При установке они складываются, образуя тоже своего рода лепестки, но двойные. При этом головка метиза остается на поверхности детали, не углубляясь в материал.
Есть также пластиковые заклепки. Их делают обычно для мебели, иногда для фиксации декоративных панелей. Такие заклепки больше похожи на винтовые. Нижняя часть разрезана на несколько лепестков, внутри имеется резьба, по которой вкручивается стержень. По мере закручивания, стержень раздвигает корпус, который держится за счет силы трения.
Клепание металла
Процесс клепки металлов состоит из двух этапов: подготовительного и собственно установки метизов. Подготовка — сверление отверстий, при необходимости раззенковка под потайные головки. Обратите внимание, что потайные головки могут быть с одной (любой) стороны или с двух.
Сам процесс клепки такой:
- вставить заклепку;
- стянуть соединяемые детали;
- сформировать при помощи инструмента замыкающую головку;
- проверить и зачистить соединение.Так устанавливаются вытяжные заклепки
При хорошем инструменте работа идет быстро. Для частного применения и разовых работ обычно применяют ручные заклепочники. И даже с ними сам процесс (без сверления отверстий) занимает считанные секунды.
Если говорить об установке профлиста или металлочерепицы, каждое сделанное отверстие рекомендуется промазать краской — для предотвращения коррозии.
Именно эти процессы — сверление и покраска, занимают много времени.
Вообще, есть два способа установки заклепок: холодный и горячий. При горячем место соединения предварительно разогревается до определенной температуры (определяется металлом и толщиной деталей). На практике применяется при монтаже заклепок большого диаметра — 12 мм и более.
Заклепки ставят рядами. Минимальное расстояние между соседними — 4 диаметра, от края листа до центра метиза — не менее чем 1,5 диаметра заклепки. При креплении профлиста, ставят в выемку, не в волну.
Подбор размеров заклепок
Заклепки подбирается исходя из толщины соединяемых металлов. Важны при этом: параметры закладной головки, диаметр стержня.
По диаметру стержня определяется диаметр сверла, которое используется для подготовки отверстия в соединяемых деталях. Примерно определить диаметр заклепки можно удвоив толщину соединяемых деталей.
Длина стержня — не менее 2 диаметров заклепки, причем выступающая часть должна быть не менее 1,25-1,5 от диаметра.
Диаметр заклепки2,0 мм2,3 мм2,6 мм3,0 мм3,5 мм4,0 мм5,0 мм6,0 мм7,0 мм8,0 мм
| Диаметр отверстия при точной сборке | 2,1 мм | 2,4 мм | 2,7 мм | 3,1 мм | 3,6 мм | 4,1 мм | 5,2 мм | 6,2 мм | 7,2 мм | 8,2 мм |
| Диаметр отверстия при грубой сборке | 2,3 мм | 2,6 мм | 3,1 мм | 3,5 мм | 4,0 мм | 4,5 мм | 5,7 мм | 6,7 мм | 7,7 мм | 8,7 мм |
Вообще, диаметр стержня заклепки может быть от 1 мм до 36 мм, длинна его может быть от 2 мм до 180 мм. Причем больший диаметр не равнозначен большей прочности соединения. Тут играет роль как материал, из которого он изготовлен, так и его тип (полый или цельный).
Как же выбрать? По характеристикам заклепок. Вы ведь выбираете их под соединение определенных материалов определенной толщины. Примерно знаете и нагрузку, которая будет прилагаться на соединение.
Поэтому при подборе обращайте внимание на то, что рекомендует производитель.
Как подобрать заклепку по толщине скрепляемого материала? По указаниям производителя, но в общем, диаметр стержня должен быть не менее двойной толщины материалов
Обязательно указывается:
- Рекомендуемый диаметр под соединение. Вам остается только подобрать сверло и сделать ровное отверстие без заусенцев.
- Минимальная и максимальная толщина соединяемого пакета. Важно чтобы ваше соединение находилось в указанном диапазоне.
- Усилие на срез. Это та нагрузка, приложенная к соединению перпендикулярно, которую заклепка выдерживает без разрушения.
- Усилие на разрыв. При какой нагрузке вдоль заклепки она разрушится.
Именно усилие на разрыв и срез определяют прочность будущего шва. Чем больше эти значения, тем большие нагрузки выдержит.
Из какого материала должна быть заклепка
Заклепки обычно берут из того же материала, что и соединяемые детали — это позволяет избежать электрохимической коррозии. Обращают внимание и на прочностные характеристики. Но, как правило, при соединении алюминиевых деталей, прочности алюминиевых метизов достаточно.
Вообще, заклепки делают из таких металлов:
- сталь: обычная — марок Ст2, Ст3, Ст10;
- коррозионностойкая Х18Н9Т;
- оцинкованная;Можно растеряться))
- легированная (нержавеющая) — 9Г2, 304, 316.
При соединении медных деталей допустима установка латуни и меди. Алюминий соединяют алюминиевыми сплавами. Стальные листы — соответствующими марками стальных заклепок. Есть также смешанные метизы — из двух разных металлов (химически не конфликтующих). Чаще всего встречаются алюминиево-стальные.
Для установки фасадных элементов, откосов, отливов, металлочерепицы и профлиста, используются обычно вытяжные заклепки из оцинкованной окрашенной стали. Окраска — в тон с деталями.
Типы заклепок и заклепочных швов
Наиболее часто при монтажных работах применяются типы заклепок с полукруглой и потайной головкой. В связи с тем что заклепки с потайной головкой недостаточно прочно соединяют детали в месте клепки, их применение ограничено. Такой тип заклепок используются только в тех случаях, когда их головки по условиям эксплуатации конструкции не должны выступать над ее поверхностью. В зависимости от назначения и условий эксплуатации возможно употребление заклепок и с другими формами головок (рис. 5.15).
Выбор размеров заклепок зависит от толщины соединяемых клепкой деталей. Диаметр заклепки должен быть, как правило, равным суммарной толщине соединяемых деталей. Длина стержня заклепки определяется с учетом образования замыкающей головки, усадки стержня в процессе клепки и необходимости заполнения зазора между стержнем заклепки и стенка ни отверстия под нее.
Рассмотрим порядок определения длины стержня заклепок с потайной (см. рис. 5.14, а) и полукруглой (см. рис. 5.14, б) головками. В обоих случаях длина заклепки / определяется, исходя из толщины склепываемых деталей S и длины /0 части стержня заклепки, выступающей из отверстия над поверхностью соединяемых деталей. Длина выступающей части стержня зависит от диаметра заклепки и формы замыкающей головки. Для заклепок с полукруглой головкой 10= (1,2… 1,5)d, для заклепок с потайной головкой 10 = (0,8… ,2)d.
Для обеспечения свободной, но достаточно плотной установки заклепки диаметр отверстия должен быть несколько больше диаметра заклепки:
Диаметр заклепки, мм 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Диаметр сверла, мм:
точная сборка…. 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
грубая сборка…. 2,3 2,6 3,1 3,5 4,0 4,5 5,7 6,7 7,7 8,7
В случаях, если невозможно сформировать в соединении замыкающую головку, применяют взрывные заклепки (рис. 5.15, ё). Такая заклепка, заполненная взрывчатым веществом, устанавливается в отверстие соединяемых деталей и осаживается легкими ударами молотка в холодном состоянии. После этого ее нагревают со стороны закладной головки каким-либо нагревательным прибором (например, паяльником), в результате чего происходит взрыв вещества, помещенного в стержне заклепки и его конец расширяется, образуя замыкающую головку.
Для соединения тонких металлических листов и деталей из неметаллических материалов используются трубчатые заклепки (рис. 5.15, ж), замыкающая головка которых образуется развальцовкой.
Место соединения деталей при помощи заклепок называется заклепочным швом. В зависимости от характера соединения и егоназначения заклепочные швы подразделяют на три вида: прочные, плотные и прочноплотные.
Прочный шов применяется в тех случаях, когда необходимо получить соединение повышенной прочности. Как правило, это соединения в различных несущих конструкциях: балки, колонны, подъемные сооружения и другие подобные конструкции.
Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных соединений для транспортировки газов и жидкостей под небольшим давлением.
Прочноплотный шов служит для соединения деталей в устройствах и конструкциях, работающих под большим давлением, например в паровых котлах.
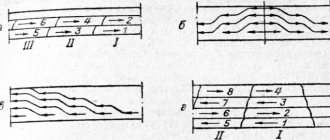
По взаимному положению деталей соединения различаются два типа швов: встык и внахлестку (рис. 5.16, а). Соединение деталей встык осуществляется с помощью накладок. В соединении используется одна (рис. 5.16, б) или две (рис. 5.16, в) накладки. Заклепки при любом виде соединения можно располагать в один, два, три и более рядов. В зависимости от количества рядов заклепок в соединении различают одно-, дву- и многорядные заклепочные соединения (рис. 5.17).
Расстояние между заклепками в соединении выбирается в зависимости от типа соединения (однорядное или двурядное). В однорядных швах расстояние между осями заклепок (шаг) должно быть равно трем диаметрам заклепки, а расстояние от края соединяемых деталей до оси заклепок в соединении должно составлять не менее полутора диаметров. При выполнении двухрядных швов это расстояние соответственно должно быть равно четырем диаметрам заклепки и полутора, как и в однорядном соединении. Расстояние между рядами заклепок в таких соединениях должно составлять два диаметра.
Особенности и виды клепки металла в слесарном деле
Клепка металла и слесарное дело — два неразрывных понятия. С помощью клепочника можно соединять металлические детали разной толщины. Зависимо от вида крепежных элементов от готового соединения можно добиваться разных технических параметров.
Мастер проводит клепку металла
Клепка металла — технологический процесс, представляющий собой соединение деталей с помощью заклепок. Инструмент может быть ручным или пневматическим. Применяется, когда детали не получается сварить.
Виды работ
Специалисты выделяют две технологии клепки — горячую и холодную. Каждая из них применяется в разных ситуациях.
Горячая клепка
Перед соединением деталей стержень крепежного элемента нагревается. Температуру нагревания мастера определяют по цвету — металл должен быть раскален докрасна. Для проведения горячей клепки подходят стержни толщиной от 8 мм.
Холодная клепка
Стандартная технология, применяемая в разных ситуациях. Чаще холодную клепку проводят в домашних условиях, небольших мастерских для изготовления изделий, на которые не будут воздействовать большие нагрузки. Для ее выполнения применяются стержни толщиной не более 8 мм.
Лист металла с клепками
Типы стержней и закладочных головок
По типу стержня заклепки бывают:
- Пустотелые. Внутри стержня присутствует свободная полость цилиндрической формы. Они не выдерживают высокие нагрузки, но легко расклепываются.
- Полупустотелые. В области закладной головки стержень сплошной.
- Сплошной стержень. Заклепки тяжело устанавливать, но они выдерживают высокую нагрузку.
Возможные типы головок — конические, цилиндрические, полукруглые.
Заклепки для металла ( Instagram / stroimarket_erme)
Типы швов
Типы клепочных швов:
- Прочный. Применяется, если нужно получить соединение высокой прочности. На готовую деталь при эксплуатации будет воздействовать большие нагрузки.
- Плотный. Применяются при изготовлении герметичных емкостей для хранения или перекачки жидкостей. Выдерживает небольшое давление.
- Прочноплотный. Применяются при сборке металлоконструкций, изделий, на которые будет воздействовать большое давление.
Зависимо от расположения крепежных элементов швы могут быть многорядными, двухрядными, однорядными.
Принципы выбора размера заклепок
Выбирать заклепки для соединения металлических деталей нужно зависимо от толщины соединяемых листов. При этом нужно учитывать диаметр стержня.
Для определения требуемого диаметра крепежного элемента нужно удвоить толщину металлических заготовок, которые будут соединяться. По длине стержень не должен быть меньше 2 диаметров.
Стандартные диапазоны размеров:
- диаметр — 1–36 мм;
- длина — 2–180 мм.
Мнение о том, что чем больше диаметр, тем выше прочность, ошибочное. Показатель прочности зависит от материала заклепки.
Клепки и заклепочник ( Instagram / suburbblues)
Инструмент для проведения работ
Инструменты:
- Набор слесарных молотков. Его нужно выбирать зависимо от диаметра заклепок. Лучше применять молоток с квадратным бойком.
- Чеканку. Слесарное зубило, которое с одной стороны имеет плоскую рабочую часть.
- Натяжку. Бородок, который имеет отверстие на рабочей части.
- Обжимку. Инструмент для придания формы замыкающей головке.
Дополнительно понадобятся тиски, инструмент для сверления, ручной заклепочник.
Этапы работ
Этапы:
- Подготовка соединяемых деталей.
- Разметка отверстий.
- Высверливание отверстий.
- Зенковка готовых гнезд.
- Установка крепежных элементов.
- Обжим.
Прежде чем приступать к основным этапам работ необходимо:
- Очистить поверхности от налета, грязи, ржавчины.
- Отметить места будущих отверстия. Перед сверлением их нужно накернить, чтобы сверло не уходило в сторону.
Подготовка металлоконструкций ( Instagram / start_blasting)
Высверливание отверстий
Высверлить отверстия в металлических поверхностях можно с помощью сверлильного станка или ручного электроинструмента. Лучше использовать сверлильный станок, поскольку им можно просверливать отверстия в деталях большей толщины.
При использовании ручного электроинструмента, важно точно контролировать его положение при сверлении, чтобы он не отклонялся в стороны. При сверлении необходимо использовать специальные охлаждающие жидкости. Работать можно только заточенным сверлом.
Вставка заклепок
Этапы:
- Крепежный элемент вставляется в отверстие стержнем снизу-вверх.
- Под закладную головку устанавливается поддержка. Если она потайная, необходимо применять плоскую поддержку.
- Детали уплотняются. Их осаживают в месте клепки. Зазоры между металлическими листами устраняются молотком.
Образование замыкающей головки
Способы выполнения:
- Прямой метод. Удары молотка наносятся по стержню заклепки с той стороны, где образуется замыкающая головка.
- Обратный метод. Удары молотком наносятся по закладной головке.
Слесарные молотки ( Instagram / inforce_tools)
Рекомендации
Если установку клепок на металле выполняет новичок, человек без практического опыта, он может допустить разные ошибки. Дефекты и их причины:
- Замыкающая головка не плотно примыкает к металлической поверхности. Перекос при обжимке.
- Головки смещены в одну или разные стороны. Отверстия сверлились с небольшим уклоном.
- Замыкающая головка имеет рваные края. Для изготовления крепежного элемента использовался некачественный материал.
- Головка смещена в сторону. Стержень неровный или длиннее нужного.
При проведении работ необходимо придерживаться правил техники безопасности:
- Пневматический инструмент нельзя использовать до окончания настройки. Придерживать обжимку руками будет сложно из-за мощного пневматического удара. Это может привести к травмам рук.
- При клепке раздаются резкие, громкие звуки, которые негативно воздействуют на нервную систему, слух. Нужно использовать плотные наушники.
- Инструмент нужно проверить перед началом работы. Он должен быть исправным. Рабочий стол не должен быть захламлен лишними предметами или инструментами.
- Скрепляемые детали следует фиксировать в тисках.
Часто случаются ситуации, когда необходимо сначала удалить старые крепежные элементы, а потом прикрепить деталь повторно на то же место. Чтобы удалить полукруглую головку заклепки можно использовать острое зубило. Остатки крепежа нужно выбить пробойником.
При клепке металла необходимо использовать защитные перчатки, очки. Детали следует закрепить в тисках или консоли, чтобы они не смещались. При работе нельзя касаться обжимки руками. Соблюдение техники безопасности поможет уберечься от травм, провести работу качественней.
Клепка деталей
Неразъемные глухие соединения, выполняемые с помощью заклепок, называются заклепочными соединениями.
Этот вид соединений в современных машинах и механизмах применяется сравнительно редко и все чаще уступает место более прогрессивным сварочным и резьбовым соединениям.
Однако достаточная надежность и прочность в работе заклепочных соединений по прежнему дают право на их применение в авиастроении, тракторостроении, а также при изготовлении отдельных металлоконструкций в котлостроении и других отраслях промышленности.
Кроме обеспечения прочности, в отдельных случаях к заклепочным соединениям предъявляются требования, согласно которым должна соблюдаться герметичность соединения при работе сооружения под давлением газов или жидкостей. Это достигается высоким качеством клепки и созданием плотных и прочно-плотных швов.
При клепке место соединения деталей называют заклепочным швом. В зависимости от назначения различают два вида заклепочных швов:
- прочный
- прочно-плотный
Прочный шов применяется при клепке различных балок, стропил и других инженерных сооружений.
Прочно-плотный шов осуществляется при клепке труб, сосудов, резервуаров, отдельных частей паровых котлов и других аналогичных сооружений, работающих под давлениями.
Соединение двух листов (деталей) в нахлестку одним рядом заклепок называют однорядным швом.
Соединение, выполненное также в нахлестку двумя рядами, называют двухрядным. Такие соединения применяются при клепке ферм, мостов и других инженерных сооружений.
Кроме соединений в нахлестку, в технике клепки применяются соединения листов в стык с использованием при этом одной или двух накладок, соединенных однорядным или двухрядным швом.
При клепке в нахлестку надо добиться плотного прилегания листов при накладывании друг на друга. Торцовые поверхности листов, являющиеся базовыми поверхностями при сверловке отверстий, должны быть тщательно зачищены. На мелких деталях зачистка производится с помощью напильника вручную, а детали больших габаритов зачищают переносным наждачным точилом. Сверловка отверстий под заклепки ведется по разметке или по кондукторам. При соединении листов больших габаритов допускается разметка и последующая сверловка одной половины по другой или применение на кладки в качестве кондуктора.
Отверстия под заклепки можно получать на сверлильных станках, а также на дыропробивных прессах. Последний способ много производительнее и дешевле сверления, но дыры при этом получаются коническими и возможен их увод от разметки. В машиностроении применяются оба способа, а также комбинированный метод, т.е. сначала пробивают отверстия малого диаметра, а затем рассверливают их до требуемого размера. При этом методе отверстие получает правильную геометрическую форму и отсутствует поверхностный наклеп в металле. При применении заклепок с потайной и полупотайной головками кроме сверления необходимо сделать раззенковку отверстия и удалить заусенцы. Эта операция выполняется зенковками (или сверлами большого размера) и другими способами. Заусенцы удаляются на наждачном точиле. Клепка тяжелых крупногабаритных изделий выполняется двумя рабочими: клепальщиком и подручным. Клепальщик направляет и устанавливает в нужном положении инструмент, а подручный наносит кувалдой удары и выполняет ряд вспомогательных работ.
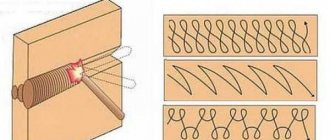
Процесс клепки начинается с того, что под имеющуюся головку заклепки, вставленной в отверстие соединяемых деталей, подводят инструмент – поддержку (стержень с углублением по форме головки) и упирают поддержку другим концом, например, в плиту. Затем наносят удары молотком по выступающему стержню заклепки и создают предварительную форму замыкающей головки. Окончательную форму головки получают с помощью специальной оправки-обжимки. Для уменьшения смещения отверстий при клепке заклепки лучше размещать не последовательно, а вразброс.
В настоящее время клепка производится преимущественно механизированными средствами. Крупные стальные заклепки диаметром 10-12 мм предварительно нагреваются и расклепываются в горячем виде. Стальные заклепки меньших размеров или заклепки, изготовленные из цветных мягких металлов и сплавов, расклепываются без нагрева. Процесс горячей клепки состоит из следующих операций: нагрева заклепок в печах, установки раскаленной заклепки в заранее подготовленное отверстие, осаживания стержня заклепки, образования замыкающей головки. Горячая клепка значительно выгоднее, так как требует меньшего усилия для образования замыкающей головки и увеличивает прочность и плотность шва. При горячей клепке диаметр заклепки берется на 0,5-1 мм меньше диаметра высверленного отверстия. Это необходимо для того, чтобы разогретая и увеличившаяся по диаметру заклепка могла свободно войти в отверстие; с этой же целью стержни заклепок делаются несколько коническими. Заклепки вместе с головками нагревают до 900-1000 °С, клепку заканчивают при температуре 600-700 °С, во избежание трещин. Для получения правильной формы замыкающей головки большое значение имеет выбор надлежащей длины заклепки. Длина заклепочного стержня L до образования второй головки определяется по формуле:
1,18(l+d)
где l – толщина склепываемого пакета; d – диаметр отверстия.
Практически считают, что длина выступающей части заклепки должна равняться 0,8-1,5 диаметра стержня, в зависимости от формы головки. Так, для заклепок, замыкающая головка которых должна быть выполнена полукруглой, эта величина х = 1,5d, а для заклепок с потайной головкой х = 0,75-0,8d.
Влияние нагревания на стягивание деталей зависит от длины заклепки. Исследованиями доказано, что увеличение давления происходит до длины стержня заклепки, равной 4-5 d; при большей длине стержень не осаживается по всей длине, а только изгибается. Поэтому наклепку с длиной стержня более 5d лучше заменить болтом, специально обточенным по отверстию. Вместо разогрева крупных заклепок в печах в настоящее время промышленностью выпускаются электроконтактные аппараты, обеспечивающие разогрев заклепок непосредственно на рабочем месте клепальщика, что резко повышает производительность.
| Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте |
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7 [email protected] Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7 (499) 113 36 18 [email protected] Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте
themechanic.ru