Вакуумный пресс – это агрегат, позволяющий производить на основе МДФ мебельные фасады с пленками ПВХ и декоративные накладки для дверей. Его можно приобрести, а можно сделать в домашних условиях. Материал будет посвящен тому, как сделать вакуумный пресс своими руками, и что для этого потребуется.
Помните, что такая работа – достаточно сложная, нужно соблюдать правила безопасности, ведь она связана с применением электроинструментов высокой степени опасности и тяжелыми конструкциями. Желая собрать пресс своими руками, оцените свои возможности, и если это для вас сложно, лучше доверьте это дело профессионалу.
Принцип работы вакуумного пресса
Цена на вакуумный пресс доступна не многим предприятиям, однако те, кто могут приобрести себе такое устройство, регулярно экономят средства, ведь заламинировать рабочую поверхность в собственном цеху, намного дешевле, чем приобрести уже готовую заготовку. Данное оборудование включает в себя:
- Камеру для прессовки.
- Термомодуль.
- Силиконовую мембрану для вакуумного пресса.
- Вакуумный насос.
Во время эксплуатации устройства, вглубь камеры помещают заготовку и плёнку, которая разогревается, благодаря термомодулю, и под давлением вакуума приклеивается к МДФ поверхности, повторяя все контуры изделия.
Мембранно-вакуумный пресс внешне похож на цельнометаллическую, прочную металлическую раму, благодаря чему срок эксплуатации оборудования не ограничивается. Кроме того, устройство имеет привлекательный внешний вид, благодаря порошковой покраске, дополнительно защищающей конструкцию от внешнего воздействия.
Также, вакуумно-мембранный пресс оснащён рабочим столом, изготовленным из импортного пропилена высокого качества. Его толщина – 15 мм. Благодаря такой характеристике, он способен выдерживать ежедневные продолжительные нагревания до 80˚C, но при этом не повреждает заготовки и мембрану вакуумного пресса.
Мембрана для вакуумного пресса выполнена из силикона, прошедшего предварительную дегазацию. Её толщина – 2 мм. Благодаря таким характеристикам, она способна выдерживать высокую температуру внутри камеры и выполнять свою функцию.
Насос для вакуумного пресса выполняет одну из основных функций во время эксплуатации устройства. Когда используемый материал разогрелся до определённой температуры, устройство включает вакуумный насос для пресса. Благодаря чему внутри камеры создаётся вакуумное пространство и откачивается воздух, мешающий впаять ламинирующую плёнку на наружную сторону заготовки.
3d вакуумный сублимационный пресс
Вакуумный сублимационный пресс, также именуемый, как 3d вакуумный сублимационный пресс – разновидность прессов, создающих вакуум. Он разработан для нанесения изображений на ровные или искажённые поверхности. По сути, 3d вакуумный пресс работает аналогично вакуумно-мембранному прессу, а именно, благодаря:
- Высокой температуре.
- Вакуумированию.
Чаще всего, вакуумные 3d прессы применяют для изготовления сувенирной продукции, ведь устройство позволяет наносить изображения на керамику, ткани, пластмассу, кристаллы, натуральные камни и пр. Следовательно, в результате, предприятия получают уникальные, красивые, оригинальные изделия, востребованные в различных сферах, начиная от подарков и заканчивая посудой, плиткой для ванной комнаты.
Применение
При изготовлении мебели детали из древесно-стружечных плит, например, МДФ, оклеивают ПВХ-пленкой. Ее же используют для покрытия дверных накладок.
Такая облицовка при небольшой стоимости имеет привлекательный внешний вид. Но оклеивание древесины пленкой – совсем не такая простая задача, как, например, наклеивание обоев. Требуется специальное приспособление, именуемое вакуумным прессом.
Этот станок состоит из следующих составляющих:
- Станина – основание, на котором компонуются все элементы.
- Вакуумная камера. Прочная открытая сверху коробка, в которую укладываются обрабатываемые детали. Затем ее накрывают ПВХ-пленкой.
- Нагревательный элемент (термомодуль), посредством которого пленка разогревается до необходимой температуры.
- Вакуумная система – насос с дополнительным оборудованием. Эти компоненты предназначены для откачивания воздуха из вакуумной камеры.
- Шкаф, в котором собрана электросхема станка.
При откачивании воздуха разогретая пленка облегает промазанные клеем детали в вакуумной камере, после чего покрытие остается только просушить и кое-где подрезать.
Инструменты
Основной набор инструментов – такой же, как при изготовлении любых других изделий из стального профиля:
- сварочный аппарат инверторного типа с током сварки до 130 А;
- электроды диаметром 2 – 2,5 мм;
- болгарка с диаметром рабочей части 150 мм и отрезной круг для нее;
- электрическая дрель со сверлами по металлу диаметром 10 мм и металлической щеткой;
- чертилка по металлу;
- ножницы по металлу;
- вытяжной заклепочник;
- рулетка.
Понадобится и набор гаечных ключей.
Станина:
- стальная прямоугольная труба 60х40х2 мм;
- то же сечением 20х20х2 мм;
- болты М10х60, М10х80, М10х140 с гайками и шайбами.
Вакуумная камера:
- стальная труба 60х40х2 мм;
- стальной лист S – 2 мм;
- резиновая лента для уплотнителя;
- шпилька диаметром 12 мм и 2 гайки для нее;
- труба Ду50;
- прут диаметром 10 мм;
- стальная труба 20х20х2 мм.
Вакуумная система:
- вакуумный водокольцевой насос ВВН 1-1,5-5,5;
- вакуумметр;
- стальной лист S = 2 мм;
- шаровой кран для горячей воды;
- вакуумный шланг диаметром 50 мм.
Термомодуль:
- труба сечением 20х20 и 60х40 мм;
- шариковые подшипники типа 6200;
- стальной лист S = 0,5 мм;
- алюминиевые заклепки;
- стекло с тонировочной пленкой;
- алюминиевая фольга S = 0,1 мм;
- лампа КГТ 220-1000-6 (22 шт.).
Чертеж конструкции
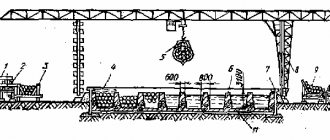
Данный вариант самодельного вакуумного пресса предполагается оснастить термомодулем откатного типа (черт. См. ниже).
Другие виды нагревателей – подъемный и распашной – сложнее в изготовлении и менее удобны в эксплуатации. Термомодуль оборудован роликами (шарикоподшипники) и передвигается по рельсам (труба 20х20). На станине для него предусмотрено парковочное место.
Для вакуумной камеры выбраны размеры 2,5х1,4 м. Такая длина является оптимальной для изготовления наиболее типовых мебельных фасадов, а ширина соответствует наиболее распространенному типу ПВХ-пленки.
В камеру предполагается загружать детали толщиной не более 32 мм, поэтому ее высота с учетом толщины подкладок, воздухопроницаемой платформы и уплотнителей принята равной 60 мм (изготовлена из трубы 60х40х2 мм).
Станок скомпонован таким образом, чтобы прижимная рама будучи откинутой опиралась на припаркованный нагреватель, таким образом для ее удержания в поднятом состоянии не требуется дополнительных устройств. Рама откидывается благодаря шарниру (работает аналогично дверной петле).
Порядок работ
Изготовление вакуумного пресса осуществляется следующим образом:
Станина
Детали станины нужно сварить согласно чертежу. Далее швы зачищаются, высверливаются необходимые отверстия, ржавчину счищают металлической щеткой и грунтуют всю конструкцию для последующей покраски.
Вакуумная камера
Из трубы 60х40 следует сварить каркас жесткости, который будет удерживать днище камеры (стальной лист толщиной 2 мм) от прогиба под воздействием атмосферного давления.
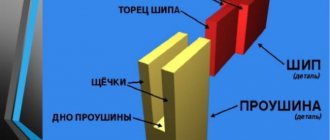
Далее к каркасу приваривают днище, а поверх него – стенки камеры (труба 60х40, поставленная на узкую сторону). Сварные швы внутри камеры должны быть герметичными (рекомендуется двойной провар). К одной из стенок необходимо приварить часть шарнира с двумя проушинами.
Прижимная рама выполняется из того же профиля и имеет те же размеры, что и вакуумная камера. К ней приваривается вторая часть шарнира.
Для плотного обжатия пленки прижимной рамой используются эксцентриковые зажимы, которые делаются из трубы ду50, прута диаметром 10 мм и квадратной трубы 20х20 мм.
Если при изготовлении камеры ее днище повело, его можно залить самовыравнивающейся смесью (к примеру, на базе эпоксидной смолы), используемой для изготовления наливных полов.
Готовую камеру нужно закрепить 4-мя болтами на специальных опорах станины. Далее следует установить эксцентриковые зажимы, собрать шарнир прижимной рамы и наклеить уплотнитель.
Внутри камеры по всей ее площади устанавливается платформа из МДФ, состоящая из 9-ти перфорированных прямоугольников с прорезанными на их поверхности канавками (толщина листа МДФ – 10 мм).
Обрабатываемые детали будут укладываться на нее. Благодаря этой платформе, воздух будет откачиваться по всему объему камеры равномерно, независимо от положения обрабатываемых деталей и пленки.
Вакуумная система
Для откачивания воздуха из вакуумной камеры пресс рекомендуется оснастить насосом водокольцевого типа (модель ВВН1-1,5-5,5). В трубопровод, которым насос соединяется с вакуумной камерой, должны быть врезаны обратный клапан и вакуумметр. Для надежности можно установить еще и запорный кран.
Для работы насоса нужна чистая, свободная от механических примесей вода, для хранения которой должен быть предусмотрен стальной резервуар объемом около 30 л (можно сварить самостоятельно из стального листа).
Насос необходимо установить в строго горизонтальном положении (контролируется уровнем) на бетонном основании, и прикрутить анкерными болтами. При этом вокруг агрегата необходимо соорудить стенки либо разместить его в углублении, так как в процессе работы из него будет вытекать вода.
Подача воды из бака в насос и ее возврат осуществляется по двум шлангам, которые должны выдерживать температуру до 100 градусов.
Все резьбовые соединения в вакуумном трубопроводе должны быть уплотнены лентой ФУМ или аналогичным материалом. Для подсоединения трубопровода к вакуумной камере в последнюю врезается патрубок. Он должен быть ниже воздухопроницаемой платформы и располагаться посредине одной из стенок. К насосу трубопровод присоединяется посредством фланца.
После сборки станка вакуумную систему нужно проверить. Входное отверстие вакуумного трубопровода внутри камеры перекрывают куском фанеры, после чего запускают насос. Через 5 сек вакуумметр должен показать хотя бы -0,85 атм.
Термомодуль
Каркас термомодуля сваривается из трубы 20х20 и оснащается ручками, а также опорами для крепления колесных осей (труба 60х40). Функцию колес будут выполнять подшипники типа 6200. Обшивка каркаса изготавливается из стального листа толщиной 0,5 мм на алюминиевых заклепках.
В боковых стенках следует прорезать смотровые окна размером 40х20 см и установить в них тонированные стекла.
Также в стенках должны быть просверлены отверстия диаметром 50 мм с заслонками, через которые можно будет производить измерение температуры пленки посредством пирометра.
Регулируемые по высоте подвесы для ламп КГТ (кварцевые галогенные тепловые) следует изготовить из резьбовых шпилек, закрепив на их концах изолирующие пластины из стеклотекстолита с размерами 40х20х2 мм.
Шпильки вкручиваются в отверстия, просверленные в крышке термомодуля. Сами лампы прикручиваются к стеклотекстолитовым пластинам болтами м5х20 с использованием шайб Гровера.
Питание ламп (они разделены на несколько групп) обеспечивается проводом РКГМ в жаростойкой оболочке с наконечниками типа ТМЛ. Несколько проводов от разных групп запитываются от общей шины в распределительной коробке, к которой подводится питающий кабель.
После изготовления термомодуль следует установить на рельсы, приваренные к станине.
Вакуумный пресс для МДФ
Современный вакуумный пресс для МДФ оснащен панелью управления и термостатом контроля температуры, из-за которых специалисты могут контролировать процесс облицовки мебели, кухонных фасадов и дверей. Дополнительно, вакуумные пресса для МДФ имеют кнопку отключения, применяемую для мгновенного отключения всех приборов устройства, в случае внезапной поломки.
Во время эксплуатации вакуумного пресса оператор должен придерживаться такой рабочей схемы:
- Разместить заготовки на рабочей поверхности.
- Натянуть нужную плёнку по всей длине рабочей зоны.
- Переместить верхний подвижный участок устройств.
- Включить прибор и контролировать процесс обработки.
- Снять готовое изделие вручную.
То есть, прибор лёгок в использовании, поэтому сотрудники предприятия быстро научатся работать с устройством или поймут, чем оно отличается от предыдущей модели вакуумного пресса, стоявшего в вашем цеху.
Зажимы
Чтобы надежно и герметично удерживать пленку, когда происходит вакуумное прессование, мы плотно и равномерно прижимаем верхнюю раму к периметру вакуумной рамы. Таким образом резиновый уплотнитель будет полностью прилегать.
Самодельные зажимы, которые работают по принципу эксцентрика, изготовляются из следующего стального металлопроката:
• 1 труба ДУ50: 0,5 м, со внешним диаметром примерно 60 мм; • прут: 2 м, диаметр 10 мм; • профильная труба: 2 м, 20х20х2 мм.
Зажимы настраиваем, установив комбинированные гайки в нужное место резьбы шпильки, и зафиксировав с помощью контргаек. Эту операцию выполняем на завершающей стадии изготовления вакуумного стола, после того как будет наклеен резиновый уплотнитель.
Узнайте, как создать давление в несколько тонн на квадратный метр при наклейке шпона.
Работать со шпоном намного проще, чем вы думаете, если для сжатия склейки использовать вакуумный пресс. Чтобы познакомить наших читателей с этим процессом, мы обратились к профессиональному мебельщику Мэтту Сэйлеру, который часто применяет шпон в своей работе.
По мнению Мэтта, шпон дает несколько преимуществ.
«Он позволяет изменять направление рисунка волокон на лицевых поверхностях и даже смешивать разные породы, что трудно, а порой и невозможно сделать с массивной древесиной. Компании, производящие шпон и торгующие им, предлагают продукцию из сотни древесных пород и огромное разнообразие рисунков и оттенков. Эта палитра просто потрясает воображение».
ЧТО НУЖНО ДЛЯ ВАКУУМНОГО ПРЕССОВАНИЯ
Как работает такая система
Вакуумный мешок равномерно распределяет значительное давление на большую площадь, лаже на вогнутые и выпуклые поверхности, чего трудно, а порой и невозможно добиться обычными методами. При выкачивании воздуха из герметичного мешка давление наружного воздуха сжимает мешок и его содержимое. Если вам кажется, что такой прижим будет слишком слабым, имейте ввиду следующее: панель размером 610×915 мм внутри мешка сжимается с усилием около 5,5 т (если процесс происходит на уровне моря. С увеличением высоты атмосферное давление снижается, и на высоте 1500 м над уровнем моря усилие будет 4,8 т).
На фото внизу показаны основные элементы вакуумной системы. Базовый комплект из насоса, шланга с фитингами и винилового мешка размерен 125×125 см можно купить за S400. Для облицовки шпоном длинных панелей (таких, как в проекте «Шкаф-тумба в стиле шестидесятых») нужен мешок размером 125×250 см. Виниловый мешок таких размеров стоит около $75, а более прочный полиуретановый обойдется в $215. Хотя вакуумный мешок создает изрядное давление, на шпоне могут обнаружиться неприклеенные места, вздутия (так называемые «чижи»), если не принять дополнительные меры. Мэтт делает «бутерброд», укладывая панель со шпоном между двумя прижимными пластинами, чтобы давление распределялось более равномерно.
Читать также: Точечная сварка из сварочного инвертора своими руками
Сделайте такие пластины из 19-миллиметровой МДФ-плиты или ламинированной ДСП. Их размеры должны быть больше, чем пакет деталей, примерно на 25 мм. Отфрезеруйте на всех ребрах и углах 6-миллиметровые скругления, чтобы не повредить вакуумный мешок. На одной из пластин сделайте с помощью пильного диска сетку из 3-миллиметровых пропилов с шагом около 100 мм. Это поможет полностью выкачать из мешка воздух.
Не используйте контактный клей. Контактный клей считается лучшим средством для приклеивания листов пластика, но Мэтт рекомендует избегать его, если вы склеиваете древесину с древесиной: «Под шпоном контактный клей пересыхает, края и углы отстают от основы и легко повреждаются».
Выбор основы и клея
Для прочной склейки шпону требуется гладкая поверхность, которая называется основой или субстратом. МДФ-плита отлично подходит для использования в роли основы для таких панелей, как дверцы, фальшпанели и столешницы. Для панелей, на которых затем делаются элементы соединений, выбирайте кленовую, буковую или березовую фанеру. «Но дубовую фанеру применять не следует, — говорит Мэтт, — ее крупные поры будут проступать через тонкий шпон после прессования». Так как вы будете опиливать панели до окончательных размеров после наклейки шпона, сделайте основу, включая и кромочные накладки, примерно на 12 мм больше по ширине и длине. Приклеенные накладки должны быть шириной не менее 25 мм, чтобы после опиливания осталось достаточно материала для фрезерования профилей вдоль кромок.
Если вы хотите накрыть панель размерами менее 60×60 см одним куском шпона, можно использовать обычный желтый клей ПВА. Для большей площади, а также если рубашка собрана из нескольких кусков шпона, Мэтт применяет специальный однокомпонентный клей для холодного прессования. «Он дольше не схватывается, и вы можете работать, не суетясь, а повышенная вязкость уменьшает просачивание клея через швы». Некоторые производители предлагают светлые, средние и темные разновидности такого клея, и это помогает сделать клеевые швы менее заметными.
Как резать шпон
Для раскроя шпона Мэтт применяет три простых инструмента: острый нож с выдвижным лезвием (для поперечных разрезов), так называемую фанерную пилу (для продольных) и стальную линейку, которая их направляет (фото А и В). Краткий совет! Наклейте полосу наждачной бумаги № 150 на нижнюю сторону линейки, чтобы она не сдвигалась во время работы. Положите лист шпона на кусок МДФ- плиты, чтобы при раскрое не оставить царапин на крышке верстака. Прижмите линейку к шпону как можно плотнее, чтобы исключить сдвиг. Для лучшего результата не пытайтесь разрезать шпон одним движением, а сделайте несколько длинных легких надрезов вдоль края линейки.
Разрезая шпон поперек волокон, делайте надрезы от обеих кромок к середине, чтобы не расщепить края. Чаще меняйте лезвия, которые должны быть острыми, как бритва.
Для продольного раскроя по прямой линии используйте вместо ножа фанерную пилу (лезвие ножа часто отклоняется от линейки по направлению волокон). Двигая инструмент на себя, сделайте несколько легких надрезов, чтобы прорезать шпон насквозь.
Если панель большая, для ее облицовки приходится склеивать несколько кусков шпона («набирать рубашку»). Для этого разложите полосы шпона на верстаке лицевой стороной вниз, выровняйте и состыкуйте обрезанные края. Убедитесь, что текстурный рисунок на стыке полос выглядит так, как вам требуется. Затем наклейте поперек стыка кусочки малярного скотча, чтобы временно скрепить полосы шпона (фото С).
Переверните рубашку и наклейте по линии стыка с лицевой стороны длинную полосу скотча (фото D).
Наклейте короткие полоски малярного скотча поперек стыка с интервалом около 10 см, чтобы как можно плотнее состыковать листы шпона.
Соединив листы с обратной стороны, наклейте длинную полосу скотча вдоль стыка на лицевую сторону (которая будет видна на готовой панели).
Она не даст излишкам клея выдавиться на лицевую сторону через шов, и вы потратите меньше времени на их удаление после того, как вынете панель из вакуумного мешка. Снова переверните шпон и удалите короткие кусочки скотча. Краткий совет! Полосы скотча не должны заходить друг на друга, и на них не должно быть морщин и складок, чтобы при прессовании на шпоне не появились вмятины.
Не забывайте про обратную сторону
Так как клей высыхает сначала у краев панели, а затем в середине, разница между сухими краями и влажной серединой приводит к возникновению напряжений, которые могут выгнуть дугой даже 19-миллиметровую основу. Если наклеить шпон на обе стороны панели, напряжения будут взаимно уравновешены, и панель останется плоской. Мэтт говорит: «Шпон для задней стороны не должен быть каким-то особенным, и можно взять любой недорогой сорт шпона. Но его необходимо приклеивать к основе одновременно с лицевым шпоном, используя такой же клей».
Приступаем к прессованию
Ориентируйте рубашки из шпона так, как они должны быть расположены на основе. Стороны прижимных плит, которые будут контактировать со шпоном, защитите вощеной бумагой, закрепив ее края скотчем. Нанесите клей на заднюю сторону основы (не на шпон!), как показано на фото Е. (Если смазывать шпон, он свернется, и его будет трудно расправить.) Лишний клей с основы можно легко и быстро снять шпателем.
Чтобы быстро и равномерно нанести клей, Мэтт применяет резиновый валик. Налив клей из флакона, он раскатывает его валиком по всей основе, не оставляя сухих мест.
Наложите на заднюю сторону шпон и выровняйте. Его края могут начать сворачиваться в трубку от влаги, которую впитывает из клея. Мэтт фиксирует эти края короткими полосками малярного скотча. Затем переверните панель, снова уложив ее на прижимную плиту, и наклейте шпон на лицевую сторону. Положите поверх панели прижимную плиту с пропилами и поместите весь «бутерброд» в вакуумный мешок (фото F). Расправив на мешке все складки, заверните край, наденьте застежку и включите насос. «Я еще не видел мешков, которые были бы абсолютно герметичными, — говорит Мэтт, — поэтому следите за давлением и не отключайте насос, пока клей не высохнет». Примерно через час выключите насос и выньте содержимое из мешка. Осторожно удалите малярный скотч, чтобы он не приклеился к шпону из-за выдавленных излишков клея (фото G). Снова уложите панель и прижимные плиты в мешок, включите насос и оставьте склейку под давлением еще на три часа.
Читать также: Обозначение вида на плане
Уложите прижимные плиты с панелью и шпоном в мешок. Для эффективного удаления воздуха штуцер с клапаном должен располагаться на пересечении двух пропилов (фото-вставка).
Клей едва схватился, поэтому действуйте осторожно, чтобы не оторвать шпон от основы. Тяните ленту в сторону от стыка, чтобы не вырвать отдельные волокна.
Обработка панели после пресса
Когда клей высохнет, подровняйте один край острой стамеской или ножом (фото Н). Затем опилите панель до окончательных размеров (фото I).
Легкими движениями срежьте выступающий шпон с обеих сторон панели, чтобы получить ровную кромку для прилегания к продольному упору станка.
Чтобы на торцах и кромках панели было меньше сколов, наклейте вдоль линии распила малярный скотч, который поддержит волокна шпона при пилении.
Почти невидимый ремонт
Не отчаивайтесь, если при подрезке свесов или опиливании панели отломится кромка или уголок шпона. «Такое случается, — говорит Мэтт, — но ремонт намного проще, чем вы думаете».
Прежде всего, из остатков шпона выберите кусок, цвет и текстурный рисунок которого совпадают с поврежденным участком. Чем больше сходства, тем менее заметной будет заплата. Вырежьте заплату чуть большего размера так, чтобы ее край был параллелен волокнам или проходил под углом (фото J). Стык, перпендикулярный волокнам, трудно сделать незаметным.
Положите заплату на поврежденное место и проведите по ее краю уголком стамески, надрезав шпон. Затем, начав от кромки панели, удалите шпон до линии надреза (фото К). Снова приложите заплату и временно закрепите ее скотчем. Небольшой кусочек скотча позволит видеть стык и убедиться в совпадении рисунка волокон. Если внешний вид вас устраивает, поднимите заплату, нанесите клей (фото L) и прижмите заплату снова (фото М), оставив струбцину не менее чем на два часа. После шлифовки место ремонта будет нелегко обнаружить (фото N).
Вырежьте заплату чуть большего размера и отшлифуйте или острогайте прямой край под углом к направлению волокон, чтобы стык был менее заметен. Определите точное положение заплаты.
Острой стамеской углубите надрез, чтобы полностью прорезать наклеенный шпон. Затем аккуратно удалите поврежденный шпон.
Точно выровняв заплату, наклейте поперек стыка полоску малярного скотча. Приподнимите заплату, нанесите клей на основу, затем установите прижим.
Прижим из обрезка МДФ-плиты равномерно распределяет давление, и заплата не сдвигается. Вощеная бумага предотвратит приклеивание обрезка к шпону.
Благодаря тщательному подбору рисунка волокон и безупречной линии стыка обеих частей, заплату трудно обнаружить.
Вакуумный пресс представляет собой агрегат, который позволяет производить на основе МДФ различные мебельные фасады с плёнкой ПВХ, а также декоративные накладки на двери. Его можно купить в специализированном магазине или сделать своими руками в домашних условиях. Необходимо запомнить, что если решили изготовить такое оборудование своими руками, то нужно будет очень сильно постараться, соблюдая все правила безопасности.
Вакуумные прессы для фасадов
Вакуумный пресс для фасадов применяется для изготовления шпона и сендвич-панелей, устанавливаемых снаружи жилплощади, в качестве утеплителя, но иногда, благодаря данному устройству создают рельефную поверхность на панелях, предназначенных для наружной облицовки.
Вакуумные прессы для фасадов могут быть:
- Мембранными. Позволяют обрабатывать поверхности под воздействием высоких температур.
- Безмембранными. Применяются для поверхностей с высоким коэффициентом плотности.
Заготовки, прошедшие обработку прессом, обретают аккуратный вид и улучшают качество готового изделия. Кроме того, готовые заготовки не нуждаются в повторной обработке или доработке, поэтому могут использоваться сразу после снятия с устройства и остывания.
Принцип действия
Основной сферой применения вакуумных прессов является мебельная промышленность, где такое оборудование используется при производстве элементов корпусной и мягкой мебели – для оклейки элементов мебельных конструкций ПВХ-пленкой и шпоном, которые выполняют преимущественно декоративные функции. В задачи пресса вакуумного в данном случае входят осаживание пленки или шпона и обеспечение их плотного прилегания к поверхности элемента мебельной конструкции.
Технология вакуумного прессования обеспечивает быструю и качественную отделку МДФ
Принцип, по которому работает вакуумный пресс для шпонирования и покрытия мебельных заготовок пленкой ПВХ, достаточно прост. Нагретая и ставшая более пластичной пленка под воздействием вакуума, создаваемого под ее поверхностью, плотно обтягивает мебельную заготовку, точно повторяя ее конфигурацию.
Пленка, нанесенная по вакуумной технологии на поверхность мебельной заготовки, изготовленной из МДФ или ДСП, держится очень долго и не содержит под собой даже мельчайших пузырьков воздуха.
Процесс оклейки пленкой ПВХ мебельного элемента с использованием вакуумного пресса включает в себя такие технологические операции, как:
Где купить вакуумный пресс
Сегодня очень просто купить вакуумный пресс, т. к. современные технологии позволяют приобретать товары, не выходя из дома.
На что обращать внимание, если вы хотите купить вакуумные пресса:
- Производителя конструкции.
- Габариты устройства.
- Цена на вакуумные пресса должна быть средняя, ведь дешёвые устройства могут иметь короткий срок гарантии, а дорогие вряд ли будут иметь качество лучше, чем конструкции, входящие в среднюю ценовую категорию.
Преимуществом покупки через интернет является то, что покупатель может рассмотреть товар удалённо, сравнить цены, потратив минимум времени, но если вы хотите сэкономить на покупке вакуумного пресса, его можно изготовить своими руками.
Монтаж вакуумной системы
Изготовляется для того, чтобы можно было откачивать воздух. Таким образом, плёнка без труда станет обтягивать поверхность рабочей заготовки. При установке нужно учитывать некоторые моменты:
- Компоненты системы не должны быть заказными, желательно, чтобы их можно было приобретать в розницу.
- Лучше всего подбирать недорогие компоненты, которые обладают хорошей надёжностью и удобством применения.
- Система должна давать скорость откачивания воздуха и глубину вакуума, которого будет достаточно для того, чтобы создать типовые плоские фасады и накладки.
- Вывод воздуха не должен быть зависим от окружающей среды и качества питания.
- Функции управления должны быть простые и всегда информировать о давлении, которое даёт аппарат, а также с их помощью можно регулировать скорость выкачивания воздуха.
Система должна состоять из нескольких элементов:
- водокольцевой вакуумный насос с баком для воды;
- трубопровод для доставки воздуха к насосу;
- кран и прибор для того, чтобы контролировать давление;
- столешница должна откачивать воздух из любой точки стола независимо от положения плёнки и заготовки.
Принцип работы водокольцевого насоса
Рабочее колесо вращается по направлению стрелки. Между втулкой колеса, корпусом и водяным кольцом есть рабочая полость, которая делится на ячейки лопатками колеса. Когда происходит работа насоса, вода отбрасывается от втулки корпуса из-за воздействия центробежной силы, а объем ячейки увеличивается, и воздух начинает всасываться. Этот объём после будет снижаться, а газ выйдет через нагнетательное окно при зажатии.
Через насос должна приходить исключительно чистая вода. Это нужно для того, чтобы происходил отвод тепла. Подводится вода к центральному отверстию в корпусе и отводится через прибор, который будет отделять газ от воды. Это может предотвратить выход жидкости из патрубка вместе с воздухом.
Насос ставят на специальный фундамент или бетонный пол, где его выставляют при помощи уровня, а после закрепляют с помощью анкеров в штатное отверстие. Рядом нужно поставить бак для воды, который имеет объём 30 литров или больше. К нему подсоединяются несколько трубок. Первая нужна для того, чтобы забирать воду, вторая — для слива отработанной жидкость в бак.
При циркуляции вода будет нагреваться, а это негативно сказывается на насосе. Чтобы было естественное охлаждение, бак выполняют из такого материала, который хорошо проводит тепло. Это может быть алюминий или сталь.
Труба, которая подаёт воду в насос, должна быть оборудована специальным краном, перекрывающим воду при простое. Насос и бак соединяются при помощи гибкого шланга, и всё закрепляется с помощью металлических хомутов.
Когда полностью собран и закреплен трубопровод, установку можно тестировать. Обеспечиваем питание насоса по временной схеме с помощью автоматического выключателя. Но желательно всё же это проводить в тот момент, когда электрика будет установлена полностью.
Вакуумный пресс своими руками
Изготовление вакуумного пресса своими руками – сложная процедура, требующая умения работать с тяжёлыми материалами и опасным оборудованием, поэтому, прежде чем приступать к изготовлению прессовального устройства, следует оценить свои способности. К тому же, неверная сборка конструкции может привести к внезапному возгоранию или травмированию мастера, поэтому рекомендуется приобретать уже готовую конструкцию, а не изготавливать её без специальных технических знаний, умений и навыков.