Основные сведения
Одним из самых отработанных способов соединения двух деталей считается соединение типа шип–паз. Наибольшее распространение получил такой способ крепежа изделий из древесины. С его помощью скрепляют детали оконных рам, дверных проёмов, различные элементы мебели, стенки деревянных ящиков. Каждый элемент подобных изделий имеет специально изготовленный шип (или несколько штук) или паз (несколько пазов).
Виды основных соединений деталей изготовленных из дерева определены в ГОСТ 9330-76. В этом документе определены следующие характеристики подобного скрепления деревянных деталей:
- правила сокращённого обозначения (аббревиатура) различных соединений;
- чертежи с изображением внешнего вида;
- допустимые размеры каждых элементов;
- порядок и правила определения размеров каждого элемента;
- выражения для расчета размеров необходимого режущего инструмента;
- формула для вычисления прочности собранных элементов;
- порядок проведения проверки и испытание на прочность.
ГОСТ 9330-76 Основные соединения деталей из древесины и древесных материалов. Типы и размеры
Согласно этому стандарту все соединения подразделяются на следующие категории:
- угловые (концевое и срединное);
- ящичное (в основном относится к категории угловых);
- по кромке;
- так называемое по длине «на ус».
Для каждой из этих категорий в стандарте утверждена своя аббревиатура (сокращённое обозначение). Эта маркировка состоит из двух заглавных букв кириллицы и одной цифры. Например, УК-2 обозначает, что речь идёт о соединении с двойным открытым сквозным шипом, УК-9 соединение «на ус» со вставным несквозным круглым шипом. Более подробно весь перечень изложен в тексте принятого стандарта.
Любой тип сопровождается подробным чертежом. На каждом из них приведена фронтальная и профильная проекции с указанием размеров, формул по вычислению каждого элемента, готовые результаты. Для получения прочного соединения стандартом определены допуски, которые необходимо соблюдать при изготовлении каждого из элементов. Подробно приведены параметры углового шипа (его длина, шаг и затупление). На основании приведенных результатов в госте разработаны рекомендации по выбору необходимого режущего инструмента. Отдельно сделаны ссылки на другие документы (стандарты) определяющие какими средствами необходимо крепить каждое из перечисленных изделий.
Виды шипового соединения
На сегодня разработано большое многообразие таких способов крепежа деревянных деталей. Все виды шиповых соединений классифицируются по следующим признакам:
- количеству шипов;
- их форме;
- глубине проушины (сквозные или нет);
По первому признаку шиповые соединения бывают: одинарные, двойные, многократные. Он определяет количество изготовленных элементов крепежа. Основными формами шипа считаются:
- прямоугольный (имеет различную длину, шаг и угол при вершине);
- круглый;
- треугольный;
- так называемый «ласточкин хвост» (односторонний или двухсторонний);
- зубчатый (с различным углом наклона);
- угловой.
Выбор формы и размеров зависит от применяемого материала и уровня нагрузки, которую должна выдерживать вся конструкция. Большое распространение получило шиповое соединение со множеством прямоугольных шипов. Основным его достоинством считается простота изготовления и возможность применения его для любой древесины.
Сплачивание
Найти широкую высококачественную древесину становится все труднее, и она очень дорога. К тому же такие широкие доски подвержены очень большим усадочным деформациям, что затрудняет работу с ними. Для соединения узких досок по кромке в широкие панели для столешниц или крышек верстака используют сплачивание.
Подготовка
Перед началом непосредственно сплачивания необходимо выполнить следующее:
- По возможности подберите доски радиальной распиловки. Они менее подвержены усадочным деформациям, чем пиломатериалы тангенциальной распиловки. Если используются доски тангенциальной распиловки, то их ядровую сторону кладите поочередно в одну и другую сторону.
- Старайтесь не сплачивать материалы с разными способами распиловки в одну панель.
- Ни в коем случае не сплачивайте доски из разных пород древесины, если они не просушены должным образом. Они будут давать разную усадку и трескаться.
- По возможности располагайте доски волокнами в одном направлении.
- Перед сплачиванием обязательно обрежьте материал по размеру.
- Используйте только клей хорошего качества.
- Если древесина будет полироваться, подбирайте текстуру или цвет.
Сплачивание на гладкую фугу
1. Выложите все доски лицевой стороной вверх. Для облегчения последующей сборки пометьте кромки непрерывной карандашной линией, проведенной по стыкам под углом.
2. Прострогайте ровные кромки и проверьте пригонку к соответствующим соседним доскам. Каждый раз выравнивайте торцы или карандашные линии.
3. Убедитесь в отсутствии зазоров и плоскостности всей поверхности. Если сжать зазор струбциной или зашпаклевать его, соединение впоследствии растрескается.
4. При строгании коротких деталей зажмите две в тиски лицевыми сторонами вместе и строгайте обе кромки одновременно. Выдерживать прямоугольность кромок не придется, так как при стыковке они взаимно будут компенсировать свой возможный наклон.
5. Сделайте подготовку, как для стыкового соединения, и нанесите клей. Сжиманием с притиркой соедините две поверхности, выдавив излишек клея и помогая поверхностям как бы «присасываться» друг к другу.
Другие способы сплачивания
Другие соединения сплачиванием с различным усилением готовятся таким же образом. К ним относятся:
- с нагелями (шкантами);
- в паз и гребень;
- в четверть.
Разметка
Разметка во многом определяет качество соединения. Кроме рейсмуса и угольника, вам потребуется шило. При разметке оно оставит тонкую, но четкую бороздку.
Сначала делают разметку шипа, добавляя для напуска 2-3 мм.
Участки деталей, которые предстоит удалить, помечают легкой штриховкой.
Помните: даже небольшая ошибка, допущенная при разметке, может серьезно осложнить сборку деталей.
Разметку наносят рейсмусом и шилом. Они прочерчивают очень тонкую, но хорошо видимую линию.
Сначала рейсмусом наносят разметочные линии, обозначающие боковые стороны шияа, затем разметку переносят на торец.
Двойной шип
Для соединения особенно широких деталей используют двойной шип, который, с одной стороны, обеспечивает соединению необходимую стабильность, с другой — меньше, чем шип в полную ширину, ослабляет боковую деталь. Для такого соединения вырезают сначала один шип на всю ширину детали. Затем делят его на три части и лучковой пилой удаляют среднюю часть. Только после этого в соседней детали намечают контуры пазов. Выполняют их, как обычно, — дрелью и стамеской.
Двойной шип придает устойчивость конструкции и делает соединение особенно надежным. В соседней детали вырезают два паза.
Удалить «лишнюю» древесину между шипами лобзиком или лучковой пилой. Вертикальные пропилы должны быть строго параллельны.
Параллельный упор
Наиболее используемым приспособлением, идущим к комплекте практически к каждому фрезеру, является параллельный упор, обеспечивающий прямолинейное движение фрезы относительно базовой поверхности. В качестве последней может выступать прямая кромка детали, стола или направляющей рейки.
Параллельный упор может применяться как для фрезерования различных пазов, находящихся на пласти заготовки, так и для обработки кромок.
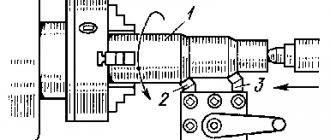
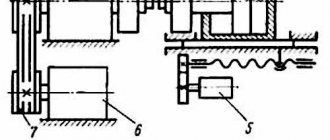
Параллельный упор для ручного фрезера: 1 — упор, 2 — штанга, 3 — основание фрезера, 4 — винт стопорения штанги, 5 — винт точной настройки, 6 — подвижная каретка, 7 — винт стопорения подвижной каретки, 8 — накладки, 9 — винт стопорения упора.
Фрезерование кромки с использованием параллельного упора
Чтобы установить приспособление в рабочее положение, необходимо штанги 2 вдвинуть в отверстия станины 3, обеспечивая необходимое расстояние между опорной поверхностью упора и осью фрезы, и зафиксировать их стопорным винтом 4.
Для точного позиционирования фрезы, нужно отпустить стопорный винт 9 и вращением винта точной настройки 5 установить фрезу в нужное положение.
У некоторых моделей упора, размеры опорной поверхности можно менять, сдвигая или раздвигая опорные накладки 8.
Если к параллельному упору добавить одну простую деталь, то с его помощью можно фрезеровать не только прямолинейные, но и криволинейные пазы, например, обрабатывать круглую заготовку.
Причем внутренняя поверхность бруска, расположенного между упором и заготовкой, не обязательно должна иметь округлую форму, повторяющую кромку обрабатываемой детали. Ей можно придать и более простую форму (рисунок «а»).
При этом траектория движения фрезы не изменится.
Конечно, и обычный параллельный упор, благодаря выемке в центре, позволит ориентировать фрезер вдоль округлой кромки, однако положение фрезера может быть недостаточно устойчивым.
Направляющая шина
К столу или детали направляющая шина крепится струбцинами или специальными зажимами. Шина может быть укомплектована адаптером (башмаком), который соединен с основанием фрезера двумя штангами. Скользя по профилю шины, адаптер задает прямолинейное движение фрезы.
Иногда (при слишком близком расстоянии шины от фрезера) опорные поверхности шины и фрезера могут оказываться в разных плоскостях по высоте. Для их выравнивания некоторые фрезеры оснащают выдвижными опорными ножками, которые изменяют положение фрезера по высоте.
Подобное приспособление легко сделать своими руками. Самый простой вариант — это длинный брусок закрепленный на обрабатываемой детали струбцинами. Конструкцию можно дополнить боковыми упорами.
Положив брусок сразу на две, и более, выровненные заготовки, у них можно сделать пазы за один проход.
При использовании в качестве упора бруска, неудобно располагать брусок на определенном расстоянии от линии будущего паза. Этого неудобства лишены два следующих приспособления. Первое сделано из скрепленных вместе доски и фанеры.
Вначале сделайте гнезда
Способ № 1. Простой сверлильный кондуктор для соединений на шкантах
Первые два способа выборки гнезд предусматривают сверление ряда перекрывающихся отверстий и удаление лишнего материала между ними. Отверстия должны быть перпендикулярными кромке доски, и с этой задачей отлично справляются приспособления-кондукторы для сверления отверстий под шканты. Они особенно удобны при работе с материалом толщиной около 18 мм, для которого подходят втулки распространенного диаметра 6 мм, как раз соответствующего ширине гнезда. (Большинство подобных приспособлений снабжено втулками для сверления отверстий диаметром 6, 8 и 10 мм, а некоторые имеют втулку для отверстий диаметром 12 мм.) Если сверлильный кондуктор не был укомплектован сверлом, приобретите спиральное сверло по дереву с центральным острием — такое режет чище и не дает сколов на поверхности.
Для ограничения глубины отверстия закрепите на сверле стопорное кольцо или сделайте «флажок» из малярного скотча.
Удерживая стамеску перпендикулярно кромке доски, аккуратно срежьте неровности на стенках гнезда. Если стамеска острая, киянка не понадобится.
Чтобы сделать гнездо, прикрепите приспособление к заготовке, установив его у края размеченного гнезда так, чтобы край отверстия едва касался линий разметки, обозначающих край и стенки гнезда. Просверлите отверстие, предварительно установив необходимую глубину сверления. Проделайте то же самое у другого края гнезда, как показано вверху слева. Теперь переставьте кондуктор и просверлите между двумя крайними отверстиями еще несколько отверстий. После этого высверлите материал между ними, центрируя сверло на перемычках между ними.
Удалив большую часть лишнего материала, зачистите и выровняйте боковые стенки гнезда стамеской. Используйте стамеску наибольшей ширины, которую позволят размеры гнезда. Если вы предпочитаете прямоугольные гнезда, подрежьте уголки стамеской, ширина которой равна ширине гнезда.
Способ № 2. Тот же принцип, но используется сверлильный станок
Оставленные между отверстиями перемычки нужны для вхождения сверла при удалении остатков лишнего материала.
Если у вас есть сверлильный станок, то для большей производительности и точности используйте его вместо электродрели и сверлильного кондуктора. Вам понадобится упор (хотя бы в виде ровной доски, струбцинами прикрепленной к столику станка), чтобы позиционировать гнездо и обеспечить его параллельность краям заготовки. Пользуясь угольником, проверьте перпендикулярность столика сверлу. Установите в патрон станка остроконечное спиральное сверло или сверло Форстера, имеющееся у таких сверл центральное острие препятствует уходу сверла с намеченной точки. Отрегулируйте ограничитель глубины сверления в соответствии с глубиной гнезда.
Так же как и при использовании кондуктора, вначале просверлите отверстия у концов будущего гнезда. Затем просверлите между ними ряд отверстий, оставляя перемычки шириной около 3 мм. Закончив сверление, подровняйте стенки и уголки гнезда стамеской.
Способ № 3. Использование погружного фрезера
Эта техника предполагает фрезерование гнезда с увеличением глубины на б мм за каждый проход. Кроме погружного фрезера потребуются острая фреза (мы рекомендуем спиральную фрезу с восходящей спиралью), а также боковой упор или специальное приспособление, удерживающее фрезу в пределах линий разметки. Можно контролировать начальную и конечную точки фрезеруемого гнезда на глаз или прикрепить к заготовке бруски- упоры, ограничивающие продольный ход фрезера.
Самодельное или фабричное приспособление для фрезерования гнезд, подобное показанному на рисунке вверху, станет универсальным дополнением к любой мастерской. Верхняя пластина из прозрачного оргстекла позволяет легко совмещать центровочные линии приспособления с разметкой на заготовке. Длина и ширина щелевого отверстия приспособления должны быть несколько больше размеров гнезда с учетом разницы диаметров фрезы и копировальной втулки, перемещающейся в щелевом отверстии. Дополнительные затраты на покупку готового приспособления компенсируются его быстрой установкой и гибкой на стройкой размеров гнезда. Примерами таких приспособлений могут служить модели Mortise Pal и Leigh Super FMT. Приспособление Mortise Pal имеет встроенный зажим и поставляется с шестью шаблонами для фрезерования гнезд разной ширины и длины (дополнительные шаблоны можно приобрести отдельно). Настольное приспособление Leigh Super FMT (www.leighjigs.com) позволяет фрезеровать за одну установку и гнездо, и шип. В комплект входят направляющие и фрезы для шипов и гнезд пяти различных размеров. Дополнительные направляющие приобретаются отдельно.
КРОМКА ЗАГОТОВКИ. При обработке узких заготовок, таких как эта стойка, прижмите струбциной вспомогательный обрезок бруска для устойчивости фрезера. ТОРЕЦ ЗАГОТОВКИ. Несложное приспособление создает широкую и устойчивую опорную поверхность для фрезера при выборке гнезд в торцах заготовок.
Способ № 4. Сверление квадратных отверстий — это просто
Конечно, с технической точки зрения на долбежном станке выполняется не сверление, а долбление квадратных отверстий. Прямоугольное гнездо выдалбливается вокруг круглого отверстия одновременно со сверлением последнего, для чего используется специальное шнековое сверло, расположенное внутри полого резца-долота (нежнее фото слева). Этот способ выборки гнезд является быстрым, но также и наиболее затратным. Настольные долбежные станки, перекрывающие практически все ваши потребности по выборке гнезд, стоят примерно S225-500, стоимость напольных моделей начинается от $900. (Имейте в виду, что некоторые специализированные станки не укомплектованы резцами и сверлами, стоимость которых составляет $ 1 0-30 за штуку, а цена набора из четырех штук — от $40.)
Сверло имеет глубокие канавки, быстро отводящие стружку, а внешний квадратный резец-долото формирует чистые стенки гнезда.
Длинный рычаг долбежного станка создает усилие, необходимое для погружения резца в заготовку.
Настроив долбежный станок, вы сумеете выбрать такое гнездо меньше чем за минуту.
Вот как работает долбежный станок. Вначале установите в станок резец-долото со сверлом. Отрегулируйте ограничитель глубины в соответствии с глубиной гнезда. Выровняйте упор параллельно резцу так, чтобы последний находился точно между линиями разметки. Сформируйте сначала концы гнезда, а затем удалите материал между ними, проделывая перекрывающиеся отверстия. Если вам нравится этот способ, но вы не готовы к покупке специализированного станка, подумайте о приобретении долбежного приспособления-насадки для вашего сверлильного станка. Подобные приспособления относительно недороги ($65-125). Насадка устанавливается на пиноль станка (фото внизу) и работает точно так же, как и долбежный станок. Недостаток ее заключается в том, что вы не сможете использовать станок для обычного сверления, пока не снимете приспособление.
Всего за 20 минут можно превратить сверлильный станок в долбежный, установив на пиноль приспособление-насадку.
Разметка и изготовление проушины
Изготовление элементов начинают с выреза паза, в который будет вставляться шип. Во много качество каждого из них зависит от точности разметки и уровня используемого инструмента. Для его изготовления может использоваться фрезер, который позволяет ускорить процесс получения проушины. В домашних мастерских можно изготовить паз своими руками. Последовательность изготовления зависит от типа шипового соединения. Основная последовательность заключается в следующем. Разметка начинается с деления заготовки на три равные части. Далее ручной тонкой ножовкой производят пропилы. Затем при помощи стамески, необходимой ширины удаляют внутреннюю часть пропила, получая пазовый элемент. Окончательную обработку стенок полученного паза производят с помощью наждачной бумаги.
Как выровнять конец шипа
Напуск шипа удаляют рубанком или стачивают напильником. Инструмент надо вести аккуратно от края к середине шипа. Так вы избежите откалывания щепок.
Производные конструкции
В простом угловом или Т-образном соединении шип, как и паз, сквозной. В более сложных вариантах, обусловленных конструкцией изделия, шип чуть не доходит до края детали. Соответственно этому уменьшается и глубина паза. Такой шип совершенно незаметен в угловом соединении.
В других вариантах соединений шип имеет такую длину, что выступает за пределы детали с пазом и закрепляется в нем двумя клиньями.
Толщина шипа равна в любом случае примерно трети толщины детали. Следовательно, его заплечики по ширине равны толщине самого шипа.
Шип вставляется сбоку, выступающий край зачищается снаружи.
Шип с полупотемком. Длина последнего равна трети длины шипа.
Клинья придают соединению дополнительную прочность. Шип предварительно зауживают, клинья вставляют в последнюю очередь.
Шип с полупотемком. Длина последнего равна трети длины шипа.
Советы по работе над соединениями
Шиповое соединение может сделать каждый, только вот перед серьезной сборкой необходимо как следует потренироваться, если у вас нет никаких столярных навыков. В итоге можно получить довольно качественную фиксацию. А если ее еще дополнительно скрепить металлическими уголками, то прочность вашей мебели на высоком уровне.
Производство шипа и паза типа «ласточкин хвост».
Есть много способов того, как можно сделать соединение на основе шипов. Но прежде чем рассмотреть основные самые распространенные из них, целесообразно учесть некоторые правила и тонкости, которыми обязательно нужно будет руководствоваться во время выполнения работы:
- Если у вас есть возможность, то делайте шип на специальном точном оборудовании. Это обеспечит максимальное соответствие размеров шипов и пазов друг другу. Такое оборудование есть в каждом столярном цехе или же кабинете по производственному трудовому обучению.
- Бывает так, что вы собираетесь делать мебель, которая не требует особой точности. Вот тогда можно сделать соединения и своими руками. Для этого шипы необходимо нарезать исключительно вдоль волокон древесины. При этом ширина должна составлять примерно 17-20 толщин основной детали. Так вам удастся избежать сколов и появления трещинок.
- Немного проще обстоят дела с нарезанием шипов на фанере. В данном случае толщина шиповой пазухи может быть абсолютно любой. Ширина основных частей на это не влияет. Но принцип соответствия по направлению волокна остается таким же.
- После того как произведено вырезание шипов и проверен их размер, дерево необходимо слегка подсушить. Здесь имеется в виду обычное держание материала в помещении на протяжении суток. Так древесина сможет принять постоянную форму, что в будущем поможет избежать искривления соединения.
Угловые соединения на ус
Угловые соединения на ус делаются с помощью скоса торцов и скрывают торцевое волокно, а также эстетически больше соответствуют угловому повороту декоративной накладки.
Типы угловых соединений на ус
Для выполнения скоса торцов в угловом соединении на ус угол, под которым встречаются детали, делится пополам. В традиционном соединении этот угол составляет 90°, поэтому каждый торец обрезается под 45°, но угол может быть и тупым, и острым. В неравномерных угловых соединениях на ус соединяются детали с разной шириной.
Выполнение углового соединения на ус
1. Разметьте длину деталей, имея в виду, что ее следует отмерять по длинной стороне, так как скос уменьшит длину внутри угла.
2. Определившись с длиной, разметьте линию под 45° — на кромке или на пласти в зависимости от того, где будет резаться скос.
3. Комбинированным угольником перенесите разметку на все стороны детали.
4. При ручной резке используйте стусло и ножовку с обушком или ручную торцовочную пилу. Плотно прижмите деталь к задней стороне стусла — если она сдвинется, то скос получится неровным, а соединение плохо пригнанным. Если пилите просто от руки, следите за процессом, чтобы не отклоняться от линий разметки на всех сторонах детали. Торцовочная электропила, если она у вас есть, сделает очень аккуратный скос.
5. Приложите две детали друг к другу и проверьте пригонку. Подправить ее можно, подстрогав рубанком поверхность скоса. Прочно зафиксируйте деталь и работайте острым рубанком, выставив малый вылет ножа.
6. Соединение следует сбить гвоздями через обе детали. Для этого сначала положите детали на пласть и вбейте в наружную сторону скоса гвозди так, чтобы их кончики чуть показались из скосов.
Наживите гвозди в обеих деталях, так чтобы кончики чуть выwпи из поверхности скоса.
7. Нанесите клей и плотно сожмите соединение так, чтобы одна деталь чуть выступала — перекрывала другую. Сначала забейте гвозди в выступающей детали. Под ударами молотка при забивании гвоздей деталь чуть сдвинется. Поверхности должны выровняться. Прибейте вторую сторону соединения и утопите шляпки гвоздей. Проверьте прямоугольность.
Сначала забейте гвозди в выступающую деталь, и воздействие молотка сдвинет соединение в нужное положение.
8. Если из-за неровностей исполнения получился маленький зазор, прогладьте соединение с обеих сторон круглым стержнем отвертки. Это подвинет волокна, которые и закроют зазор. Если щель слишком велика, то либо придется переделать соединение, либо заделать зазор шпаклевкой.
9. Для усиления углового соединения на ус можно вклеить внутрь угла деревянный брусок, если его не будет видно. Если важен внешний вид, то соединение можно сделать на вставной шип или закрепить его шпонками из шпона. Внутри плоских соединений можно использовать нагели или ламели (стандартные плоские вставные шипы).
Разметка и изготовление шипа
Для обеспечения надёжности конструкции изготовление шипа должно начинаться с тщательной разметки. На первом этапе определяют, какого вида будет изготавливаться этот элемент, где он должен находиться. По его месту положения различают: угловое концевое, серединное и ящичное. Кроме этого необходимо определиться – сколько их будет в соединении. Одним из факторов, влияющих на количество, является толщина заготовки. Если деталь имеет толщину, не превышает сорок миллиметров, выбирают соединение с одним шипом. Если ширина находится в интервале от сорока до восьмидесяти миллиметров, изготавливают два или три. Для более толстых заготовок выпиливают тройное или многократное соединение. Опыт профессионалов показывает, что шип должен иметь толщину, равную одной трети от всего размера детали, а длина должна равняться толщине скрепляемых элементов.
Специфика японского крепления шип-паз
Японцы превратили слесарное дело в настоящее искусство. Применяя традиционные методы, сочетая разнообразные виды креплений, они изготавливают практичные и надёжные соединения, не требующие дополнения гвоздями. Фиксация разных элементов из дерева производится лишь за счёт силы трения.
Секретом надёжности является высокая точность среза. Благодаря идеальному подгону линии замков на соединяемых частях изделия, получается крепкий технологический узел. Из-за сложности форм замков необходимо иметь соответствующие навыки и знания.
Подгонка
Если шип не входит в паз, значит, измерения были выполнены не совсем точно. Если паз слишком узкий, его можно расширить, дополнительно обработав стамеской. Но действовать надо очень аккуратно. Если убрать больше, чем нужно, деталь придется менять.
Сухая подгонка
Сначала для пробы шип и паз соединяют без клея. В обе детали вносят изменения до тех пор, пока в местах стыковки они не будут плотно примыкать друг к другу. Чем плотнее, точнее стыковка деталей, тем лучше их схватит клей.
При соединении в первую очередь надо обратить внимание на то, чтобы детали образовывали прямой угол. Если вставить шип под углом, то можно примять внешний край паза. Чтобы шип лучше вставлялся в паз, углы в торце нужно немного скосить. Но для сквозного шипа не стоит делать слишком большую фаску, иначе соединение с внешней стороны паза будет выглядеть неаккуратно.
Только когда вы убедитесь, что шип и паз подходят друг к другу, на все стыкующиеся участки равномерно нанесите клей. После соединения деталей излишек клея, выступивший наружу, следует сразу же убрать с поверхности влажной тряпочкой.
Острой стамеской скашивают торцевые края, чтобы шип легче входил в паз.
Соединения в паз и боковой гребень
Это комбинация врубки в четверть и врубки в фальц. Оно используется в изготовлении мебели и устройстве откосов оконных проемов.
Выполнение соединения
1. Торцы сделайте перпендикулярными продольным осям обеих деталей. На одной детали разметьте заплечик, отмерив от торца толщину материала. Продолжите разметку на обеих кромках и лицевой стороне.
2. Разметьте второй заплечик со стороны торца, он должен быть на расстоянии одной трети толщины материала. Продолжите на обе кромки.
3. Рейсмусом разметьте глубину паза (треть толщины материала) на кромках между линиями заплечиков.
4. Ножовкой с обушком пропилите заплечики до риски рейсмуса. Удалите отход стамеской и проверьте выравненность.
5. Рейсмусом с той же установкой разметьте линию на тыльной стороне и на кромках второй детали.
Советы:
- Соединения типа соединения в паз и боковой гребень можно легко делать с помощью фрезера и соответствующего направляющего приспособления — либо только для паза, либо и для паза, и для фальца. Рекомендации по правильной работе с фрезером смотри на с. 35.
- Если гребень входит в паз слишком туго, подстрогайте лицевую (гладкую) сторону гребня или зашлифуйте шкуркой.
6. От лицевой стороны рейсмусом сделайте разметку на кромках в сторону торца и на самом торце. Пропилите по линиям рейсмуса ножовкой с обушком. Не пилите слишком глубоко, так как это ослабит соединение.
7. Работая стамеской с торца, удалите отход. Проверьте пригонку и при необходимости откорректируйте.
Разметка второй части
Элементы шипового соединения.
После этого переходим к разметке второй части соединения. Для этого необходимо взять две детали, которые предполагается соединять, и приложить их плотно друг к другу. При этом нужно следить за соответствием совпадения с линиями пропилов. Когда детали будут идеально друг к другу приложены рекомендуется зажать их в тиски, чтобы они не сдвигались.
Теперь, когда детали как следует скреплены, нужно на второй еще не размеченной части нанести карандашом метки, а после этого напильником сделать начальные пропилы. Это будут не основательные линии, а просто тоненькие пометки, похожие на царапины. Но делать их все равно необходимо, так как работать потом будет проще. Только при нанесении пометок старайтесь делать так, чтобы достигнуть идеальной ровности и не допускать изгибов.
После этого необходимо освободить детали и сдвинуть их еще относительно друг друга. При этом важно учесть вот что. Если сдвигать детали совсем чуть-чуть на ширину напильника, то соединение получится довольно жестким. А если сделать сдвиги немного больше, оно будет более свободным.
При этом нельзя сказать, что какой-то из вариантов является плохим. Здесь все зависит от характера и размеров соединяемых деталей. А еще от конкретного типа используемой древесины. Если вы используете фанеру, то делать сдвиги можно только по ширине пропила, так как она в любом случае не будет подвергаться сильной деформации.
Изготовление приспособления для выборки шипа
Когда детали обрабатываются вручную, сам фрезер не имеет дополнительной пространственной фиксации. А ведь от этого зависит общий результат работы, точность самого соединения в дальнейшем.
Чтобы собрать простейшую конструкцию, способную справиться с задачей, нужно будет использовать:
- Несколько направляющих, которые остаются неподвижными. Они должны быть боковыми и верхними или нижними.
- Длина у выборки регулируется за счёт использования соответствующей подвижной планки.
Для изготовления применяется следующая последовательность действий:
- Берётся фанерный лист, с одного края которого монтируют боковые элементы в вертикальной плоскости. По центру материала необходимо создать соответствующие вырезы.
- Боковые стороны снабжаются направляющими. По ним подошва ручного фреза перемещается в дальнейшем.
- Боковые планки фиксируются на верхних направляющих. Тогда у хода рабочего фрезера, связанного с этими деталями, появляются ограничения.
- Фанерный лист, ставший основанием для установки, служит и поверхностью для установки подвижного элемента. Тогда величину вылета края для будущей заготовки проще контролировать при любых обстоятельствах. Фиксацию обеспечивают обычными винтами, другими видами фиксирующих приспособлений.
Окончательное формирование шиповых соединений
Способы шиповых соединений деревянных деталей.
Когда все это будет произведено, переходим к основательному формированию шипов и пазов. Чтобы все прошло правильно, нужно во время работы постоянно производить замеры, чтобы исключить по возможности риск ошибки. Особо тщательно следите за ровностью линий. Для больших деталей используйте для контроля строительный уровень.
Итак, основная часть работы окончена: шиповые соединения сформированы. Теперь вам нужно окончательно все измерить, чтобы убедиться в правильности, после чего можно переходить к окончательному оформлению. Для этого можно использовать наждачную бумагу или ручной лобзик. Это зависит от того, насколько поверхность шероховатая.
Далее последует соединение. Здесь важно учитывать вид соединения. Они бывают разъемные и неразъемные. Неразъемные соединения должны быть более крепкими и основательными, а разъемные такими, чтобы при возникновении необходимости их можно было разобрать. Для неразъемных соединений используется клей, а для разъемных необходимо слегка скруглять уголки.
Вариант того, как можно своими руками сделать шиповые соединения, рассмотрен.
Есть еще несколько способов, но они уже более сложные, и больше подходят для профессионалов. Но если никуда не спешить, то постепенно можно приобрести навыки и выполнять в последующем работу просто.
Область использования соединения шип-паз
Крепление шип-паз применяется сегодня во многих областях. К примеру, его используют для укладки практически всех видов напольного покрытия, кроме линолеума и ковролина. Также подобным способом соединяют между собой плиты МДФ, ДСП, ДВП.
Благодаря такому преимуществу древесины, как экологическая безопасность, её намного чаще других материалов выбирают для создания разнообразных предметов мебели (от традиционного кухонного стула до простой стенки в прихожей) и отдельных видов штор (рулонные, жалюзи).
Производители большинства этих изделий отдают предпочтение технологии шип-паз.
Возведение различных строений из бруса, изготовление потолочной системы, монтаж кровли – во всех этих работах не справиться без использования шипового соединения.
Выбор вида соединения
Вообще, видов соединений деревянных заготовок существует огромное количество, поэтому рассказать можно только о некоторых из них, наиболее распространенных.
Одним из самых простых способов нарастить деревянную деталь (брус, бревно, доску), увеличить ее ширину является торцевое соединение. Существует несколько вариантов его реализации. Часто применяют простой и функциональный метод в половину толщины (вполдерева). В зависимости от предполагаемой нагрузки на деталь срез может быть ровным или косым. В отдельных случаях стык укрепляют с помощью фигурных вырезов – замков. Данный тип соединения препятствует растяжению, скручиванию, изгибу. Так сращивают брус между собой с целью удлинения.
Создание объемных рам или деревянных каркасов требует надежных соединений под различными углами. В этом случае рационально использовать соединение типа шип-паз или шип-проушина. Узлы в месте стыка деталей выдерживают нагрузку смещения, изгиба и сжатия. Если конструкции необходима высокая стойкость на разрыв, вырезы делают трапециевидной формы.
Дополнительные связи каркасных изделий, придающие жесткость конструкции, реализуют с помощью Т-образных или крестообразных соединений. Основная нагрузка на стыках – сжатие, смещение и разрыв. В особых случаях конструкцию дополнительно усиливают металлическими уголками, шурупами или гвоздями.
Для соединения досок между собой в коробчатые конструкции под прямым углом удобно использовать специальный ящичный паз. Как понятно из названия, данный способ часто применяют для создания объемных конструкций, в том числе ящиков для мебели. Качественно изготовленный ящичный стык выглядит монолитно, имеет привлекательный вид и выдерживает внушительные нагрузки. При создании деревянной мебели часто используют соединение на шкантах, нагелях и домино (когда паз имеет продолговатую форму, в отличие от круглого шканта).
Соединение вполдерева
Достаточно часто в столярном деле используют различные варианты стыков вполдерева (простой или прямой замок). Данный тип сборки деревянных конструкций характеризуется простотой изготовления и высокой надежностью. Различают следующие его разновидности:
- поперечное соединение;
- вполдерева – ласточкин хвост;
- угловое соединение;
- на ус;
- сращивание вполдерева.
Первые два способа применяют для соединения деталей, перекрещивающихся под прямым углом. Особенно популярен ласточкин хвост, в котором форма выреза представляет собой трапецию и боковые стороны идут не под прямым углом. Паз замка слегка расширяется от торца, обеспечивая более надежную фиксацию. Надо отметить, что шиповое соединение тоже может называться ласточкин хвост, если шипы вырезаны в виде трапеций.
Второй и третий способы формируют законченный угол. Сращивание применяют в случае необходимости увеличить длину заготовки.
Выпиливание шипа и паза
Наибольшей точности при выпиливании шипа и паза можно достичь, если деталь зажата: руки должны быть свободны, чтобы точно направлять пилу. Правильно ставьте пилу на линию разметки, учитывая при этом толщину самого пропила.
При выполнении шипа пилу устанавливают вплотную к линии разметки на той части, которую необходимо удалить. Пазы в торцах пропиливают вдоль меток с внутренней стороны.
Сначала вырезают шип в длину, затем деталь зажимают или прижимают рукой в горизонтальном положении и укорачивают.
Паз для Т-образного соединения выполняют стамеской. Предварительно можно просверлить несколько отверстий дрелью. Таким образом удалить из паза основное количество древесины. Это облегчит последующую работу стамеской.
Диаметр сверла должен быть немного меньше ширины паза, иначе сверло перекроет линию разметки, что приведет к зазорам, мешающим склеиванию деталей, и в итоге — к ослаблению соединения.
Делать в детали пропилы для образования шипа или паза следует, начиная всегда с узкой стороны.
При формировании замкнутого паза, когда пилу использовать невозможно, начинают с того, что древесину частично удаляют дрелью, чтобы облегчить последующую работу стамеской.
После того как продольные пропилы сделаны, деталь кладут горизонтально и завершают формирование шипа.
Шип в гнездо
Более сложным соединением является способ шип в гнездо. Оно требует большего мастерства, но отличается гораздо более высокой надежностью и долговечностью. Сфера использования та же, что и в предыдущем случае, а именно – Т-образные стыки. Отличие данного метода заключается в том, что шип делается в торце вертикальной детали, в теле горизонтальной выпиливается гнездо.
Это одно из самых распространенных мебельных соединений. Различают соединение со сквозным шипом и с глухим. Отличие состоит в том, что в первом случае вырезается сквозное гнездо, во втором прорезь делается на определенную глубину.
Теперь сделайте шипы и подгоните их к гнездам
Вставные шипы удобно использовать с фрезерованными гнездами. Отпилите шипы от длинной заготовки, обработанной до требуемого сечения.
В зависимости от выбранного способа выборки гнезд и имеющихся в наличии инструментов можно сделать шипы на концах деталей, либо вставные (отдельные) шипы, которые соединяют две детали с гнездами.
Использование вставных шипов предполагает выборку в обеих соединяемых деталях гнезд, в которые вставляется выпиленный шип, подходящий к обоим гнездам (фото справа). Вы можете не покупать заготовки для вставных шипов, а делать их сами из обрезков твердой древесины (для безопасности обрабатывайте обрезки длиной не менее 305 мм). Просто острогайте заготовку до толщины, обеспечивающей плотную посадку шипа в гнезде. Если концы гнезда полукруглые, отфрезеруйте на заготовках для шипов соответствующие скругления. После этого отпилите от заготовки шипы необходимой длины.
Способ № 1. Пазовый диск поможет быстро справиться с шипами
Наборный пазовый диск позволяет выпиливать шипы с высокой точностью и минимальными затратами времени. Точная настройка толщины диска не требуется, так как лишний материал удаляется за несколько проходов. Чтобы выпилить шипы этим способом, используйте два внешних диска, между которыми установите три промежуточных диска-чиппера толщиной 3,2 мм. Для предотвращения сколов на выходе диска из заготовки прикрепите к поперечному (угловому) упору пильного станка накладку из фанеры или МДФ.
Установив пазовый диск в станок, настройте его вылет так, чтобы он едва касался линии разметки шипа на заготовке. Используя обрезок материала той же толщины, что и у заготовки, сделайте с обеих сторон по одному проходу и проверьте посадку полученного шипа. Отрегулируйте вылет диска и снова выполните пробные проходы. Результатом должна стать плотная посадка шипа в гнезде.
ПАЗОВЫЙ ДИСК ОДНОВРЕМЕННО ФОРМИРУЕТ ПЛЕЧИКИ И ЩЕЧКИ ШИПА
Наборный пазовый диск работает быстро и прост в использовании, но часто оставляет характерные следы в виде царапин, требующие дополнительной зачистки.
Сначала выпилите пазовым диском лицевые щечки шипа, а затем боковые. Высокая накладка поперечного упора обеспечит поддержку заготовки при выпиливании боковых щечек.
Теперь установите продольный (параллельный) упор станка так, чтобы он ограничивал длину шипа. Измерьте расстояние между упором и зубьями внешнего диска, дальнего от упора, — это расстояние определяет линию заплечиков шипа. При условии, что продольный упор расположен параллельно пильному диску и пазам для поперечного упора, выполнение прохода не приведет к защемлению диска или отбросу заготовки назад. Выпилите с этими настройками станка обе лицевые щечки шипа на всех заготовках. После этого, не меняя положения продольного упора, сформируйте боковые щечки шипов, отрегулировав соответственно вылет диска, чтобы получить нужную ширину шипа. Закончив выпиливание шипов, удалите с их щечек шероховатости при помощи зензубеля или шлифовальной колодки.
Способ № 2. С шипорезной кареткой шипы будут более гладкими
Шипорезная каретка, подобная показанной на правом фото внизу, стоит примерно столько же, что и хороший пазовый диск ($ 100-150), но она обеспечивает более чистую поверхность щечек шипа. Установите вылет пильного диска в соответствии с шириной плечиков. Затем, продвигая заготовку с помощью поперечного упора, сформируйте все четыре плечика шипа, как показано на левом фото внизу. Если необходимо, при выпиливании кромочных (боковых) плечиков отрегулируйте вылет диска. Предварительное формирование плечиков гарантирует, что они будут чистыми и четкими.
Сначала сделайте пропилы, формирующие плечики шипа. Подавайте заготовку при помощи углового (поперечного) упора, используя продольный упор как ограничитель длины шипа.
Настройте шипорезную каретку так, чтобы после выпиливания щечки шипа обрезок свободно падал в сторону, а не был зажат между диском и кареткой.
Чтобы выпилить щечки, просто закрепите стоящую на торце заготовку в каретке, отрегулируйте каретку, совместив линию разметки с краем пильного диска, настройте вылет диска и сделайте пропил. Переверните заготовку и опилите противоположную щечку шипа. Выпиленный таким способом шип будет расположен точно по центру (если шип должен быть смещен к одной из сторон заготовки, его следует выпиливать при двух разных установках). Шипорезные каретки позволяют формировать шипы не только под прямым углом, их задний упор можно наклонить. Желая сэкономить, изготовьте шипорезную каретку самостоятельно.
Способ № 3. Шипы на ленточной пиле — грубо и быстро
Настроить ленточную пилу для выпиливания шипов так же просто, как и для обычного продольного пиления. Предварительно сформируйте плечики шипа на круглопильном станке, как описано в «Способе № 2». После этого установите продольный упор ленточной пилы так, чтобы толщина выпиливаемого шипа была примерно на 0,8 мм больше требуемой, и сделайте пропил (фото внизу).
Формируя щечки шипа, подавайте доску медленно, чтобы пильное полотно не изгибалось и в результате не получились искривленные шипы. Будьте осторожны и прекратите подачу заготовки после того, как обрезок отпадет в сторону, чтобы случайно не пропилить плечики шипа. Выпиленные на ленточной пиле щечки будут слегка шероховатыми. Для лучшей адгезии клея сделайте их гладкими при помощи шлифовальной колодки или зензубеля.
Источники
- https://fishing59.ru/vyazanie/kak-sdelat-soedinenie-ship-paz.html
- https://AstFisher.ru/vyazhem/izgotovlenie-shipovogo-soedineniya.html
- https://LesSale.ru/materialy-iz-dereva/kak-sdelat-shipovoe-soedinenie.html
- https://srub-brusa.ru/materialy/razmetka-shipovogo-soedineniya.html
- https://stroyboks.ru/cvoimi-rukami/sovetyi-masteram/shipovoe-soedinenie-4-sposoba-izgotovleniya.html
- https://drevesina.net/shipovoe-soedinenie-ship-paz-vidy-razmetka-tehnologija-izgotovlenija/
[свернуть]
Начните с основ: главные правила для соединений «шип-гнездом
Независимо от того, как именно вы формируете шипы и гнезда, эти советы помогут получать идеально подогнанные, прочные соединения для любых изделий.
- Правильные соединения всегда начинаются с аккуратной разметки. Используйте проверенные стальную линейку и угольник, а линии разметки наносите остро заточенным карандашом, рейсмусом или разметочным ножом.
- Простое правило, которое легко запомнить: при разметке гнезда на торце или кромке толщину заготовки нужно делить на три равные части. Две внешние трети станут стенками гнезда, а средняя треть должна быть удалена. Так, в доске толщиной 18 мм (рисунок внизу) делается гнездо шириной 6 мм по центру кромки заготовки. При использовании материала толщиной более 18 мм ширина гнезда может быть больше одной трети толщины заготовки при условии, что толщина стенок гнезда будет не менее 6 мм — это вызвано соображениями прочности.
- Подогнать шип перекладины к гнезду с закругленными краями проще, чем сделать прямоугольным гнездо. Чтобы скруглить углы, используйте рашпиль или нож со сменными лезвиями.
Вначале сделайте гнезда, а затем сформируйте подходящие к ним шипы. Намного проще точно подогнать шип, чем изменять размеры готового гнезда.
- Наивысшая прочность склейки достигается, когда сопрягаемые поверхности гладкие.
- Правильно подогнанный шип должен удерживаться в гнезде без клея и не выпадать при переворачивании деталей, но при этом для сборки и разборки соединения должно хватать лишь небольшого усилия руки.
- Высверленные или фрезерованные гнезда будут иметь закругленные концы. Чтобы подогнать их к шипу прямоугольного сечения, можно подрезать уголки гнезда стамеской. Для экономии времени и усилий, можно просто закруглить углы шипов (фото справа).
Приспособление для фрезерования шипов
Шипорезное приспособление для фрезера позволяет с высокой точностью выполнять обработку деталей, соединяемых по принципу «шип-паз». Наиболее универсальные из таких приспособлений позволяют выполнять фрезерование шипов различных типов («ласточкин хвост» и прямые). В работе такого приспособления задействовано копировальное кольцо, которое, перемещаясь по пазу в специальном шаблоне, обеспечивает точное движение фрезы в заданном направлении. Чтобы изготовить такой копировальный станок своими руками, необходимо в первую очередь подобрать шаблоны пазов, для выполнения которых он будет использоваться.
Чем и как подгоняют шипы и проушины
Как сделать шип так, чтобы такое соединение было качественным и служило долго. Появление шипа считается одним из ключевых моментов в истории развития столярного ремесла. Говорят, что настоящий мастер должен уметь изготавливать такие соединения. Называйте их, если хотите, мерилом уровня столярного мастерства. Как сделать шип правильно и аккуратно подогнанным к проушинам, сквозные шипы, усиленные нагелями, будут наглядным свидетельством качества изделия, которое недостижимо при использовании шурупов или ламелей, экономящих время. Как следует из названия, такое соединение состоит из шипа, проходящего сквозь отверстие (проушину) смежной детали, и часто шип делают слегка выступающим с другой стороны. Если вы готовы освоить изготовление таких соединений, попробуйте использовать их вместо ламелей.