Механическая обработка чугуна / Machining cast iron
Особенности обработки чугуна на станках Благодаря наличию графита в структуре легко обрабатывается резанием Графит позволяет получить короткую сыпучую стружку
Особенности обработки чугуна на станках Благодаря наличию графита в структуре легко обрабатывается резанием Графит позволяет получить короткую сыпучую стружку _ и улучшает смазывание режущей кромки. Для обработки чугунов в основном используется инструмент с отрицательным или небольшим положительным значением переднего угла. Инструмент с покрытием имеет существенно большую стойкость из-за преобладания при обработке абразивного износа. В большинстве случаев обработка может выполняться без СОЖ. Основными сложностями при обработке являются неравномерный припуск на отливках, наличие литейной корки и включений песка. 21 Общая информация При нарезании резьбы в дуплексных и высоколегированных нержавеющих сталях используйте нижние значения рекомендуемых диапазонов. Используйте по возможности минеральное масло, если приходится применять эмульсию, то ее концентрация должна быть не менее 8%. Первым выбором при обработке нержавеющей стали является инструмент с покрытием, т.к. он лучше препятствует образованию нароста. Не используйте изношенный инструмент, т.к. это увеличивает наклеп материала при обработке и приводит к поломке инструмента. Обработка чугуна Чугуны по своей структуре бывают трех различных типов: Ферритный — легкообрабатываемый чугун с низкой прочностью и твердостью менее HB 150. На низких скоростях резания может образовывать нарост на режущей кромке. Ферритно-перлитный — чугун с твердостью от HB 150 до 290 единиц, прочность может варьироваться от низкой до высокой. Перлитный — прочность такого чугуна зависит от размеров кристаллов перлита. Мелкозернистый перлит придает чугуну высокую твердость и прочность, крупнозернистый приводит к “намазыванию” его на режущую кромку и появлению нароста. ЛЕГИРУЮЩИЕ ЭЛЕМЕНТЫ Чугун представляет собой сплав железа, углерода и кремния с содержанием углерода 2…4 %, кремния 1…3 %, также он может содержать некоторое количество марганца (Mn), фосфора (P) и серы (S). В зависимости от того, в каком виде находится графит, чугуны разделяют на серые чугуны, чугуны с шаровидным графитом, ковкий и легированный чугуны. Легирование чугуна никелем, медью, молибденом и хромом, к примеру, повышает его тепло — и коррозионную стойкость, вязкость и прочность. Легирующие элементы делятся на карбидообразующие и графитообразующие. Легирование существенным образом влияет на обрабатываемость чугунов. ОБЛАСТЬ ПРИМЕНЕНИЯ Из чугунов изготавливаются различные детали, например, блоки цилиндров двигателей, корпуса насосов и клапанов. Как правило, чугун используется там, где необходимо получить деталь сложной формы и достаточной прочности. ВАЖНАЯ ИНФОРМАЦИЯ ОБ ОБРАБОТКЕ ЧУГУНА Большинство чугунов, сыпучую
Достоинства и недостатки чугуна
Характеристики чугуна обсуждаются по сравнению со сталью, хотя, например, низкокачественная углеродистая сталь – это по сути тот же чугун.
По некоторым показателям (плотность, магнитные свойства, химическая реакция) эти ферросплавы практически идентичны, но имеют большие отличия в сферах применения.
Преимущества чугуна:
- Низкая стоимость. Углерод появляется как часть процесса выплавки из руды. Поэтому если снижать его содержание, это приведет к удорожанию сплава.
- Превосходные литейные качества. Расплав чугуна имеет хорошую текучесть, низкую усадку при кристаллизации и относительно низкую температуру плавления.
- Изделия из чугуна имеют хорошую прочность, твердую поверхность, износостойкость.
- Чугун, который используется в машиностроении, хорошо поддается обработке резанием.
- Долговечность. Даже при применении в сантехнических и канализационных деталях.
- Простота утилизации.
Недостатки чугуна:
- Хрупкость. Мало пригоден для обработки давлением, из-за содержания углерода.
- Плохая свариваемость. Технология сварки чугуна довольно сложна, большой риск возникновения дефектов.
- Массивность изделий. Сложно изготавливать тонкостенные конструкции, стенки которых могут не выдержать собственного веса.
- Окисляемость. Легко ржавеет во влажной среде, поэтому детали, которые используются на открытом воздухе, необходимо защищать от коррозии специальными средствами.
Плюсы и минусы
Чугун, как и любой материал, имеет положительные и отрицательные стороны.
К плюсам чугуна относят:
- Углерод в чугуне может находиться в разном состоянии. Поэтому этот материал может быть двух видов (серый и белый).
- Определенные виды чугуна обладают повышенной прочностью, поэтому чугун иногда ставят на одну линию со сталью.
- Чугун может достаточно долго сохранять температуру. То есть при нагреве тепло равномерно распределяется по материалу и остается в нем длительное время.
- По экологичности чугун является чистым материалом. Поэтому его часто используют для изготовления посуды, в которой впоследствии готовится пища.
- Чугун стоек в кислотно-щелочной среде.
- Чугун обладает хорошей гигиеничностью.
- Материал отличается достаточно долгим сроком службы. Замечено, что чем продолжительнее используется чугун, тем его качество лучше.
- Чугун – долговечный материал.
- Чугун – это безвредный материал. Он не способен нанести организму даже маленького вреда.
К минусам чугуна относят:
- Чугун покроется ржавчиной, если на нем непродолжительное время будет находиться вода.
- Чугун – дорогостоящий материал. Однако этот минус оправдан. Чугун очень качественный, практичный и надежный. Предметы, изготовленные из него, так же получаются качественными и долговечными.
- Для серого чугуна характерна маленькая пластичность.
- Для белого чугуна характерна хрупкость. Он в основном идет на переплавку.
Процесс образования стружки
В машиностроении обработка металлов резанием осуществляется различными режущими инструментами , отличающимися между собой по форме и размерам. Но принцип работы и снятие срезаемого слоя у всех видов режущих инструментов одинаков. Проследим его на примере работы токарного резца. Головка резца представляет собой клин, который под действием приложенной к нему внешней силы Р вдавливается в металл и, срезая с него слой, превращает срезаемый слой в стружку ( рис. 253 ). При этом имеют место деформации: упругая, пластическая, а затем— разрушение. При обработке пластического металла (стали, меди, латуни и т. п.) наибольшее место занимает пластическая деформация.
Отличия стали и чугуна
Высокоуглеродистый сплав магнитится всегда, а сталь – в зависимости от состава. Также чугун определяют по цвету и состоянию поверхности: изделия из него имеют темный, почти черный матовый цвет, а на изломе металл – темно-серый. Также чугунные предметы более массивны и больше весят по сравнению со стальными аналогами, хотя плотность стали значительно выше – до 7900 кг/куб. м.
Сталь лучше поддается обработке, поэтому предметы из нее производят методом штамповки. Непрочный, непластичный чугун пригоден для изготовления литых изделий. Он не выдерживает сильные удары и может расколоться, поэтому отличить его поможет сильный удар молотком. При этом он пористый и дольше удерживает тепло, а потому еще один вариант проверки – сильный нагрев. Чугунные изделия прогреваются медленно, но равномерно, а остывают в течение минимум 10 минут.
Процесс стружкообразования. Классификация стружки
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Процесс резания (стружкообразования) является сложным физическим процессом, сопровождающимся большим тепловыделением, деформацией металла, износом режущего инструмента и наростообразованием на поверхности инструмента. Знание закономерностей процесса резания и сопровождающих его явлений позволяет рационально управлять этим процессом и изготовлять детали более качественно, производительно и экономично.
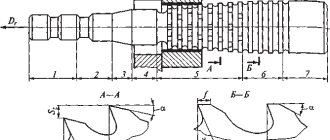
При резании различных материалов образуются следующие стружки (рис. 2.6): сливные (непрерывные), скалывания (элементные) и надлома.
Сливная стружка (рис. 2.6, а) образуется в процессе резания пластичных металлов (например, мягкой стали, латуни) при высокой скорости резания, малых подачах и температуре 400. 500 °С. Образованию сливной стружки способствует уменьшение угла резания δ (при оптимальном значении переднего угла γ) и высокое качество СОЖ (смазочно-охлаждающая жидкость). Угол резания δ= 90° — λ = α + β, где α — задний угол резания; β — угол заострения.
Стружка скалывания (рис. 2.6,5) состоит из отдельных связанных один с другим элементов и имеет пилообразную поверхность. Такая стружка образуется в процессе резания твердой стали и некоторых видов латуни при малой скорости резания и больших подачах. При изменении условий резания стружка скалывания может перейти в сливную, и наоборот.
Стружка надлома (рис. 2.6, в) образуется при резании мало- пластичных материалов (чугуна, бронзы) и состоит из отдельных кусочков.
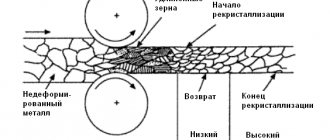
Режущий инструмент деформирует не только слой, но и поверхностный слой обрабатываемой детали. Деформация поверхностного слоя металла зависит от различных факторов, ее глубина составляет от сотых долей до нескольких десятых долей миллиметра. Под действием деформации поверхностный слой металла упрочняется, увеличивается его твердость и уменьшается пластичность, т.е. происходит так называемый наклеп обрабатываемой поверхности.
Чем мягче и пластичнее обрабатываемый металл, тем интенсивнее процесс образования наклепа. Чугуны обладают значительно меньшей способностью к упрочнению, чем стали. Глубина и степень упрочнения при наклепе возрастают с увеличением подачи и глубины резания и уменьшаются с увеличением скорости резания. При работе плохо заточенным инструментом глубина наклепа примерно в два-три раза больше, чем при работе острозато- ченным инструментом. Применение СОЖ (смазочно-охлаждающая жидкость) значительно уменьшает глубину и степень упрочнения поверхностного слоя.
При обработке металлов и, особенно, пластичных материалов (например, резцом) в непосредственной близости к режущей кромке резца на его переднюю поверхность налипает обрабатываемый материал, образуя металлический нарост. Этот нарост имеет клиновидную форму, а его твердость в два-три раза превышает твердость обрабатываемого материала. Являясь «продолжением» резца, нарост (рис. 2.7) изменяет геометрические параметры резца (δ1 90 м/мин. На этом основании не рекомендуется производить чистовую обработку на этих скоростях.
С увеличением подачи нарост увеличивается, поэтому при чистовой обработке рекомендуется подача 0,1. 0,2 мм/об. Глубина резания существенного влияния на размеры нароста не оказывает.
Для уменьшения нароста рекомендуется уменьшать шероховатость передней поверхности режущего инструмента, по возможности, увеличивать передний угол лезвия γ (например, при γ= 45° нарост почти не образуется) и применять СОЖ. При черновой обработке образование нароста, напротив, благоприятно сказывается на процессе резания.
Как обрабатывают металл при использовании токарной машины?
- В шпиндель агрегата для точения устанавливают заготовки, которые вращаются вокруг своей оси.
- Точение обрабатываемого элемента происходит путем подвода резца (для обработки металла используют резцы разной формы, материал основы – инструментальная сталь, твердые сплавы, чугун ).
- Точение производится с помощью суппорта с закрепленными в нем резцами.
- Технология изготовления конечных деталей может быть разной – при точении или обработке могут использовать продольную, поперечную подачу, а также их комбинацию.
Pereosnastka.ru
Понятие о процессе образования стружки
Токарное дело
Понятие о процессе образования стружки
Детали машин изготовляют из заготовок. Слой металла, который срезают с заготовки во время обработки, называют припуском. Заготовка — предмет производства, из которого изменением формы, размеров, шероховатости поверхности и свойств материала изготовляют деталь.
Процесс резания сопровождается сложными физическими явлениями (пластическими и упру-
гими деформациями заготовки, тепловыделением, образованием нароста на режущей части инструмента), которые оказывают большое влияние на работу режущего инструмента, производительность труда и качество обработки. Для осуществления процесса резания на токарном станке необходимы два движения: главное движение и движение подачи. Главным движением является вращательное движение заготовки; на него расходуется большая часть мощности станка. Если подвести к вращающейся заготовке резец, то он проточит кольцевую канавку, а чтобы обработать заготовку по всей цилиндрической поверхности, необходимо перемещение резца вдоль ее оси.
Движение подачи — это поступательное движение резца, обеспечивающее непрерывное врезание его в новые слои металла.
На обрабатываемой заготовке различают следующие поверхности: — обрабатываемая — поверхность, с которой должен быть срезан слой металла;— обработанная — поверхность, полученная на заготовке после срезания слоя металла (стружки);
— поверхность резания — образуемая на обрабатываемой заготовке непосредственно режущей крлмкой. Поверхность резания может быть конической, цилиндрической, плоской (торцовой) и фасонной, в зависимости от формы режущей кромки резца и расположения ее относительно детали.
В машиностроении применяют различные режущие инструменты, но принцип их работы в основном сходен. Наиболее простой режущий инструмент — резец. Его режущая часть представляет собой тело клиновидной формы, которое под действием силы Р, передаваемой рабочим механизмом станка, врезается в поверхностный слой заготовки, сжимая его (рис. 5).
В этом сжатом слое возникают внутренние напряжения. Когда при дальнейшем углублении резца внутренние напряжения превысят силы сцепления между молекулами металла, сжатый элемент 2 скалывается и сдвигается вверх по рабочей поверхности резца. Последующее движение резца сжимает, скалывает и сдвигает очередные элементы металла, образуя стружку*.
Виды стружки. Направление ее схода при токарной обработке
Привет мои друзья! Сегодня мы поведем разговор про то какие виды стружки бывают, а также от чего зависит направление ее схода в ту или иную сторону. Вы подумаете наверное, что незачем уделять стружке столько внимания, но это не так если вы хотите быть действительно клевым инженером технологом.
Виды стружки
Ни для кого не секрет, что при любом виде механической обработки металлов образуется стружка и виды стружки могут быть абсолютно разные. Когда мы фрезеруем поверхность то стружка разлетается в разные стороны на многие метры и засыпает пол. При обработке детали токарем на токарном станке бывают различные виды стружки которые мы сейчас будем рассматривать ниже.
Основных видов стружки которая образуется при токарной обработке существует 3 вида и сейчас про каждый из них мы поговорим поподробнее.
Сливная стружка
Такая стружка образуется при обработке пластичных материалов которые имею высокую вязкость и название сливная не спроста, так как если посмотреть на процесс резания со стороны то создается впечатление, что она прямо струится или другими словами сливается вниз от резца.
Стружка скалывания
Процесс образования стружки и типы стружек
В зависимости от условий обработки стружка может быть разных видов. При обработке пластичных материалов (конструкционные стали) образуется элементная стружка (рис. 5), ступенчатая и сливная, а при обработке малопластичных материалов— стружка надлома. Эта классификация стружек предложена в 1870 г. Н. А. Тиме. Ею пользуются и в настоящее время.
Элементная стружка (рис. 5, а) состоит из отдельных, пластически деформированных элементов, слабо связанных или совсем не связанных между собой. На рис. 6 и 7 показаны схемы образования элементной стружки. Резец, установленный на глубину а,
перемещается под действием силы
Р,
передаваемой суппортом станка, и постепенно вдавливается в
Рис. 5. Виды стружек, образующихся при резании
Рис. 6. Схема образования стружки (по И. А. Тиме)
металл заготовки, сжимает его своей передней поверхностью я вызывает сначала упругие, а затем пластические деформации. Различают следующие фазы образования элемента (по И. А. Тиме). В начале резания (рис. 6, а) происходит соприкосновение резца с обрабатываемой заготовкой. Затем резец своей вершиной вдавливается в металл (рис. 6,6), который претерпевает деформацию сдвига. По мере углубления резца в срезаемом слое растут напряжения и, когда они достигнут величины предела прочности обрабатываемого металла, про
Рис. 7. Схема образования стружки: — плоскостьскалывания
изойдет сдвиг (скалывание) первого элемента (1) по плоскости сдвига АВ,
составляющей с направленным перемещением резца угол , равный 30—40 °. Угол называется углом сдвига. Внутри каждого элемента происходят межкристаллические сдвигипод углами =60—65° (рис. 7).
После скалывания первого элемента стружки резец сжимает следующий близлежащий слой металла, в результате чего образуется второй элемент (2),
отделяющийся от заготовки по плоскости наибольших касательных напряжений под тем же углом и т. д. (рис. 6,
в,г).
Цифрами 1, 2, 3. 10 обозначены последовательно образуемые элементы стружки.
Ступенчатая стружка (см. рис. 5, б)
получается при обработке сталей со средней скоростью резания. Ступенчатая стружка имеет одну сторону (со стороны резца) гладкую, а другая сторона имеет ступеньки (зазубрины) с выраженным направлением отдельных элементов, прочно между собой связанных. У ступенчатой стружки разделение ее на части не происходит.
Сливная стружка (см. рис. 5, в) сходит с резца в виде ленты без зазубрин, присущих ступенчатой стружке. Она получается при обработке сталей с высокой скоростью резания. Поверхность стружки, прилегающая к передней поверхности резца, сравнительно гладкая, а при высоких скоростях отполирована. Ее противоположная сторона покрыта мелкими зазубринками — насечкой и имеет бархатистый вид.
Стружка надлома (см. рис. 5, г)
получается при обработке малопластичных металлов (твердый чугун, твердая бронза). Стружка состоит из отдельных, не связанных между собой кусочков различной формы и разных размеров. Обработанная поверхность при такой стружке получается шероховатой с впадинами и выступами.
Тип стружки во многом зависит от рода и механических свойств обрабатываемого материала. При резании пластичных материалов возможно образование элементной, ступенчатой и сливной стружки. По мере увеличения твердости и прочности обрабатываемого материала сливная стружка переходит в ступенчатую, а затем в элементную. При обработке хрупких материалов образуется или элементная, или стружка надлома.
Способы сверловки чугунных труб
При монтаже канализации или водопровода применяют трубы из чугуна. Для создания соединений переходов и врезок необходимо изготовить отверстия. Обработку выполняют следующими способами:
- промышленным оборудованием;
- электрическими дрелями;
- при помощи приспособлений с ручным приводом.
Как просверлить чугунную трубу
На скорость обработки могут влиять технические характеристики металла. Некоторые виды сплава сверлят при больших скоростях, а также не нужно применять смазочные и охлаждающие материалы.
Различные заготовки подвергаются различным способам обработки. Для материалов с высокой прочностью применяют сверла по металлу с углом заточки режущей поверхности 116°. Если у мастера нет в наличии инструмента нужного диаметра, можно использовать набор из разных размеров. Работу начинают с малого сверла, затем увеличивают диаметр инструмента, таким образом добиваются нужного.
При обработке происходит нагрев сверла, для предотвращения дефектов инструмента необходимо применять воду для снижения температуры. Количество оборотов постепенно увеличивают, на приспособление запрещается применять повышенные усилия.
В условиях частной мастерской используются сверла с накладками из победита. При этом рекомендуется сохранять вертикальное положение и малые обороты шпинделя. В процессе обработки контролируют температуру заготовки и сверла. Не допускается изменение цвета материала в результате резких перепадов температуры.
Для промышленной обработки используют станки с высокой номинальной мощностью, а также высокими скоростями вращения. В процессе сверления на заготовку и инструмент подается смазывающие и охлаждающие жидкости. При этом сохраняется нормальная температура зоны обработки.