Виды дисков и зубьев, а также особенности их восстановления
Зубья диска изготавливаются из специализированного сплава вольфрама и кобальта (об этом свидетельствует маркировка на «лицевой» стороне диска) -ВК, ВК6 и др.).
Важно! Долговечность диска зависит не только от сплава, но также и от количества и правильности выполняемой работы.
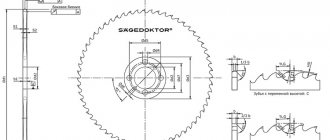
Зуб имеет следующие геометрические плоскости:
- Переднюю;
- Заднюю;
- Боковые – две вспомогательные грани.
При пересечении геометрических плоскостей возникают две рабочие (режущие) грани:
- Главная.
- Вспомогательная.
Геометрическая форма зуба:
- Прямая. С их помощью распиливается деревянный листовой материал в продольном направлении.
- Трапециевидная. Такая форма обеспечивает длительность заточки при работе с древесиной разной твердости.
- Скошенная. Главная или вспомогательная грань имеет угловой скос, который позволяет диску зарезаться не только в однородную структуру дерева, но также и в клееные ДСП, ДВП. Кроме того «скошенный зуб» может резать пластик.
- Коническая. Универсальная форма, которая позволяет выполнять продольную и поперечную резку. Эта форма имеет один недостаток, который заключен в быстрой потере остроты рабочей грани.
Разновидности заточки режущих зубьев
Для лучшего понимания того, как производится заточка дисковых пил, нужно изучить особенности и строение тех частей инструмента, посредством которых осуществляется распиливание материала. Режущие зубья представляют собой основной элемент, участвующий в распиливании древесины.
Выполняются они из твердосплавного металла. Режущие зубья состоят из 4-х рабочих плоских поверхностей: передней (а), задней (б) и двух боковых плоскостей (в), у которых вспомогательная роль. Посредством одной главной (1) и двух дополнительных (2 и 3) режущих кромок образовываются линии пересечения, каждой указанной рабочей плоскости.
В зависимости от своей конфигурации дисковая пила может иметь различные виды режущих зубьев:
- Прямой тип зубьев. Зачастую используется при ускоренном продольном пропиливании. Не обладают идеальным качеством распила.
- Скошенный (косой) тип зубьев. Имеют характерный угловой обрез на правых и левых задних поверхностях. В некоторых случаях диски имеют зубья с разной стороной скоса, которые чередуются по всей окружности пилы. Используя такие диски можно распиливать древесину, ДСП и различную пластмассу. Большой угол скоса обеспечивает качественный пропил без скола на режущей кромке.
- Трапециевидный тип зубьев. По сечению режущих поверхностей обладают трапециевидной формой. Такая конфигурация позволяет работать без затупления на протяжении длительного периода времени. Нередко диск имеет прямые зубья, которые чередуются с трапециевидными. В таких случаях трапециевидный элемент играет основную роль при черновом распиливании, тогда как при помощи прямого типа зубьев выполняется чистовая обработка.
- Конический тип зубьев. Обладают конусообразным видом. Как правило, выполняют вспомогательную функцию для предварительных надрезов на ламинате. Коническим типом зубьев осуществляется обработка указанного напольного покрытия. Такая пила позволяет не допустить сколы на материале, как это часто случается при использовании основной пилы.
В чем разница точения между стационарным станком и ручной дисковой пилой
Разницы в зубьях, которые используются на ручной циркулярной пиле или на стационарном станке нет – их геометрия и производственные возможности тождественны. Есть различия только в диаметре окружности самого диска и его толщине: габариты дисков стационарных циркулярных пил значительно больше.
Это объясняется объемами поточного производства и необходимостью распила крупногабаритного деревянного материала, такого как бревно и брус. Ручные циркулярки, в свою очередь, используются для работы с готовым листовым или прочим подготовленным материалом.
Если своевременно не следить за остротой резцов (альтернативное название зубьев диска), то можно достичь состояния, при котором невозможна будет заточки или восстановление. Это в равной степени касается стационарных и ручных пил.
Следует сказать, что стационарные пилы имеют конкретные графики технического обслуживания и осмотров, а ручные пилы обследуются только по инициативе владельцев.
Как заточить пильный диск – правила
- Заточке подвергают только очищенный от пыли и грязи победитовый диск;
- Диск чистят, используя моющие средства, без применения механической обработки;
- Затачивают все рабочие плоскости;
- Допустимая толщина снятие металла находится в пределах 0.05-0.15 миллиметров;
- Допустимое количество операций по заточке не более 25 раз;
- Пилы точат вручную напильником или на станках.
Положительный и отрицательный углы заточки зубьев
Как определить необходимость заточки, степень износа и решаем точить или выкидывать
Рабочей поверхностью диска являются зубья-резцы определенной режущей конфигурации. Поскольку диск является расходным элементом пилы, то с выполненными объемами работы режущие характеристики зубьев снижаются, заточка приходит в неудовлетворительное состояние.
Следующие факторы свидетельствуют о том, что резцы нуждаются в оперативной заточке:
- Необходимо увеличить нажим диска на поверхность древесины для зарезания и создания пропила.
- Из-под защитного кожуха появляется дым, ощущается запах горящей древесины.
- Защитный кожух сильно греется.
- Мелкие опилки.
Важно! Запах гари свидетельствует о том, что зубья не пилят древесину, а прорезают. Это приводит к еще большему ухудшению качества резцов.
Вследствие этих факторов наступают следующие негативные последствия для ручной циркулярной пилы:
- Снижается производительность.
- Увеличивается расход электроэнергии.
- Усиливается нагрузка на электродвигатель и редуктор.
В конечном итоге это приведет к выходу устройства из строя.
Заточка ножовок в
Мы уже несколько лет находимся на рынке услуг по заточке оборудования и инструментов и выработали свою собственную методику по предоставлению данной услуги. Простой рецепт: качественное оборудование + современные технологии и приемы заточки + профессионализм сотрудников + контроль качества + низкая цена = довольный клиент.
Именно благодаря этому алгоритму о нас говорят многие и советуют своим друзьям. Если вы решили сами освоить технологию заточки зубьев пилы по дереву, то у нас есть специальные уроки. Наши квалифицированные сотрудники обучат вас всем нюанса и деталям заточки оборудования, и заточка ножовки покажется вам примитивным заданием! Говоря языком тезисов, мы предлагаем:
1) Высококачественную заточку ножовок по дереву от профессионалов своего дела;
2) Обучение всех желающих мастерству заточки режущих инструментов;
3) Выезд наших квалифицированных сотрудников для заточки ручных пил в любую точку Москвы;
4) Возможность просмотра фото и видео наших работ, дабы ознакомиться с процессом заточки;
5) Приятный прайс-лист, с которым вы можете ознакомиться на нашем сайте.
Исходя из вышеперечисленного, – один из лидеров рынка заточки режущих инструментов и ручных пил в Москве, качество работы которой оценили сотни довольных клиентов. Право заточить свой инструмент предлагают именно нам. Советуйте нас, ведь мы того стоим!Те, кто работает с деревом, знают, насколько важны дисковые пилы.
Этот инструмент всегда должен работать исправно и быть в полном порядке. Известно, что любые колюще-режущие инструменты имеют способность затупляться.Дисковые пилы по дереву не исключение. Их заточка требует особого внимания.
При появлении первых признаков того, что пила начинает плохо функционировать, следует приступить к заточке, так как в дальнейшем инструмент начнет тупиться еще больше.Заточка дисковой пилы осуществляется разными способами: напильником, на станке, в тисках и на весу.Дисковые пилы по дереву, заточка которых периодически необходима, особенно важны при обустройстве загородного дома из дерева. Дисковые пилы еще называют циркулярными. Данный инструмент важен тем, что он способен с высокой точностью произвести распил деревянных деталей.Так можно ли сделать заточку самому?
Да, самостоятельная заточка возможна.Своевременная заточка дисковых пил по дереву позволит не только иметь под рукой острый рабочий инструмент, но и увеличить срок его эксплуатации. В особенности нужно следить за состоянием дисковых пил, чья мощность относительно невысока, так как плохо заточенная пила начинает перегреваться. А перегрев может полностью вывести рабочий инструмент из строя.
Угол заточки для работы по дереву
Резцы имеют рабочую поверхность, которая затачивается под определенным углом. Формирование угла зависит от материала, с которым работает диск, а также от требований, которые предъявляются к производительности.
Циркулярные пилы оснащаются дисками, которые позволяют выполнить распил в одном направлении или с реверсивным движением. Для дисков со скошенными резцами реверсивная работа исключена.
В инженерной терминологии углом заточки резца называется изменение конфигурации зуба для обеспечения эффективной производительности при обработке древесины рабочей (режущей) кромкой зуба.
Вне зависимости от того, как выполняется заточка: вручную или на специальном станке – следует придерживаться следующих параметров:
- При продольном распиле древесины, когда ее волокна расположены вдоль, удовлетворительным считается диапазон от 15 до 25 градусов.
- Для поперечного распила актуален диапазон от 5 до 10 градусов.
Важно! Угол в 15 градусов считается универсальным и применяется для любых резов.
Для того чтобы эффективно заточить зубья дисков циркулярных пил, необходимо знать и учитывать еще один немаловажный фактор – плотность обрабатываемой поверхности. Острота зуба увеличивается с увеличением мягкости древесины и уменьшается при работе с твердой древесиной.
Геометрия режущих элементов
Рабочий элемент пилы — зуб — имеет определенную геометрическую форму с наличием не одной, а нескольких режущих кромок. Всегда существует одна основная кромка и дополнительные, образованные пересечением плоскостей «А», «Б» и «В» в определенных сочетаниях. Для работы с разным материалом имеет смысл подбирать диски с наиболее подходящей формой режущих зубьев.
Зуб прямой формы
Пильный диск с наличием такой рабочей зоны предназначен для чернового раскроя пиломатериалов. Рез получается грубым, невысокого качества, при сравнительно быстром проведении операций.
Зуб скошенной формы
Передняя плоскость режущей кромки, выполненная в такой форме, обеспечивает получение пропилов с точной и ровной линией. Пила идеально подходит для работы с материалом композитного типа: фанера, ДСП (с ламинированием односторонним и двухсторонним). После раскроя заготовок из твердого пиломатериала он выщерблен, сколов практически не наблюдается.
Бывают диски со скошенной передней кромкой резца, бывают со скошенной задней кромкой, или вариант с чередующимися зубьями (переменно скошенное полотно). В случае работы инструментом со скошенной поверхностью задней кромки режущего элемента при распиле твердых древесных пород наблюдается четкий качественный рез, но быстрое затупление пилы.
Зуб трапециевидной формы
Главное преимущество такой пилы – медленный износ диска за счет отсутствия необходимости в частой заточке на точильном станке. Обычно вся линия полотна состоит из чередующихся режущих элементов — прямых и трапециевидных зубьев, работающих в тандеме. Более высокий зуб-трапеция осуществляет черновую прорезь, позволяя основной прямой кромке легче проводить распил. Инструмент можно применять для раскроя пластмасс, твердых ламинатов.
Зуб конической формы
Вспомогательный тип инструмента, предназначенный для осуществления надреза материалов с ламинированной поверхностью предварительно основному пропилу. Операция проводится во избежание появления сколов на лицевой части изделия. Такой пильный диск не используется в качестве самостоятельной рабочей единицы.
Зуб серповидной формы
Полотнами с вогнутой формой зуба удобно проводить раскрой материала в поперечном направлении реза относительно расположения волокон.
- Движение заготовки по рабочему столу при раскрое происходит с применением большого физического усилия;
- По линии распила наблюдаются трещины и сколы;
- Во время работы происходит перегрев двигателя;
- В воздухе ощущается запах гари;
- Материал горит, что проявляется в виде темных участков по линии пропила.
При обнаружении какого-либо из этих признаков необходимо срочно приступать к заточке дисковых пил своими руками. Также до проведения работ можно проконтролировать остроту пилы, ориентируясь на тактильные ощущения или визуально при помощи увеличительного стекла. Допустимый радиус округления режущего угла должен соответствовать величине в 0.1-0.2 мм. Проводя распил больших заготовок, изнашиваются все рабочие кромки.
Углы заточки для работы по металлу
Циркулярные пилы используются для распила цветных металлов из-за мягкой фактуры материала. Наиболее часто обрабатывается алюминиевый профиль.
Твердые металлы, такие как железо и чугун пилить можно пилить только болгаркой (УШМ).
Для работы с металлом используются диски со специфической конфигурацией зуба, а также специальным углом заточки.
Угол заточки варьируется в диапазоне от 30 до 45 градусов, при этом режущая кромка имеет клин, которым при первичном касании кернуется поверхность металла.
Основные параметры диска для циркулярной пилы
Наружный (внешний) диаметр
Определяется внутренним размером защитного кожуха – диск с большим диаметром не установится на пилу с меньшими габаритами кожуха. Основные размеры режущего инструмента для ручных циркулярных пил располагаются в диапазоне 130-250 мм. Внешний диаметр на скорость резки не оказывает существенного влияния, но определяет глубину прорезания. С увеличением пропила значительно нагружается двигатель, происходит нагрев металла диска и самого обрабатываемого изделия.
Внутренний, посадочный диаметр
Имеет несколько размеров: 16, 20, 22, 30, 32. Важный параметр – диаметр должен соответствовать размеру силового вала на пиле, под которую подбирается диск. На некоторых моделях дисков расположены дополнительные отверстия, фиксирующие диск на штифтах.
Количество зубьев на диске
Влияет на такие параметры, как скорость резки и чистота обработки. С уменьшением количества зубьев скорость обработки увеличивается, улучшаются условия для отвода стружки, но ухудшается чистота пропила. При увеличении числа зубьев рез получается более чистым, но возрастает нагрузка на двигатель. Условно по количественному соотношению диски можно разбить на три группы:
- большое количество резцов, находится в диапазоне 80-90 шт.;
- среднее количество (40-80 шт.);
- малое количество (10-40 зубьев).
Диски со средним количеством резцов относят к универсальному типу. Ими можно обрабатывать мягкую и твёрдую древесину, выполнять поперечные и продольные резы, применять для обработки различных изделий из древесины.
Наклон зуба
Определяется отклонением от радиуса диска поверхности режущей кромки. При отклонении к тыльной стороне зуба наклон называется отрицательным, при обратной стороне наклона – положительным. Для продольного пиления целесообразнее применять зуб с положительным наклоном, так как в процессе обработки происходит своеобразный захват материала, наезд диска на деталь, что способствует более быстрому резу заготовки в целом. Наклон зуба подразделяют:
- стандартный наклон – угол изменяется от 5° до 15°;
- положительный, агрессивный наклон составляет 15-20°;
- обычный, отрицательный угол лежит в диапазоне от 0° до -5°.
Конфигурация зубьев
Каждый тип резца сконструирован и выполнен для решения определённой задачи. Подразделяются:
- Плоский резец – применяется для быстрого продольного пиления мягкой или твёрдой древесины, имеет обозначение FT.
- Сменный резец – имеет последовательно чередующийся сменный наклон зубьев в одну или другую сторону. Резцы дают ровный и достаточно чистый пропил. Применяется для поперечного и продольного реза древесины, обработки фанеры, ОСП, ДСП и композитных плит, обозначаются символом ATB.
- Комбинированный резец – это последовательная смена групп из сочетания четырёх сменных резцов (ATB) и одного плоского (FT). Обозначаются как Combi. Этот тип диска относят к универсальным из-за возможности выполнять разные виды пропилов.
- Трапециевидный плоский резец – выполнен из следующих друг за другом плоских зубьев. Более высокий заточен под трапецию, низкий является плоским. Применяется для обработки древесины и изделий из неё, для полимерных материалов и мягких цветных металлов. Имеет обозначение TCG.
- Сменный резец с увеличенной наклонной боковой частью – разработан для обработки материала, склонного к раскалыванию, а также для чистового поперечного пиления. Обозначается HiATB.
Толщина диска
Определяет фактическую ширину пропила. Стандартный размер составляет 3,2 мм. Кроме этого, толщина диска сказывается на прочности самого режущего инструмента. Уменьшение параметра приводит к тяжёлым режимам работы, перегреву диска и к поломке. Больший размер вызывает повышенный расход обрабатываемого материала, то есть «перевод в стружку».
Дисковые пилы применяются при обработке различных материалов. Соответственно и режущий инструмент выполняется под конкретные задачи.
Способы заточки диска для выполнения работ по дереву
Следующие способы гарантируют эффективную и безопасную заточку циркулярных пил.
Болгаркой — пошаговая инструкция
Специальные станки для заточки дисков циркулярных пил имеют высокую стоимость и требуют определенных навыков при эксплуатации, поэтому в качестве эффективной и доступной альтернативы выступают УШМ-машинки, то есть «болгарки».
Важно! Категорически запрещается держать диск в руках во время заточки. Во-первых, это опасно; во-вторых, так не будут достигнуты нужные значения заточки.
Для фиксации диска используется специальная гладкая подставка, которая конструируется с учетом того, что зуб должен быть перпендикулярен к диску болгарки и иметь минимальное отклонение от него.
Для заточки с помощью болгарки применяется алгоритм:
- Болгарка оснащается шлифовальным диском, а затачиваемый диск крепится к площадке.
- Болгарка удерживается руками или с помощью удерживающего приспособления.
- Режущая кромка зуба циркулярки обрабатывается болгаркой. При этом выполняется легкое равномерное движение.
Свидетельством о том, что грань получила заточку станет визуальное обновление кромки – она перестанет быть потемневшей.
Запрещается включать болгарку, если диск помещен в зев между зубьями затачиваемого диска.
Напильником
Если в качестве инструмента используется напильник или надфиль, то все мероприятия по заточке аналогичны тем же, что и при использовании УШМ. Кроме того, для соблюдения угла заточки необходим специальный шаблон, который используется в качестве направляющей плоскости между зубом и напильником.
Но при этом работа будет производиться значительно дольше, так как циркулярные пилы используют насадки из твердого сплава.
Надфили используются для «правки» зуба, то есть для кратковременного восстановления производительной геометрии зуба. В процессе работы «правка» требует периодического обновления намного чаще, нежели качественная заточка.
Специальным станком
Станки для точения резцов циркулярной пилы представляют собой сложные инженерные и технические устройства, которые кроме механизмов оснащаются еще и автоматической электроникой.
Данные станки позволяют выполнять наиболее эффективное восстановление режущих кромок с соблюдением всех нужных конфигураций. Эффективность станков объясняется следующими критериями:
- Возможность автоматизации процесса заточки.
- Сохранение параметров угла заточки для каждого резца.
- Все резцы затачиваются идентично с минимальной погрешностью.
- Возможность полного восстановления и реставрации.
Для заточки на станке, диск пилы помещается в специальный суппорт и закрепляется.
Выбираются параметры заточки, которые обеспечиваются специальными механизмами для наклона затачиваемого диска или наклона заточного диска в станке.
Затачиваемый диск помещается в рабочую зону устройства.
Станок запускается, и заточка производится в автоматическом режиме.
Самодельным станком
Самодельные станки для эффективной работы должны включать следующие составные части:
- УШМ (болгарка) в качестве непосредственного заточного устройства.
- Суппорт для закрепления пильного полотна циркулярной пилы.
- Механизмы для обеспечения наклона суппорта, чтобы регулировать конфигурацию заточки.
- Весь механизм закрепляется на станине, в качестве которой может использоваться швеллер или двутавр.
Процесс работы аналогичен использованию оригинального станка для заточки с единственным отличием – полотно циркулярки подается к рабочей зоне устройства вручную.
На какие технические характеристики станков обращать внимание
Еще один значимый параметр — это углы заточки, которые зависят от углов поворота абразивного круга и суппорта с зафиксированным на нем диске пилы. Если не предполагаются специальные виды заточки (например, трапециевидных зубьев), то вполне довольно стандартное значение – 30º. Для заточки скошенных зубьев необходимо, чтобы у станка была реализована возможность наклона абразивного круга под углом 15º.
Особенности конструкции и функционирования станка, а также удобство его эксплуатации лучшего всего анализировать по видеороликам, которые владельцы различных (часто самых популярных) моделей выкладывают на YouTube. А ответы на более узкие вопросы можно получить на профильных форумах.
В каких случаях лучше отдать в мастерскую?
Отдавать диск в мастерскую для восстановления лучше всего в следующих случаях:
- Каскадное изменение конфигурации зубьев, то есть зубья имеют различные углы режущих кромок. Такое явление возникает, если насадкой «пройтись» по камню.
- Скос или сгиб резца.
- Щербление резца.
- Износ победитовой напайки на резце.
В случае трещин или сгибов самого диска, лучше всего произвести утилизацию.
Методы обработки дисковых полотен
Чтобы сформировать режущую кромку, подходит любой заточной станок, где конструкция оборудования не имеет большого значения. Конечно, углы заточки дисковых плит с твердосплавными напайками более точно получаются на специализированном оборудовании. Однако его стоимость очень высока, поэтому используют обычный точильный станок, у которого имеется возможность изменять наклон корундового диска.
Как своими руками заточить дисковую пилу с победитовыми напайками
Из-за своей высокой прочности и твердости резцы с победитовыми напайками поддаются для заточки только насадкам с алмазным напылением.
Важно! Методы заточки диска дисковой пилы с использованием болгарки (она же УШМ) или напильников исключаются, так как победитовые напайки не терпят даже малейших отклонений в геометрии зуба.
Алмазный диск станка должен равномерно и по всей поверхности прилегать к резцу. Соблюдение единого угла заточки тоже обязательно. Эти требования достижимы только при использовании специальных заточных устройств.
Недорогие станки от 5 до 30 тыс. рублей
К категории недорогих станков для заточки дисковых пил относятся как легкие малогабаритные устройства с упрощенной конструкцией и небольшой мощностью привода, так и популярные полнофункциональные модели. Все они представляют собой российские бренды, произведенные в Китае, и в целом имеют неплохие отзывы. Станок JMY 8-70 в России также продается под индексами MTY 8-70 и LTT JMY 8-70.
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
| 1 | «Калибр Мастер» ЭЗС-110 Дм | 400 | 110 | 2,4 | ручное | 6 000 |
| 2 | EINHELL BT-SH 90/350 | 350 | 110 | 5,7 | ручное | 6 500 |
| 3 | JMY 8-70 | 550 | 250 | 42 | ручное | 18 000 |
| 4 | «Кратон» SBS-600 | 600 | 370 | 54 | ручное | 25 000 |
| 5 | «Энкор Корвет» 472 | 600 | 370 | 45 | ручное | 27 000 |
Как сделать самодельное приспособление для заточки?
В качестве инструкции для изготовления приспособления для заточки циркулярных пил мы представим перечень конструктивных элементов, чертежи с их размещением и штатным местом в устройстве.
Устройство должно включать следующие конструктивные элементы.
- Электродвигатель, который закрепляется на подставке таким образом, чтобы на его вал можно было смонтировать шлифовальный диск (альтернативой может стать УШМ).
- Подставка, позволяющая подавать резцы к шлифовальной поверхности в одной плоскости и на одной оси.
- Регулировочные винты для оснащения площадки возможностью изменять параметры угла наклона в вертикальной и горизонтальной оси.
- Фиксаторы для закрепления полотна циркулярки и площадки, на которой оно размещено.
- Устройство для подачи двигателя вперед-назад.
- Защитный кожух для вращающихся элементов двигателя.
В статье рассмотрели все, что может пригодиться для заточки диска дисковой пилы, этих данных вполне достаточно, чтобы провести процедуру своими руками и получить хороший результат. Если, вы уверены в своих силах, то дерзайте, пробуйте, точите, желательно в первый раз потренироваться на старом диске. В противном случае, обратитесь в мастерскую, в ней наточат диск быстро и качественно, на специальном оборудовании, за умеренную плату.
Разновидности станков
Наточить диск для циркулярки без специального оборудования практически невозможно. Для того чтобы существенно упростить задачу, были созданы специальные станки, которые позволяют заточить диски практически любой конфигурации в минимально короткие сроки. Основная классификация предлагаемого оборудования выглядит следующим образом:
- Модели для применения в домашних условиях. Этот вид конструкции более прост в применении, но обладает меньшей производительностью. За счет упрощения станка и снижения его производительности уменьшается и стоимость. Однако можно встретить ситуацию, когда точильное приспособление для применения в домашних условиях обладает и меньшим сроком эксплуатации.
- Станки для профессионального применения обладают высокой производительностью и надежностью, но могут возникнуть сложности по их установке в домашних условиях. Кроме этого, существенно повышается стоимость оборудования за счет повышения его производительности, надежности и универсальности.
Вид станков, предназначенный для применения в быту, может работать не более 20 минут. После прохождения этого временного отрезка следует отключить оборудование и дать ему остыть. Модели, предназначенные для профессионального применения, могут работать на протяжении нескольких часов.
Особое внимание следует уделить оснащению рассматриваемого оборудования. По этому показателю выделяют:
- Оборудование с абразивными точильными кругами.
- Модели со шлифовальной лентой.
Рассмотрим классическую компоновку станка, так как ножовка или другой ручной инструмент не дает должного результата.
Коротко о главном
Для заточки пилы, предназначенной для распиливания дерева, ее сначала зажимают в тисках. Потом выполняют разводку зубьев. Затем их выравнивают по высоте. Далее, берут треугольный напильник и затачивают им подготовленные зубья сначала с одной, а потом с другой стороны ножовки.
При использовании болгарки пилу закрепляют струбцинами на неподвижной поверхности. Плоскость ее полотна должна находиться горизонтально относительно земли. При этом на болгарку устанавливают диск с минимальной толщиной. Им затачивают зубья пилы под углом 15-30°.
Для распиливания дерева используют чаще классическую пилу. Существуют также наградка, выкружная, фанерная, курковая, с двумя ручками, обушковая ножовка для древесины. Каждая из них состоит из полотна и минимум одной рукояти.
Оценок 0
Циркуляционные пилы – какими они бывают
Пильный диск при правильной заточке и разводе зубьев способен качественно и точно распилить заготовку в любом направлении реза относительно волокон.
Существует несколько видов режущих полотен для циркуляционной пилы:
Пила циркулярная твердосплавная — характеристика
- Диски с основой и режущей областью из цельного металла;
- Диски с основой из цельного металла и напылением материалов твердой структуры на зубьях;
- Металлические полотна с твердосплавными напайками.
Качественный распил заготовок невозможен, когда зубья выработались или затупились. Сопутствующим явлением работы тупым инструментом будет чрезмерная нагрузка на двигатель, риск заклинивания, небезопасность проведения режущих операций. Необходимо делать заточку циркулярных пил.
Для раскроя твердых пород древесины допустимо применять только диски, имеющие специальные пазы. Технологические разрывы на полотне предотвращают общую деформацию инструмента при возможном нагреве в процессе работы. Это исключает появление вибрационного фона, ухудшение линии распила.
Это интересно: Циркулярка из болгарки своими руками: чертежи и сборка
Важные характеристики
Чтобы читатели не потерялись в дебрях современного рынка оснастки для циркуляционных пил, мы подготовили 5 основных критериев, которые помогут определиться с выбором. Рассмотрим их по степени важности.
Читать также: Как сделать стеллаж из досок своими руками
Внешний диаметр
Наружный, или внешний диаметр диска не должен превышать размеры кожуха циркулярной пилы, иначе его не получится установить на посадочное место. Увеличение параметра приводит к росту глубины пропила. Характеристика варьируется в пределах от 65 до 500 мм.
Посадочный диаметр
Посадочный, или внутренний диаметр — величина отверстия в центре оснастки. Определяет, подойдет ли пильный диск для крепления на шпинделе. Самые популярные размеры: 16, 20, 22, 30 и 32 мм. Но полный диапазон гораздо шире — от 11 до 50 мм.
Производители могут устанавливать на посадочном месте пилы штыри для дополнительной фиксации. В этом случае нужно выбирать диск с соответствующими отверстиями.
Число зубьев
С увеличением количества зубьев снижается скорость обработки, но улучшается чистота реза. И наоборот: чем меньше зубьев — тем быстрее идет работа, но пропил становится все менее аккуратным. У характеристики есть своя классификация, представленная в таблице:
| № | Наименование | Количество зубьев, шт |
| 1 | Большое | 80-90 |
| 2 | Среднее | 40-80 |
| 3 | Малое | 10-40 |
Наклон заточки зубьев
Наклон заточки — угол отклонения режущей кромки зуба от радиуса пильного диска. На картинке наглядно показано, как характеристика может влиять на процесс работы. Углы бывают такими:
Стандартный: 5-15°. Универсальная заточка. Подходит для всех видов распила.
Положительный: 15-20°. Идеален для продольного пиления за счет эффекта «захвата».
Отрицательный: от до –5°. Применяется для поперечного реза, не образует сколов.
Толщина диска
Стандартный параметр равен 3,2 мм. Чем тоньше диск, тем сильнее он нагревается и быстрее выходит из строя. Большая толщина гарантирует долгий срок службы оснастки, но замедляет работу. В этом случае растет перерасход материала из-за широкого пропила.
Необходимость процедуры
Дисковые пилы нужны как в частном домовладении, так и на производстве. При строительстве дома, создании мебели, нарезании досок, бруса – везде требуется подобный инструмент. Правильная заточка циркулярной пилы требует практических навыков и знаний.
Циркулярные пилы выгодно отличаются от другого режущего инструмента:
- цепных;
- сабельных;
- продольных.
Дисковые циркулярные устройства обладают значительной производительностью, срок службы их также гораздо выше. Заточка дисковых пил – важный необходимый этап, без него инструмент не будет полноценно работать. Благодаря различным насадкам с твердосплавными напайками, а также победитовыми покрытиями раскрой может проводиться как с деревом, так и с металлами.
Чтобы заточить диски с различными насадками, требуется специальное оборудование. Если обработку диска сделать «по науке», это намного продлит срок его службы.
Своевременная заточка дисковых пил выполняется при нескольких явных признаках.
- Двигатель начинает испытывать лишние нагрузки. Причина простая – зубья затупились, и требуются дополнительные ресурсы для обработки материала. Существует опасность: при порче диска, если отсутствует реле выключения двигателя, станок может выйти из строя.
- Если на срезе образуются щербинки и сколы, а сам рез становится слишком широкий, то это верный знак – инструмент следует ремонтировать.
- Появляется посторонний запах горелого материала, а также видны на линии среза темные пятна.
- Увеличивается время, которое требуется для обработки детали.
Чертежи и геометрия зубьев
Заточка дисковых пил должна проводиться чётко с соблюдением норм и требований к геометрии зубцов каждого отдельного диска. Чтобы правильно заточить дисковую пилу своими руками, необходимо знать форму зуба и его геометрию.
Оглавление:
Мало приобрести надежную циркулярную пилу. Без хорошей оснастки она не сможет справиться с поставленными задачами. Только установка качественных пильных дисков позволит добиться высокой производительности при работе по дереву.
Способы
Заточить инструмент своими руками (если он не имеет победитового покрытия) можно в домашних условиях самостоятельно. А также в подобных случаях можно использовать простой станок, на котором можно успешно наточить любые кромки. Очень важно корректно подобрать круг.
Бывают они таких видов:
- корундовые;
- алмазные.
Лучше всего использовать агрегат, в котором диск можно располагать под разными углами.
Оборудование для заточки дисков с напайками стоит недешево, его можно найти только в специализированных технических центрах.
Возбраняется двигать заточку самостоятельно:
- это стоит лишних трудозатрат;
- точность перемещения вручную будет плохая;
- если отсутствует навык по заточке кругов, то рекомендуется обратиться к профессионалам.
Существуют правила:
- главный дефект случается на краю сверху, то есть грани округляются в пределах 0,11-0,31 мм – это является исходной точкой, с которой следует начинать заточку;
- обрабатывать следует как фронтальную, так и тыловую части, это следует сделать не менее 26 раз;
- размер не превышает 0,051-0,151 мм;
- передние и задние грани обрабатываются идентично;
- после окончания цикла следует реализовать процесс доводки, то есть почистить поверхность «нулевой» наждачной бумагой.
Работа по созданию новой конфигурации требует соблюдения регламента и имеет свою сложность.
- Ознакомиться с требованиями, в частности, уточнить число оборотов. Понятно, что для металла это показатель будет заметно меньше. Деревянные элементы обрабатываются большим числом оборотов.
- Материал, из которого сделаны напайки, выдерживает большие нагрузки, срок его службы значителен, но даже он рано или поздно получает дефекты, появляются сколы и трещины.
- Верный признак, что материал начинает «уставать» – это появление на поверхности микрозаусенцев, шершавости. В этих местах через некоторое время возникнут дефекты.
Чтобы правильно реализовывать заточку, следует знать, какие бывают зубья:
- прямой;
- зуб со скосом с задней части;
- трапециевидный;
- в форме конуса;
- вогнутый.
Как затачивать:
- следует тщательно очистить диск, используя спирт или химические средства;
- обрабатываются все рабочие плоскости;
- снимать металл допустимо 0.051-0.151 миллиметра;
- затачивать, возможно, не более двадцати пяти раз;
- затачивать можно с помощью специального напильника, если существует практический опыт;
- твердосплавные зубья рекомендуется затачивать на отдельном оборудовании;
- победитовые напайки можно «взять», только используя специальный станок, в котором присутствует алмазный круг.
Маркером следует сделать разметку, помечают точку отсчета. Зубья располагаются таким образом, что они находятся в единой плоскости. После прохождения цикла заточки, каждый зуб тестируется и обрабатывается отдельно.
Разводка зубьев бывает нескольких видов.
- Волнистая, каждый зуб рихтуется под определенным углом наклона, таким образом, возникает подобие волны.
- Защитная, два зуба имеет углы наклона, третий зуб присутствует без наклона. Такой способ эффективен при работе даже с красным деревом и дубом.
- Классика, когда зубья вариативные – углы наклона влево и вправо.
- Фронтальная.
- Тыловая.
- Делается наклон у фронтальной плоскости.
- Делается наклон у задней плоскости.
Существует еще один параметр – это угол заострения, но он обычно «работает» как дополнительное средство.
Для ручной заточки потребуются:
- деревянные бруски (2 шт. размером 52х32 мм);
- дрель, шуруповерт;
- коронка для шуруповерта;
- ножовка, чтобы обрабатывать керамику;
- маркер;
- линейка;
- шурупы или саморезы.
Выпиливается середина брусков, они закрепляются на твердой плоскости с использованием саморезов. На брусках делается отметка, чтобы затем в выпиленных разметках помещалась коронка для обработки керамики, которая, в свою очередь, крепится на шуруповерт.
Поверхность подставки совпадает с поверхностью диска. Круг лежит на подставке, плоскость затачивания должна находиться под углом 90 градусов к полотну пилы. Такое нехитрое приспособление снабжается поворотным узлом. Такое надежное крепление позволяет равномерно обработать все зубья инструмента. С помощью маркера делаете разметка, что дает возможность правильно определиться с углом наклона.