Современные технологии сварки и их применение
Автор:
Александр Ситников, специально для Equipnet.ru Фотографии с сайта aztpa.ru, tehsovet.ru
История неразъемного соединения металлов путём их нагревания и динамического воздействия друг на друга, начинается с бронзового века. Такой процесс сейчас мы называем сваркой, которая стала обретать современные черты в конце XVIII века благодаря итальянцу А. Вольту, впервые получившему вольтов столб. Впоследствии он был усовершенствован русским физиком В.В.Петровым в электрическую дугу. Но только 80 лет спустя Н. Н. Бенардосу удалось воплотить их достижения в дуговую сварку угольным электродом. С этого момента начинается неразрывная череда изобретений новых методов.
В наше время сварку классифицируют по категориям: термическая (сварочная дуга, электродуговая, газопламенная, электрошлаковая, плазменная, электронно-лучевая, лазерная), термомеханическая (точечная, стыковая, рельефная, диффузионная, кузнечная, сварка высокочастотными токами, трением) и механическая (сварка взрывом и ультразвуком).
Качество швов при гибридной лазерной сварке конструкционных сталей объемных сотовых панелей в СО2 с параллельным использованием плавящего электрода несоизмеримо выше, чем в традиционных технологиях; существенной является и скорость сварки – 40…450 м/ч при управляемом лазерном излучении от 1,5 до 4,0 квт. Безусловным преимуществом данного метода можно считать режим высокоскоростной сварки тонких листов стали, что представляет интерес для автомобильной промышленности.
Для высокопроизводительной сварки крупногабаритных конструкций из толстолистовой (d> 30мм) закаливающейся стали 30ХГСА был разработан метод двухдуговой сварки, который основан на совместном использовании двух высоколегированных сварочных проволок различного состава диаметром 5 мм. Сварка производится под керамическим флюсом марки АНК-51А. Как показали результаты испытаний, этот метод резко улучшает качество сварного соединения.
Еще одним стимулом разработки и внедрения новых методов сварки является сварочное соединение композиционных материалов, основанием которых служит металлическая матрица с волокнистым или дисперсным упрочнением. Но особую сложность представляет собой сварочное соединение последних со сталью или титаном. В этом плане интересен метод сварки-пайки, при котором на поверхность деталей наносят промежуточный сплав, а сварка производится сжатием под напряжением на точечных, рельефных или конденсаторных машинах. Для сварки тонколистовых композитов на алюминиевой подошве с волокнистым упрочнением или дисперсно-упрочненных частиц SiC, Аl2O3 и С используют аргоно-дуговую сварку с промежуточными вставками.
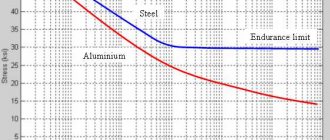
Прочность сварочных нахлесточных швов составляет 70% от прочности композита, но учитывая высокую прочность самого композита (до 1500 МПа) в сравнении с высокопрочными алюминиевыми сплавами (>700 МПа), следует отметить, что метод сварки-пайки позволяет создавать надежные и, что важно, легкие конструкции. Это делает его незаменимым в авиационной и аэрокосмической промышленности.
Достаточно сложным материалом для качественной и герметичной сварки является конструкционный чугун. Современные технологии его сварки базируются на применении специальной тонкой проволоки марки ПАHЧ-11из сплава на никелевой основе, главным достижением которых является низкое тепловыделение. Особенно это актуально для тонкостенных деталей, учитывая хрупкость чугуна, как материала. Поскольку сварочный шов, получаемый при этой технологии, представляет собой высокопластичный железоникелевый сплав, то разрушение конструкции, как правило, происходит по чугуну, а не по шву, что характерно для традиционной дуговой сварки. Подобный метод позволяет изготавливать чугунные конструкции ответственного назначения.
Другим металлом представляющим сложность при сварочных работах, безусловно, является титан, его альфа и альфа+бета сплавы. Очевидным прорывом в этой области стала разработка метода магнитоуправляемой электрошлаковой сварки (МЭС), позволяющего соединять крупногабаритные детали при изготовлении центропланов самолетов, кареток крыла, траверс шасси, шпангоутов и силовых переборок морских судов. Такая сварка осуществляется в шлаковых и металлических ваннах током до 12000А и напряжением на электродах до 36 В и обеспечивает высокое качество швов при толщине свариваемых кромок 30-600 мм, благодаря очистке метала шва от примесей и газовых пор. Это позволяет использовать технику, изготовленную с помощью метода МЭС, в условиях гигантских динамических и статических нагрузок.
Большое будущее инженеры сулят программированию сварки и, прежде всего, тепловложению. Этот метод базируется на электроннолучевом принципе, успешно применяется для соединения высокопрочных алюминиевых сплавов. Программирование тепловложения производится в контуре разверстки пучка, что позволяет контролировать и управлять проплавление, форму, исключить образование трещин и пор в металле шва. Очевидным преимуществом является гарантированный шов при соединении алюминиевых сплавов в ответственных высоконагруженных машинах и узлах, что особенно важно в самолётостроении.
К новым технологиям, которые являются предметом настоящего обзора EquipNet.ru, следует отнести инновационный метод орбитальной аргонодуговой сварки вольфрамовым электродом (ОАСВЭ) сложных деталей, к примеру, неповоротных стыков труб диаметром от 20 до 1440 мм. Активирующий флюс наносится 1 г/м шва, что способствует решению ряда важных технологических задач: во-первых, сварка ведётся пониженным током, позволяющим уменьшить объем и вес сварочной ванны; во-вторых, качественный шов в любом пространственном положении обеспечивается регулированием давления дуги на жидкий металл; в-третьих, сварка может быть автоматизирована без разделки кромки. Этот метод (ОАСВЭ) эффективен для стыков труб с толщиной до 6мм, свыше – его использует в комбинации с другими методами и только для формирования корневого шва.
Интересным представляются щадящие технологии сварки в смесях защитных газов Ar+CO2 и Ar+O2+CO2. Шов получается более качественным в сравнении со сваркой в СО2, расход проволоки на 20 % экономичнее стандартных схем, переход к свариваемым деталям становится плавным, при этом резко снижается набрызгивание электродного металла.
Среди новых методов, получивших широкое практическое распространение, является метод двухкомпонентной сварки для бесстыкового железнодорожного пути, основанный на литьевом способе сварки, что позволяет решать достаточно противоречивые задачи, т.е. обеспечить заданную пластичность металла шва при необходимой износостойкости.
Подобная технология сложна, поскольку требует использования расплавленной стали, которая заливается в зазор рельсового стыка. Для обеспечения высокой вязкости используется низколегированная плавка, а вот для придания требуемой износостойкости применяют специальные керамические накладки, отделяющие легирующие добавки от основного металла. После заполнения стыка расплавленной сталью, керамические накладки разрушаются, и легирующие добавки расплавляются в верхней части стыка, придавая головке шва повышенную износостойкость.
Идея обуздать «короткое замыкание» и запрячь его для сварки не нова, однако только специалистам удалось ее реализовать на практике. Этот метод сварки корней шва получил название «Перенос силами Поверхностного Натяжения» (STT) и базируется на высокоскоростных инверторных источников тока и микропроцессорах. В процессе сварки переменным, но управляемым является и ток, и напряжение, что существенно расширяет возможности данного метода. Современная наука является многогранной, позволяет использовать преимущества нанотехнологий, поэтому будущее сварки видится в совершенствовании схем компьютерного управления и внедрении новых сварочных материалов.
Термическое сваривание материалов
Термические процессы основываются на плавлении соединяемых деталей за счет тепловой энергии. Выделяю несколько видов термической сварки:
- электродуговая (в среде защитных газов, под флюсом и прочие);
- электрошлаковая;
- электронно-лучевая и лучевая (лазерная);
- плазменная;
- газовая;
- термитная.
Самое широкое применение получила электродуговая сварка. Но и другие виды востребованы в различных современных сферах производства и в бытовых условия.
Расплавление электрической дугой
Электродуговой вид сварки работает за счет выделения энергии в дуге из-за того, что сопротивление дуги значительно больше, чем сопротивление всей электрической цепи, образующей замкнутый контур.
Поэтому практически все тепловая энергия выделяется в дуге, разогревая ее до 4,5-6 тысяч градусов и вызывая плавление любого металла. Дуга возникает в зазоре электрода и свариваемого металла, вызывая их плавление.
При остывании создается неразрывный шов, свойства которого связаны с током, составом присадки и многими другими факторами.
Дуговое сваривание производится плавящимися и неплавящимися стержнями (электродами). В оборудовании используется инверторная технология, что позволило создать компактные производительные устройства.
При сварке заготовок с помощью электрода разжигают дугу между ним и поверхностью стыка. Это создается за счет короткого замыкания при прикосновении прутка к металлу, и последующего его отрыва на расстояние 3-5 мм.
Дуга расплавляет конец электрода и кромки свариваемого изделия. В точке образования дуги создается сварочная ванна.
Для получения сварного шва требуется вести электрод вдоль стыка со скоростью достаточной для расплавления кромок и электрода, но не достаточной для прожигания деталей.
После охлаждения металла получается сварной шов по прочности сопоставимый с основой. Электрод может быть в виде отдельного стержня в обмазке или присадочной проволоки на механизме ее подачи.
При сваривании неплавящимся стержнем электродуга возникает между ним и кромками заготовок. Происходит расплавление кромок, если необходимо и присадочной проволоки в образующейся при этом сварочной ванне. Пруток может быть угольным или из вольфрама. Электродом неплавящегося вида обычно работают при сварке меди, медных сплавов (латуни, бронзы, мельхиора) и тугоплавких металлов.
Защита флюсами и газом
Сваривание металла под слоем флюса обычно выполняется автоматически или при наполовину автоматизированном процессе (полуавтоматом). В первом случае все процессы автоматизированы, во втором процесс подачи электрода производится автоматически, а движение горелки осуществляется сварщиком.
Расплав в сварочной ванне защищается расплавом шлака от воздействия атмосферного воздуха. Шлак получается за счет расплавления флюса поступающего в ванну. Вид сварки с применением флюсов весьма производителен, к тому же получается качественный сварной шов без пор и других недостатков.
Сваривание в газе обеспечивает предохранение участка сварки от вредного воздействия паров воды, атмосферного кислорода и азота.
Это обеспечивается за счет подачи струи защитного газа через сопло горелки в сварочную зону, что позволяет вытеснить атмосферный воздух. Используется при применении неплавящихся и плавящихся электродов. В итоге получается качественный шов при высокой производительности труда.
Электрошлаковая
Электрошлаковый вид сварки осуществляется благодаря сплавлению вертикальных краев изделия с электродом. Когда электрический ток проходит через лак, выделяется тепло. Дуга присутствует только на начальном этапе. В дальнейшем металл расплавляется за счет тепла выделяемого шлаком.
С двух сторон зазора устанавливаются ползуны из меди. Их охлаждают путем подачи воды. Снизу устанавливается поддон с флюсом. Между ним и электродом разжигают дугу и подают туда проволоку.
Электрическая дуга расплавляет проволоку и флюс, из них образуется сварочная ванна, над которой всплывает легкий жидкий шлак. По мере расплавления кромок и сварочной проволоки ползуны перемещаются вверх по стыку. В итоге получается качественный шов. Благодаря такому процессу можно варить металлы большой толщины за один проход.
Лучевая
В промышленности, особенно приборостроении и электронике требуется сваривать очень мелкие детали, имеющие особые требования к процессу сварки. Выбор способа сварки в этом случае невелик. С ними могут справиться только мощный световой луч, поток электронов или плазмы.
Чтобы получить шов отличного качества, требуется высокоэнергетический источник. Это может быть лазер или другой подобный источник энергии способный сконцентрировать огромную тепловую энергию на маленьком участке и на малое время. Электронно-лучевая сварка использует энергию разогнанных до большой скорости электронов. В случае с лазером разогрев осуществляется за счет энергии фотонов.
Плазма, газ, термическая реакция
Сущность вида сварки с применением плазмы заключается в формировании струи ионизированного газа, которая является проводником тока.
Температура плазмы достигает 30000 °C, что позволяет плавить любые металлы в кратчайшие сроки. Энергия плазмы зависит от величины сварочного тока, рабочего напряжения, расхода газа. Сварочные швы получаются высокого качества, тонкие, без внутренних напряжений.
Газовое сваривание осуществляется за счет сжигания горючего газа в кислороде и выделения большого количества теплоты. Это один из старейших видов сварки.
Температура газового пламени составляет три тысячи градусов. Благодаря этому расплавляются стыки свариваемого изделия. Процесс расплавления происходит долго, что вызывает нагрев больших участков поверхности соединяемых изделий. При охлаждении вызывает большие напряжения в шве и самой детали.
При термитном сваривании используется тепло выделяемое при сжигании смеси из алюминия и оксидов железа.
Предыстория сварки
Историю появления какой-либо современной технологии нельзя рассматривать в разрыве с общеизвестными историческими процессами, общепризнанными названиями исторических периодов. Любая технология первоначально имеет предпосылки возникновения, процесс развития сквозь призму истории, кульминационные, значимые имена ученых, итог в современности и перспективы дальнейшего развития.
Сварочный процесс, каким бы современным он не казался на первый взгляд, появился еще примерно VIII-VII в до н.э. Для создания все более совершенных орудий труда люди начали изменять форму металла, который существовал сам по себе в природе, а также пытаться соединять небольшие его кусочки. К таким металлам относились медь или золото. Делали это только с помощью камней и физической силы. Этот процесс являлся первой разновидностью холодной сварки.
Немного позднее, человек научился самостоятельно добывать другие виды металлов (медь, свинец, бронзу), а также с помощью термической обработки – подогрева отдельных элементов – изготавливать более крупные изделия. Литьё использовалось уже для изготовления практически совершенных изделий.
Эпоха железного века тем и характерна, что люди научились добывать железо. На линейке времени эта отметка появилась примерно три тысячи лет назад. Процесс добычи железа сейчас выглядит очень просто: из природных железных руд путем плавки отделяется железо. Но в древности это выглядело иначе, так как плавить никто не умел. Из железной руды получали некую смесь только с частицами железа. Кроме него эта смесь содержала примеси неметаллического содержания: уголь, шлаки и пр. Только спустя значительное количество времени, с помощью ковки нагретой смеси получалось отделить железо от всего остального. В результате получались железные заготовки, которые впоследствии кузнечной сварки превращались в потрясающие изделия: орудия труда и оружие.
Самые передовые технологии сварочного процесса вплоть до промышленной революции составляли только кузнечная сварка и пайка. Последняя широко применялась в области ювелирного производства.
Что такое сварочное производство?
Прежде чем поговорить о том, где же применяется сварочное производство, давайте для начала выясним несколько понятий. Сварочное производство представляет собой совокупность различных технологических операций по изготовлению цельной сварной конструкции в готовом виде. Данный комплекс, как уже было выше сказано – это совокупность таких операций:
- Подготовительные
- Сборные
- Сварочные
- Отделочные
- Дополнительные
- Контроль качества
Естественно, что каждый вид работ должен включать в себя множество подвидов, но мы их не будем описывать, а достаточно будет лишь выяснить сущность каждой операции.
К примеру, первый пункт каждого сварочного производства – это подготовка поверхностей для сварки. Также он может включать в себя создание заготовок и комбинирование готовых деталей для сварки различными способами. Кроме того, подготовительные работы могут включать резку, разметку деталей, подгонку под необходимые размеры, расточку поверхностей, нарезание резьбы и прочее, что важно сделать до сварочных работ. Заготовки нередко подвергаются рихтовке на фрикционных машинах и гидравлических прессах.
Далее идет первоначальная сборка деталей. Она представляет собой прихватку двух и большего количества деталей специальными зажимами для удобства осуществления работы сварщику, который позже приварит эти поверхность в одну цельную конструкцию. Важно, чтобы прижимы плотно удерживали детали между собой не оставляя зазоров между ними и крепко удерживали на рабочей поверхности.
После выполнения вышеуказанных операций идет собственно сварочное производство. Сварочные работы, как правило, выполняются вручную электродами, автоматической или полуавтоматической сваркой – в зависимости от условий для осуществления рабочих операций, а также особенности конструкции детали. Необходимо знать, что именно для облегчения и удобства сварочного производства промышленностью выпущено множество наименований среди сварочного оборудования, которое различается, как по назначению, так и по грузоподъёмности.