Одним из вариантом финальной обработки металла является шабрение (шабровка). С помощью этой операции можно получить чистую, гладкую поверхность, у которой будут отсутствовать выемки, выпуклости. Основная особенность этой техники — она позволяет снять очень тонкие слои металла — от 0,01 до 0,5 миллиметров в зависимости от типа инструмента, способа обработки.
Главный минус шабрения заключается в том, что эту процедуру сложно механизировать, поэтому выполняют ее опытные слесари. Но что такое шабрение с технологической точки зрения? Какие есть особенности у этой операции? В статье эти вопросы будут рассмотрены в деталях.
Краткие сведения об операции
Шабрение — это особая разновидность слесарной обработки металла, которая выполняется с помощью специального инструмента, называемого шабером. Шабровка обычно выполняется для обработки различных металлов (сталь, чугун, медь, алюминий, многокомпонентные сплавы). Хотя шабер можно адаптировать для обработки и других поверхностей — дерево, пластик, мягкий камень. С технической точки зрения шабрение представляет собой соскабливание слоев с поверхности детали. Шабер представляет собой ручной инструмент с деревянной ручкой, один из концов которого является заостренным.
Шабер обычно трех- или четырехгранный, хотя для некоторых вариантов обработки применяются более сложные инструменты. Используется для зачистки поверхности листового металла, а также для зачистки кромок и концов, для нанесения рисунков и надписей, для гравировки металлических изделий. Перед шабрением металлическое изделие может покрываться специальным составом-герметиком, что хорошо сказывается на точности операции. Габариты шабера обычно являются небольшими (от 30 до 40 сантиметров в длину), поскольку инструмент должен хорошо сидеть в руке.
Инструмент-шабер обычно выполняют из двух разновидностей стали:
- Основную часть инструмента выполняют из инструментальных сталей, которые хорошо выдерживают механическую нагрузку при длительном напряжении. Такая сталь хорошо выдерживает воздействие химически активных веществ, поэтому шабер не покрывается коррозией и не растрескивается. Инструментальная сталь проста в производстве, что снижает цену инструмента.
- На концах инструмента могут устанавливаться режущие пластинки из твердосплавных сталей. Такая сталь хорошо поддается заточке (при нагреве или без него), однако во время работы она не затупляется и долго сохраняет свою форму, что позволяет шаберу сохранять свои практические свойства. Твердосплавная сталь более дорога в производстве, поэтому ее используют обычно в виде небольших пластин, вставляемых в основную часть шабера.
Технологические особенности
Шабрение обладает рядом технических особенностей:
- Высокая точность обработки. Инструмент-шабер является очень точным, а с его помощью можно снимать слой металла толщиной от 0,01 до 0,5 миллиметров. Если рабочему нужно срезать более широкий слой, то он либо использует более грубый инструмент, либо просто повторяет операцию несколько раз, пока не получит нужные результаты.
- Возможность работы с деталями сложной формы. Лезвия шабера разной формы, что позволяет работать как плоскими объектами, так и различными сложными объектами (скажем, с подшипниками или деталями автомобилей). Это делает технологию универсальной, простой в использовании.
- Невозможность механизации. Шабровка является достаточно тонкой сложной процедурой, а для ее проведения необходимым соответствующий опыт. По очевидным причинам шабрение нельзя автоматизировать, что снижает популярность технологии (хотя шабер можно подключить к пневматическим устройствам).
Как выбрать токарный станок по металлу
Функциональность металлорежущего оборудования практически ничем не ограничена. При необходимости можно купить и токарно-фрезерный станок, и токарно-револьверный с устройством копировальным и программным управлением. Все зависит от потребности а конкретных деталях и и классе их точности.
Как правило, для домашнего использования покупают или собирают своими руками несложные токарные станки, позволяющие выполнять простейшие, но необходимые операции — проточку валов, изготовление шкивов и конусов, изготовление фасонных деталей, сверление и элементарные фрезеровочные работы. Каждый станок подбирается максимально под потребности, тогда он будет работать в оптимальном нагрузочном режиме и прослужит долго и надежно.
Твердотельное реле – принцип работы, Электрорубанки, рейтинг по качеству
Техника шабрения
Методика шабровки зависит от характера режущего инструмента и формы обрабатываемой детали. Операцию рекомендуется проводить в заводском цехе, в котором установлено оборудование для фиксации обрабатываемой заготовки. Это могут быть тески, пресс. Перед шабрением человеку рекомендуется надеть надеть рабочий костюм, который будет защищать его одежды от частичек пыли, грязи. Вытяжку в рабочем цехе можно не ставить, поскольку образовавшийся металлический мусор не представляет угрозы для здоровья. После проведения шабровки рекомендуется принять душ или ванную, чтобы избавиться пыли, грязи, мусора, которые могли прилипнуть к коже во время операции.
Для работы с плоскими обширными поверхностями используются плоские шаберы, обладающие широкой зачищающей пластиной. Это ускорит процедуру обработки, а также сделает поверхность более гладкой. Если Вы обрабатываете узкую запчасть (скажем, подшипники) либо наносите рисунок, то рекомендуется применять шабер с узкой насадкой. Такая насадка сможет попасть в труднодоступные места, а также сделает зачистку очень точной. Шабрение дерева, пластика делать просто — Вы подносите инструмент к краю обрабатываемой поверхности, помещаете инструмент на небольшую глубину и с помощью мускульных движений снимаете внешнюю поверхность слой за слоем.
Этапы шабрения
Шабрение металла требуют сноровки, практических навыков, которые могут отсутствовать у новичка. Поэтому лучше доверить эту операцию опытному слесарю. Шабровку изделий рекомендуется выполнять на столярной плите, а сам процедура выглядит так:
- Перед зачисткой приготовьте или купите в магазине смесь-краску на основе сажи и моторного масла. Смесь должна быть густой и липкой, чтобы она могла прилипнуть к поверхности обрабатываемой запчасти. Нанесите смесь с помощью тампона на всю поверхность столярной плиты и дайте 1-2 минуты подсохнуть. Наносить смесь следует равномерно по всей площади плиты в 1 слой (иначе значительно снизится точность контрольных мероприятий).
- Теперь возьмите деталь, которая будет подвергаться технологической обработке, а потом приложите ее к столярной плите, покрытой краской. Через пару минут уберите ее от плиты, посмотрите на цветовые пятна, которые образовались после приложения детали. Белые сухие пятна указывают на то, что в месте приложения у детали имеется большое углубление или трещина (шабровка для них бесполезна и даже вредна). Черные пятна указывают на то, что поверхность является однородной, не содержит углублений. Серый цвет указывает на наличие небольших выступов — именно им требуется шабрение.
- Выполните заточку инструмента и начинайте удалять неровности с помощью шабера. Во время работы рекомендуется делать движения «от себя», а сам шабер следует держать под углом 30-45 градусов относительно плоскости объекта. Движения вперед нужно делать с уверенным нажимом, чтобы срезать лишний металл. Контролируя степень нажатия, Вы можете контролировать глубину резки. Назад инструмент следует возвращать спокойно, без нажима. Оптимальный ход инструмента составляет 2-3 сантиметра, а по мере выравнивания поверхности металла ход следует уменьшить до 0,5-1 сантиметра.
- С помощью чистой тряпки удалите с поверхности обрабатываемой запчасти различный металлический мусор, который образовался во время обработки. Также не забудьте высушить столярную плиту и нанести на нее новый слой краски. Теперь снова приложите заготовку к поверхности стола с нанесенной краской. Через несколько минут уберите деталь и обратите внимание на цвет пятен. Если на столе остались серые пятна, то операцию шабровки следует повторить. Если деталь небольшая, то можно краску не наносить — вместо этого можно использовать незадействованный участок плиты (это сокращает время работы, снижает затраты краски).
Шабрение
1. Шабрение
1.1
Шабрение. Понятие о шабрении
Шабрение — это окончательная слесарная операция, заключающаяся в соскабливании очень тонких слоев материала с поверхности заготовки с помощью режущего инструмента — шабера. Шабрение применяется в тех случаях, когда необходимо обработать поверхности с очень малой шероховатостью. Как правило, шабрению подвергаются сопрягаемые поверхности, перемещающиеся друг относительно друга (трущиеся поверхности). С его помощью достигается плотное прилегание сопрягаемых поверхностей, надежное удерживание смазки между трущимися поверхностями и точные размеры деталей.
Шабрением обрабатываются как плоские, так и криволинейные поверхности, поверхности подшипников скольжения, детали приборов, а также поверхности различных инструментов и приспособлений (например, поверочные плиты, угольники, линейки). За один проход шабер может удалить с поверхности заготовки очень тонкий слой металла толщиной не более 0,7 мм. При средних усилиях, прикладываемых к инструменту, толщина снимаемой стружки составляет 0,01 …0,03 мм.
1.2 Инструменты и приспособления, применяемые при шабрении
Режущим инструментом при шабрении является шабер. Шаберы различаются по конструкции — цельные и составные, по форме режущей кромки — плоские, трехгранные и фасонные, а также по числу режущих граней — односторонние и двухсторонние. Шаберы изготовляются из углеродистых инструментальных сталей марок У10…У13. Составные шаберы могут оснащаться пластинами из быстрорежущей стали или твердого сплава.
Для шабрения плоских поверхностей используются одно- или двухсторонние шаберы с прямолинейной или криволинейной режущей кромкой. Геометрические параметры шаберов зависят от вида обработки, материала заготовки и угла установки инструмента по отношению к обрабатываемой поверхности. Торцевая поверхность шабера затачивается под углом заострения 90… 100° по отношению к оси инструмента. При черновой обработке угол заострения равен 75…90°, при чистовой — 90°, а при отделочной — 90… 100°. Угол заострения для чугуна и бронзы выбирается равным 90… 100°, для стали — 75…90°, а для мягких металлов — 35…40°.
Выбор длины режущей кромки и радиуса ее закругления зависит от твердости обрабатываемого материала и заданной шероховатости обработанной поверхности. Чем тверже обрабатываемый материал и выше требования к чистоте обработанной поверхности, тем более узкой должна быть режущая кромка шабера и меньшим радиус закругления.
Для чернового шабрения применяются шаберы с шириной режущей кромки 20… 30 мм, для чистового — 15 … 20 мм и для отделочного — 5 … 12 мм.
Для шабрения вогнутых поверхностей, например, вкладышей подшипников скольжения, предназначены трехгранные шаберы, которые имеют три режущие кромки и могут быть прямыми и изогнутыми; их угол заострения составляет 60°. У этих шаберов на гранях находятся продольные канавки (желобки), что делает более удобной заточку и заправку инструмента.
Помимо цельных, используются составные шаберы, позволяющие быстро заменять режущие пластины, а потому удобные для выполнения различных шабровочных работ. Такой шабер состоит из корпуса держателя, рукоятки и зажимного винта. Сменную режущую пластину из углеродистой, быстрорежущей стали или твердого сплава закрепляют в держателе , вращая винт при помощи рукоятки.
В более простой конструкции шабера режущие пластины закрепляются в рукоятке при помощи гайки.
При шабрении вкладышей подшипников скольжения для уменьшения числа переточек в процессе работы применяются шаберы-кольца, которые могут быть изготовлены из кольца изношенного конического роликового подшипника.
Поскольку шабрение является заключительной операцией слесарной обработки, то качество ее выполнения необходимо контролировать в течение всего процесса. Для этих целей предназначены проверочные инструменты.
Шабрение направляющих осуществляют с помощью универсальных шабровочных линеек или специальных шабровочных плит.
Для удобства шабрения небольшие по размеру заготовки закрепляются в тисках и других подобных приспособлениях. Более крупные заготовки, типа вкладыша подшипника скольжения, закрепляются в специальных устройствах или поворотных приспособлениях, которые позволяют поворачивать заготовку в процессе обработки в в наибольшей мереудобное для шабрения положение. Приспособление закрепляется на верстаке; оно представляет собой стойку, шарнирно соединенную с основанием и закрепляемую винтом. Вкладыш, подлежащий шабрению шабером, укладывается в сменное металлическое полукольцо и в собранном виде помещается в гнездо стойки 3, а затем закрепляется с двух сторон планками и винтами. Для предупреждения осевого смещения полукольца с вкладышем их закрепляют прижимом.
1.3 Способы шабрения плоских и сопряженных поверхностей
Шабрение плоскостей выполняют двумя способами обычным— рабочий ход «от себя» и более прогрессивным и производительным — рабочий ход «на себя».
Способом «от себя» выполняется в такой последовательности.
1. Протерев поверочную плиту ветошью, подготавливают краску и наносят ее на плиту ранее изученным способом.
2. Предварительно опиленную заготовку осторожно опускают на поверочную плиту и, равномерно прижав, круговыми движениями перемещают по всей поверхности плиты. Сняв заготовку с поверочной плиты, определяют основные места шабрения .
3. Заготовку закрепляют в тиски, подбирают соответствующий шабер и приступают к шабрению.
4. Правой рукой берут шабер за деревянную ручку таким образом, чтобы головка ручки упиралась в ладонь; большой палец накладывают сверху вдоль оси ручки, остальными пальцами обхватывают ручку снизу. Ладонь левой руки накладывают на середину шабера и обхватывают пальцами. Принимают рабочее положение (стойку), такое же, как при опиливании, и приступают к шабрению. Шабрят, не сгибаясь, при свободном положении корпуса.
5. Шабер устанавливают наклонно к обрабатываемой поверхности, угол наклона 30 … 40°, причем режущая кромка в момент рабочего хода должна находиться в начале пятна на шабруемой поверхности.
6. Рабочим ходом шабера вперед — «от себя» соскабливают (срезают) слой металла вместе с краской с окрашенных мест плитки. Величина рабочего хода при всём этом должна быть не более 10 … 15 мм. В конце рабочего хода (на конце пятна) нажим на шабер уменьшают во избежание образования на шабруемой поверхности заусенцев.
После каждого нанесения краски на обрабатываемую поверхность рекомендуется изменять направление движения шабера на 45 … 90° таким образом, чтобы образующиеся штрихи пересекались между собой.
7. Попеременное шабрение в разных направлениях чередуют с проверкой заготовки на поверочной плите до тех пор, пока вся обрабатываемая поверхность не будет равномерно закрашена пятнами краски.
Предварительное (грубое) шабрение считается законченным при появлении 4 … 6 пятен на площади 25×25 мм (приблизительно один квадратный дюйм) и равномерном их распределении по всей шабруемой поверхности .
8. Окончательное (чистовое) шабрение выполняют в такой последовательности: о помощью кубика на контрольную поверхность поверочной плиты наносят тонкий слой краски; шабрение выполняют шаберами с шириной режущей кромки 12 … 20 мм, имеющими радиусную заточку. Крупные пятна разбивают на более мелкие движениями шабера в разных направлениях. В виде исключения часть поверхности, расположенной по краям призмы (плитки), шабрят шаберами, имеющими прямолинейную режущую кромку. Допускается выход шабера за пределы шабруемой поверхности, но не более чем на одну четверть ширины режущей кромки. Чистовое шабрение заканчивают при появлении 12 … 16 пятен на площади 25×25 мм и равномерном их распределении по всей шабруемой поверхности. Проверку точности шабрения с помощью рамки проводят выборочно на 4 … 5 участках. Шабрение считается качественно выполненным, если штрихи от шабрения располагаются в шахматном порядке, а пятна равномерно расположены по всей обрабатываемой поверхности.
9. В отдельных случаях выполняют особо точное (тонкое) шабрение. Шабрение выполняют шаберами с шириной радиусной режущей кромки 5 … 12 мм в той же последовательности, что и чистовое шабрение, но нажим на шабер в момент рабочего хода незначителен, а сам рабочий ход не превышает 3 … 5 мм.
Шабрение плоской поверхности способом «на себя» выполняется в такой последовательности.
1. Выполнив подготовительные операции, заготовку закрепляют в тиски и приступают к шабрению. Шабрение выполняют удлиненными (450 … 500 мм) шаберами со вставными пластинками, имеющими угол заточки 50°.
2. Шабер обеими руками обхватывают в его средней части, подводят режущую кромку к шабруемой поверхности под углом примерно 75 … 80° , при всём этом деревянная ручка шабера должна упираться в правое плечо.
3. Устанавливают режущую кромку шабера у границы пятна и рабочим движением шабера «на себя» срезают (соскабливают) окрашенный слой металла с поверхности заготовки. Шабрят от ближайшего края поверхности к удаленному.
4. Шабрение осуществляют в той же последовательности, что и при движении шабера «от себя» — предварительное (черновое) и окончательное (чистовое).
5. Контроль шабруемой поверхности осуществляют ранее изученным способом. Шабрение прекращают при наличии 12 … 16 пятен на площади 25×25 мм и равномерном их распределении по всей поверхности.
Шабрение параллельных плоских поверхностей заготовки. Эта операция является сложной, так как в данном случае необходимо выдержать прямолинейность, параллельность и плоскостность двух и более поверхностей. При шабрении параллельных плоских поверхностей призмы за базу принимается ее основание, отшабренное ранее.
Шабрение параллельных поверхностей выполняют в такой последовательности.
1. Перед шабрением призму проверяют на соответствие ее размеров данным чертежа — припуск на обработку не должен превышать 0,1 мм на сторону, если припуск больше, поверхности подвергают механической обработке. Отклонение от прямолинейности поверхностей проверяют с помощью поверочной плиты (линейки) и щупа. Отклонение от перпендикулярности поверхностей проверяют поверочным угольником, а их параллельность — с помощью штангенциркуля или поверочной плиты и индикатора.
2. Проведя подготовительные операции и подготовив поверочную плиту к контролю, приступают к шабрению. Призму опускают поверхностями на окрашенную поверхность поверочной плиты и нескольким и круговыми движениями окрашивают шабруемые поверхности.
3. Призму снимают с плиты и закрепляют в тиски, предварительно установив на них нагубники из мягкого материала.
4. В два приема, одним из ранее изученных способов, шабрят поверхности; сначала выполняют черновое, затем чистовое шабрение.
5. После каждого перехода следует проверять индикатором отклонение от параллельности поверхностей, для чего призму устанавливают поверхностью на поверочную плиту. На установочной призме закрепляют стойку с индикатором, причем конец измерительного стержня индикаторной головки должен находиться на поверхности. Поворотом наружного кольца индикатора совмещают нулевое деление шкалы со стрелкой прибора. Передвигая установочную призму с индикатором вдоль обработанной поверхности (от конца до конца и поперек), по показаниям прибора определяют величину отклонения от параллельности. Аналогично проверяют другую поверхность, Соблюдение размера между параллельными поверхностями и основанием проверяют микрометром.
6. Шабрение поверхностей заканчивают при достижении 12 … 16 пятен на площади 25×25 мм по всей шабруемой поверхности и отклонении от параллельности не более чем 0,02 мм на 200 мм длины.
Шабрение плоских поверхностей, расположенных под внешним углом 90° выполняется в такой последовательности.
1. Проверяют отклонение от перпендикулярности поверхностей к основанию и их параллельность между собой.
2. Проведя подготовительные работы по подготовке поверочной плиты и угольника к шабрению, на одну из его сторон тампоном наносят тонкий слой краски, а затем устанавливают угольник на плиту.
3. Призму основанием устанавливают на поверочную плиту и прижимают боковой поверхностью к окрашенной поверхности угольника. Одной рукой прижимают поверочный угольник к плите, а другой перемещают призму вдоль угольника вперед и назад, окрашивая обрабатываемую поверхность.
4. Призму устанавливают и закрепляют в тиски. Одним из ранее изученных способов шабрят боковую поверхность.
5. Шабрение поверхности заканчивают, если выдержаны прямолинейность обрабатываемой поверхности и параллельность сторон (отклонение не должно превышать 0,02 мм на 200 мм длины), внешний угол между поверхностями составляет 90° и достигнута точность шабрения, характеризуемая 12 … 16 пятнами на площади 25×25 мм по всей отшабренной поверхности.
6. Шабрение заканчивают при достижении всех ранее указанных параметров. Контроль осуществляют с помощью поверочной плиты, угольника, микрометра и индикаторной головки.
Шабрение плоских поверхностей, расположенных друг к другу под внешним углом 60° выполняется в такой последовательности.
1. Призму закрепляют в тиски угловой выемкой вверх.
2. На две плоские поверхности трехгранной поверочной линейки наносят тампоном тонкий слой краски.
3. В угловую выемку призмы помещают поверочную линейку и, слегка прижимая, перемещают ее несколько раз вперед и назад. Вдоль выемки, перенося краску на обрабатываемые поверхности.
4. Сняв линейку, приступают к шабрению одной из наклонных поверхностей. Шабрение чередуют с контролем. Процесс прекращают при достижении 12 … 16 пятен на площади 25×25 мм по всей шабруемой поверхности и соблюдении угла наклона поверхности к боковой грани. Угол наклона контролируют угломером или шаблоном. В той же последовательности пришабривают другую поверхность.
5. Закончив шабрение, обработанные поверхности очищают от остатков стружки и краски, протирают сухой ветошью и приступают к окончательному контролю.
Контроль расположения наклонных поверхностей по отношению к основанию призмы (базе) выполняют в такой последовательности:
а) устанавливают призму основанием на поверочную плиту;
б) в угловую выемку призмы устанавливают трехгранную поверочную линейку;
в) с помощью индикатора ранее изученным способом проверяют отклонение от параллельности верхней поверхности линейки по отношению к основанию призмы как по ширине, так и по длине линейки (отклонение не должно превышать 0,02 мм на 200 мм длины обработанной поверхности).
Шабрение плоских поверхностей, расположенных под внутренним острым углом выполняют на примере шабрения направляющих металлорежущих станков, пазы которых имеют форму типа «ласточкин хвост». Шабрение выполняют, как правило, специальными плоскими шаберами, имеющими изогнутую рабочую часть. Режущая кромка таких шаберов имеет незначительную кривизну или вообще затачивается прямолинейно.
Шабрение направляющих суппорта токарного станка выполняют в такой последовательности.
1. Выполнив подготовительные операции, тампоном наносят краску на контрольную поверхность угловой поверочной плиты.
2. Суппорт устанавливают на поверочную плиту и прямолинейными движениями (назад и вперед) переносят краску на поверхности. При отсутствии угловой поверочной плиты используют трехгранную поверочную линейку .
3. Суппорт устанавливают в тиски (приспособление) и закрепляют таким образом, чтобы поверхности были расположены горизонтально, после чего приступают к шабрению окрашенных поверхностей.
4. Шабрят поверхности ранее изученными способами, чередуя шабрение с контролем, изменяя направление шабрения после каждого окрашивания. Шабрение в углах паза выполняют трехгранными шаберами. Шабрение заканчивают при достижении заданной точности шабрения — обычно 12 … 16 пятен на площади 25×25 мм по всей шабруемой поверхности.
5. Закончив шабрение горизонтальных поверхностей, переходят к шабрению поверхностей, для чего на наклонные поверхности угловой поверочной плиты тампоном наносят краску, Суппорт устанавливают на плиту, прижав обрабатываемую поверхность к окрашенной поверхности плиты, и продольным движением (вперед и назад) переносят краску на обрабатываемую поверхность.
6. Суппорт устанавливают в приспособление и закрепляют таким образом, чтобы поверхность была расположена сверху и горизонтально, а затем шабрят ранее изученным способом. Шабрение заканчивают, достигнув заданной точности.
Контроль сопряжения поверхностей осуществляют по угловой поверочной плите на просвет или о помощью шаблона, а также угломером.
7. Повторив ранее изученные приемы, шабрят вторую наклонную поверхность.
В процессе шабрения поверхности периодически осуществляют контроль отклонения от параллельности наклонных плоских поверхностей. Контроль осуществляют с помощью двух контрольных валиков, микрометра или штангенциркуля (точность измерения 0,02 мм) в такой последовательности:
а) в углы, образованные плоскими поверхностями закладывают контрольные валики;
б) с помощью микрометра (штангенциркуля) по наружным образующим валиков определяют размеры в начале и в конце направляющих. Сравнивают их, если они не совпадают, значит направляющие непараллельны. Допустимое отклонение от параллельности — 0,02 мм на 200 мм длины.
Кроме шабрения прямолинейных поверхностей, слесарю часто приходится шабрить и криволинейные поверхности, в большинстве случаев это вкладыши разъемных и неразъемных подшипников скольжения.
Шабрение криволинейных поверхностей выполняют трехгранными шаберами, прямыми или изогнутыми, реже применяют четырехгранные шаберы и шаберы-кольца.
1.4 Контроль точности шабрения
Процесс шабрения считается законченным после достижения определенной точности, которая при контроле на краску с применением проверочных инструментов определяется по числу контактных пятен на обработанной поверхности, приходящихся на определенную площадь этой поверхности. В качестве единицы площади обработанной поверхности принят квадрат со сторонами 25 х 25 мм; чем больше пятен расположено на этой поверхности и чем равномернее они распределены, тем выше качество шабрения. При контроле качества шабрения используют специальную рамку (рис. 4.7, а), которую накладывают на поверхность, и подсчитывают количество пятен, находящихся в окне рамки. Для обеспечения большей объективности контроля подсчет пятен проводится в нескольких местах обработанной поверхности (рис. 4.7, б), а качество обработки оценивается по среднему арифметическому значению числа пятен.
Для контроля качества шабрения криволинейных поверхностей применяется целлулоидный шаблон (рис. 4.7, в), который в процессе контроля воспроизводит форму обработанной поверхности. На таком шаблоне нанесена сетка с квадратами 25×25 мм, используя которую легко подсчитать количество пятен в квадрате на различных участках криволинейной поверхности. Шабрение считается удовлетворительным, когда 75 клеток шаблона содержат количество пятен, отвечающее техническим условиям.
1.5
Организация рабочего места. Требования безопасности труда
При выполнении заданий по шабрению необходимо соблюдать следующие требования безопасности труда.
1. Режущие элементы шаберов не должны иметь трещин и отколов. Ручки должны быть изготовлены из древесины твердых пород, не должны иметь трещин, задиров, отколов. Поверхность ручки должна быть гладкой, чистой и постоянно сухой. На ручке должно быть установлено металлическое кольцо, предохраняющее ее от раскалывания.
2. При работе двусторонними шаберами во избежание травмы рук о режущую кромку второго конца шабера ее закрывают специальным футляром или, в крайнем случае, ветошью. Запрещается выполнять работу неисправным инструментом.
3. В процессе шабрения запрещается удалять металлическую пыль и стружку с обрабатываемой поверхности руками или сдувать ее воздухом. Пыль и стружку удаляют щеткой-сметкой или ветошью.
4. Обрабатываемые поверхности заготовок не должны иметь заусенцев и острых кромок. Если они имеются, их следует предварительно снять (притупить). Обрабатываемая заготовка должна быть надежно установлена и закреплена.
5. Рабочее место у заточного станка и сам станок должны соответствовать требованиям, предъявляемым к рабочему месту и металлорежущему оборудованию, с которыми ученик познакомился ранее
Перед началом работы на заточном станке или с электроинструментами необходимо повторить правила электробезопасности и правила работы с инструментом и оборудованием, имеющими электро- или пневмопривод.
6. В процессе работы особое внимание следует уделять поверочному инструменту. Поверхности поверочных плит, линеек, угольников должны быть чистыми и смазанными тонким слоем машинного масла. Их следует оберегать от механических повреждений, грязи, металлической стружки, пыли и влаги, так как все эти факторы ведут к интенсивному, преждевременному износу инструмента. Поэтому в процессе контроля обрабатываемую заготовку следует с повышенной осторожностью накладывать на поверочную плиту, линейку, угольник или наоборот.
2. Роторы. Устройство. Назначение. Техническое обслуживание.
При роторном бурении долото приводится во вращение вращательным механизмом — ротором — через бурильную колонну, выполняющую роль промежуточной трансмиссии между долотом и ротором.
Ротор служит также для поддерживания бурильной или обсадной колонны на весу при помощи элеватора или пневматических клиньев. Для выполнения перечисленных работ ротор должен обеспечивать необходимую частоту вращения бурильной колонны и легко менять направление вращения, грузоподъемность его должна несколько превышать вес в наибольшей меретяжелой колонны.
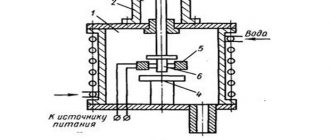
Ротор (рис. 1) состоит из литого стального корпуса 2, во внутренней полости которого на упорном шариковом подшипнике 4 размещен стол 3 с укрепленным с помощью горячей посадки зубчатым коническим венцом. Последний входит в закрепление с конической звездочкой, посаженной на валу 8, вращающемся на двух подшипниках. В нижней части устанавливается вспомогательная опора 1, закрепленная гайкой 10. верхняя часть стола ротора закрывается кольцевым кожухом 7, ограждающим периферическую часть вращающего стола. На консольной части роторного вала смонтировано цепное колесо 9, через которое подводится мощность к ротору.
Диаметр отверстия в столе ротора определяет максимальный размер долота, которое может быть пропущено через него. В связи с этим выпускают роторы с различными диаметрами проходного отверстия (400-760 мм). В центральное отверстие вставляют вкладыши 6, в которые вводят зажимы 5 для ведущей трубы. Перемещение вкладышей ротора и зажимов в осевом направлении предупреждается запорами, а закрепление стола осуществляется защелкой.
Для смазки трущихся деталей и отвода тепла, образующегося при работе зубчатых передач и подшипников, в станину ротора заливается масло.
В некоторых районах при бурении глубоких скважин роторным способом, особенно в осложненных условиях, иногда применяют индивидуальный привод ротора ПИРШ4-2А, укомплектованный двумя электродвигателями мощностью 320 кВт, трехвальной коробкой перемены передач и ротором. Мощность от коробки передач к ротору отбирается при помощи специальных полужестких муфт. Ротор может работать при четырех скоростях вращения: 70, 140, 220 и 320 об/мин.
В других случаях отечественные буровые установки предусматривают отбор мощности от двигателей лебедки с помощью цепной или карданной передачи. При первом варианте мощность ротора отбирается с одного из валов лебедки, выполняющего при всём этом функции трансмиссии, при втором варианте — непосредственно от двигателя лебедки с помощью карданной передачи.
В процессе роторного бурения часть мощности расходуется на привод поверхностного оборудования, вращение бурильной колонны и разрушение горной породы долотом. Рассчитать требуемую мощность на осуществление перечисленных работ очень трудно, так как затрата мощности зависит от очень многих факторов: диаметра бурильной колонны и скважины, длины бурильной колонны, свойств промывочной жидкости и т.д. поэтому можно сделать только ориентировочные расчеты, показывающие, что с ростом глубины скважины бесполезная затрата мощности возрастает и, следовательно, проводимая к долоту мощность уменьшается.
На условия работы ротора влияют и изменения нагрузки на долото. При увеличении нагрузки, возможно, такое сочетание, когда величина вращающего момента, передаваемого бурильной колонной, окажется недостаточной для преодоления сопротивления, встречаемого долотом со стороны горной породы. В результате долото начинает вращаться с меньшей частотой и даже может на некоторое время оказаться в заторможенном состоянии. В бурильной колонне при всём этом кинетическая энергия вращения переходит в потенциальную энергию кручения, которая после достижения определенного значения преодолевает сопротивление породы, и происходит обратный процесс — превращение потенциальной энергии кручения в кинетическую энергию вращения.
Такой переход видов энергии из одного состояния в другое приводит к возникновению упругих колебаний, и, если их частота совпадает с частотой вынужденных колебаний колонны, возникающих вследствие неравномерной подачи долота, то наступает резонанс, передающийся через ведущую трубу ротору. Последний при создании таких условий его эксплуатации испытывает большие динамические нагрузки, приводящие к интенсивным вибрациям ротора, его фундамента, вышки; все это сопровождается нарастанием шума в буровой, а иногда даже авариями.
Как видно, вращение бурильной колонны, необходимое при роторном бурении, приводит к значительному осложнению процесса проходки скважины. Этим и объясняется вытеснение роторного бурения в ряде районов бурением с забойными двигателями.
Рис. 1. Схема ротора.
Притирка и шабрение — в чем разница?
На шабровку по некоторым характеристикам похожа процедура притирки. Эта операция также используется для выравнивания поверхности объекта, а используется она обычно для обработки металла (хотя технологию можно адаптировать для работы с деревом, пластиком или мягким камнем). Однако между притиркой и шабрением гораздо больше отличий, чем похожих вещей. Главное отличие заключается в том, что для притирки используются абразивные материалы, а не специальный инструмент-шабер. К тому же притирка не подходит для небольших запчастей или объектов сложной формы (тогда как шабровка с этой задачей может справиться).
Абразивы
Абразивами называют различные материалы, которые за счет своего строения, структуры используются для шлифовки и полировки металлических, деревянных, пластиковых изделий. Принцип работы абразивов схож с шабером — для выравнивания поверхности какого-либо объекта просто срезаются верхние слои объекта. Точность абразивной обработки может быть как низкой, так и очень высокой (она находится в пределах от 0,001 до 1 миллиметра). В зависимости от структуры различают 2 основных класса абразивов:
- Мягкие абразивы. В эту категорию входят гомогенные смеси или пасту, пригодную для шлифовки. Примеры мягких абразивов — алмазные пасты, алмазная крошка, пасты ГОИ. Мягкие полировочные абразивы производят более щадящий, мягкий эффект на материал, поэтому их применяют для полировки пластичных металлов. Это медь, его сплавы, алюминий, чугун, отожженная сталь. Также их применяют для обработки неметаллических материалов (скажем, для работы с деревом или пластиком).
- Твердые абразивы. В эту группу входят как отдельные вещества, так и специальные объекты, сделанные человеком непосредственно для шлифовки. Примеры твердых абразивов — наждачная бумага (с добавлением алмазной пыли или без нее), кварц, корунд, электрокорунд, карбид кремния. Твердые абразивы отличаются более грубой неоднородной структурой, поэтому их используют для шлифовки твердых металлических материалов. Это сталь, твердые разновидности чугуна, некоторые виды алюминия. Твердые абразивы могут применяться для обработки дерева и пластика, однако обработку нужно делать аккуратно, чтобы не повредить деталь. При желании можно комбинировать обработку твердыми и мягкими абразивами, чтобы достичь оптимальных результатов.
Этапы притирки
Для притирки металла требуется не только абразив, но и притирочный инструмент, а также охлаждающие вещества и смазка. Притирочный инструмент обычно выполняет роль пресса, который придавливает к металлу абразив и выполняет его перемещение для полировки. В роли охлаждающих/смачивающих веществ используют бензин, вода, керосин, минеральные масла. Сама процедура притирки проста:
- Сперва на притирочный пресс наносится мягкий или твердый абразив, сверху кладется обрабатываемая деталь, а потом выполняется ее шаржирование. Для шаржирования могут применяться плиты, бруски, валики (в зависимости от формы объекта). Если абразив под действием сил гравитации выпадает из инструмента, то на поверхности может наноситься липкая смазка, которая будет удерживать шлифовальные частички.
- После шаржирования можно приступать к притирки. Для этого притирочные плиты, бруски или валики начинают вращаться в одном или различных направлениях. За счет это усиливается контакт абразива с поверхностью обрабатываемой поверхности, что может приводить к срезу верхних слоев металла. Глубина обработки обычно находится в прямой зависимости от времени обработки — чем дольше идет притирка, тем шире будет слой металла, который будет срезан с помощью притирки.
Станина токарного станка
- Устройство станины
- Виды станин
- Ремонт станины
- Шлифовка станины
Токарные станки используются для обработки деталей цилиндрической формы. Они включают в себя множество разновидностей, которые отличаются по размеру и наличию дополнительных функций. Такие промышленные модели как, токарный станок 16К20 очень распространены и широко используются в современной промышленности. Чтобы устройство нормально функционировало, требуется знать все особенности его деталей.
Станина токарного станка служит для закрепления практически всех механизмов и узлов, которые применяются на данном оборудовании. Зачастую ее отливают из чугуна, чтобы получить массивную и прочную конструкцию, которая смогла прослужить длительный срок. Это связано с тем, что она будет подвергаться большим нагрузкам. Не стоит также забывать об устойчивости, так как массивные большие модели используют огромную энергию во время работы и основание должно хорошо сопротивляться нагрузкам.
фото:станина токарного станка
Станина и направляющие станка крепятся при помощи болтов к тумбам или парным ножкам. Если устройство короткое, то применяется две стойки. Чем оно длиннее, тем больше стоек может потребоваться. Большинство тумб имеет дверцы, что позволяет их использовать в качестве ящиков. К направляющим следует очень внимательно относиться и оберегать их возможности повреждения. Не желательно оставлять на них инструменты, заготовки и прочие изделия. если все же приходится располагать на них металлические предметы, то перед этим следует положить деревянную подкладку. Для лучшего ухода, перед каждым применением станка, станину требуется протирать и смазывать. Когда работа завершена, следует удалять с нее стружку, грязь и прочие лишние предметы.
Особенности конструкции станины металлорежущих станков могут отличаться в зависимости о конкретной модели, так как они разрабатываются для удобного и безопасного размещения всех узлов оборудования. Но основные положения во многих случаях остаются одинаковыми, так что на примере популярных моделей можно рассмотреть основы.
Устройство чугунной станины
фото:устройство чугунной станины
- Продольное ребро;
- Продольное ребро;
- Поперечное ребро, служащее для связи продольных ребер;
- Призматические направляющие продольных ребер;
- Плоские направляющие, которые служат для установки задней и передней бабки, а также для передвижения по ним суппорта;
Стоит отметить, что у направляющих станины поперечное сечение может иметь различные формы. Обязательным правилом является соблюдение параллельного расположения, так что все должно быть равноудаленным от оси центров. Это требует точной фрезеровки или строгания. После этого осуществляется операция по шлифовке и шабрению. Все это обеспечивает точную обработку изделий, а также ликвидацию проблем с передвижением суппорта и возникновением толчков.
Виды станин станков
фото:виды станин станков
- Станина токарного станка по металлу, которая представлена на рисунке «а» под номерами 1 и 2, имеет трапецеидальное сечение направляющих. В данном случае основной упор сделан на большую опорную поверхность. Они обладают большой износостойкостью, что позволяет долго оставлять свою точность. В то же время, для перемещения по ним суппорта нужно прилагать множество усилий, особенно, если он перекосился.
- На рисунке «б» представлена станина с плоским прямоугольным сечением направляющих. В отличие от предыдущего, они имеют уже по два ребра жесткости, а не одному, что делает их крепче.
- Рисунок «в» демонстрирует станину с направляющими треугольного сечения. С учетом того, что здесь используется достаточно малая опорная поверхность, с большим весом работать получается сложно, так что данный вид используется преимущественно для малых станков.
- На рисунке «г» показана станина с треугольным сечением и опорной плоскостью. В данном случае она также применяется для станков мелких размеров.
Если станина предназначается для тяжелого станка, то она имеет не только большое сечение, но и большее сопротивление на изгиб. Одними из наиболее распространенных является такой вид, как представлен на рисунке «г». Здесь каретка суппорта делает упор на призму №3 спереди, а сзади упирается на плоскость №6. Чтобы не произошло опрокидывание, ее удерживает плоскость №7. При задаче направления основную роль играет призма №3, тем более, что она воспринимает на себя большую часть давления, осуществляемого резцом.
Если на станине возле передней бабки имеется выемка, то она служит для тог, чтобы обрабатывать изделия большого диаметра. Если же происходит обработка изделия, радиус которых меньше высоты центров, то выемку перекрывают специальным мостиком.
Ремонт станины токарного станка
Шабрение станины токарного станка является технологическим процессом во время которого станина выверяется для закрепления коробки подач при помощи рамного уровня. Благодаря этому можно будет в дальнейшем легко установить перпендикулярность поверхности крепления суппорта и фартука к коробке подач.
- Первым делом станина устанавливается на жесткий фундамент и проверить продольное направление по уровню вдоль поверхности, а поперечное направление по рамному уровню. Допустимые отклонения составляют не более 0,02 мм на 1 метр длины изделия.
- Шабрят верхние поверхности направляющей, сначала с одной стороны, используя поверочную линейку на краску. Во время этого процесса желательно периодически проверять извернутость направляющих.
- Затем шабрят поверхность второй направляющей. Максимальный допуск отклонений здесь остается таким же 0,02 мм на 1 метр длины изделия.
Шлифовка станины токарного станка
Шлифовка станины токарного станка состоит из следующих процедур:
- Необходимо провести зачистку и запиливание задиров и забоин имеющихся на поверхности;
- Станина устанавливается на столе продольно-строгального станка и надежно закрепляются там;
- Далее идет проверка извернутости направляющих, которая производится уложенного на мостике задней бабки уровня;
- Во время установки станины получается небольшой прогиб изделия, который следует исправить путем максимально плотного соприкосновения со столом;
- Повторно проверяется извернутость направляющих, чтобы результаты совпадали с тем, что было до закрепления;
- Только после этого приступают к шлифовке всех контактных поверхностей изделия. Процедура проводится при помощи торца круга чашечной формы. его зернистость должна быть К3 46 или КЧ 46, а твердость соответствовать СМ1К.