Отличительные особенности диффузного напыления
При работе с металлическими поверхностями часто возникает необходимость придать конечному продукту дополнительные характеристики, чтобы расширить область применения детали. Можно защитить металлическую поверхность от воздействия влаги, высокой температуры и агрессивной химической среды. Плазменное напыление имеет ряд особенностей, которые отличают процесс металлизации от других вариантов обработки металлических поверхностей:
- Ускоренный процесс нанесения покрытий благодаря высокотемпературному воздействию на обрабатываемую поверхность – порядка 5000-6000° C. Технологически напыление может длиться доли секунд для получения необходимого результата.
- Плазменная обработка металлов позволяет создать на поверхности комбинированный слой. Диффундировать можно не только металлические частицы, но и элементы газа из плазменной струи. В итоге металл насыщается атомами нужных химических элементов.
- Традиционная металлизация протекает неравномерно и характеризуется длительностью технологического процесса и возможными окислительными реакциями. Струя высокотемпературной плазмы создает равномерную температуру и давление, обеспечивая высокое качество финальных покрытий.
- При помощи плазменной струи перенос частиц металла и атомов газа происходит мгновенно. Процесс относится к области сварки с применением порошков, стержней, прутков и проволоки. Перенесенные частицы образуют слой толщиной от нескольких микрон до миллиметров на поверхности твердого тела.
Современная диффузная металлизация предполагает использование более сложного оборудования, чем в случаях, когда применяют газоплазменное оборудование. Для организации процесса диффузной обработки требуется одновременно наличие газовой и электрической аппаратуры.
Свойства плазменного напыления
Работая с металлоконструкцией, порой надобно дополнить ее дополнительными свойствами, чтоб можно было использовать в любой сфере.
Таким образом поверхность станет еще больше резистентной к влаге, высокой температуре и химии.
Диффузная металлизация обладает многими особенностями, которые делают ее уникальной среди других видов обработки металла.
- В силу воздействия высоких температур (пять-шесть тысяч градусов) в разы ускоряется процедура обработки поверхности. Сам процесс происходит за доли секунд, и получается отличный результат.
- В результате получается комбинированный шар. Наносить можно не только элементы металла, то и газовые частицы из струи плазмы. Таким образом металлическая поверхность покрывается атомами определенных элементов металла.
- Если проводить классическое металлическое напыление, то нанесение происходит неравномерно, весьма долго и с окислительными процессами. А вот с помощью горячей плазмы получается правильная температура и давление, из-за которых формируется высококачественное покрытие.
- Плазменная струя переносит частицы металла и газов со скоростью света, что вы даже ничего не поймете. Так, происходит сварка с порошками, стержнями, прутками и проволоками. После образуется слой в несколько микрон-одного миллиметра на основании конструкции.
«Для совершения диффузной металлизации, применяется сложная аппаратура, в отличие от газоплазменного оборудования. Чтоб провести плазменную металлизацию, надобно использовать газовое и электроприспособление.»
Оборудование для диффузного воздействия
Ионно-плазменное напыление по поверхности металлов проводится с использованием высокотемпературной технической плазмы – совокупности большого количества частиц (квантов света, положительных ионов, нейтральных частиц, электронного газа). Под воздействием высокой температуры за счет электрических разрядов в газах происходит интенсивная термоионизация частиц, которые сложно взаимодействуют друг с другом и окружающей средой. Благодаря этому различают плазму, ионизированную слабо, умеренно и сильно, которая, в свою очередь, бывает низкотемпературной и высокотемпературной.
Создать необходимые условия для протекания процесса плазменной ионизации и обработки металлических покрытий помогает специальное оборудование – плазменные установки. Обычно для работы используется дуговой, импульсный или искровой электрические разряды.
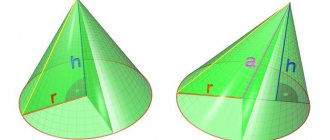
Схема газотермического напыления
Для реализации технологического процесса требуются следующие установки:
- Генератор высокочастотного типа (можно использовать сварочный преобразователь) – служит источником разряда.
- Герметизированная камера, в которую помещают детали для нанесения покрытий методом плазменного напыления.
- Газовый резервуар. В его атмосфере выполняется ионизация частиц под действием электрического разряда.
- Установка, создающая давление газа. Можно использовать вакуумную или насосную аппаратуру.
- Система, при помощи которой можно качественно изменять токовые характеристики, давление, напряжение, тем самым увеличивая или уменьшая толщину напыляемых покрытий.
Как происходит плазменное напыление: в герметизированной камере фиксируют обрабатываемую деталь, создают электрический разряд, прокачивают рабочую среду с необходимым давлением и напыляемыми порошковыми элементами. Образуется высокотемпературная плазма, которая переносит частицы порошков вместе с газовыми атомами на поверхность некоторой детали. При проведении диффузной металлизации в вакууме, в атмосфере инертного газа или при пониженном давлении можно увеличить скорость движения частиц и получить боле плотный и высокоадгезивный тип покрытий.
Установка ионно-плазменного (магнетронного) напыления. Часть 1
Здравствуйте беспокойные умы. Сегодня речь пойдет об установке магнетронного напыления, полностью спроектированной и изготовленной своими руками.
Для начала я вкратце постараюсь ответить, для чего нужны подобные установки и что же такое, ионно-плазменное распыление.
Мишень — это тот материал, который распыляется. Подложка — это, то на что происходит напыление.
Установки такого рода позволяют формировать на подложках тончайшие слои токопроводящих материалов (в основном металлов). В качестве подложек может использоваться как токопроводящий, так и диэлектрический материал. А для того чтобы сформировался нанослой, например какого либо металла на подложке, требуется сначала хорошенько атаковать металл плазма-образующими ионами, для этого используют зажжение плазмы тлеющего разряда при пониженном давлении и магнетрон в качестве ловушки для электронов.
Давайте рассмотрим простейшую схему магнетрона и его работу, и вы поймете, почему он является ловушкой (постараюсь без особой научности, но думаю, что многие будут против, так как некоторые моменты без этого не объяснить, но я постараюсь).
Классический тлеющий разряд загорается при постоянном токе, и ток течет от анода к катоду. Катодом является плоская мишень, под которой находится кольцевой магнит. Электроны летящие от катода, ионизируют газ в объеме, ионы которого попадают в мишень, из нее выбивают атомы которые вновь сталкиваются с электронами, тем самым их часть ионизируется… В общем образуется электронная лавина, которая закручивается магнитным полем и не дает им после столкновений улететь, тем самым магнит удерживает электроны и при этом увеличивается образование атомов, которые осаждаются на подложке, тем самым формируя пленку.
А теперь от теории к практики. Так как я занимаюсь различными плазмохимическими технологиями при атмосферном давлении, то через какое-то время возник интерес и к пониженному давлению. Источник питания тлеющего разряда у меня уже имелся в наличии, его я сделал давно. И после покупки вакуумного насоса, начались эксперименты, которые выявили некоторые трудности при работе с пониженным давлением.
Подводя итоги этой части статьи, можно сказать, что работа движется, получается немалый опыт и дополнительные знания. На данный момент, готов корпус в железе, он будет покрашен, после чего начнется сборка.
Статью специально не стал раздувать, потому что в роликах многие вопросы освещены, а если нет, то в комментариях я постараюсь на все ответить.
Где используют плазменную металлизацию
Поскольку напыляемым материалом может служить практически любой сплав или металл, ионно-плазменное напыление широко используют в различных отраслях промышленности, а также для проведения ремонтно-восстановительных работ. Любой металл в виде порошков подается в плазменные установки, где под воздействием высокотемпературной плазмы расплавляется и проникает в обрабатываемую металлическую поверхность в виде тонкого слоя напыления. Сферы применения диффузной металлизации:
- детали для авиационной, космической и ракетной промышленности;
- машиностроительное оборудование и энергетическая отрасль;
- металлургическая и химическая отрасль промышленности;
- нефтедобывающая, нефтеперерабатывающая и угольная отрасль;
- транспортная сфера и производство приборов;
- ремонт и реставрация машин, оборудования, изношенных деталей.
Когда струя плазмы и порошков проходит по электродуге и осаживается на обрабатываемой поверхности, образованный слой приобретает важные качественные и эксплуатационные характеристики:
- жаростойкость;
- жаропрочность;
- коррозийную устойчивость;
- электроизоляцию;
- теплоизоляцию;
- эрозийную прочность;
- кавитационную защиту;
- магнитные характеристики;
- полупроводниковые свойства.
Ввод напыляемых порошков в установки осуществляется с плазмообразующим или транспортируемым газом. Плазменное напыление позволяет получать различные типы покрытий без ограничения по температуре плавления: металлы, комбинированные сплавы, карбиды, оксиды, бориды, нитриды, композит. Материал, который обрабатывается в установках, не подвергается структурным изменениям, но поверхность изделия приобретает необходимые качественные характеристики. Напылять можно комбинированные слои (мягкие и твердые), тугоплавкие покрытия, различные по плотности составы.
Варианты плазменной металлизации
Для нанесения на металлическую поверхность некоторого слоя напыления в условиях высокотемпературной плазменной среды в качестве формирующих покрытий используют не только порошковые составы. В зависимости от того, какими свойствами должна обладать обработанная поверхность, используют следующие особенности плазменной металлизации:
- Наплавление высокоуглеродистой или легированной проволокой под флюсом. Для восстановления поверхностей используют наплавку в установках стержневым или пластинчатым электродом.
- Наплавка по порошковому слою под флюсом используется для реставрации деталей с обширными деформациями по окружности с толщиной слоя более 2 мм.
- Установки для напыления пропускают в качестве плазмообразующих газов аргон, азот, водород, гелий либо их смеси. Необходимо обеспечить отсутствие кислорода, чтобы исключить окисление наплавляемых покрытий.
Наиболее часто этот вид обработки используют для восстановления различных деталей при ремонте автомобильных двигателей. Так, при помощи диффузной металлизации удается восстановить отверстия коренных опор в блоках цилиндров (распространенная поломка), устранить износ головок цилиндров, реставрировать поршни из алюминиевого сплава, коленчатые валы из высокопрочного чугуна, ролики, катки.
При использовании ионно-плазменного напыления значительно возрастает износостойкость сложных узлов оборудования, механизмов и установок. Диффузная металлизация – это эффективный метод реставрации изношенного и усталого металла, а также оптимальный процесс для задания металлическим поверхностям необходимых прочностных и эксплуатационных характеристик.
Рис. 3. Микрофотография плазменного покрытия.
Плазменное напыление является одним из способов газотермического нанесения покрытий. В основе этого процесса лежит нагрев напыляемого материала до жидкого или пластического состояния, перенос его высокотемпературной плазменной струей к подложке с последующим образованием слоя покрытия.
При плазменном напылении в качестве напыляющих материалов применяют порошки, проволоки, прутки. Наиболее широко распространено напыление порошками. Схема плазменного напыления с использованием порошковых материалов показана на рис. 1. В плазмотроне, состоящем из водоохлаждаемого катодного узла (катод 2 и корпус 3) и анодного узла, с помощью источника 9 постоянного сварочного тока возбуждается плазменная дуга 8, которая стабилизируется стенками канала сопла и плазмообразуюшим газом, поступающим через подвод 1. Порошок подают из порошкового питателя 6 с помощью газа, который поступает по подводу 7.
Температура плазменной струи достигает 5000-55000 °С, а скорость истечения — 1000-3000 м/с. В плазменной струе частицы порошка расплавляются и приобретают скорость 50-500 м/с. Скорость полета частиц порошка зависит от их размера, плотности материала, силы сварочного тока дуги, природы и расхода плазмообразующего газа, конструкции плазмотрона. Порошок вводят в плазменную струю ниже среза сопла, на срез сопла или непосредственно в сопло. Нагрев напыляемых деталей не превышает 100-200 °С.
Рис. 1. Схема плазменного напыления порошком:
1 — подвод плазмообразующего газа; 2 — катод плазмотрона; 3 — корпус катода; 4 — изолятор; 5 — корпус анода; 6 — порошковый питатель; 7 — подвод газа, транспортирующего порошок; 8 — плазменная дуга; 9 — источник питания.
К преимуществам способа плазменного напыления относят возможность получения покрытий из большинства материалов, плавящихся без разложения и ограничения по температуре плавления. Производительность плазменного напыления достаточно высока: 3-20 кг/ч для плазмотронов с мощностью 30-40 кВт и 50-80 кг/ч для плазмотронов мощностью 150-200 кВт.
Плазменным напылением наносят покрытия как на плоские поверхности, так и на тела вращения и криволинейные поверхности. Для покрытия характерна слоистая структура с высокой неоднородностью физических и механических свойств (рис. 2). Тип связей между покрытием и деталью (подложкой), а также между частицами покрытия обычно смешанный — механическое сцепление, сила физического и химического взаимодействий. Прочность сцепления покрытия с подложкой обычно составляет 10-50 МПа при испытаниях на нормальный отрыв.
Физические особенности формирования покрытий обуславливают появление открытой и закрытой пористостей. По мере увеличения толщины наносимого слоя открытые поры перекрываются, и пористость покрытия снижается. Поэтому плотность плазменных покрытий отличается от плотности материала и колеблется в пределах 80-97%. Обычно пористость плазменных покрытий составляет 10-15%.
Толщина покрытия практически не ограничена возможностями самого способа. Однако в силу физических особенностей процесса образования покрытий с увеличением толщины наносимого слоя в нем возрастают внутренние напряжения, которые стремятся оторвать покрытие от подложки. Поэтому обычно толщина покрытия не превышает 1 мм. Конструктивную нагрузку несет материал детали, а материал покрытия придает поверхности детали такие свойства, как твердость, износостойкость и т. п.
В качестве плазмообразующих газов применяют аргон, азот высокой чистоты, водород, гелий, а также смеси этих и других газов. В последние десятилетия успешно развиваются процессы плазменного напыления с использованием в качестве плазмообразующего газа смеси воздуха с горючим углеводородным газом (метаном, пропан-бутаном).
Рис. 2. Схема структуры плазменного покрытия:
1 — граница между частицами напыленного материала;
2 — граница между слоями;
3 — граница между покрытием и деталью;
4 — частица напыленного материала;
5 — поверхность детали.
Для генерирования плазмы используют различные плазмотроны. Реализуемые в конкретной конструкции диапазон и уровень удельных мощностей характеризуют эффективность преобразования электрической энергии дуги в тепловую плазменной струи, а также технологические возможности плазмотрона.
Задача разработки технологического плазмотрона всегда сводится к созданию относительно простой, ремонтопригодной конструкции, обеспечивающей стабильную длительную работу в широком диапазоне изменения сварочного тока дуги, расхода и состава плазмообразующего газа, а также генерирование плазменной струи с воспроизводимыми параметрами, что позволяет эффективно обрабатывать материалы с различными свойствами.
В практике напыления применяют как однородные порошки различных материалов (металлов, сплавов, оксидов, бескислородных тугоплавких соединений), так и композиционные, а также механические смеси указанных материалов.
Наиболее распространены следующие порошковые материалы:
металлы — Ni, Al, Mo, Ti, Cr, Cu;
сплавы — легированныестали, чугун, никелевые, медные, кобальтовые, титановые, в том числе самофлюсующиеся сплавы (Ni-Cr-B-Si, Ni-B-Si, Co-Ni-Cr-B-Si, Ni-Cu-B-Si);
оксиды Al, Ti, Cr, Zr и других металлов и их композиции;
бескислородные тугоплавкие соединения и твердые сплавы — карбиды Cr, Ti, W и др. и их композиции с Со и Ni;
композиционные плакированные порошки — Ni-графит, Ni-Аl и др.;
композиционные конгломерированные порошки— Ni-Al, NiCrBSi-Al и др.;
механические смеси — Cr3C2+NiCr, NiCrBSi+Cr3C2 и др.
В случае применения композиционных порошков в технологии газотермического напыления преследуют следующие цели:
использование экзотермического эффекта взаимодействия компонентов (Ni-Al, Ni-Ti и т. п.);
равномерное распределение компонентов в объеме покрытия, например, типа керметов (Ni-Al203 и т. п.);
защита материала ядра частицы от окисления или разложения при напылении (Co-WC, Ni-TiC и т. п.):
формирование покрытия с участием материала, самостоятельно не образующего покрытия при газотермическом напылении (Ni-графит и т. п.);
улучшение условий формирования покрытий за счет увеличения средней плотности частиц, введение компонентов с высокой энтальпией.
Применяемые для напыления порошки не должны разлагаться или возгоняться в процессе напыления, а должны иметь достаточную разницу между температурами плавления и кипения (не менее 200 °С).
При выборе порошковых материалов для получения различных плазменных покрытий необходимо учитывать следующие положения.
Гранулометрический состав применяемых порошковых материалов имеет первостепенное значение, так как от него зависят производительность и коэффициент использования, а также свойства покрытий. Размер частиц порошка выбирают в зависимости от характеристик источника тепловой энергии, теплофизических свойств напыляемого материала и его плотности.
Обычно при напылении мелкодисперсного порошка получают более плотное покрытие, хотя в нем содержится большое количество оксидов, возникающих в результате нагрева частиц и их взаимодействия с высокотемпературным потоком плазмы. Чрезмерно крупные частицы не успевают прогреться, поэтому не образуют достаточно прочной связи с поверхностью и между собой или просто отскакивают при ударе. При напылении порошка, состоящего из смеси частиц разных диаметров, более мелкие частицы расплавляются в непосредственной близости от места их подачи в сопло, заплавляют отверстие и образуют наплывы, которые время от времени отрываются и в виде больших капель попадают на напыляемое покрытие, ухудшая его качество. Поэтому напыление предпочтительно следует производить порошками одной фракции, а все порошки перед напылением подвергать рассеиванию (классификации).
Для керамических материалов оптимальный размер частиц порошка 50-70 мкм, а для металлов — около 100 мкм. Порошки, предназначенные для напыления, должны иметь сферическую форму. Они обладают хорошей сыпучестью, что облегчает их транспортировку к плазмотрону.
Почти все порошки гигроскопичны и могут окисляться, поэтому их хранят в закрытой таре. Порошки, находившиеся некоторое время в открытой таре, перед напылением прокаливают в сушильном шкафу из нержавеющей стали слоем 5-10 мм при температуре 120-130 °С в течение 1,5-2 ч.
Порошок для напыления выбирают с учетом условий эксплуатации напыляемых деталей.
Возможными дефектами плазменно-дугового способа нанесения покрытий является отслоение напыленного слоя, растрескивание покрытия, появление на поверхности крупных капель материала покрытия, капель меди, а также разнотолщинность покрытия (выше допустимой).
С целью повышения адгезионной и когезионной прочностей и других качественных характеристик плазменные покрытия подвергают дополнительной обработке различными способами: обкатка роликами под током, очистка напыляемых поверхностей от окалины и удаление слабо сцепленных с основой или с предыдущим слоем частиц металлическими щетками в процессе самого напыления, струйно-абразивная и ультразвуковая обработка и др.
Одним из наиболее распространенных способов улучшения качества покрытий из самофлюсующихся сплавов является их оплавление. Для оплавления используют индукционный или печной нагрев, нагрев в расплавах солей или металлов, плазменный, газопламенный, лазерный и др. В большинстве случаев предпочтение отдают нагреву в индукторах токами высокой частоты (ТВЧ). Напыленные покрытия системы Ni-Cr-B-Si-C подвергают оплавлению при 920-1200 0С с целью уменьшения исходной пористости, повышения твердости и прочности сцепления с металлом — основой.
Технологический процесс плазменного напыления состоит из предварительной очистки (любым известным методом), активационной обработки (например, абразивно-струйной) и непосредственно нанесения покрытия путем перемещения изделия относительно плазмотрона или наоборот.
Литература:
Лащенко Г.И. Плазменное упрочнение и напыление. – К.: «Екотехнологiя», 2003 – 64 с.
Вас также может заинтересовать:
- Гальваническое покрытие
- Плазменное упрочнение
- Сверхзвуковое напыление
- Холодное газодинамическое напыление
- Анодирование металлов