Напыление металлов позволяет улучшить характеристики деталей, работающих в условиях, связанных сильным изнашиванием и механическими концентрированными нагрузками. Металлизация поверхностей повышает устойчивость и увеличивает срок службы. Кроме решения технических задач, напыление используется во время производства декоративных изделий, бижутерии, в пищевой, фармацевтической и химической промышленностях. Для напыления могут применяться различные металлы, конкретный выбор зависит от технического задания.
Химическое хромирование
Используется для обработки деталей со сложной геометрической формой, процесс основан на восстановлении хрома из растворов солей при помощи гипофосфита натрия. Осадок имеет серый цвет, блеск приобретается после полирования. Химическое хромирование протекает в ваннах с таким составом растворов.
Состав растворов для химического хромирования
- Фтористый хром, г — 17
- Хлористый хром, г — 1,2
- Лимоннокислый натрий, г — 8,5
- Гипофосфит натрия, г — 8,5
- Вода, л — 1
- Температура, °С — 70-87
Скорость процесса хромирования может достигать 2,5 мкм/ч, для изготовления ванн используется устойчивый пластик. Металлизация сопровождается выделением ядовитых химических соединений, растворы негативно влияют на кожу людей. Во время производства работ следует соблюдать правила техники безопасности, для очистки воздушной среды устанавливается принудительная вентиляция. Мощность вентиляции рассчитывается исходя из объема помещения или рабочей зоны с учетом минимальной кратности обмена.
На промышленных предприятиях монтируется вентиляция пластиковая, она позволяет выдерживать рекомендованные технологические параметры при минимальных финансовых потерях. Для промышленного хромирования химическим методом применяются специально разработанные растворы с улучшенными показателями.
Промышленные растворы для химического хромирования
При приготовлении растворов первым растворяется хлористый хром. Затем согласно схеме могут растворяться лимонно-кислый натрий и фтористый хром. Для ускорения химических процессов в состав добавляется щавелевая кислота. Ионы хрома образуют с ней химически активный ион, скорость покрытия возрастает до 7 мкм/ч и более. Процентное содержание ингредиентов корректируется технологами с учетом поставленных конечных задач по обработке деталей.
Для получения расчетного покрытия необходимо выполнять следующие требования:
- Качественная подготовка поверхностей. Детали очищаются механическим и химическим способами, при необходимости поверхности шлифуются.
- Оборудование должно обеспечивать максимальную автоматизацию процесса для исключения вредного влияния человеческого фактора.
- Постоянный контроль за состоянием раствора, фильтрование, поддержание заданной концентрации, своевременная замена катода.
Нарушение рекомендованной технологии может становиться причиной отслоений покрытий или образования глубоких раковин. Необходимость исправления дефектов приводит к значительному увеличению себестоимости производства.
Линия химического хромирования
Визуальный контроль химических процессов производится за счет определения количества выделяемого водорода, технологи рекомендуют для улучшения процесса одновременно покрывать детали из нескольких металлов. Слишком интенсивное выделение водорода может становиться причиной появления раковин, скорость процесса регулируется в каждом конкретном случае.
Газоплазменное напыление
Газоплазменное напыления позволяет получать чистое покрытие с высокими показателями адгезии. Процесс протекает при температурах до +50 000°С, скорость струи оставляет 500 м/с, температура поверхности обрабатываемой детали составляет не более +200°С.
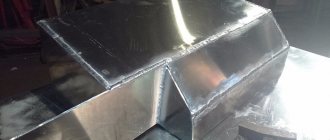
Газоплазменное напыление металлов
Шероховатость поверхности напыляемых деталей до 60 Rz, зона обдува должна на 2–5 мм превышать номинальный размер напыляемого участка. Для работы используются порошки одной фракции по размерам, необрабатываемые участки детали закрываются специальными экранами. Перед процессом поверхность деталей предварительно прогревается до рабочих технологических температур.
Режимы работы оборудования при газоплазменном напылении
Схема оборудования для напыления
Оборудование для порошкового напыления состоит из подвода газа (1), катода плазмотрона (2), корпуса катода (3), теплоизолятора (4), корпуса анода (5), порошкового питателя (6), подвода газа-носителя (7), плазменной дуги (8) и источника питания (9).
Газоплазменное напыление допускает финишную обработку покрытий для улучшения характеристик деталей, в таком случае толщина покрытия должна учитывать механическую шлифовку.
Напыление в вакууме
Перенос напыляемых металлов выполняется при разрежении 10 -2 Па, напыление может быть катодным, магнетронным или ионно-плазменным. Вакуум увеличивает прочность сцепления поверхностей. Оборудование для технологии может быть многокамерным или многопозиционным однокамерным. Первые линии состоят из нескольких установок, в каждой из которых выполняется определенное напыление металлов, агрегаты между собой соединены технологическими линиями для транспортировки деталей. Многопозиционные имеют несколько отдельных постов для напыления в одном объеме. Вакуумное напыление производится по следующим этапам:
- Создание вакуума заданной глубины. Мощные компрессоры откачивают воздух из камеры, металлизация контролируется автоматическими приборами.
- Распыление покрывающего материала. В зависимости от особенностей процесса напыление металлов может выполняться несколькими способами.
- Транспортировка деталей в зависимости от их состояния.
Установка вакуумного напыления
Технологические определения Вакуумное напыление – сложный технологический процесс, зависящий от нескольких параметров:
- Критическая температурная точка напыления. Выше этого значения весь объем направляемых частиц отражается от поверхности детали, напыление металлов приостанавливается. Параметр зависит от металла детали, состояния ее рабочей поверхности и свойств напыляемых материалов.
- Критическая плотность давления. Минимальная плотность, при которой осадочная пленка адсорбируется и становится неспособной принимать атомы металла, напыление прекращается. Контроль критической плотности в установках выполняется непрерывно, при необходимости параметры условий корректируются. В зависимости от состава пленки могут быть моно- или поликристаллическими и аморфными.
Для повышения производительности вакуумное оборудование комплектуется механизмами автоматизированной транспортировки деталей в камеру и из нее, экранами и манипуляторами, заслонками и прочими механизмами. Напыление осуществляется в полуавтоматическом режиме.
Использование вакуумного оборудования позволяет получать напыление металлов с максимальным коэффициентом адгезии, увеличивается скорость протекания процесса, покрытия отличаются повышенной твердостью и химической устойчивостью. Недостаток – высокая энергоемкость процесса. Кроме того, вакуумное напыление не рекомендуется использовать для деталей со сложным профилем поверхностей.
Вопросы эффективной защиты и декоративного оформления поверхностей изделий из различных материалов являются достаточно актуальными как для производственников, так и для многих домашних мастеров. Эффективно решить такие задачи позволяет химическая металлизация, которую можно выполнить и своими руками.
Читать также: Как разобрать двигатель шуруповерта
Технология химической металлизации может использоваться практически на любых жестких поверхностях
Подробности
Процесс подготовки
Для того, чтобы получить гладкую поверхность на стадии подготовку следует отполировать заготовку. Посредством войлочного или иного полировочного круга устраняют царапины, а еще будут затягиваться большие по размеру поры. Отсутствие микроскопических неровностей снижается вероятность образования прогаров. Анодная пленка не может скрывать внешние изъяны. До начала анодирования следует определиться с размером обрабатываемых деталей. Полученный слой имеет толщину в 50 мк, и потому на обработанную резьбу невозможно накручивать гайку. Если все детали соединяются посредством посадки, то не следует забывать, что после анодирования детали шлифованию не подлежат.
Для выполнения процесса требуются емкости. Они для проведения анодирования должны обязательно соответствовать размерам элементов, быть чуть больше. В связи с этим обычно применяют несколько ванн. Материал изготовления емкости – алюминий. Но если изделия малого размера, то подойдут и контейнеры из пластика. Лишь на днище и вдоль стенок требуется укладывать листы алюминия. Это требуется для того, чтобы создавать ток равномерной плоскости по общему объему в целом. Электролит нуждается в изоляции от внешних воздействий тепла. При прогревании требуется его поменять. Для исключения нагрева емкости снаружи следует покрывать слоем тепловой изоляции. Ее можно обклеивать пенопластом до 5 см толщиной, или помещая в короб, заполняя свободное место монтажной пенкой.
Обратите внимание, что для анодирования в домашних условиях раствор серной кислоты получают посредством разбавления электролита для аккумуляторов автомобиля дистиллировать водой в пропорции 1 к 1. Купив канистру с объемом 5 литров, можно получить 10 литров раствора.
Смешивание, когда в кислоту добавляют немного воды, сопровождается сильным выделением тепла, и она в буквальном смысле начинает вскипать и разбрызгиваться. По этой причине в целях безопасности серную кислоту вливают в канистру с водой. До начала процесса анодирования его подвергают химическим подготовкам. Речь идет про процесс обезжиривания. В промышленных условиях производят обработку калием или едким натром. Но в домашних условиях лучше применять обычные хозяйственное мыло. Посредством мыльного раствора и зубной щетки с поверхности следует хорошо убрать загрязнения. После этого для начала заготовки следует промыть теплой водой, а после и холодной. Кстати, альтернативой хозяйственному мылу может стать стиральный порошок. Его следует растворить в закрытом контейнере из пластика и поместить туда обрабатываемые детали, следует сильно встряхнуть. Далее детали промывают и просушивают воздушным горячим потоком. Активный кислород, который содержится в стиральном порошке, а еще защищает обезжиренные изделия, даже если взять их руками без защитных перчаток.
Подготовительный этап электролита
Растворы кислот можно считать небезопасными реактивами, и потому для проведения анодирования алюминиевых металлов в домашних условиях прибегают к остальному виду раствора. для его приготовления применяют соду и соль, которые всегда есть под рукой. Для изготовления электролита требуется взять пару пластмассовых емкостей, и в них наводят содовый и солевой раствор, соблюдая пропорцию – на 1 меру соли или соды следует добавить 9 порций дистиллированной воды. После того, как компоненты растворятся, раствор следует выдерживать с целью оседания частиц на дно, которые растворились. При переливании в емкость для анодирования его следует процедить.
Способы анодирования алюминия
Было создано несколько методов для того, чтобы производить обработки сплавов из алюминия, но широкое применение нашел именно химический метод в электролитной среде. Для того, чтобы сделать такой раствор, применяют следующие кислороды:
- Щавелевую.
- Серную.
- Хромовую.
- Сульфосалициловую.
Для того, чтобы придавать дополнительные свойства раствору органические кислоты или даже соли. В домашних условиях в основном применяют серные кислоты, но при обработке деталей со сложными конфигурациями предпочтительно применять хромовую кислоту. Процесс производится при температуре от 0 до +50 градусов. При низкой температуре на алюминиевой поверхности образуется твердое покрытие. При повышении уровня температуры процесс начинает протекать куда быстрее, но при этом покрытие будет иметь высокую степень мягкости и пористости.
Помимо химического способы в определенных случаях применяют такие способы анодирования алюминия:
- Микродуговое.
- Цветное – при помощи опускания в электролит, адсорбацией. Опусканием в окрашивающих раствор и гальваникой.
- Интегральное.
- Интерферентное.
Теперь рассмотрим еще пару способов подробнее.
Тепловой метод анодирования
Анодирование стали в домашних условиях (причем теплое) применяется для получения базы под краску. Покрытие пористого типа, но за счет этого оно будет иметь высокую степень адгезии. Нанесенная поверх эпоксидная краска будет надежно защищать сталь и алюминий от внешнего вида воздействий. Недостатком будет считаться низкая прочность механического типа и коррозионная устойчивость покрытия. Оно разрушается при контактировании с морской водой и активными металлами. Такой метод можно производить в домашних условиях. Процесс будет протекать при комнатной температуре или даже выше (но не больше +50 градусов). После обезжиривания заготовки устанавливают на подвесках, которые будут удерживать из в электролитном растворе.
Анодирование продолжается до тех пор, пока на поверхности не будет образовываться покрытие молочного цвета. После снятия напряжения заготовки следует промывать в прохладной воде. Далее элементы подлежат окрашиванию. Производить окрашивание их путем помещения в контейнер с горячим красителем. После этого полученный результат следует закрепить на протяжении 60 минут.
Холодный способ
Для выполнения анодирования такого металла, как алюминий, требуется:
Источник питания 12 В (стабилизатор или АКБ).- Реостат.
- Алюминиевые провода.
- Емкости для раствора.
- Амперметр.
Кстати, холодная технология будет отличаться тем, что рост покрытия анодированного типа со стороны металлов протекает с огромной скоростью, чем его растворение со стороны извне. Для начала следует произвести подготовительные работы, которые описаны ранее. Далее следует закрепить детали. Не забывайте еще и про то, что под крепежными элементами не образуется пленка. А подвешенные заготовки при опускании в емкость не должны касаться дна и стенок. К элементам от источника питания следует подключить анод, получается, к емкости под катод. Плотность тока должна быть подобрана в пределах от 1.6 д 4 А/дм2. Рекомендуемое значение от 2 до 2.2 А/дм2. При малом значении процесс будет протекать куда медленнее, а при большом может появиться пробой в цепи и покрытие начинает разрушаться.
Не рекомендовано, чтобы температура электролита поднимается выше +5 градусов. При анодировании электролит будет прогреваться неравномерно. В центре он будет теплее, чем в углах емкости, и потому требуется постоянное смешивание.
Длительность процесса анодирования при холодном методе составляет примерно ½ часа для небольшого элемента. Для крупных деталей длительность может составить от 1 до 1.5 часов. На окончание процесса указывает измененный оттенок на поверхности изделия из алюминия. После отсоединения проводов деталь следует промыть.
Виды металлизации
Металлизация изделий, как понятно из названия данного процесса, заключается в том, что на их поверхность наносится тонкий металлический слой. Подвергаться такой обработке может не только металл, но также пластик, древесина, стекло и другие материалы. Наиболее популярными и известными видами такого процесса являются металлизация хромом (хромирование), покрытие поверхности изделия слоем цинка (цинкование), менее известным – алитирование, в процессе которого на поверхность наносится слой алюминия.
Химическая металлизация. Рама для зеркала
В зависимости от того, какое оборудование и какая технология используются для металлизации, данная обработка подразделяется на различные виды. Так, на сегодняшний день хорошо отработаны и активно применяются следующие способы нанесения металлического покрытия:
- гальваническая металлизация, выполняемая в ваннах со специальным электролитом;
- электродуговая металлизация, при которой покрытие на обрабатываемую поверхность наносится посредством электродугового плавления металлического электрода и последующего распыления расплавленного металла при помощи струи сжатого воздуха;
- газоплазменное напыление, при которой, как и при осуществлении дуговой технологии, металл наносится на поверхность изделия в расплавленном мелкодисперсном состоянии (как и электродуговая металлизация, газоплазменное напыление является достаточно сложным технологическим процессом, поэтому их применяют преимущественно в производственных условиях);
- плакирование – нанесение на поверхность слоя металла и его последующая горячая прокатка;
- диффузионная металлизация, суть которой заключается в том, что атомы наносимого металла под воздействием высокой температуры проникают в поверхностный слой обрабатываемого изделия;
- горячая металлизация – формирование покрытия при погружении изделия в ванну с расплавленным металлом;
- химическая металлизация.
На последней технологии стоит остановиться подробнее, так как она оптимально подходит для того, чтобы наносить металлические покрытия на различные изделия своими руками в домашних условиях.
Плазменное оксидирование
Такое оксидирование проводят в среде с высокой концентрацией кислорода с помощью низкотемпературной плазмы. Плазма создаётся благодаря разрядам, возникающим при подаче токов высокой или сверхвысокой частоты.
Плазменное оксидирование используют для формирования оксидированных плёнок на достаточно небольших поверхностях.
В основном его применяют в электронике и микроэлектронике. С его помощью образуют слои на поверхности полупроводниковых соединений, так называемых p-n переходах. Такие плёнки используют в транзисторах, диодах (в том числе в туннельных диодах), интегральных микросхемах. Кроме этого она используется для повышения светочувствительного эффекта в фотокатодах.
Разновидностью плазменного оксидирования является оксидирование с применением высокотемпературной плазмы. Иногда её заменяют на дуговой разряд с повышением температуры до 430 °С и выше. Применение этой технологии позволяет значительно повысить качество образуемых покрытий.
Технологические особенности химической металлизации
Химическая металлизация может проводиться с различными целями, основной из которых является улучшение декоративных характеристик обрабатываемого изделия. Кроме того, полученное методом химической металлизации покрытие позволяет скрыть такие дефекты обрабатываемой поверхности, как мелкие поры и микротрещины. В отдельных случаях данную технологию используют для того, чтобы выполнить восстановление поверхности.
Если обобщить цели применения данного метода обработки, то все они заключаются в том, чтобы улучшить характеристики материала, из которого изготовлено изделие. К таким характеристикам, в частности, относятся:
- декоративные свойства;
- коррозионная устойчивость;
- твердость;
- износоустойчивость и др.
При этом, нанося на поверхность металлический слой химическим способом, можно получить покрытие с требуемыми характеристиками.
Процесс химической металлизации разделяется на несколько этапов, легко осуществимых на любом лакокрасочном производстве
Основная задача, которую необходимо решить при выполнении хим металлизации, – это обеспечить оптимальные условия для протекания окислительно-восстановительных реакций. При обеспечении таких условий из состава химического вещества происходит вылет атомов, окислительно-восстановительный потенциал которых находится на более высоком уровне. Конечно, такой процесс сложно проконтролировать визуально, но его результат – изменение цвета обрабатываемой поверхности – будет заметен сразу.
Сама технология выполнения металлизации химическим способом заключается в следующем: на изделие наносятся специальные химические реагенты, которые начинают вступать между собой в реакции. В результате на обрабатываемой поверхности формируется тонкий слой металла. Металлическое покрытие, полученное химическим способом, может быть выполнено не только в определенном цвете, но и иметь несколько оттенков с плавными переходами между ними. Известный многим специалистам и домашним мастерам метод каталитического хромирования изделий, к слову, также выполняется по технологии химической металлизации.
Если наблюдать за выполнением химической металлизации на видео, можно обратить внимание на то, что данный метод не отличается сложностью. Со стороны данный способ нанесения металлического покрытия напоминает простую покраску поверхности.
Используемые материалы и оборудование
Химическую металлизацию, как уже говорилось выше, можно выполнять своими руками и в условиях домашней мастерской. При этом изделия, отличающиеся небольшими размерами и несложной формой, обрабатывают по такой методике даже без использования специального оборудования. Если же такое оборудование в вашем распоряжении имеется, то наносить слой металла химическим способом можно даже на габаритные детали сложной конфигурации.
Самостоятельно занимаясь выполнением такой процедуры, следует соблюдать предельную осторожность, так как при этом используются опасные для здоровья химические реактивы. Если правильно подготовить оборудование и материалы для выполнения химической металлизации, то своими руками в домашних условиях можно получать на различных изделиях покрытия, качество которых практически не отличается от тех, которые сформированы на заводе.
Реагенты для химической металлизации
В наборе для химической металлизации должны быть реактивы, обладающие свойствами активатора и восстановителя. Для выполнения данной процедуры потребуется также грунтовка, которая наносится на обрабатываемую поверхность, и лак, защищающий готовое покрытие от негативного влияния внешних факторов. Для нанесения финишного лакового покрытия следует выбирать материал, обладающий высокой твердостью и износостойкостью.
Чтобы окрасить наносимый металлический слой в желаемый цвет, можно использовать специальный красящий тонер. Грунтовка, о которой говорилось выше, необходима для того, чтобы улучшить адгезию наносимого металлического слоя с материалом, из которого изготовлено обрабатываемое изделие. Результат химической металлизации, выполняемой своими руками, не всегда может быть качественным. Однако нанесенное покрытие можно удалить, используя для этого специальные смывочные растворы.
Установка химической металлизации предназначается для нанесения покрытия на любые твердые поверхности
Теплое анодирование
Способ теплого анодирования используется для получения основы под покраску. Покрытие пористое, но за счет этого обладает высокой адгезией. Нанесенная сверху эпоксидная краска надежно защитит алюминий от внешних воздействий.
Недостатком считается низкая механическая прочность и коррозионная стойкость покрытия. Оно разрушается при контакте с морской водой и активными металлами. Данный способ можно произвести в домашних условиях.
Процесс протекает при комнатной температуре или выше (не более 50°С). После обезжиривания заготовки устанавливаются на подвесе, который удерживает их в растворе электролита.
Анодирование продолжается до тех пор, пока на поверхности не появится покрытие молочного цвета. После снятия напряжения заготовки промываются в холодной воде. Затем детали подлежат окрашиванию. Красят их путем помещения в емкость с горячим красителем. После чего полученный результат закрепляют на протяжении 1 часа.
Методы цветного анодировния алюминия
Химическая металлизация в домашних условиях
Если вы решили выполнить химическую металлизацию своими руками, следует не только изучить теоретический материал, но и просмотреть обучающее видео на данную тему. Естественно, необходимо подготовить комплект оборудования и расходных материалов для выполнения этого технологического процесса.
Для химической металлизации используются опасные для здоровья химические реактивы, работая с которыми, следует строго соблюдать требования по технике безопасности. Сама же технология химической металлизации, как уже говорилось выше, не представляет особой сложности и напоминает обычную покраску. Главное при этом – строго придерживаться определенной последовательности действий. Более подробно познакомиться с такой методикой позволяют видео, которые несложно найти в интернете.
Читать также: Простейший импульсный блок питания своими руками схема
Простейшая установка для химической металлизации может состоять из эмалированной емкости и паяльной лампы. Для выполнения обработки потребуются соответствующие реагенты и знание химии, чтобы правильно их смешивать. Изучив теоретический материал, просмотрев соответствующее видео и подготовив свой аппарат для химической металлизации, можно приступать к самой металлизации.
Алгоритм действий в данном случае таков:
- Проводят тщательную очистку обрабатываемой поверхности от загрязнений.
- Выполняют обезжиривание. К данному этапу следует подойти очень ответственно, так как от качества его выполнения во многом зависят характеристики наносимого покрытия. Проводить такую процедуру можно при помощи щелочного раствора или качественного моющего средства, позволяющих удалить с поверхности изделия все органические загрязнения.
- Промывают обезжиренную поверхность водой.
- Если химической металлизации подвергается не все изделие, то те его участки, на которые не будет наноситься покрытие, необходимо заизолировать при помощи свинца, устойчивого к воздействию электролитического раствора.
- Изделие крепят на проводе, по которому к нему будет подаваться электрический ток, и опускают в емкость с электролитическим раствором. Выдерживать изделие в таком растворе следует в течение часа.
- Обработанное изделие извлекают из раствора, просушивают, остужают и, если качество нанесенного покрытия достаточно высокое, полируют.
В домашних условиях можно использовать мини-установку для химической металлизации, работающую от компрессора
Чтобы получить на обрабатываемой поверхности качественный металлический слой и при этом не навредить своему здоровью, следует придерживаться определенных рекомендаций.
- Перед началом процедуры надо проверить надежность всех электрических контактов, на которые будет приходиться основная нагрузка.
- При выполнении всех этапов химической металлизации (особенно при извлечении обрабатываемого изделия из электролитического раствора) следует пользоваться резиновыми перчатками, которые защитят кожу ваших рук от химических и термических ожогов.
- Помещение, в котором выполняется металлизация химическим способом, должно быть хорошо проветриваемым. Объясняется это требование тем, что при выполнении этой процедуры происходит интенсивное выделение газов и образование тумана, раздражающего слизистые оболочки органов дыхания и зрения.
- Не лишним при выполнении химической металлизации будет использование респиратора и защитных очков.
Металлизация с использованием стандартного краскораспылительного оборудования
В целом, если правильно подготовиться к химической металлизации, тщательно изучить все теоретические аспекты данного процесса и просмотреть соответствующее видео, то в результате можно получить качественные декоративные покрытия, отличающиеся еще и отличными защитными свойствами. Используя такую технологию, вы даже в домашних условиях сможете изготавливать различные изделия декоративного назначения, реставрировать поверхности изношенных деталей, наносить на них покрытие, защищающее их от негативного влияния внешней среды.
Важно, что такой процесс не требует применения сложного технологического оборудования, особых знаний и опыта, а также значительных финансовых вложений. Надо только изучить все аспекты методики, а также строго придерживаться технологических рекомендаций и требований по технике безопасности.
Покрытие деталей слоем металла осуществляется по разным методикам и в различных целях. Соответственно, отличаются и технологии работы. Химическая металлизация не является в исполнении сложной, поэтому и применяется более широко, особенно в домашних условиях. О том, в чем смысл данного способа, какие понадобятся реагенты и оборудование, что следует учитывать – со всем этим предметно и разберемся.
Занимаясь самостоятельной обработкой металлических образцов в быту, ориентируются, как правило, на их внешний вид, который они приобретут в результате технологической операции. Именно поэтому, когда говорят о металлизации химической в домашних условиях, априори подразумевается, что это хромирование. Вот на нем и будет сделан акцент. Именно методика покрытия тонким слоем Cr различных деталей (в основном, колесных дисков) интересует большинство автовладельцев.
Автор обращает внимание, что простота химической металлизации, что бы ни утверждалось в статьях данной тематики – кажущаяся. На практике домашнему мастеру придется столкнуться с рядом проблем. Что это за «подводные камни», можно ли их преодолеть – разберемся сначала с этим.
Технология анодирования
Процесс анодирования можно разделить на три части:
- подготовительный процесс;
- химическую обработку;
- закрепление.
Подготовительный процесс
На этом этапе алюминиевый профиль подвергается механической и электрохимической обработке. Под механической обработкой понимается очистка металла, его шлифование и обезжиривание. Далее изделие кладут сначала в щелочной раствор для травления, а затем перекладывают в кислотный для осветления. Завершается подготовка промывкой поверхности. Причем промывка осуществляется несколько раз, чтобы полностью удалить кислотные вещества с металла.
Химическая обработка
Химическое оксидирование алюминия представляет собой обработку металла в электролите. В качестве электролитов используются растворы различных кислот (серной, хромовой, щавелевой, сульфосалициловой). Порой в растворы добавляют соль или органическую кислоту.
Наиболее распространенный электролит – серная кислота. И все же этот электролит не применяется для обработки изделий сложной формы, на которых имеются небольшие отверстия или зазоры. В таких случаях предпочтительна хромовая кислота. А вот щавелевая кислота позволяет значительно улучшить разноцветные изоляционные покрытия.
Химическое оксидирование алюминия
Качество процесса зависит от нескольких составляющих, в числе которых концентрация, температурный режим и плотность тока. Высокие температуры способствуют ускорению анодирования. Причем пленка образуется мягкая и высокопористая. Если необходимо твердое покрытие, применяется более низкая температура.
Химическое оксидирование алюминия может осуществляться при температурах от нуля, до плюс 50 градусов по Цельсию. Плотность тока может варьироваться от 1 до 3 Ампер на квадратный дециметр. Показатель электролитной концентрации может находиться в пределах 10-20%.
Закрепление
После оксидирования металл выглядит, как пористая поверхность (даже при использовании холодного режима). Чтобы поверхность была достаточно прочной, эти поры нужно перекрыть. Делается это одним из трех способов:
- окунанием изделия в горячую пресную воду;
- обработкой паром;
- размещением металла в так называемом «холодном растворе».
Обратите внимание! Если изделие будет окрашиваться, процесс закрепления не нужен, поскольку лакокрасочный материал естественным образом заполнит имеющиеся поры.
Существует три разновидности оборудования для оксидирования алюминия:
- основное (ванны);
- обслуживающее (обеспечение работы);
- вспомогательное (подача изделий в ванну, проведение подготовки, складирование и т.п.).
Особенности химической металлизации в домашних условиях
- Деталь, подвергающаяся обработке, помещается в резервуар (ванну). Вывод №1 – хромирование имеет ограничение, связанное с габаритами образца. Если емкость для тех же дисков подобрать еще можно, то металлизацию на дому, к примеру, бампера легкового авто, произвести вряд ли получится.
- В процессе работы происходит интенсивное выделение токсичных испарений. Заниматься металлизацией не рекомендуется даже на открытом воздухе, так как невозможно предугадать, когда и как изменится ветер. А если его нет вообще, полный штиль? Вывод №2 – планируя делать хромирование чего-либо в домашних условиях, необходимо позаботиться о выборе помещения, причем организовать там вентиляцию принудительную, так как естественной будет явно недостаточно.
- После завершения процесса химической металлизации остается электролит. Жидкость достаточно агрессивная. Куда ее девать? Вывод №3 – необходимо заранее определиться с утилизацией отходов производства.
Исходя из вышесказанного, читателя, который рассчитывает проводить хромировку где-нибудь на кухне, придется разочаровать. Словосочетание «в домашних условиях» не следует понимать буквально. Подразумевается, что металлизация делается не на производстве, на специальном оборудовании, а своими силами, с помощью простейших реагентов и принадлежностей.
Поэтому придется переместиться в гараж, сарай или еще куда, предварительно подготовив рабочее место. Как вариант – балкон или открытая лоджия, но только при условии, что предполагается покрытие хромом сравнительно небольшой заготовки, с использованием малого количества электролита.
Что понадобится для хромирования
О помещении уже сказано. Теперь об оборудовании и материалах.
Источник постоянного напряжения
Технология металлизации предполагает использование различных электролитов и емкостей, соразмерным габаритам обрабатываемого образца. Следовательно, если речь не идет лишь о хромировании одной-единственной детали, то должна быть возможность регулировки силы тока. Простейший самодельный блок питания, использующийся в домашних условиях – трансформатор + выпрямитель + реостат.
Читать также: Зазор между статором и ротором
Элементы эл/схемы
В основном это касается сечения проводов. Практика показывает, что 3-х «квадратов» при домашнем хромировании деталей вполне достаточно. Необходимо также приготовить зажимы, которыми они будут скрепляться с электродами. В продаже есть типа «крокодил». Стоимость – копеечная, а удобство работы с ними – максимальное.
Примерное время хромирования известно, поэтому постоянное присутствие рядом с резервуаром не обязательно. Но для этого придется собирать небольшую электронную схему. Для тех, кто в этом не понимает, данный вариант неприемлем.
Ванночка
Ее материал должен быть нейтрален по отношению к жидкостям, тем более агрессивным. Поэтому лучше всего подходит стекло. Но это касается в основном малогабаритных деталей, которые смогут поместиться, скажем, в стандартной 3-литровой банке. Как вариант – емкости от промышленных аккумуляторов, с толстыми стенками. В таких любители аквариумов часто выращивают мальков. Но достать эти сосуды довольно сложно.
«Внешняя» емкость
Исходить нужно из того, что в нее будет устанавливаться выбранный стеклянный сосуд, который снаружи обкладывается утеплителем. Что можно использовать? Например, бочку, бидон, короб или ящик (даже деревянный).
Материал для теплоизоляции
Выбор большой, в зависимости от размеров емкостей – опилки, минвата, песок, стеклоткань. Задача – добиться эффекта «термоса». Поэтому необходимо изготовить крышку, которая должна полностью закрывать «внешний» резервуар. Если это ящик, то подойдет фрагмент, вырезанный из ФК, ОСВ или чего-то подобного. Нужно лишь предусмотреть гидроизоляцию крышки с внутренней стороны, если она из материала, в состав которого входит древесина. Что учесть? Из чего-бы крышка ни делалась, она не должна быть токопроводящей!
Нагревательный элемент
Чтобы упростить себе задачу, его можно приобрести. Ассортимент ТЭН достаточно большой, так что подобрать по конфигурации, размеру и мощности – не проблема.
Электроды
Могут быть пластинчатыми или стержневыми (например, из латуни, меди). В качестве «минусового» в домашних условиях обычно используется зажим, удерживающий обрабатываемый образец.
Кронштейн
Без этой «детали» не обойтись. Заготовка, которая помещается в электролит для металлизации, должна находиться в подвешенном состоянии. В противном случае та еее часть, которая будет примыкать к дну сосуда, останется необработанной. Конструкция кронштейна, способ его фиксации выбирается самостоятельно, в зависимости от условий проведения работы.
Сушильный шкаф
На последнем этапе металлизации деталь необходимо подвергнуть термообработке. Иначе не добиться характерного (и желаемого) блеска.
Порядок приготовления электролита
Методик, как и используемых реагентов, довольно много. Для хромирования в домашних условиях наиболее распространенный вариант электролита – на основе серной кислоты и хромового ангидрида. Соотношение компонентов: 2,5 г H2SO4 + 250 г CrO3 на 1 л чистой воды.
- Сначала наполняется ванночка. Вода (самая лучшая – дистиллированная) заливается примерно на ½. Ее оптимальная температура 60 – 65 ºС. В таких условиях растворение соединения хрома произойдет быстрее. Загрузка CrO3и тщательное перемешивание до исчезновения всех крупиц. Если необходимо, доливается еще определенное количество воды (до требуемого объема), далее – серная кислота.
После перемешивания полученного раствора он подвергается «проработке». Она заключается в том, что через него пропускается постоянный ток. Его сила рассчитывается из соотношения: 1л – 6,5 А. Визуально готовность электролита можно определить по его оттенку. Он должен приобрести окрас темно-коричневый. После этого раствор отстаивается в темном и прохладном месте не менее 24 часов.
Подготовительный процесс
Для получения гладкой поверхности на стадии подготовки необходимо заготовку отполировать. С помощью войлочного или другого полировального круга устраняются царапины, затягиваются большие поры. Отсутствие микронеровностей снижает вероятность появления прогаров. Анодная пленка не способна скрыть внешние дефекты.
Перед анодированием алюминия необходимо определиться с размерами обрабатываемых деталей. Получаемый слой имеет толщину 50 микрон, поэтому на обработанную резьбу невозможно будет накрутить гайку. Если же детали соединяются с помощью посадки, то не стоит забывать, что после анодирования детали шлифовке не подлежат.
Проведение анодирования в домашних условиях
Для проведения процесса необходимы емкости. Емкости для анодирования должны соответствовать размерам деталей, быть чуть больше. В связи с чем обычно пользуются несколькими ваннами. Материал емкостей – алюминий. Но если изделия небольшого размера, то подойдут пластиковые контейнеры. Только на дно и вдоль стенок необходимо уложить алюминиевые листы. Это необходимо, чтобы создать ток равномерной плотности по всему объему.
Электролит нуждается в изоляции от внешнего воздействия тепла. При нагревании его придется менять. Для исключения нагрева емкости снаружи покрываются слоем теплоизоляции. Ее можно обклеить пенопластом до 50 мм толщиной или, поместив в короб, заполнить свободное пространство монтажной пеной.
Раствор серной кислоты получают путем разбавления электролита для автомобильных аккумуляторов дистиллированной водой в пропорциях один к одному. Купив канистру емкостью 5 литров, раствора можно получить 10 литров.
Смешивание, когда в кислоту добавляется вода, сопровождается обильным тепловыделением, и она буквально вскипает разбрызгиваясь. Поэтому в целях безопасности серную кислоту вливают в емкость с водой.
Подготовка детали к металлизации
Пока электролит отстаивается, самое время заняться этим.
Удаление загрязнений
Чтобы хромирование было качественным и недорогим, покрывающий деталь слой должен быть однородным и тонким. Этого можно добиться, если поверхность зачищена до самой основы. Чем удалять инородные фракции и обезжиривать, решается самостоятельно. Для образцов с ровными гранями достаточно, как правило, «шкурки». В остальных случаях придется подумать, как и чем удалить грязь и ржавчину.
Обезжиривание
Это второй подготовительный этап. Ограничиваться лишь традиционными средствами – бензином, уайт-спиритом, растворителем «666» или чем-то подобным – значит, не добиться качественной металлизации. Хромировка на такой поверхности долго не продержится.
Дополнительная обработка производится в растворе, который специально готовится для этих целей. Рецептов много, но наиболее популярный при металлизации на дому следующий:
150 (едкий натр) + 50 (кальцинированная сода) + 5 (силикатный клей).
*Из расчета г/л воды.
Предварительно обработанная заготовка погружается в этот раствор, который должен быть доведен до температуры 85 (±5) ºС. Время выдержки зависит от рельефности детали и степени ее остаточного загрязнения (от ⅓ до 1,5 часов).