Одной из самых сложных и трудоемких задач современного сварочного производства является соединение изделий из чугуна, особенно когда речь идет о крупногабаритных конструкциях. Сегодня для качественной сварки чугунных изделий преимущественно используют электроды ЦЧ-4.
Электроды ЦЧ-4 предназначены для холодной сварки обычного и высокопрочного чугуна.
Общие характеристики электродов типа ЦЧ4
Конструктивно элементы этого типа представляют собой стержни, на которые нанесено основное покрытие. Применяются для работы по чугуну высокой степени прочности (с шаровидным графитом в его составе), а также для сварки изделий из серого чугуна (с графитом пластинчатого типа).
Функциональное назначение этих электродов включает качественное соединение объектов, изготовленных из разнородных металлов, сварку поврежденных элементов конструкций, формирование новых сварных швов и исправление (заварку) различных дефектов, возникающих в процессе отливки, специальную наплавку начальных слоев металла на чугунные детали.
Параметры сварочных материалов
Для качественных сварочных работ важно, чтобы все параметры электрода были оптимально подобраны.
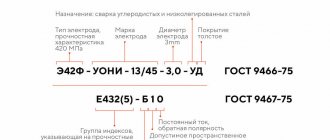
То или иное практическое применение влияет на выбор диаметра указанного элемента – он может варьироваться от 3 до 5 мм. В зависимости от предстоящей сварочной операции необходимо установить правильный режим тока – 65-80, 90-120 или 130-150 ампер.
Для качественных сварочных работ нужно правильно подобрать электроды.
Для эффективной работы следует предварительно прокалить электроды. Чтобы добиться наилучших результатов, сделать это рекомендуется при температуре +170…+200°C.
Химический состав наплавленного металла
В модели ЦЧ-4 присутствуют следующие химические компоненты:
- углерод (С) – 0,25%;
- марганец (Mn) – 0,5/2,5%;
- фосфор (P) – 0,07%;
- сера (S) – 0,04%;
- кремний (Si) – 0,10/0,80%;
- ванадий (V) – 8,5/10,5%.
Стержень электрода имеет железную основу.
Этот металл позволяет качественно работать с материалом, из которого изготовлен свариваемый объект, обеспечивает получение высокопрочного шва.
Общие характеристики
Электроды ЦЧ-4 для сварки чугуна являются стержнями с основным покрытием. Они используются для работы с высокопрочным чугуном в составе с шаровидным типом графита и с серым чугуном в составе с пластинчатым типом графита.
Возможно формирование как новых швов, так и производство ремонта, наплавки металла и заварки дефектов.
Следует установить постоянный ток и обратную полярность и производить сварку в нижнем пространственном положении. Варить рекомендуется углом назад. Сварку можно производить на средней дуге, короткая дуга не является обязательной.
Для начинающих специалистов это большое преимущество. До процесса сварки необходимо в течение часа прокалить стержни в печи, температура прокалки не должна превышать двухсот сорока градусов.
Во время формирования шва желательно сваривать маленькими сегментами не больше двух – трех см. При использовании высокопрочного чугуна, длина сегмента может быть увеличена до десяти см.
Классификации и одобрения
Сварочные электроды ЦЧ-4 отвечают техническим условиям ТУ У 28.7-34142621-006:2012 и одобрены:
- TUV – Объединение аудиторских компаний союза технадзора за объектами котельного оборудования (ФРГ);
- СТБ – Госстандарт (Республика Беларусь);
- KZ-standard – ГОСТ 9466 (Республика Казахстан);
- MD-standard – ГОСТ 9466 (Республика Молдова).
Рекомендуем к прочтению Описание электродов с рутиловым покрытием
Сварочные электроды ЦЧ-4 одобрены TUV, СТБ.
Выводы
Электроды ЦЧ-4 4 мм для сварки чугуна подойдут скорее для опытных специалистов. У начинающих сварщиков могут возникнуть трудности с стержнями данной марки. Но дело тут не столько в электродах, сколько в самом металле.
Молодые сварщики отказываются от работы с чугуном из-за сложностей, возникающих в процессе варения. Но хотелось бы посоветовать, наоборот, браться за подобную работу чаще.
Только таким образом вы сможете понять все допущенные погрешности, осознать первопричину их появления и сделать работу над ошибками.
А у вас есть опыт работы по чугуну с электродами? Какой марке вы отдаете предпочтение? Может, вы работали с ЦЧ-4 для чугуна? Поделитесь своими мыслями в комментариях.
Ваша точка зрения будет полезна для тех, кто только начинает свой профессиональный путь. Желаем успехов!
Преимущества элементов
Электроды марки ЦЧ-4 обладают рядом функциональных достоинств, среди которых можно выделить следующие:
- Позволяют сваривать предметы/конструкции из чугуна, а также воедино – из чугуна и стали, что невозможно с помощью многих других марок электродов.
- Для них характерны упрощенное зажигание и стабильное горение сварочной дуги, результатом чего является равномерное прочное соединение свариваемых деталей.
- Химический состав подобран таким образом, чтобы можно было работать с чугунами разных видов.
- Универсальны. Их в равной степени эффективно применяют как в нижнем, так и в угловом положении, как при холодной сварке (без нагревания), так и для горячего вида сварки (при температурах выше 250°C).
- Прекрасно устраняют дефекты и отлично справляются с подготовительным наплавлением на деталях от 1-го до 2-го слоя.
- В процессе сваривания металл формируется в шве практически без разбрызгивания металла.
- Доступны для покупки.
При правильной эксплуатации эти электроды гарантируют прочное сварное соединение с ровным и долговечным швом. Причем они подходят как для промышленного использования, так и для применения в домашних условиях.
Электроды этой марки прекрасно показывают себя в сочетании с современными сварочными аппаратами.
Марки электродов по чугуну
Указанные особенности требуют выбора специальных марок электродов. Они должны обеспечивать одинаковую концентрацию СО2 в основном и присадочном металле и их одинаковое время остывания. В состав электродов по чугуну часто входит медь (медно-никелевые, медно железные электроды), однако они могут быть и стальными, ферро-никелевыми или никелевыми. Тип покрытия стержня — основной, реже кислый. В ряду наиболее популярных марок, которые используются для сварки по чугуну, — МНЧ-2, ОЗЧ-4, ОЗЧ-6, ОЗЧ-2, ОК 92.18, ОЗЖН-1. Часть из них универсальна по назначению, позволяет работать со всеми типами чугунов (кроме указанного выше белого), часть имеет более узкую специализацию (об этом — ниже).
| Марка электродов | Тип чугуна | Направление сварки | Тип сварки | Свойства |
| МНЧ-2 |
|
|
| Предпочтительны для заварки первого слоя в соединениях, от которых требуется высокая плотность швов и чистота поверхности после обработки |
| ЦЧ-4 |
| в нижнем положении |
| Для конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их сочетаний со сталью. |
| ОЗЧ-6 |
|
|
| Для ручной дуговой сварки и наплавки тонкостенных деталей. |
| ОЗЧ-4 |
|
|
| Предпочтительны при сварке последних слоев, обеспечивая металлу шва высокую сопротивляемость истиранию и ударную вязкость. |
| ОЗЧ-2 |
|
| холодная сварка | Для сварки, наплавка и заварка дефектов литья при восстановлении чугунных изделий. |
| ОЗЖН-1 |
|
| холодная сварка | Данная марка часто используется при заварке крупных дефектов литья и многослойной, с большими объемами металла, наплавке. |
| OK 92.18 |
| все положения | горячая сварка | Хорошо зарекомендовали себя при ремонте изделий из нетолстых деталей (заварка повреждений и дефектов в коробках передач, корпусах насосов, блоках двигателей и т. д.). |
Технологические особенности и свойства
Сварку с применением ЦЧ-4 осуществляют посредством коротких валиков (длиной 25-30 мм) с поваликовым охлаждением на открытом воздухе (до температуры +60°C и ниже). Если свариваются детали, основу которых составляет ковкий или высокопрочный чугун, допускается увеличение длины валика до 80-100 мм.
Сварку с применением ЦЧ-4 осуществляют на открытом воздухе.
Для достижения требуемого качества сварочных работ важен каждый технический параметр, поэтому необходимо обращать внимание на следующие характеристики описываемых электродов:
- диаметр – 3-5 мм;
- длина – 35 см;
- тип покрытия – основной;
- температура предварительной прокалки – +170…+200°C (в течение часа);
- защита от перегрева – нет;
- расход электродов (средний) – 1,8 кг/1 кг наплавленного металла;
- производительность в процессе наплавки – до 1,1 кг/час (при диаметре 4 мм);
- количество в пачке – 30 шт.;
- вес стандартной упаковки – 0,8-1 кг.
Рекомендуем к прочтению Как пользоваться электродами ОК 46
Сварка электродами
Большим преимуществом является то, что электроды по чугуну ЦЧ-4 можно применять, как при горячей, теплой, так и при холодной сварке. Горячая сварка предполагает нагревание свариваемых деталей при температуре не менее 250 градусов. Температурный режим в 200 градусов называется теплым, а холодный метод предполагает полное отсутствие нагревания.
Чтобы соединить чугунные детали в единую конструкцию потребуется выставить на аппарате обратную полярность. Сварка чугуна электродами ЦЧ-4 проводится с использованием постоянного тока. Сварку выполняют короткой дугой, но также допустима и средняя ее величина. Рекомендуемое применяемое положение — нижнее. Величина тока выставляется в зависимости от диаметра электрода — чем больше диаметр, тем больше величина тока.
Такие электроды при сварке можно использовать частично — сначала наплавить с их помощью первый шов, что является предварительной подготовкой, а потом использовать электроды других марок. Сварку рекомендуется осуществлять небольшими участками длиной порядка 25-35 миллиметров. Если производится сварка ковкого чугуна или обладающего повышенной плотностью, то длина участков может быть увеличена до 80-100 миллиметров.
После обработки каждого участка необходимо его охлаждение струей воздуха до температуры 60 градусов. Остывание участков шва должно происходить постепенно. Для этого существуют специально предназначенные для этого печи, обладающие функцией поэтапного понижения температуры. Другим способом является обертывание материалом с теплоизоляционными свойствами.
Перед началом сварки необходимо зачистить кромки изделий. Электроды перед сваркой должны быть подвергнуты закалке в течение одного часа.
Нюансы и условия применения
В процессе сварки деталей из малопластичного, со свободным графитом в своем составе чугуна работник, особенно если он только осваивает новое для себя дело, может получить соединение, качество которого нельзя назвать оптимальным. Чтобы не допустить такой результат, стержни ЦЧ-4 должны эксплуатироваться при постоянном токе обратной полярности.
Улучшить функциональные параметры соединения позволит предварительный прогрев необработанных кромок основного металла до температуры +650°C на протяжении часа. После сваривания необходимо дать поверхности остыть в течение некоторого времени. Лучше это делать в специальных печах для остывания или обернув место соединения теплоизоляционным материалом.
Для исключения риска осыпания электродного покрытия элементы ЦЧ-4 можно просушивать не чаще 2 раз.
ОЗЧ-4
По своим свойствам эти электроды с основным покрытием практически так же универсальны, как и марка МНЧ-2 — с ними можно выполнять сварку чугунов любого вида. Электроды позволяют получить шов повышенной износостойкости (что важно, если эксплуатация изделия предусматривает постоянное трение металла о металл), а также высокую технологичность при обработке резанием и высокую стойкость к ударным нагрузкам. Для сварки и наплавки используется ток обратной полярности. Возможное пространственное положение — нижнее и вертикальное. При технологии сварки следует соблюдать требования, предъявляемые и к изделиям марки МНЧ-2 (охлаждение и легкая проковка валика), однако в отличие о МНЧ-2 в данном случае необходима предварительная часовая прокалка при температуре 250…280 °С.
Важно. Наиболее эффективно электроды ОЗЧ-4 проявляют себя при сварке последних слоев, обеспечивая металлу шва высокую сопротивляемость истиранию и ударную вязкость.
Правила хранения
Электроды поставляются заказчикам в упаковках с пленочной термозащитой. Ненадлежащее хранение может минимизировать эту защищенность. Поэтому хранить указанные изделия надо в помещениях с температурой не ниже +15°C и минимальным уровнем влажности.
Необходимо предусмотреть надежную защиту от случайных падений на хранящиеся стержни других предметов или сваливания со складских полок. Механические повреждения нарушают целостность покрытия, что может негативно сказаться на качестве сварки.
OK 92.18
Новое название этих электродов — OK Ni-Cl. Имеют основное покрытие с высоким содержанием графита. Предназначены для сварки с минимальным подогревом. Работают и на постоянном, и на переменном (при этом пониженных) токах. Хорошо зарекомендовали себя при ремонте изделий из нетолстых деталей (заварка повреждений и дефектов в коробках передач, корпусах насосов, блоках двигателей и т. д.). Отвечая на вопрос, какие подходят электроды для сварки чугуна и стали, отметим, что наряду с ЦЧ-4 подходят и эти.
Виды электродов
Для сваривания чугунных конструкций предназначены электроды из различных материалов:
- Сталь;
- Никель;
- Медно-никелевые;
- Медно-железные;
- Ферро-никелевые сплавы.
Стальные используются для старого чугуна, уже подвергавшегося температурному воздействию. Также они подходят для изделий со шлаковыми и металлическими загрязнениями, что имеет место в производственных печах и насосных установках. Только перед сваркой потребуется подготовительная очистка поверхности.
Виды электродов для плавки чугуна
Для графитсодержащего чугуна необходимы биметаллические электроды, а для ковкого (КЧ) – ферро-никелевые.
Различаются электроды по чугуну видом стержня. Это может быть проволока: стальная медная или из сплава металлов. Второй вариант – чугунный пруток.
Изделия предназначены для промышленного и бытового использования. Их производство, состав, свойства и маркировку устанавливает ГОСТ 7293-85.