Виды коррозии сварочных швов
После сварки процесс коррозии бывает наружный, внутренний или объединенный, что по-своему влияет на внешний вид соединения и ухудшение его характеристик. По типу коррозии существует:
- Сплошная
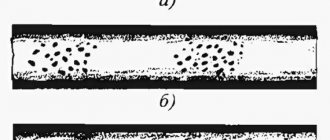
. Делится на равномерную (проникает на одинаковую глубину по всему верхнему слою) и неравномерную. Возникает в нелегированных металлах и углеродистых сталях. Ржавчина покрывает всю поверхность шва, поэтому соединение разрушается быстрее, если ничего не предпринять для защиты. - Местная
. Проявляется в виде пятен, точек, язв на отдельных участках шва. Наблюдается в сталях Х12МФ и сварочных соединениях, обедненных хромом. - Ножевая
. Имеет тонкую линию на границе между сварным швом и основным металлом. Протекает по краю зерен металла на всю толщину, а не только сверху, поэтому это опасный вид коррозии. Встречается на легированных, аустенитных сталях и высокоуглеродистых сплавах.
Основные способы обработки сварных соединений
Наиболее распространенными стали следующие методы обработки сварного шва:
- Термическая. Применяется для ликвидации внутренних остаточных напряжений. Проводится путем локального или общего прогрева.
- Механическая. Зачистка сварных швов после сварки удаляет шлаки и окалину с поверхности соединения.
- Химическая. Состоит из обезжиривания и покрытия защитным слоем. Препятствует возникновению коррозионных очагов. Метод используют для обработки материалов, подверженных коррозии, которым предстоит работать в активных средах.
Способ воздействия выбирают, применяясь к техническим требованиям к конструкции и условиям ее эксплуатации. Часто применяют последовательно все три метода.
Методы предотвращения коррозии
Защита сварочного шва от коррозии выполняется при помощи химических, термических и механических процессов. Рассмотрев технологию, необходимые средства для каждого метода, получится выбрать подходящий для своих условий работы.
Отжиг
Чтобы убрать температурные напряжения в конструкции после сварки, изделие отжигают. Это происходит путем нагрева детали до 800 градусов. Затем его помещают в водный раствор натрий-хрома (3%), содержащий ингибиторы коррозии. Благодаря такой обработке напряжения сглаживаются, шов «впитывает» молекулы хрома. Это продлевает срок службы сварочного соединения и защищает от ржавчины.
Но для такого метода нужно оборудование и условия для нагрева изделия до 800 градусов. Это можно сделать при помощи газовой горелки или в крупной печи. Затем требуется большая емкость, куда окунается деталь со сварочными швами. Следовательно, крупные конструкции в бытовых условиях обработать сложно. Процесс по отжигу (нагреву и последующему охлаждению) занимает время, что сказывается на производительности при большой партии одинаковой продукции.
Анодирование
Электрохимический процесс, при котором защита сварных швов от возникновения коррозии достигается путем создания на поверхности особо прочной пленки. Процесс происходит в такой последовательности:
- Швы предварительно травят, обрабатывая азотной кислотой. Остальную поверхность просто обезжиривают растворителями (уайт-спирит, ацетон, бензин).
- В ванну на дно укладывают свинцовые листы. К ним присоединяют контакты с напряжением, чтобы проводник стал катодом.
- Емкость наполняют серной или хромовой кислотой. Чаще используют серную среду, поскольку процесс требует меньшего расхода электроэнергии. Хромовый ангидрид более дорогостоящий.
- К изделию подключают второй полюс, чтобы оно играло роль анода.
- Деталь погружается в ванну и подается напряжение. Происходит анодирование, создается устойчивый особо прочный верхний слой.
- Изделие извлекается и промывается горячей водой для удаления кислоты. Горячая вода содействует уменьшению пор в металле и уплотнению защитной пленки.
- Затем деталь сушат.
Для анодирования необходимо электричество, химические растворы и емкость, способная вместить конструкцию со сварочными швами. Следовательно, создать условия для такого метода защиты можно только на производстве. В быту получится организовать анодирование только для небольших изделий.
Лужение
Лужение сварочного шва — это наплавление на его поверхность другого материала, служащего защитой. Чаще всего используют олово или его сплавы, поскольку у них относительно невысокая температура плавления. Сварочный шов обрабатывают механически до нужного вида, толщины, формы. Затем газовой горелкой или паяльной лампой разогревают поверхность соединения. Второй рукой подают в нагреваемую зону припой — оловянный стержень. Он постепенно плавится и олово растекается по поверхности основного металла. Когда припой остывает, образуется прочная защитная пленка, устойчивая не только к образованию коррозии, но и механическому воздействию.
Метод можно реализовать в домашних условиях, в гараже или мастерской. Понадобится олово и паяльная лампа. Но сам процесс лужения долгий по времени, требует аккуратности и терпения. Работа на вертикальных поверхностях осложняется законами гравитации — расплавленное олово скапывает вниз. Поэтому способ защиты сварочного шва подойдет только как разовый, а для серийного применения нужно искать другой метод.
Шпаклевание, грунтование
Техника защиты часто используется в автомастерских для защиты швов при замене арок, порогов, других частей кузова автомобилей. После сварки швы зачищаются и шпаклюются, чтобы вывести ровную плоскость, скрыть следы сварочных работ. Затем поверхность грунтуют, красят и покрывают лаком. Процесс очень кропотливый, требует большого опыта, навыка, иначе сварочный шов будет виден. Если не качественно удалить ржавчину в околошовной зоне, коррозия продолжится под ЛКП и вскоре краску вспучит, потребуется все переделывать.
Подбор присадки и проволоки
При сварке нержавеющей стали часть легирующих элементов выгорает под действием высоких температур. Чтобы компенсировать потери, выбирают проволоку с увеличенным содержанием хрома, благодаря чему шов остается максимально приближенным по составу к основному металлу. Но такая технология защиты шва от коррозии применима только с легированными металлами. Для малоуглеродистой и углеродистой конструкционной стали аналогов нет.
Лужение сварных швов
При использовании этого способа на сварочный шов наплавляется другой материал, который и выступает в роли защиты. Для этих целей обычно применяется олово либо его сплавы.
После шов обрабатывается механическим способом, пока не удастся получить необходимую форму и толщину. Далее при помощи газовой горелки сварной шов разогревается. Другой рукой подаётся припой. В процессе его плавления олово потихоньку растекается. После остывания припоя появляется защитная пленка.
Этот метод подходит для бытовых условий. Необходима лишь горелка и олово. Времени на все это потребуется немного.
Стоит понимать, что для каждого метода стоит создать соответствующие условия.
Химическая обработка
Здесь зачистка сварных участков будет проводиться только путем травления или пассивацией.
Травление швов проводится перед механической шлифовкой. Для этого используют химические составы, которые создают на местах соединения антикоррозийное покрытие. С помощью травления можно устранить с металлических конструкций окисленные никель и хром, которые вызовут ржавчину, если их оставить.
То, как будут использоваться средства для травления, зависит от величины участков, которые нужно защитить, а также типа металла. Это повлияет на время обработки и то, будет ли деталь полностью помещаться в травильный раствор или им будет покрываться нужная небольшая часть.
Химическая обработка защищает металл от окислов и ржавчины
Другим методом очистки сварных участков будет пассивация. Здесь используемые составы, оксиданты, будут мягко снимать свободный металл с поверхности, а после образуют устойчивую к коррозии пленку.
Однако, при обработке пассивацией используются сильные реагенты. Поэтому после их остатки нужно смыть с металлической детали, а воду, в которой проводилось промывание, правильно утилизировать.
Сам раствор, которым проводилась пассивация, будет содержать кислоты. Его нужно нейтрализовать щелочью, после профильтровать, а потом утилизировать по нормам.
При каких условиях работа будет принята
Согласно существующим нормативам, работа по обработке антикоррозийными составами сварных соединений должна производиться только при положительных температурах и в сухую погоду (если соединительный шов находится на улице).
Если погодные условия или температурный режим не соответствуют нормативам, работы, скорее всего, признают некачественными. Вот для чего существует графа об условиях выполнения. Кроме того, согласно Трудовому кодексу работа в трудных условиях оплачивается по повышенной ставке.
В любом случае все нюансы и требования относительно этих работ прописаны в ГОСТ 21.513-83 СПДС. Также они должны соответствовать данным, указанным в проектной документации. Журнал антикоррозионной защиты сварных соединений будет иметь юридическую силу и удовлетворит представителей технического надзора только при следовании исполнителем инструкций.
Виды шовных герметиков
Герметизация участков должна осуществляться качественным и предназначенным для выбранной области составом. Поэтому выбор герметика должен делаться правильно, чтобы покрытие было надежным, следует разбираться в различиях популярных типов составов.
Герметизация участков должна осуществляться качественным и предназначенным для выбранной области составом.
Силиконовые
Их относят к хорошему варианту для домашнего использования, из-за удобства их нанесения. Являются быстросохнущими, обрабатывают швы для сварки прочно и на долгий период создают защиту.
Силиконовый слой абсолютно не пропускает воду, выдерживает смену температурных показателей. Если влажность воздуха повышенная, то отверждение пройдет за 10-15 минут.
Их относят к хорошему варианту для домашнего использования, из-за удобства их нанесения.
Акриловые
Растворы на основе акрила отличаются высоким уровнем адгезии, однако вибрационное воздействие может привести к нарушению целостности, так как эластичное свойство является среднем по уровню.
Поэтому оптимально их использовать для пористого основания, стабильных узлов и шовных зон. Покраска слоя допустима.
Растворы на основе акрила отличаются высоким уровнем адгезии, однако вибрационное воздействие может привести к нарушению целостности.
Полиуретановые
В название данного типа вложен основной компонент состава, полиуретан. Считается одним из востребованных видов, в продаже представлено много подобных вариантов. Есть формы, которые напыляются, для распределения кистью, в виде пасты. Отмечают следующие особенности:
- Простота использования;
- Не растекаются, даже если наносят на вертикальную основу;
- Высокая степень гибкого, эластичного, термоустойчивого, влагоустойчивого свойства;
- Способны выдержать повышенные механические нагрузки.
Высокая степень гибкого, эластичного, термоустойчивого, влагоустойчивого свойства.
Битумные
Внешне представляют собой пасту темного оттенка. Создаются с добавлением битума, модифицирующих веществ и наполнителей для увеличения быстроты сцепляемости. Выделяются не обязательностью тщательной подготовки основания, применимы для любых оснований. Выдерживают повышенную влажность и действие воды.
Выделяются не обязательностью тщательной подготовки основания, применимы для любых оснований.Способы защиты от налипания сварочных брызг
При выполнении сварочных работ очень часто наблюдается разбрызгивание металла электрода и прилипание его к поверхностям соединяемых деталей или шва.
При приемке сварочных работ, в зависимости от степени ответственности конструкции, налипшие капли металла могут восприниматься как серьезный дефект.
Защита от сварочных брызг является определенной проблемой для начинающих сварщиков. Для предупреждения разбрызгивания надо соблюдать технологию и применять защитные составы.
Причины появления
Сварочные брызги возникают, как правило, в момент зажигания дуги, пока ток имеет наибольшее значение. При касании электродом соединяемых деталей в момент короткого замыкания металл электрода, подвергаясь электродинамическому удару, разлетается и каплями в виде шариков оседает на поверхности.
В некоторых случаях сваривание капель с основным металлом бывает очень прочным. Дефект отлично заметен. Устранение его производится срубанием застывших капель или шлифовкой специальными инструментами.
Кроме этого случая, наиболее часто сварочные брызги возникают при сварке полуавтоматом с применением однофазного тока во время скачков напряжения.
Количество брызг очень сильно увеличивается, если сварка производится по ржавой и грязной поверхности металла.
Таким образом, основными причинами возникновения сварочных брызг являются:
Устранив полностью или частично эти проблемы, можно обеспечить высокое качество работы с минимальным количеством сварочных брызг.
Влияние оборудования и технологии
Для защиты от сварочных брызг в первую очередь необходимо обратить внимание на использование качественного оборудования и электродов. Хороший результат может дать использование инверторных полуавтоматов.
Эти аппараты при работе дают очень ровный по значениям ток, который позволяет получать стабильную дугу.
Стоимость инверторных полуавтоматов достигает больших значений, но не всегда более дорогое оборудование полностью устраняет сварочные брызги.
Улучшение качества сварки происходит и при переходе на использование трехфазного тока.
Практически полностью устраняет сварочные брызги работа в среде газа. Для этого используют смесь аргона с углекислым газом в пропорциях 95% аргона к 5% углекислого газа.
При выборе параметров необходимо обращать внимание на величину сварочного тока. Именно завышенное его значение способствует возникновению и разбросу расплавленного металла.
Электроды должны применяться в соответствии с режимом сварки, характеристики их должны отвечать свойствам свариваемых материалов, что обеспечивает защиту от образования брызг. Не допускается использование влажных, отсыревших электродов, а также стержней с потрескавшейся или отслаивающейся обмазкой.
При подготовке изделий к сварке следует тщательно очистить их от грязи, ржавчины, копоти. Замасленные детали должны обезжириваться. Разделку кромок швов необходимо производить в соответствии с требованиями технологии работ.
При выполнении вышеперечисленных советов удается значительно снизить количество брызг. Но небольшие брызги все равно образовываются, налипая на металл.
Если конструкция или сооружение невысокой степени ответственности, и к ее внешнему виду не предъявляют жесткие требования, на применении этих мер можно было бы и остановиться. В противном случае приходится устранять последствия.
Средства от налипания
Иногда удаление брызг расплавленного металла невозможно механическими методами, то есть срубанием или шлифовкой. Проблемы возникают из-за расположения шва в труднодоступных местах.
В этом случае поверхности соединяемых сваркой деталей предварительно обрабатывают вокруг зоны шва средствами для защиты от сварочных брызг. Такие средства представляют собой пасту или жидкость от налипания расплавленного металла.
В настоящее время существует множество различных средств для защиты. В торговой сети имеются готовые средства торговых марок BINZEL, ESAB, E-WELD, ИНДУСВАР.
По способу применения они разделяются на:
- выпускаемые в виде жидкостей, расфасованных в канистры и бутыли. Нанесение защиты происходит кистью или распылением через пульверизатор;
- производимые в виде аэрозолей в специальных флаконах;
- в виде паст, расфасованных в металлические или пластиковые банки с широким горлом для удобства использования.
Каждое средство должно применяться в соответствии с указаниями предприятия-производителя.
Очень часто опытные сварщики применяют свои, годами наработанные рецепты составов для предотвращения налипания брызг.
В качестве подручных средств защиты можно использовать раствор мела в воде. Желательно, чтобы консистенция была близкой к пасте. Этим раствором, при помощи кисти покрывается деталь вокруг будущего шва, однако сами кромки должны остаться чистыми.
После производства сварочных работ необходимо тщательно очистить поверхности шва и металла от наносимого средства. Многие составы для защиты от брызг включают в себя масла, жиры, и другие вещества, значительно снижающие адгезивные средства покрытия.
При необходимости поверхности должны быть обезжирены, что улучшает качество дальнейшей обработки изделий и конструкций.
Источник: https://svaring.com/welding/teorija/zaschita-ot-svarochnyh-bryzg
Графы таблицы
Столбцы содержат такие данные:
- Когда производилась конкретная работа — указывается дата.
- Название элементов, подвергшихся соединению.
- Материал, с помощью которого производилась заводская защита этого участка.
- Место стыковки – номер определяется по схеме или чертежу рассматриваемого участка.
- Если производилась сдача и приемка работ – отметка об этом факте.
- Полное название каждого из соединяемых элементов.
- Материал, с помощью которого производились работы по антикоррозийной защите сварных соединений: цинк, алюминий, защитные грунты, лаки, стекло или полимеры.
- Условия окружающей среды, при которых наносилось покрытие: осадки, температурный режим, влажность.
- ФИО выполнившего задачу сотрудника.
- ФИО его руководителя.
- Толщина покрытия.
- Результаты осмотра произведенных работ.
- Подписи исполнителя и его начальника.
- При наличии замечания, которые появились при проверке со стороны мастера, авторского надзора, организации-заказчика и пр.
Термическая обработка
Чаще всего термическая зачистка подходит для конструкций с тонкими стенками, например, трубопроводов, корпусов реакторов, сосудов давления и т. д.
Процедура восстановит прочность материала, снизит влияние на швы внутреннего напряжения металла, а также обеспечит стыкам долговечность. А из-за этого станет надежнее и вся конструкция. Но все эти преимущества можно получить, если работу выполнит специалист. Ведь малейшая ошибка приведет к дефектам, которые невозможно будет исправить. Также важно, чтобы во время термической зачистки использовались качественные инструменты, однако, они будут очень требовательны к энергии, это тоже потребуется учесть.
Сама технология термической зачистки швов предполагает, что сначала деталь будет нагреваться, а потом охлаждаться с соблюдением правильного температурного режима.
Термическая обработка восстанавливает прочность металла и улучшает свойства соединения
Процесс термообработки предполагает, что сначала область вокруг шва и он сам нагреваются. В этом состоянии деталь находится в течение времени (зависит от метода обработки), а потом охлаждается.
Сварочный грунт. Особенности применения
Состав, напоминающий сварочный грунт впервые начали применять в 1920‑х годах на заводах компании Ford. В дальнейшем, такой состав использовали и при производстве самолётов.
Сварочный грунт наносится перед сваркой на «голый» металл сопрягаемых поверхностей, куда невозможно будет добраться и сделать антикоррозионную защиту после соединения и сваривания деталей. Его особенность в том, что он сохраняет свои защитные свойства даже после нагрева свариваемых деталей, вокруг зоны сварки.
В этой статье мы рассмотрим некоторые особенности его применения и рекомендации, которые дают производители автомобилей.
Из чего состоит и как действует сварочный грунт?
Сварочные грунты могут продаваться в аэрозольных баллончиках или в простой таре для нанесения кистью. При правильном нанесении разницы в создаваемой защите нет. Более популярны сварочные грунты в аэрозольных баллончиках.
У разных производителей эти грунты имеют разный состав. Большинство грунтов содержат цинк. Есть, также, сварочные грунты с содержанием меди (U‑POL, которые очень хвалят). Хорошие грунты содержат высокий процент этих металлов (до 95%).
Эти металлы используются, так как они более активны, чем сталь и взаимодействует с кислородом, образуя оксиды этих металлов, которые защищают сталь от распространения коррозии. Получается гальваническая защита стали в месте грунтования.
Можно ли варить прямо по грунту?
Изначально сварочный грунт использовался при применении контактной сварки. Идея такова, чтобы обработать сопрягаемые места деталей этим грунтом после чего соединить их при помощи контактной сварки. В этом случае, грунт хорошо проводит сварочный ток и остаётся в месте соединения.
В дальнейшем этот грунт стали применять и при сварке полуавтоматом (MIG/MAG). Однако, при применении с полуавтоматом есть некоторые тонкости. Рассмотрим некоторые факты.
- Некоторые автопроизводители (к примеру, Honda) предупреждает, что при сварке полуавтоматом поверх цинкообогощённого грунта качество и прочность сварочного соединения снижается. Сейчас применяется высокоуглеродистая высокопрочная сталь. Honda стала изучать влияние грунта с цинком на такую сталь. Они обнаружили, что цинк влияет на сварочный процесс, в особенности когда нанесено много цинкосодержащего грунта в зону сварки. Компания Honda рекомендует при использовании сварки MIG/MAG, чтобы зона сварки оставалась чистой, без каких-либо грунтов, а уже после сварки защитить шов от коррозии надлежащим образом.
- Другим аргументом против использования сварочного грунта непосредственно в зоне сварки является то, что он испаряется, так как температура в зоне сварки достигает около 1400 градусов по Цельсию. В технических характеристиках сварочных грунтов указывается максимальная температура использования в 500 градусов по Цельсию. Испаряясь, грунт выделяет высокотоксичные вещества, что без вентиляции и специального респиратора может нанести вред здоровью.
- Профессиональные сварщики знают, что оцинкованное покрытие лучше удалить перед сваркой, так как оно может влиять на прочность сварного шва, а цинкосодержащие грунты, получается, вносят в зону сварки снова цинк, не считая дополнительных добавок грунта (к примеру, биндера), которые не лучшим образом влияют на качество сварки.
Многие мастера, применяющие сварочный грунт при сварке полуавтоматом, грунтуют весь «голый» металл в местах сопряжения панелей, а в зоне сварки счищают покрытие. Таким образом, сварочный грунт выполняет свою главную функцию.
Он защищает места, к которым после сварки невозможно добраться для обработки антикоррозионными средствами, при этом выдерживает высокую температуру вокруг зоны сварки, не отслаиваясь и не испаряясь.
Сварочный шов (или отдельные стежки или точки) можно обработать надлежащим образом после окончания сварки.
Нанесение грунта
Перед применением нужно, чтобы металл был чистым и обезжиренным. Для улучшения адгезии, на металле должны быть риски (P120-P240).
Вне зависимости от того, будете Вы варить прямо по грунту или будете его использовать только вокруг зоны сварки, слой грунта должен наноситься очень тонкий. Обычно наносится 2 тонких ровных слоя, с межслойной сушкой после нанесения первого слоя.
Распылять нужно на расстоянии 25–30 см. При близком распылении слой может получиться слишком толстым. Через 10–20 минут после нанесения грунта, можно начинать сварку.
Эффективность сварочного грунта
Сварочные грунты разных производителей не один раз тестировались независимыми специалистами, чтобы определить их эффективность.
Тестирования на антикоррозионные свойства обычно осуществляются воздействием многократных распылений водно-солевого состава на защищённую поверхность. Такие воздействия проводятся в течение нескольких недель. Большинство сварочных грунтов показали свою эффективность.
Печатать статью
Источник: https://kuzov.info/svarochnyy-grunt-iz-chego-sostoit-i-kak-i/
Механическая чистка сварного шва
Наиболее простой вариант механической чистки является ручная зачистка проволочной щеткой. Однако намного проще и эффективнее такая обработка выполняется портативным шлифовальным станком или обыкновенной болгаркой, оснащенной лепестковой шлифовальной насадкой или абразивным кругом. С помощью этого метода можно избавиться от многих дефектов сварного шва:
- окалины;
- окислов и заусенцев;
- следов побежалости.
Данная технология любима многими мастерами сварочных работ также за то, что по соотношению «цена – качество» она едва ли не самая выгодная.
Однако очень важно правильно выбрать шлифовальный круг, иначе рассчитывать на отличный результат не приходится. Также важно, чтобы лепестки имели тканевую основу, потому что она надежнее и выносливее, чем бумажная основа, что необходимо для такого агрессивного вида работ, как шлифование сварных швов
Следует отметить, что насадки с тканевой основой, да еще и с покрытием из цирконата алюминия значительно дороже обычных бумажных насадок с напылением оксидом алюминия, однако цена того стоит – работа будет и легче, и эффективнее. Кроме того, использование таких насадок минимизирует возможность образования очага коррозии в месте шлифовки, что очень важно для качественного выполнения ответственной работы
Также важно, чтобы лепестки имели тканевую основу, потому что она надежнее и выносливее, чем бумажная основа, что необходимо для такого агрессивного вида работ, как шлифование сварных швов. Следует отметить, что насадки с тканевой основой, да еще и с покрытием из цирконата алюминия значительно дороже обычных бумажных насадок с напылением оксидом алюминия, однако цена того стоит – работа будет и легче, и эффективнее
Кроме того, использование таких насадок минимизирует возможность образования очага коррозии в месте шлифовки, что очень важно для качественного выполнения ответственной работы.
В зависимости от масштабов и тонкости выполняемой работы следует использовать насадки с разным размером абразивного зерна – в продуктовой линейке основных производителей представлены разнообразные размеры зерна, поэтому нужно иметь в арсенале несколько размеров. Тем более, что для выполнения работы высокого качества потребуется последовательная обработка разными насадками с уменьшением размера зерна.
При этом размер нужно менять последовательно, пропускать можно не более одного размера. А если же нужно добиться зеркальной ровности и блеска сварного шва, то запрещается пропускать даже 1 размер. Иначе может проявиться необработанная риска, и всю работу придется начинать с самого начала.
Сложным и в то же время ответственным является шлифование сварных швов в труднодоступных местах – полостях, отверстиях, на тонких кромках, здесь применяются специальные инструменты – борфрезы, которые монтируются в прямую шлифмашину. Борфрезы имеют множество различных форм и размеров, поэтому выбрать подходящий инструмент для работы не составляет никакого труда.