Виды аппаратов, их особенности
Сварочный выпрямитель своими руками
Самодельный сварочный выпрямитель нужен для эффективного питания бытовой конструкции или производственной с небольшими объёмами работ и рабочих циклов.
В промышленности применяют более мощную аппаратуру, действия с ней, не образуют пауз во время сварки.
В этот период происходит остывание раскалённых деталей, снижается скорость выполнения процедуры, что не мешает для домашних приспособлений.
Эти изделия состоят из элементов:
- трансформатора
- конденсаторного блока
- выпрямителя
Приступая к созданию сварочного прибора мастеру нужно определиться с направлением работ, их размерами.
От объема производства, количества соединений зависят:
- подбор нужных электродов
- системные параметры
- материальная характеристика
Сборщик, подобрав нужную схему и материалы, выполнив поэтапно сборку аппарата, добьётся необходимых показателей в системе.
Выпрямитель для сварочного аппарата » Полезные самоделки — своими руками
Выпрямитель сварочный предназначается для питания электрическим током сварочного поста при ручной, электродуговой сварке. Его задача – преобразование тока переменной частоты в постоянный электрический разряд, необходимый для процесса плавления металла.
- 2 Самодельный сварочный выпрямитель для однофазной сети
- 3 Схема сварочного выпрямителя, работающего от трехфазной сети
- 4 Многопостовые сварочные выпрямители – считаем рабочие места
- 5 Сварочный выпрямитель своими руками
- 6 Инверторный сварочный выпрямитель: разбираем, что к чему
Устройство сварочного выпрямителя – начнем с теории
Бытовые сварочные аппараты – это выпрямители и инверторы малой мощности, со сравнительно низким номинальным сварочным током. Имея большую длительность паузы для охлаждения между периодами работы, они малоэффективны при выполнении больших объемов работ в промышленности и производстве. Единственная занимаемая такими агрегатами ниша – бытовое назначение, а также мелко-подрядный бизнес.
Классическая компоновка сварочного аппарата включает в себя:
- понижающий трансформатор;
- выпрямитель (мост из полупроводниковых элементов);
- конденсаторный блок (для сглаживания пульсаций на выходе преобразователя).
Перед изготовлением или приобретением любого инструмента, будь это строительный уровень или перфоратор, а у нас сварочный аппарат, необходимо определить, какие виды работ он будет выполнять. От этого напрямую зависят массогабаритные показатели устройства, типоразмер используемого электрода и, соответственно, толщина листов свариваемого металла.
Наилучшие показатели по качеству выходящего тока имеют трехфазные аппараты, подключаемые к сети 380 Вольт. Ими можно дольше работать без перерывов для охлаждения, а также производить работы с более массивными стальными конструкциями в пределах 200-400 Ампер. Идеально подойдут для сварки контейнеров, ларьков, гаражных ворот. Это то, что нужно, для малого бизнеса.
Существенным недостатком является ограниченный доступ к питающей сети. Не все дачные поселки и гаражные общества могут похвастаться доступом к таким силовым коммуникациям. К тому же, сварочный аппарат, обладающий трехфазным трансформатором, будет в 1,5-2 раза тяжелее однофазного собрата.
Суммарный вес устройства с легкостью перевалит за сотню килограмм. Одному человеку такой вес не под силу, возникает необходимость монтировать колеса для передвижения или же использовать тороидальный трансформатор, который снизит общий вес на 20-40 процентов.
Но стоит учесть, что его придется наматывать самому.
Однофазный сварочный выпрямитель для сварки, смонтированный на однофазном трансформаторе, рассчитанном на сеть 220 Вольт, значительно легче. Его масса на 90 % зависит от веса понижающего трансформатора и будет в пределах 30-80 килограмм.
Данная техника может работать на токах 125-180 Ампер, обеспечивая качественный сварной шов при сварке несложных конструкций – ворот, навесов или ручной бетономешалки. Легкость и доступность электрической сети делают однофазные устройства крайне мобильными.
Ими можно работать не только на верхних этажах высоток, но и там, где электричества нет вообще, питаясь от бензинового генератора.
Что хорошего в приборе и что мешает
Как переделать сварочный аппарат переменного тока в постоянный — на этот вопрос мастеру ответит нужная полупроводниковая схема с устройством выпрямителя:
- Лучшими показателями обладает трёхфазная система, она позволяет использовать мощность сети до 380 В.
- На подобном оборудовании работают там, где нужен большой непрерывный процесс, чтобы в этот временной промежуток, не прерываясь, сваривать крупные стальные детали. С помощью этих мощных аппаратов можно производить ворота, контейнеры, любые хозяйственные металлические сооружения.
- Такой инструмент пригодится в основном не на частном хоздворе, а для малого бизнеса и реализации изготовленных изделий. Все потому, что это громоздкие и тяжелые конструкции, в отличие от приспособлений с меньшим количеством фаз, нуждаются в дополнительных установках для перемещения аппарата.
В подобной системе трансформатор способен снизить массу, но его сердечник нужно уметь самостоятельно намотать или купить готовый с необходимыми параметрами.
Устройство аппарата
Сварочный инвертор
После выделения и выпрямления мощными вентильными диодами токовой составляющей, на выходе сварочного выпрямителя формируется постоянный ток заданной величины, достаточный для образования мощной электрической дуги.
Полученный дуговой разряд и является той рабочей средой, которая необходима для сварки стальных заготовок и сплавов цветных металлов.
Для более полного ознакомления с агрегатом следует рассмотреть устройство сварочного выпрямителя с точки зрения подготовки его к свариванию заготовок.
При этом должны приниматься во внимание такие технические детали, как соблюдение полярности подключения проводов и другие рабочие моменты. С позиции пользователя (или оператора) выпрямитель представляет собой модификацию электронного устройства, к выходным контактам которого подключаются два сварных кабеля плюсовой и минусовой полярности
С позиции пользователя (или оператора) выпрямитель представляет собой модификацию электронного устройства, к выходным контактам которого подключаются два сварных кабеля плюсовой и минусовой полярности.
Один из ответных концов этих проводов подсоединяется к свариваемому изделию, а второй крепится на держателе электрода или встраивается в специальную газовую горелку.
В зависимости от условий сварки, а также от вида свариваемого материала выбирается требуемый режим работы и полярность подключения электродов к инструменту и заготовке.
Сам процесс соединения заготовок запускается посредством замыкания дуги между сплавляемой поверхностью и концом стержневого электрода. Дуга образуется за счёт сварочного тока, протекающего в цепи.
Все перечисленные элементы управления и подключения трансформаторного выпрямителя объединены на одной рабочей панели с продуманной эргономикой, обеспечивающей удобство обращения со сварочным аппаратом.
Требования для конструктивной сборки
Схема для простого выпрямителя не представляет особой сложности, понадобятся проводники, пропускающие электрический поток и направленные в нужную сторону.
Схема сварочного выпрямителя
Электродетали следует подготовить из следующей комплектации:
- диодов — они позволяют работать схеме без управляющих блоков
- тиристоров, подающих сигналы на элементы для хорошего прохождения электрических
- потоков, при их уменьшении закрываются вентили
- транзисторов, управляющих всеми процессами с напряжением
- резисторов, позволяющих регулировать ток
Чтобы электрические элементы дольше служили в эксплуатации, их подбирают с высокими параметрами, при этом следят, чтобы фактический ток был в цепи меньше заданного по номиналу.
Сборка сварочного выпрямителя происходит с помощью следующих предметов:
- трансформатора
- диода
- радиатора
- дросселя
- электрода
- конденсатора
- керамического сердечника
- никелиновой проволоки
Собранную полупроводниковую схему в виде диодного выпрямителя устанавливают с радиатором, обеспечивающим теплообмен и охлаждение. Дросселем снабжают падающую характеристику электротока, увеличенным сопротивлением или реостатом регулируют нужные параметры. Полюсы, положительный и отрицательный, подключают на электрод и объект.
Функция электролитического конденсатора в схеме служит осуществлению, сглаживающей фильтрации и снижению пульсации.
Многие специалисты самостоятельно справляются с намоткой реостатов на керамические сердечники. Используют проволоку нихромную или никелиновую. Их диаметральный подбор зависит от величины сварочных токовых потоков.
Реостатное сопротивление рассчитывают, основываясь на параметры проволоки:
- удельное сопротивление
- сечение
- длину
Регулировка сварочного тока зависит от количества витков.
Особенность сборки диодного моста для сварочного аппарата — Сварка Профи
Диод представляет собой полупроводниковый агрегат с разной проводимостью, определяемой прикладываемым напряжением. Он имеет два вывода: катод и анод. Если подается прямое напряжение, то есть на аноде в сравнении с катодом потенциал положителен, агрегат открыт.
Если напряжение отрицательно, он закрывается. Такая особенность нашла применение в электротехнике: диодный мост активно используется в сварочном деле для выпрямления переменного тока и улучшения качества сварных операций.
Выпрямитель для сварки
Оборудование для сварки на переменном токе обладает существенным минусом при использовании в домашних условиях: оно провоцируют перепады напряжения в сети и помехи для работы электроустройств.
По этой причине, при проведении сварных работ своими руками, требуется выпрямитель для сварочного аппарата, позволяющий в некоторой мере сгладить мощные перепады сетевого напряжения.
Как сделать выпрямитель своими руками?
Если в наличии мастера имеются комплектующие детали, вполне реально изготовить самодельный сварочный выпрямитель. При условии соблюдения всех рекомендаций специалистов он гарантировано обеспечит процесс ручной дуговой сварки постоянным током, но потребуется применить электрод с обмазкой.
Использовать проволоку без обмазки также допустимо, но только при условии большого опыта в сварных вопросах. Для неопытного сварщика справиться с ней будет практически нереально.
Диодный мост для сварочного аппарата.
Обмазка при расплавлении электрода препятствует проникновению составляющих воздуха в расплавленный металл сварного соединения. Без нее контакт металла в расплавленном виде с азотом и кислородом снизят прочностные свойства шва, сделав его хрупким и пористым.
Сначала потребуется выбрать или смотать своими руками понижающий трансформатор с требуемыми параметрами. Собирают трансформатор до подключения диодного моста.
Если выбран путь самостоятельного изготовления аппарата, важно правильно рассчитать его элементы, в том числе:
- параметры магнитопровода;
- актуальное количество витков;
- размеры сечения шин, проводов.
В работе не обойтись без светодиодов: нужны они в качестве проводников тока в одном единственном направлении. Простейший диодный выпрямитель, созданный по мостиковой схеме, монтируют на радиатор с целью теплообмена и охлаждения.
Мощные диоды для сварочного аппарата, по типу ВД-200, выделяют при работе довольно большой объем тепловой энергии. Чтобы обеспечить падающую характеристику тока, в цепь потребуется включить дроссель последовательно.
Активное переменное сопротивление в такой схеме обеспечит сварщику возможность плавно регулировать сварочный ток. Далее, один полюс нужно подключить к сварной проволоке, а второй ‒ к рабочему объекту.
Выполнить намотку реостата несложно своими силами, но для такой задачи потребуется керамический сердечник и проволока из никелина или нихрома. Актуальный диаметр проволоки определит величина регулируемого тока сварной операции.
Принцип работы однофазной мостовой схемы
Процесс протекания переменного тока можно представить в виде волны, колеблющейся с определенной частотой. Это процедура очень быстрая, которую представить можно, как в один определенный момент, проходит ток сначала в одну сторону затем в другую.
В сварке специалисты добиваются, чтобы эти перемещения осуществлялись в одностороннем порядке:
- Во вторичную обмотку трансформатора впаивают полупроводник, он осуществляет электрический пропуск в нужном направлении, что и является постоянным током. Так как переменный ток с наличием частот, своими волнами создаст паузы, которые недопустимы в рабочем процессе.
- В схеме, припаивают электродетали в обратном направлении по отношению друг к другу, тогда, и электронный поток потечет в обратную сторону.
- Если создать схему с парами элементов, направленных один к другому, получат поток из волн с колебанием от нулевого значения до максимального. Этот предел рассчитывают на возможность вторичной трансформаторной обмотки.
- Таким же способом получают колебания, снижающиеся до минимума, с момента которого начинается новый подъём. При этом вырабатывается плюс полюсного напряжения, а его минус располагается в обмотке трансформатора.
- Эту схему применяют с наличием в устройстве вывода, чтобы не разбирать обмотку, его можно создать самостоятельной намоткой. Эта конструкция славится своей экономичностью по отношению к количеству полупроводниковых элементов.
- Разделение обмотки на несколько участков позволяет пользоваться только её частью.
- Наиболее удобной и применимой у электротехников является мостовое выпрямительное сооружение. Подобный план состоит из квадрата с полупроводниками по сторонам. Одни углы у него выдают постоянный ток, другие показывают выход напряжения от трансформатора.
Этот пример имеет преимущество, он не требует создавать вывод от второй обмотки, но понадобится много полупроводниковых вентилей. Сварка будет с небольшой мощностью, для них подбирают специальных размеров электроды, и сваривают детали ограниченные в параметрах. Следует учесть, уменьшает колебания волн, при работе сварочного аппарата, параллельное включение конденсаторного приспособления.
Требования по сборке диодного моста для сварочного аппарата своими руками
Диод – это полупроводниковый прибор, который обладает различной проводимостью в зависимости от прикладываемого напряжения. Имеет всего два вывода: анод и катод. При подаче прямого напряжения (на анод подается положительный потенциал по сравнению с катодом) он открыт. При подаче отрицательного напряжения он закрывается.
Эта особенность прибора широко используется в электротехнике, в частности диодный мост применяют для сварочного аппарата, чтобы выпрямлять переменный ток, улучшая качество сварки.
Простая конструкция сварочного аппарата постоянного тока
По принципу монтажа можно выделить следующие части:
- самодельный трансформатор для сварки;
- цепь его питания от сети 220;
- выходные сварочные шланги;
- силовой блок тиристорного регулятора тока с электронной схемой управления от импульсной обмотки.
Импульсная обмотка III расположена в зоне силовой II и подключается через конденсатор С. Амплитуда и длительность импульсов зависят от соотношения числа витков в емкости.
Принцип работы тиристора
Детали регулятора подключены как параллельно, так и встречно друг другу. Они постепенно открываются импульсами тока, которые образуются транзисторами vt2 и vt1. При запуске прибора оба тиристора закрыты, С1 и С2 это конденсаторы, они будут заряжаться через резистор r7.
В тот момент, как напряжение какого-либо из конденсаторов достигнет напряжения лавинной пробивки транзистора, тот открывается, и через него и идёт ток разряда, совместного с ним конденсатора.
После открытия транзистора открывается соответствующий ему тиристор, он подключит нагрузку в сеть.
Затем начинается противоположный по признакам полупериод переменного напряжения, что предполагает закрытие тиристора, затем следует новый цикл подзарядки конденсатора, уже в противоположной полярности. Далее открывается следующий транзистор, но снова подключит нагрузку в сеть.
Как сделать дроссель самостоятельно?
Вполне реальным является самостоятельное изготовление дросселя в домашних условиях. Это имеет место при наличии прямой катушки с достаточным количеством витков нужного шнура. Внутри катушки проводятся прямые пластинки из металла от трансформатора. Путём выбора толщины этих пластинок, есть возможность выбора стартового реактивного сопротивления.
Рассмотрим конкретный пример. Дроссель с катушкой с 400 витками и шнура диаметром 1,5 мм, заполняется пластинками с сечением 4,5 квадратных сантиметров. Длина катушки и провода должна быть одинакова. В результате трансформаторный ток 120 А уменьшится наполовину.
Такой дроссель изготавливается с сопротивлением, которое можно изменять. Чтобы провести такую операцию, необходимо замерить углубление прохождения стержня сердечника внутрь катушки.
С отсутствием этого инструмента, катушка будет иметь не значительное сопротивление, но если стержень будет введён в неё, сопротивление повысится до максимума.
Дроссель, который наматывается правильным шнуром, не будет перегреваться, но, возможно, сердечник будет отличаться сильной вибрацией. Это учитывается при стяжке и крепеже железных пластин.
Эксплуатация балластного соединения
Показатель балластного сопротивления регулирующего аппарата находится на уровне 0,001 Ом. Он подбирается путём эксперимента. Непосредственно для получения сопротивления, преимущественно используется сопротивление проволоки больших мощностей, их применяют в троллейбусах или на подъёмниках.
Уменьшить сварочное напряжение высокой частоты, можно даже используя стальную пружину для двери.
Такое сопротивление включается стационарно или по-другому, чтобы в будущем была возможность с легкостью отрегулировать показатели.
Один край этого сопротивления подключается к выходу конструкции трансформатора, другой обеспечивается специальным инструментом для зажима, который сможет перекидываться по всей длине спирали, что позволит выбрать нужную силу напряжения.
Основная часть резисторов с использованием проволоки большой мощности, производится в виде открытой спирали. Она монтируется на конструкцию в длину полметра. Таким образом, спираль делается также из проволоки ТЭНа.
Когда резисторы, изготовленные из магнитного сплава скооперировать со спиралью или любой деталью из стали, в процессе работы прохождения тока с высокими показателями, она начнёт заметно дрожать. Такой зависимостью спираль обладает только до того момента, пока она не растянется.
Схемы моделей ММА-200 и ММА-250
Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах:
- Схема сварочного инвертора ММА 250 предусматривает наличие в выходном каскаде по 3 резистора полевого типа. Все ни подключены параллельно. Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
- У новой версии три импульсных трансформатора, в то время как у старой только два.
Основная схема обеих моделей практически полностью идентична.
Отличительные черты трёхфазной аппаратуры
Принцип работы прибора, собранного по электросхеме для выпрямителя, питающегося тремя сетевыми фазами, основан на наличии небольшой пульсации выходного напряжения. Волны в процессе перекрывают одна другую, не давая напряжению снизиться до нулевого значения.
Сварочную установку сооружают, включая в фазы полупроводники за трансформаторными обмотками. Выводы соединяют, получая в итоге единственный выход. Через подобный мост пропускаются разделенные надвое волны, образующие учащенную пульсацию, но с меньшей силой. В подобной конструкции понадобится вывод нуля, а трансформатор соединяют с питанием по специальной схеме.
Мастера на практике знают, что наиболее качественная работа получается с применением аппаратов, работающих на постоянном токе, обеспечивающих дугу стабильным горением с прочным швом. Чтобы получить необходимые параметры, несмотря на рост технологических открытий, появлению новшеств в приборостроении, мастера своими руками производят и по-прежнему используют, простейшие выпрямители.
Расчет сечения проводов первичной обмотки трансформатора
Схема устройства сварочного трансформатора.
Теория трансформаторов сложна тем, что она основана на законах электромагнитной индукции и других явлений магнетизма. Однако, не используя сложный математический аппарат, можно пояснить, как работает трансформатор и можно ли его собрать самостоятельно.
Вручную трансформатор можно намотать на металлическом сердечнике, собранном из пластин трансформаторной стали. Проще выполнить намотку на стержневой или броневой сердечник, чем на тороидальный.
Сразу же следует обратить внимание, что на изображении хорошо видна разница в толщине проводов: тонкий провод расположен непосредственно на сердечнике, и в нем явно видно большее количество витков. Это первичная обмотка.
Более толстый провод и с меньшим количеством витков — это вторичная обмотка.
Не учитывая потери мощности внутри трансформатора, рассчитаем, каким должен быть ток I1 в его первичной обмотке.
Идеальное напряжение сети равно U=220 В. Зная потребляемую мощность, например, P=5 кВт, имеем:
I1 = Р:U= 5000_220=22,7 А.
По току в первичной обмотке трансформатора определяем диаметр провода. Плотность тока для бытового сварочного трансформатора должна быть не более 5 А/мм2 сечения провода. Следовательно, для первичной обмотки потребуется провод сечением S1=22,7:5=4,54 мм2.
По сечению провода определяем квадрат, его диаметр d без учета изоляции:
d2=4S/π=4×4,54/3,14=5,78.
Извлекая корень квадратный, получаем d=2,4 мм. Эти расчеты выполнены для медных жил провода. При намотке проводов с алюминиевым сердечником полученный результат необходимо увеличить в 1,6-1,7 раза.
Для первичной обмотки применяют медный провод, изоляция которого должна хорошо выдерживать высокие температуры. Это стеклотканевая или хлопчатобумажная изоляция. Подойдет резиновая и резинотканевая изоляция. Провода, имеющие ПВХ изоляцию, применять не следует.
Расчет сечения проводов вторичной обмотки трансформатора
Напряжение на выходе трансформатора сварочного аппарата в отсутствие сварочной дуги (режим холостого хода) обычно составляет 60-80 В. Чем выше напряжение холостого хода, тем надежнее зажигается дуга. Напряжение же сварочной дуги обычно в 1,8-2,5 раза меньше, чем напряжение холостого хода.
Внимание. О том, что в отсутствие дуги напряжение на выходе трансформатора опасно для жизни, необходимо помнить постоянно.
Для сварки в быту обычно используют электрод диаметром 3 мм, которому достаточно обеспечить ток дуги примерно в 150 А. При напряжении холостого хода, равном 70 В, напряжение дуги будет равно примерно 25 В, и потребляемая мощность Р сварочного аппарата должна быть не менее
Р=25×150=3750 Вт =3,75 кВт.
Целесообразно рассчитывать трансформатор на большую мощность, то есть больший ток сварочной дуги. Например, при токе дуги в 200 А потребляемая мощность составит примерно 5 кВт. Вот на такую мощность и следует рассчитать трансформатор.
Напряжение однофазной сети в доме должно быть равным 220 В, но оно может изменяться на ±22 В. Это одна из причин, из-за которой может изменяться ток дуги и потребуется его регулировать.
Сечение провода во вторичной обмотке трансформатора определяют исходя из плотности тока, равной 5 А/мм2. Для тока в 200 А сечение провода равно 40 мм2, то есть это может быть только шина, которую наматывают с послойным изолированием. По существующим типовым размерам можно подобрать требуемую шину и по длине, и по поперечному сечению.
Типовые размеры медных шин, выпускаемых промышленностью:
- длина от 0,5 до 4 м с интервалом 0,5 м;
- ширина от 2 до 60 см с интервалом 1 см (при ширине от 4 до 10 см) и с интервалом 5 см (при ширине от 10 до 60 см);
- толщина от 3 до 10 мм.
Можно воспользоваться и многожильным проводом, сечение которого соответствует рассчитанному значению. Для увеличения сечения провод можно сложить вдвое или втрое. Для алюминиевого провода сечение необходимо увеличить в 1,6-1,7 раза.
Для дросселя, который включают на выходе трансформатора, сечение провода должно быть таким же, как и во вторичной обмотке трансформатора.
Трансформатор для сварки
Сварочный аппарат постоянного тока в своей конструкции включает в качестве основного элемента трансформатор, обеспечивающий понижение нормального сетевого напряжения с 220 В до 45-80 В.
Схема устройства трансформатора для сварки.
Этот элемент конструкции функционирует в дуговом режиме с максимальной мощностью.
Трансформаторы, используемые в конструкции, должны выдерживать при работе большие значения токов, номинальная сила которых составляет 200 А. Вольтамперные показатели трансформатора должны полностью соответствовать спецтребованиям, которые обеспечивают режимы работы дуговой сварки. Некоторые самодельные трансформаторные сварочные аппараты являются простыми в своей конструкции. В них отсутствуют допустройства регулировки параметров токов. Регулировка технических параметров такого устройства осуществляется несколькими способами:
- при помощи узкоспециализированного регулятора;
- путем переключения числа витков катушки.
Трансформатор сварочного агрегата состоит из следующих конструктивных элементов:
- магнитопровод, изготовленный из пластин трансформаторной стали;
- две обмотки — первичная и вторичная, этот компонент трансформатора имеет выводы для подключения устройств регулировки параметров рабочего тока.
Схема обмотки трансформатора.
Трансформатор, используемый в сварочном аппарате, не имеет регулировочных устройств, обеспечивающих регулировку тока и его ограничение на рабочей обмотке. Первичная обмотка сварочного трансформатора оснащается выводами для подключения регулирующих схем и устройств, позволяющих осуществлять настройку сварочного устройства в зависимости от условий эксплуатации и параметров входящего тока.
Основная часть трансформатора — магнитопровод. Чаще всего при конструировании самодельных сварочных аппаратов используются магнитопроводы от списанного двигателя, старого силового трансформатора. Каждая конструкция магнитопровода имеет свои нюансы в конструкции. Основными параметрами, характеризующими магнитопровод, являются следующие:
- размер магнитопровода;
- количество витков обмоток на магнитопроводе;
- уровень напряжения тока на входе и на выходе устройства;
- уровень потребляемого тока;
- максимальный ток, получаемый на выходе устройства.
Эти основные характеристики определяют пригодность трансформатора для использования в качестве устройства, способствующего формированию дуги, а также приспособления, способствующего образованию качественного сварного шва.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.
Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Что такое сварочный выпрямитель
Оборудование представляет собой преобразовательный блок с вольтамперной регулировкой. У сварочного выпрямителя на выходе два провода с клеммами: плюс и минус. При подключении одной из них к электроду, а другой к металлу возникает высокотемпературная электрическая дуга, образующая ванну расплава.
Сварочные выпрямители разделяют по уровню сложности, дополнительным функциям. Но принцип устройства у всех одинаковый: помимо трансформатора, создающего необходимое напряжение, в схему включают полупроводники, пропускающие только положительную часть синусоиды переменного тока.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.
Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
В качестве сварочных электродов можно использовать толстую швейную иглу.
Электротермические установки,электроустановки дуговой сварки
| Оборудование электротехнологических установок |
- Общие сведения
- Электротермические установки
- 1.Общие сведения об электротермических установках
- 2.Электроустановки нагрева сопротивлением
- 3.Электроустановки индук ционного нагрева
- 4.Электроустановки дуговой сварки
- 5.Электроустановки высо коинтенсивного нагрева
- Электрохимические и электрофизические установки
- 1.Электролизные установки
- 2.Электрохимические уста новки
- 3.Электроэрозионные уста новки
- 4.Электрохимико-механи ческие установки
- Электромеханические установки
- 1.Магнитоимпульсные уста новки(МИУ)
- 2. Электромагнитные уста новки(ЭМУ)
- 3.Электрогидравлические установки (ЭГУ)
- 4.Ультразвуковые установки (УЗУ)
- Электрокинетическне установки
- 1.Электрофильтры
- 2.Установки для разделения сыпучих смесей
- 3.Установки для разделения эмульсий и суспензий
- 4.Опреснительные установки
- 5.Установки электростатичес кой окраски
- …
| • Обзор сайта • |
- Электрооборудование до 1000 В
- Электрические аппараты
- Электрические машины
- Эксплуатация электро оборудования
- Электрооборудование электротехнологических установок
- Электрооборудование общепромышленных установок
- Электрооборудование подъемно-транспортных установок
- Электрооборудование металлообрабатывающих станков
- Электрооборудование выше 1000 В
- Электрические аппараты высокого напряжения
- Электротехника
- Электрическое поле
- Электрические цепи постоянного тока
- Электромагнетизм
- Электрические машины постоянного тока
- Основные понятия,отно сящиеся к переменным токам
- Цепи переменного тока
- Трехфазные цепи
- Электротехнические измерения и приборы
- Трансформаторы
- Электрические машины переменного тока
- Электромонтаж
- С чего начинается электро монтаж энергоснабжения электрооборудования и электропроводки
- Монтаж электропроводки
- Расчёт потребляемой мощ ности,сечения кабеля и номинала автоматического выключателя
- Электромонтажные работы и прокладка кабеля в жилых и нежилых помещениях
- Электромонтажные работы по расключению распаечных коробок и электрооборудова ния
- Электромонтаж и заземле ние розеток
- Электромонтаж уравнива ния потенциалов
- Электромонтаж контура заземления
- Электромонтаж модульного штыревого контура заземле ния
- Электромонтаж нагреватель ного кабеля для подогрева полов
- Электромонтажные работы по прокладке кабеля в зем ле
- Электричество в частном доме
- Проект электроснабжения
| • Электрооборудование • |
- Электрооборудование до 1000 В
- Электрические аппараты
- Электрические машины
- Эксплуатация электро оборудования
- Электрооборудование электротехнологических установок
- Электрооборудование общепромышленных установок
- Электрооборудование подъемно-транспортных установок
- Электрооборудование металлообрабатывающих станков
- Электрооборудование выше 1000 В
- Электрические аппараты высокого напряжения
ЭЛЕКТРОСПЕЦ
ЭЛЕКТРОСПЕЦ
Источники питания сварочной дуги переменного тока
Источники питания сварочной дуги постоянного тока
Принципиальная электрическая схема сварочного выпрямителя ВДУ-504
Основным элементом, обеспечивающим дуговой сварочный процесс является источник питания сварочной дуги. Так как сварка возможна как на переменном, так и на постоянном токе, то необходимо иметь источники переменного, постоянного и выпрямленного тока.
Источники питания сварочной дуги переменного тока
Источники питания сварочной дуги переменного тока — это сварочные трансформаторы, одно- и трехфазные. По количеству питаемых сварочных постов выполняются одно- и многопостовые. Количество подключаемых к трансформатору сварочных постов (n) определяется из соотношения:
По способу получения падающих внешних ВАХ и регулирования тока выделяются источники питания двух типов: — трансформаторы с нормальным магнитным рассеянием и дроссельным регулятором тока (отдельным или встроенным), — трансформаторы с повышенным магнитным рассеянием и катушечным, шунтовым или витковым ступенчатым регуляторами тока. Аппараты с нормальным магнитным рассеянием (рис. 1.2-32) выполняются двух видов: с отдельным (а) и встроенным (б) регуляторами тока (РТ). Сварочный аппарат с отдельным РТ состоит из сердечника (2), на котором расположены первичная (1) и вторичная (5) обмотки. К первичной обмотке подводится напряжение —220 В или —380 В, а вторичная создает напряжение холостого хода 60…65 В и соединяется последовательно с реактивной обмоткой (3) регулятора тока. РТ — дроссель (Др), состоящий из неподвижного магнитопровода (6) с обмоткой (3) и подвижного (4) магнитопровода, между которыми зазор «δ».
Сопротивление (индуктивное) РТ может изменяться в широких пределах при изменении воздушного зазора с помощью винтового механизма (управление местное или дистанционное). При увеличении зазора индуктивное сопротивление «Др» уменьшается, что приводит к увеличению сварочного тока, и — наоборот. Наличие реактивной обмотки обеспечивает падающую внешнюю ВАХ, благодаря чему напряжение дуги изменяется в соответствии с колебаниями и изменениями ее длины. Сварочный аппарат со встроенным РТ отличается тем, что все три обмотки находятся на одном магнитопроводе. К преимуществам трансформаторов данной системы относятся компактность их конструкции, меньший расход меди и трансформаторной стали. При регулировании тока с максимального на минимальное значение несколько увеличивается напряжение холостого хода, что повышает устойчивость горения дуги. По такой схеме изготавливаются трансформаторы типов ТСД и СТ на 1000 и 2000 А. Они имеют несколько ступеней изменения напряжения холостого хода вторичной обмотки (U2.0) путем переключения отпаек на них и предназначены для автоматической сварки под флюсом. ТСД-500 используется как для автоматической сварки под флюсом, так и для ручной. Он имеет следующие показатели:Iн =500 А, U2.0 = 80B, ПВ = 60 %, диапазон регулирования сварочного тока от 200 до 600 А. Аппараты с повышенным магнитным рассеянием (рис. 1.2-33) выполняются с подвижной (а) катушкой, с магнитным (б) шунтом, с шунтом и подмагничиванием (в).
Все трансформаторы имеют первичную (1) и вторичную (3) обмотки, магнитопровод (2) и различные устройства для регулирования тока. Подвижная катушка (а) расположена на магнитопроводе и скользит по его стержням, перемещаясь при помощи винтового механизма вручную. При сближении с первичной (неподвижной) катушкой индуктивность рассеяния уменьшается, что приводит к увеличению сварочного тока. На таком принципе построено большинство сварочных трансформаторов типа «ТС» (на токи от 120 до 500 А), «ТСК» и «ТД» (на токи 300 и 500 А). В отличие от «ТС» трансформаторы «ТСК» имеют конденсаторы, включенные параллельно первичной обмотке, что повышает cos φ сети. Трансформаторы новых типов «ТД» имеют переключатель диапазонов, при помощи которого катушки обеих обмоток переключаются с параллельного соединения на последовательное, что обеспечивает 2 диапазона изменения сварочного тока. Например, ТД-504 на номинальный ток 500 А имеет следующие показатели при ПРном, = 60%:
— диапазон 1. U2.0 = 60 В, пределы регулирования от 240 до 750 А; — диапазон 2. U2.0 = 70 В, пределы регулирования от 75 до 240 А.
Трансформаторы типов ТС, ТСК и ТД предназначены для ручной дуговой сварки. Магнитный шунт (б) расположен в окне магнитопровода между разнесенными катушками первичной и вторичной обмоток. При повороте шунта (4) изменяется индуктивное сопротивление рассеяния. Если зазор между магнитопроводом (2) и шунтом (4) уменьшается, то ток сварочный тоже уменьшается и —- наоборот. На этом принципе построены трансформаторы типа «СТШ» (на токи 250, 300 и 500 А). Некоторые из них имеют переключатели катушек секционированных обмоток с параллельного на последовательное соединение и устройство отключения трансформатора от сети через 0,5… 1,0 с после прекращения сварки. Отключающее устройство исключает длительную работу на холостом ходу, что обеспечивает повышение cos φ сети. Трансформаторы типа «СТШ» предназначены для ручной дуговой сварки и автоматической сварки под флюсом. Шунт с подмагничиванием (в) постоянным током расположен в окне магнитопровода между разнесенными катушками первичной и вторичной обмоток. На неподвижном шунте (4) расположена обмотка подмагничнввння (5), изменяя ток Iп в которой, можно регулировать индуктивное сопротивление рассеяния основных обмоток. При Iп = 0 это сопротивление минимально, а сварочный ток — наибольший. Увеличение Iп приводит к уменьшению сварочного тока. На таком принципе построены трансформаторы новых типов ТДФ (на токи 1000 и 1600 А при ПВном=100%). Трансформаторы позволяют выполнять ступенчато-плавное регулирование сварочного тока. Ступенчатое (грубое) регулирование достигается переключением катушек секционированной вторичной обмотки с параллельного на последовательное соединение. Плавное (тонкое) регулирование — изменением тока Iп в обмотке (б), получающей питание от однофазного тиристорного выпрямителя. Трансформаторы типа «ТДФ» предназначены для автоматической сварки под флюсом. Витковое регулирование применяется у трансформаторов типа «ТСП», которые имеют секционированную вторичную обмотку. Повышенное рассеяние достигается размещением первичной и большей части вторичной обмотки на разных стержнях. Трансформаторы типа «ТСП» предназначены для ручной дуговой сварки. Например, ТСП-1 на 180 А при ПВном = 50%. Осциллятор (рис. 1.2-17) предназначен для питания дуги токами высокой частоты (150…260 кГц) и высокого напряжения (2…3 кВ) параллельно со сварочным трансформатором, что облегчает зажигание дуги и повышает ее устойчивость. Мощность осциллятора — 100…250 Вт. Осциллятор дает возможность зажигать дугу даже без соприкосновения электрода с деталью. В то же время ток такой частоты и напряжения безопасен для человека. Осцилляторы применяют при сварке дугой малой мощности, при аргонодуговой сварке неплавящимся электродом, при значительном падении напряжения в силовой сети и в других случаях.
Источники питания постоянного тока
Питание сварочной дуги постоянным током дороже, чем переменным. Однако применение постоянною тока целесообразно, когда к качеству сварных швов предъявляются особо высокие требования или применение переменного тока затруднено (например, при сварке тонких изделий). Источники питания постоянного тока делятся на 2 группы: — машинные сварочные преобразователи, — полупроводниковые сварочные выпрамители. Машинные сварочные преобразователи (рис. 1.2-34) состоят из генератора (Г) постоянного тока и приводного асинхронного двигателя (АД) с КЗ-ротором.
Такие преобразователи имеют однокорпусное исполнение с расположением на одном валу «АД» и «Г». Сварочные «Г» выполняются с двумя обмотками возбуждения: — независимой (ОВН) параллельной и последовательной (ОВС) сериесной, или — параллельной (ОВП) и последовательной (ОВС) сериесной. Однопостовые универсальные (а) сварочные аппараты имеют «Г» с независимой обмоткой возбуждения (ОВН). «ОВН» получает питание от сети переменного тока через стабилизатор напряжения (СН) и селеновый выпрямитель (СВ). Она создает направленный магнитный поток «Ф1». «ОВС» включена в сварочную сеть последовательно. При сварке по ней проходит сварочный ток и создает магнитный поток Ф2, направление которого можно менять с помощью переключателя П (Р — размагничивание, П — подмагничи ванне). Если «Ф2» направлен встречно основному «Ф1» (размагничивающее действие), то внешняя характеристика генератора будет падающей. Наклон ВАХ можно изменять подключением отпаек «ОВС» с помощью переключателя отпаек «ПО». Характеристика будет более пологой по мере увеличения переключенных отпаек. При изменении полярности «ОВС» действие ее будет подмагничивающее, т.е. «Ф2» и «Ф1» совпадают по направлению, а «Г» имеет жесткую характеристику. Плавное регулирование сварочного тока обеспечивается регулировочным реостатом «Rp» в цепи независимой обмотки возбуждения. По такой схеме построены однопостовые преобразователи типа «ПСУ — преобразователь сварочный универсальный». Например, ПСУ-500 (на ток 500 А) имеет как падающие, так и жесткие внешние ВАХ. Предназначен для ручной дуговой сварки и для сварки в защитных газах. При отсутствии переключателя «П» обмотка «ОВС» включается согласно или встречно с основной обмоткой. В первом варианте изготавливаются преобразователи однопостовые типа ПСГ (на токи 350 и 500 А). Они имеют жесткие характеристики, так как «Ф2» направлен согласно «Ф1» (подмагничивающее действие) и компенсирует поток реакции якора. Напряжение генератора мало изменяется при изменении сварочного тока, а «ОВС» имеет небольшое число витков. Например, ПСГ-300 на ток 300 А (пределы регулирования тока от 50 до 350 А, а напряжения от 15 до 35 В) предназначен для сварки в защитных газах. Во втором варианте изготавливаются преобразователи однопостовые типа «ПСО» (на токи от120 до 800 А) и «ПД» (на 500 А), предназначенные для ручной дуговой и автоматической сварки под флюсом. Например, ПСО-300 с номинальным током 300 А при ПР(ПВ) = 65 % и номинальном напряжении 30 В позволяет регулировать сварочный ток от 75 до 300 А. Многопостовые (б) сварочные аппараты имеют «Г» с самовозбуждением и подмагничивающей «ОВС». Такой генератор имеет очень жесткую характеристику: его напряжение практически ие изменяется при изменении сварочного тока. Например, ПСМ-1000 имеет приводной АД мощностью 75 кВт, снабжен комплектом из 9 или 6 балластных реостатов (RБ), рассчитан на одновременное питание 9 или 6 постов с максимальным током 200 или 300 А.
Сварочные выпрямители выполняются с неуправляемыми вентилями и с тиристорами (управляемыми). Структурная схема (рис. 1.2-35) включает следующие основные узлы. • Понижающий сухой сварочный трехфазный трансформатор (Тр.С). «Тр.С» с повышенным рассеянием выполнен с подвижными катушка-ми вторичных обмоток. Дня расширения диапазонов сварочного тока при наличии переключающего устройства первичная обмотка может соединяться «звездой» или «треугольником», а регулирование выпрямленного напряжения осуществляется переключением отпаек первичной обмотки каждой фазы. Вторичная обмотка собрана по шестифазной схеме или по трехфазной. • Выпрямительный блок (ВБ). Выполняется на селеновых вентилях ияи кремниевых диодах. • Дроссель (Др.) для ограничения скорости нарастания тока при КЗ электрода. • Вентилятор (В), для охлаждения потоком воздуха полупроводниковых вентилей, так как они чувствительны к повышению температуры. • Аппаратура пуска, регулирования и защиты (АПРЗ). • Контрольно-измерительные приборы (КИП), для контроля выпрямленного напряжения и сварочного тока. На неуправляемых вентилях построены однопостовые и многопостовые выпрямители.
Принципиальная электрическая схема сварочного выпрямителя ВДУ-504 (рис. 1.2-38)
Сборка сердечника
Итак, провода выбраны и подготовлены. Теперь нам нужно собрать тот самый сердечник. На изображении ниже показан идеальный по всем параметрам сердечник для самодельного трансформатора. Он стержневого типа.
Для сборки вам понадобятся пластинки, изготовленные из электротехнической стали. Оптимальная толщина одной пластинки — не менее 0.35 и не более 0.55 мм. А необходимый размер сердечника (a, b, c, d на рисунке выше) рассчитывается отдельно исходя из сечения провода. Но многие умельцы выбирают размеры «на глаз». Главное, чтобы все витки поместились.
Теперь приступаем к сборке сердечника. Возьмите пластины (они должны быть Г-образными) и складывайте в том порядке, который указан на изображении ниже. Когда вы получите сердечник достаточной толщины, скрепите все пластинки по углам с помощью болтов. Обработайте пластинки с помощью надфиля. Потом изолируйте сердечник.
Намотка
Следующий этап — намотка трансформатора. Сначала наматывается первичная обмотка. Необходимо сделать около 210-215 витков. Мотать нужно так, как указано на изображении ниже. Когда сделаете все витки, прикрепите сверху текстолитовую пластинку. На ней можно закрепить концы обмотки, используя болты.
Далее вам нужно перемотать вторичную обмотку. На ней необходимо сделать около 70 витков. Затем так же прикрепите текстолитовую пластинку и на ней закрепите концы обмотки с помощью болтов. Готово! Трансформатор можно использовать и в таком виде, а можно применить для дальнейших модификаций. На изображении ниже показан конечный вид намотанного трансформатора.
Установка
При использовании параллельной схемы соединения диодных мостов необходимо учитывать, что все они имеют некоторый разброс по параметрам.
Поэтому при подборе элементов необходимо делать это с некоторым запасом прочности. При соблюдении этого требования для сварочного аппарата можно получить диодный мост более компактный, чем при использовании одиночных диодов.
Диодные сборки позволяют размещать их на одном радиаторе, так как корпусы не находятся под напряжением. Это позволяет монтировать их в любом месте, и даже снаружи.
В зависимости от требуемого сварочного тока для выпрямителя могут потребоваться от 3 до 5 диодных сборок. Для лучшей теплоотдачи диодные мосты устанавливаются на радиатор через теплопроводящую пасту.
К контактам проводники рекомендуется подсоединяться пайкой, в противном случае могут быть потери мощности в месте контакта и его сильный нагрев.
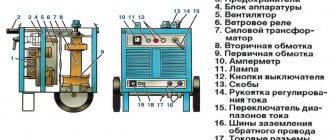
Блок-схема аппарата для проведения сварочных работ
Блок питания устанавливается в корпус из пластической массы или листового метала. Блок питания агрегата оснащается всеми необходимыми для работы компонентами: разъемами, выключателями, клеммами и регуляторами. Корпус агрегата для осуществления сварных работ оборудуется специальными держателями и колесиками для транспортировки.
Главным условием при конструировании агрегата, используемого для сваривания, является понимание принципа работы аппарата и сути самого сварочного процесса. Для того чтобы сконструировать самостоятельно сварочный аппарат, требуется понимать принципы розжига и горения электродуги и основы принципов плавления электрода для сварки.
Порядок подключения элементов сварочного аппарата постоянного тока.
В источник питания высокой мощности входят такие компоненты, как:
- выпрямитель;
- инверторы;
- трансформатор тока и напряжения;
- регуляторы, которые способствуют улучшению качественных характеристик образующейся электродуги;
- допустройства.
Основным компонентом любого сварочного агрегата является трансформатор. Вспомогательные устройства могут иметь различную схему организации в зависимости от конструкции аппарата.
Применение на практике
Для примера, рассмотрим инверторный аппарат TELWIN Force 165. Во входном выпрямителе используются диодные сборки GBPC3508. Выпрямительный мост GBPC3508 может работать с током 35 А, обратное напряжение – 800 В.
С ним вместе идет обязательно сглаживающий фильтр из конденсаторов большой емкости. Кроме этого имеется фильтр электромагнитной совместимости, который не пропускает помехи от инвертора в бытовую сеть.
На выходе инвертора используются мощные сдвоенные диоды с общим катодом. Они имеют высокое быстродействие в отличие от диодов расположенных на входе устройства.
Благодаря малому времени восстановления, менее 50 наносекунд, приборы успевают переключать высокочастотный ток на выходе вторичной обмотки.
В данном приборе используются сдвоенные диоды марок STTH6003CW, FFH30US30DN или VS-60CPH03, рассчитаны на прямой ток 30 ампер на один прибор (60 ампер на оба) и обратное напряжение 300 вольт.
Устанавливаются на радиатор. Для защиты полупроводников от перегрузки используется RC фильтр. Схема управления требует стабильный источник питания без бросков напряжения.
Для этого в приборе предусмотрены стабилитроны или уже готовый интегральный стабилизатор, которые обеспечивают стабильное питание на микросхемах управления. В результате получается компактное устройство, позволяющее качественно варить металл.
Конструкция трансформатора и дросселей
Схема намотки провода.
Т1 собран из 3-х «строчников» от старых телевизоров, сложенных вместе. Сердечник ПК30х16 из феррита марки 3000НМС-1. Обмотки «I» и «II» имеют по 2 секции с проводом ПСД 1,68 в изоляции из стеклоткани. Они соединены согласно последовательно и имеют витки:
- обмотка «I» — 2×4;
- обмотка «II» — 2×2.
Обмотка «I» работает в худшем тепловом режиме, поэтому при сборке необходимо мотать ее с шагом (зазором) 1 мм. Во второй обмотке не забудьте сделать отвод от середины.
Обе обмотки надо поставить таким образом, чтобы не нарушилась работа диодов VD11-VD34. Направление намотки обмотки «I», начиная от вывода подсоединенного к L2 — против стрелки часов. А направление намотки обмотки «II» — по часовой, от вывода, подключенного к VD21-VD34.
Обмотка «III» — виток провода 0,4-0,5 мм в изоляции на напряжение 500 В и более.
Важно распределить обмотки, правильно выдержав зазоры. Это необходимо для охлаждения магнитопровода и по соображениям безопасности. Для этого устанавливают 4 стеклотекстолитовые (1,5 мм) пластины, которые после подгонки приклеивают.
Дроссель L1, индуктивностью 40±10 мкГн, намотан на сердечнике ПЛ 12,5×25-50 с зазором (немагнитным) 0,3-0,5 мм и имеет 175 витков, намотанных проводом типа ПЭВ-2, калибром 1,32.
Дроссель L2 — спираль без каркаса, намотанная 4 мм2 проводом в термоизоляции. Количество витков -11, диаметр намотки -14 мм. Через дроссель идет большой ток и его необходимо обдувать.
Расчет количества витков
Количество слоев для каждой обмотки определяем из величины площади сердечника по формуле K = 50 : Sс = 50/45 = 1,11 витка на один Вольт.
Внимание! В данной формуле, также, как и в первой, коэффициент 50 принят для трансформаторов с сердечниками типа П и Ш., для кольцевых сердечников будет равен 35 для, ШЛ и ШП – 40.
Теперь определим величину максимального тока на первичной обмотке по формуле: Imax = P : U = 6750 : 220 = 30,71 А. На основании этих данных можно узнать количество слоев для намотки. Расчет ведется по формуле Wх =Uх * K. Для вторичной – это будет W2 = U2 х K = 60 х 1,11 = 67 витков.
Количество слоев первичной обмотки узнаем, позже т.к. для этого необходимо применить другую формулу. Для регулировки мощности на выходе, от первичной обмотки производится несколько выводо. Количество витков для первичной намотки находим по формуле: W1ст = (U1 х W2): Uст, вит.
Где:
- Uст – напряжение на вторичной обмотке.
- U1 – напряжение первичной обмотки;
- W2 – количество витков вторичной обмотки;
- W1ст – количество первичной обмотки определенной ступени.
Но прежде необходимо рассчитать напряжение каждой ступени Uст. Для этого воспользуемся формулой U=P: I, В.
По формуле U = P : I, В. для исходного расчетного трансформатора Р= 6750 Вт, рассчитаем данные для четырех ступеней мощностью 95 А, 110 А, 135 А и 165 А., Подставив данные в формулу, получаем U1ст1=6750:95 =71 В, U1ст2=61 В, U1ст3=50 В, U1ст4=41 В.
Далее используем полученные данные для расчета намотки. По формуле W1ст = (U1 х W2): Uст, вит. получаем количество витков для каждой ступени (с округлением в большую сторону) W1ст1=(220х67): 71 =208 витка, W1ст2 = 242 W1ст3 = 295 витка, W1ст4 = 359 витков.
Прибавив к большему количеству витков значение от 6 %, получим необходимое расчетное общее количество витков первичной обмотки W1=359+18 = 377.
Наконец, рассчитаем сечение провода на первичной и вторичной обмотках. Для этого делим максимальный ток для каждой намотки на плотность тока. В результате расчета: Sвтор =165 : 3 = 55 мм2 , Sперв = 11 мм2.
В итоге расчета сварочного трансформатора, питающегося от однофазной сети U1 = 220В, мощностью 6,75кВт. получим:
Железо: П образные штампованные листы трансформаторной стали толщиной 0,5 мм Тип обмоток – круговые намотанные на каркас; Количество витков W1 =377 в., W2 = 67 в., Количество регулируемых ступеней – 4. при Iрег – 95 А, 110 А, 135 А и 165 А. Сечение провода Sвтор = 55 мм2, Sперв = 11 мм2
Устройство и принцип работы
Классическая конструкция представлена сочетанием нескольких устройств, которые и обеспечивают контроль показателей тока. Основными блоками можно назвать:
- диоды;
- понижающий трансформатор;
- охлаждающую систему, которая зачастую представлена вентилятором;
- приборы для измерения показателя тока;
- регуляторы различного типа.
Устройство сварочного выпрямителя позволяет с высокой точностью проводить регулировку показателей тока. В отличие от конструкции трансформатора оно может не только увеличивать силу тока, но и делать показатель постоянным, за счет чего и обеспечивается высокая устойчивость дуги.
Устройство сварочного выпрямителя
Принцип работы сварочного выпрямителя имеет следующие особенности:
- Входящий ток изначально подается на первичную обмотку встроенного трансформатора понижающего типа.
- За счет электромагнитной индукции происходит процесс понижения значения напряжения и повышения силы тока на вторичной обмотке. Схема современного сварочного выпрямителя определяет максимальное значение напряжения при холостом ходу 48В.
- Создаваемое напряжение подается на установленные диоды. Новые модели изготавливаются при применении диодов на кремневой основе. Устанавливаются они в качестве полупроводника, который обеспечивает ход тока только в одну сторону. Именно за счет диодов обеспечивается постоянное напряжение, так как они устраняют колебание при реверсном ходе электричества.
- Стоит учитывать, что на момент работы диоды существенно нагреваются. Именно поэтому все модели сварочных выпрямителей имеют систему охлаждения, которая в большинстве случаев представлена вентиляторами. При активном применении устройства постоянный обдув воздухом позволяет снизить температуру применяемых полупроводников. Некоторые модели снабжаются датчиком, который фиксирует перегрев системы.
- Устанавливаются датчики, контролирующие напряжение. Они работают совместно с автоматом и могут отключить устройство в автоматическом режиме при высоком значении напряжения.
- Регулятор устанавливается для того, чтобы можно было выбирать напряжение в зависимости от толщины свариваемого металла.
Создать выпрямитель сварочного аппарата своими руками достаточно сложно, так как для этого нужно владеть определенными навыками работы с электротехникой. Промышленные варианты исполнения обладают высокой точностью работы и надежностью, что определят их высокую популярность.
При выборе устройства следует уделить внимание тому, что оно может иметь несколько различных элементов регулировки напряжения подаваемого тока.
К особенностям устанавливаемых устройств регулировки отнесем нижеприведенные моменты:
- В большинстве случаев регулировка ступенчатая. Она представлена секционным подключением обмотки.
- При ступенчатой регулировке имеет значение шаг. Для управления секционным подключением обмотки устанавливается рычаг.
- Большинство моделей для использования сильных токов имеют конструкцию, которая предусматривает отсекание части обмотки. За счет этого ток подается по короткой схеме.
Приведенная выше настройка достаточно грубая. Встречаются модели с тонкой настройкой, которая основана на применении метода дроссельного насыщения: устанавливается устройство между двумя кремневыми диодами и понижающим трансформатором. Дроссель – конструкция, представленная сочетанием нескольких катушек, через которые во время работы оборудования также подается ток. За счет переключения позиции регулятора изменяется и длина пути обмотки.
Наиболее высокой эффективностью характеризуется работа теристорного блока. Этот элемент включается в конструкцию сварочного выпрямителя для обеспечения наиболее точной регулировки силы тока. За счет применения теристора можно выставить самые различные характеристики тока.
Большинство моделей имеет большую рукоятку на корпусе, за счет движения которой приводится в движение винтовой вал со вторичной обмоткой трансформатора. За счет изменения ее положения также регулируется протяженность пути, который преодолевает ток. Однако подобная настройка также характеризуется низкой точностью.
Схема сварочного выпрямителя
Практически все сварочные выпрямители имеют блок управления в виде сочетания различных рычагов и выключателей. За счет изменения их положения проводится регулировка характеристик подаваемого тока.
Сварочный аппарат «Терминатор»
Сварочный трансформатор с выпрямителем постоянного тока в подсобном хозяйстве вещь очень полезная. Однако, если взять выше рассчитанный трансформатор с мощностью вторичной ступени 170 А, с потребляемой мощностью почти 7 кВт. При нынешних ценах на электроэнергию один день работы с таким аппаратом обойдётся в немаленькую сумму. При этом необходимо учитывать ещё немаловажную вещь, как пульсация электроэнергии в общей сети, особенно если это единая однофазная сеть на всю улицу (сельская электропроводка) а ведь именно там больше всего такие изделия и нужны. Отчасти эту проблему могут решить применение сглаживающих дросселей, но при недостаточной напруге в сети колебания напряжения могут доходить до 50 В.
Такие скачки не смогут сгладить даже мощные дросселя и сетевые стабилизаторы. Это отрицательно сказывается на работе бытовых приборов, например, холодильниках. И уже тогда разборок с соседями точно не миновать.
При развитии современных технологий, промышленность выпускает компактные трансформаторы. Так -как мы уже знаем параметры необходимого трансформатора, то далее будем рассматривать аппараты для применения в подсобном хозяйстве в этих пределах. Хорошо востребованные изделия московского – терминатор сварочный аппарат с выпрямителем
Сварочный трансформатор «Терминатор» имеет вес 13 кг при почти профессиональных характеристиках: регулируемое разброс тока от 30 до 170А, небольшой вес и габариты, низкая цена (всего 14 тыс. руб.). Именно из -за малые веса аппарат приобрел популярность. Аппарат востребован не только в домашних, но и профессиональных работах, особенно где от сварочного оборудования требуется мобильность – переноска с одного места на другое, например, в коммунальной сфере; стройке, ремонта автотранспортного оборудования, в общем, везде, где нужно часто менять место работы.
У “Терминатора” имеется принудительная система охлаждения вентиляторами, которые регулируют мощность воздушного потока от датчиков температуры. Такая система охлаждения дает возможность использовать аппарат с 70% коэффициентом ПНВ (продолжительность непрерывного включения) это значит, что работать аппарат может из 10 минут – 7 работа, 3 отдых.
Если же произойдет перегрев обмоток, то защита отключит аппарат от нагрузки автоматически. В трансформаторе обмотки выполнены из 9 % меди, что практически исключает потери на внутреннее сопротивление. Поэтому аппарат очень экономичен.
Разновидности аппаратов
В продаже встречается просто огромное количество разновидностей рассматриваемого оборудования, все они имеют свои определенные достоинства и недостатки. Классификация промышленных сварочных выпрямителей проводится следующим образом:
- однофазный;
- двухфазный;
- трехфазный.
Выпрямитель для проведения ручной дуговой сварки трехфазного типа состоит из 6-12 диодов, которые зачастую подключаются параллельно. Двухфазные характеризуются параллельным и последовательным подключением мостов.
Управляемый и неуправляемый выпрямители
Кроме этого, классификация может проводится по следующим критериям:
- Сила тока на выходе. С увеличением этого показателя существенно повышается толщина обрабатываемого металла. Если устройство выдает небольшой ток, то можно будет проводить обработку тонких элементов. Также слишком высокий показатель силы тока позволяет применять сварочный аппарат для проведения резки металла.
- Точность регулировки. Как ранее было отмечено, выпрямитель может использоваться для установки самых различных параметров тока. Чем выше показатель точности регулировки, тем более оптимальные условия для работы может себе обеспечить мастер.
- Количество выходов для подключения. Сложное сварочное оборудование может применяться для одновременного подключения нескольких держателей для электродов. Подобная модель может понадобиться в том случае, когда работу поблизости одновременно выполняют несколько сварщиков. Однако, за счет усложнения конструкции она становится больше и дороже.
- Эффективность охлаждения. Недорогие модели предназначены для бытового применения, так как могут эксплуатироваться на протяжении короткого промежутка времени. Это связано с тем, что конструкция не имеет эффективной системы охлаждения. Профессиональное оборудование может использоваться для сварки на протяжении длительного периода.
- Размеры конструкции. Как правило, сварочные работы проводятся на выезде. Доставка всей аппаратуры может быть затруднена в случае, если оно имеет большой вес и габаритные размеры. В продаже встречаются компактные модели, которые просты в транспортировке.
Большой популярностью пользуются модели трехфазного типа. Это связано с тем, что они могут применяться для работы с металлом самой различной толщины. Однопостовой выпрямитель больше всего подходить для бытового применения, так как применяется при использовании только одного держателя электродов. В продаже есть и модели, которые позволяют подключать одновременно сразу несколько электрододержателей.
Универсальные современные сварочные выпрямители выпускаются достаточно большим количеством различных производителей. Марки во многом определяют качество сборки, срок службы и стоимость оборудования.
Для бытового применения подходить инверторный выпрямитель. Подобные модели можно охарактеризовать следующим образом:
- За понижение напряжения отвечает трансформатор.
- Устанавливается выпрямляющий блок, который отвечает за подачу постоянного напряжения.
- Далее проводится преобразование в переменное электричество с высоким показателем частоты.
Сварочный выпрямитель
Подобное оборудование предусматривает использование переменного тока. Однако за счет существенного увеличения частоты подаваемого тока есть возможность применять инверторный выпрямитель для получения соединительных швов высокого качества. За счет существенного упрощения конструкции инверторы имеют относительно небольшие размеры, а также просты в эксплуатации.
Зачем переделывать аппарат?
Теперь вы знаете, что вопрос «Так какой ток лучше: переменка или постоянка?» не имеет ответа. Аппараты на переменке и аппараты на постоянке — это два разных явления со своими достоинствами и недостатками. И в идеале лучше иметь в своем арсенале универсальное оборудование, способное варить и на постоянном, и на переменном токе.
В продаже встречаются такие аппараты, но они стоят несравнимо дорого. Если вы профессионал, то есть смысл купить такое устройство. Но если вы любитель, и варите пару раз в год у себя на даче или в гараже, то лучше приобрести трансформаторный аппарат и немного доработать его. Трансформатор, работающий на переменном токе, можно снабдить возможностью переключения на постоянный ток. Так вы получите недорогой универсальный аппарат, который к тому же будет мощным и надежным.
Диодный мост в сварочном аппарате: силовые выпрямители своими руками
Диод представляет собой полупроводниковый агрегат с разной проводимостью, определяемой прикладываемым напряжением. Он имеет два вывода: катод и анод. Если подается прямое напряжение, то есть на аноде в сравнении с катодом потенциал положителен, агрегат открыт.
Если напряжение отрицательно, он закрывается. Такая особенность нашла применение в электротехнике: диодный мост активно используется в сварочном деле для выпрямления переменного тока и улучшения качества сварных операций.
Итоги
Диодный мост для сварочного аппарата преобразует переменный ток в постоянный, что позволяет повысить качества сварных соединений. Такое приспособление можно приобрести в готовом виде или создать своими руками, следуя советам, озвученным в статье.