Сварочный выпрямитель Blueweld Combi 4.135 Turbo
Основным конструктивным узлом сварочного аппарата является источник питания. Характеристики этого элемента служат основой для классификации установок по производству сварочных работ. Различают следующие основные виды:
- трансформаторы;
- выпрямители;
- инверторы;
- генераторные установки на дизельном или бензиновом топливе.
Здесь подробно остановимся на особенностях выпрямителей.
*
Устройство, из чего состоит
Сварочный выпрямитель Telwin LINEAR 410 S
Сварочный выпрямитель состоит из следующих узлов и блоков:
- силовой трансформатор. По устройству и принципу действия он схож с трансформатором для сварки на переменном токе;
- выпрямительный блок на полупроводниковых приборах. Для преобразования переменного тока в постоянный используются полупроводниковые элементы: неуправляемые вентили — кремниевые диоды;
- управляемые вентили — тиристоры;
Целесообразно применять трехфазный выпрямитель, т. е. укомплектованный трёхфазным трансформатором. В этом случае будет значительно ниже пульсация выпрямленного напряжения, что повышает КПД сварочного устройства и улучшает качество сварного шва.
Преимущества и недостатки
Современные сварочные аппараты отличаются хорошим функционалом и большой мощностью при скромных размерах. Наиболее компактными моделями являются инверторные. Специалисты определяют их в отдельную группу. Трансформатор в таких устройствах занимает не больше пятой части общего объема.
Основное отличие прочих выпрямителей от трансформаторов заключается в том, что они могут генерировать постоянный ток в то время как для трансформаторов эта функция недоступна. Именно такая особенность является фундаментом большого перечня достоинств аппаратов с выпрямителями:
- электрод накаляется намного быстрее, когда на него вместо переменного тока подать постоянный;
- значительно снижается непродуктивное потребление электричества и, соответственно, возрастает значение коэффициента полезного действия;
- для дуги характерна стабильность горения;
- равномерное плавление расходных материалов сопровождается минимальным количеством брызг расплава. Благодаря этому снижается вероятность травматизма среди сварщиков;
- стабильность горения дуги дает возможность лучше контролировать шов. Он получается максимально ровным и прочным;
- функционал сварочного аппарата с выпрямителем богаче, чем аналога с трансформатором;
- уменьшен расход присадочного материала. Экономия становится тем ощутимее, чем больше объем выполненной работы.
Помимо достоинств выпрямителям свойственны и недостатки:
- исключить потерю мощности полностью не удалось;
- аппараты с выпрямителями хуже работают, чем трансформаторные, в случае понижения напряжения сети;
- очень чувствительны к возникновению коротких замыканий в сети энергоснабжения. Выходят из строя при малейшем замыкании проводки;
- большая часть моделей не рекомендуется использовать в условиях повышенной запыленности или влажности.
Принцип работы
Один из элементов устройства выпрямителя – понижающий трансформатор с тремя обмотками и блоком управления. Наиболее распространенные схемы выпрямления – однофазная и трехфазная мостовые, с двухполупериодным выпрямителем. Трехфазная мостовая схема обеспечивает равномерную загрузку всех фаз силовой сети и большую устойчивость горения дуги при меньшем количестве вентилей.
При использовании этой схемы в определенный момент времени два последовательно соединенных с нагрузкой элемента проводят ток; за один период происходит ровно шесть пульсаций электрического тока. Таким образом, дуга питается постоянным, выпрямленным током, протекающим по цепи вторичной обмотки.
Устройство и принцип работы
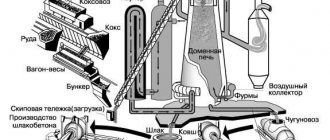
Рис. 1. Устройство сварочного выпрямителя
Само понятие сварочного выпрямителя было введено п. 150 ГОСТ 2601-84. Конструкция такого устройства включает в себя несколько блоков для реализации различных функций, а именно:
- Трансформатор – используется для преобразования переменного напряжения и тока. В сварочном выпрямителе это понижающие трансформаторы, предназначенные для снижения напряжения сети 230 В и пропорционального увеличения тока вторичной цепи.
- Выпрямитель – изготавливается из полупроводниковых элементов, собираемых, как правило, в мостовую схему. В качестве элементов часто используют вентильные диоды или тиристоры.
- Блок защит – осуществляет защиту оборудования от перегрузок, аварийных ситуаций или ошибок сварщика.
- Панель управления – представляет собой модуль регулировки, подключения и контроля рабочих параметров.
Рис. 2. Панель управления сварочного выпрямителя
- Радиатор охлаждения – в процессе проведения сварочных работ происходит колоссальный нагрев токоведущих частей вторичной обмотки трансформатора и полупроводниковых элементов. Для предотвращения перегрева сварочного устройства устанавливаются радиаторы охлаждения, в некоторых особо мощных моделях с принудительной вентиляцией.
- Пусковое устройство – предназначено для запуска сварочной установки, в некоторых ситуациях может осуществлять отключение при коротких замыканиях и других неполадках.
- Сварочные шлейфа с электрододержателями – применяются для подачи напряжения в место сварки, закрепления электродов, обеспечивают хороший электрический контакт.
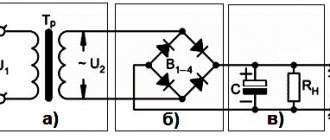
Принцип действия сварочного выпрямителя основывается на преобразовании электрической энергии, как по величине, так и по роду тока. Для этого напряжение сети после включения пускового устройства подается на первичную обмотку понижающего трансформатора. В первичной обмотке начнет протекать электрический ток, который генерирует ЭДС взаимоиндукции со вторичной обмоткой. Где наводится своя ЭДС, обуславливающая разность потенциалов на выводах вторички.
Рис. 3. Принцип действия сварочного выпрямителя
Напряжение от вторичной обмотки будет подаваться на выпрямитель. Положительная полуволна напряжения будет пропускаться одной парой диодов моста к нагрузке. А отрицательная полуволна будет пропускаться другой парой диодов к электроду и заготовке. В таком состоянии напряжение на клеммах ‟+‟ и ‟–‟ присутствует в состоянии холостого хода без нагрузки.
Как только к клеммам ‟+‟ и ‟–‟ подается нагрузка в виде электрода и заготовки для проведения сварочных работ, в цепи выпрямителя начинает протекать рабочий ток. Конденсатор C применяется для сглаживания напряжения на выходе выпрямителя. Помимо емкости, в цепи может использоваться дроссель для предотвращения резкого нарастания тока. В некоторых моделях сварочного выпрямителя может применяться регулятор величины рабочего тока.
Назначение
Сварочный выпрямитель представляет собой аппарат, предназначенный для стальных и металлических конструкций; источник энергии для сварочной дуги, при помощи полупроводниковых элементов преобразующий переменный ток сети в постоянный сварочный ток, не изменяющий своего направления и величины.
Сварочный выпрямитель Brima ВДМ 1203 (380 В). Фото Сварочные Технологии
Использование сварочных выпрямителей
Сварочные выпрямители применяются в работе при прямой и обратной полярности, с низкими и высокими токами. При выборе силовых параметров учитывается толщина заготовки, пластичность и тугоплавкость материала.
Устройства подходят для подключения:
- тугоплавких вольфрамовых электродов;
- легкоплавных угольных расходников;
- насадок автоматов и полуавтоматов.
Принципиальная схема сварочного выпрямителя всегда идет в комплекте к оборудованию. Она используется специалистами при необходимости ремонта сварочного аппарата.
Для какого вида сварки используются
C помощью этого оборудования производится большинство сварочных технологий. Они включают сварку ММА (ручная дуговая с электродом с покрытием), MIG (сварка плавлением в среде защитного газа), TIG ( аргонно-дуговая сварка неплавящимся электродом). Использование выпрямителей дает возможность сваривать не только черные металлы, но и нержавеющие, жаропрочные и жаростойкие высоколегированные стали, чугуны, цветные металлы, алюминиевые и титановые сплавы.
Какие электроды используются
Сварка может производиться электродами любых типов:
- сварочными электродами постоянного тока (например: УОНИИ-13/55 или УОНИ-13/55);
- универсальными электродами (например: АНО-4, МР-3 или ОЗС-12);
- специальными электродами.
Правила техники безопасности при использовании
Многие виды диодов для сварки не могут полноценно работать при чрезмерной запыленности. Поэтому перед применением их нужно продуть. Одно из наиболее удобных средств для этого — использование бытового фена. С его помощью можно не только устранить пыль, но и убрать влагу, которая влияет на электрические характеристики оборудования. Такую продувку необходимо проводить не реже раза в квартал.
Диодный мост для сварочного аппарата Источник prosvarku.info
Если сварочный аппарат не использовался в течение года, то перед применением его необходимо прогреть. Для этого аппарату дают возможность немного поработать на всех имеющихся режимах. Время, в течение которого проводится эта подготовка, должно быть не меньше двух часов.
При работе сварочный аппарат потребляет большое количество энергии. Важно следить за тем, чтобы он не перегревался. Если его температура превышает допустимую, в работе нужно сделать перерыв.
Нужно проверять наличие изоляции на всех токопроводящих частях. Если она нарушена, её необходимо восстановить. Крепления клемм должны быть надёжными. В процессе работы сварочный аппарат обязательно заземляется. Если он перегревается, причиной может быть одна из следующих неисправностей:
- Произошло замыкание в обмотке трансформатора.
- Вентилятор охлаждения не работает в полную силу.
- Нарушена изоляция сердечника.
- Из-за неисправности вторичного контура трансформатора понижено рабочее напряжение.
При обнаружении неисправностей их нужно устранить перед тем, как начать использовать сварочный аппарат.
Ремонт сварочного выпрямителя Источник kedrweld.ru
Отличия и преимущества сварки на постоянном токе
Дуговая сварка сталей
Сварка на постоянном токе имеет целый ряд преимуществ по сравнению с аналогичным процессом на переменном токе:
- стабильно горит сварочная дуга; на улучшение этого показателя влияет отсутствие нулевых мгновенных значений сварочного тока;
- увеличена глубина проплавления свариваемых металлов;
- значительно меньше разбрызгивается металл, и сокращаются потери;
- прочность сварочного шва значительно выше;
- снижается количество дефектов шва.
Назначение выпрямителя
Сварка представляет собой соединение двух металлических деталей путем замыкания дуги между соединяемой поверхностью и концом плавящегося электрода сварочного выпрямителя.
Два кабеля подсоединяются к выходящим клеммам устройства: первый фиксируется на свариваемой детали из металла, на конце второго размещается держатель или горелка.
Сварочный выпрямитель.
Полярность, а также режим осуществления сварной операции определяется конкретным полюсом крепления к свариваемым металлическим частям конструкции.
Выпрямитель для сварки имеет довольно простую конструкцию. Он состоит из нескольких блоков, которые обеспечивают сварщику стабильный рабочий процесс. В итоге, на выходе можно получить постоянный ток такой силы, которая необходима для проведения сварки деталей из стали, цветных металлов.
На заметку! Такое оборудование также позволяет сварщику выполнить сварные работы обратной полярности на конструкциях из тонколистовой, нержавеющей, легированной и высокоуглеродистой стали, которые чрезмерно чувствительны к перегреву.
Выпрямители относятся к более совершенным агрегатам для работы с металлическими конструкциями в сравнении с обычными трансформаторами, поскольку обладают рядом преимуществ:
- обеспечивают постоянное горение дуги, что продлевает рабочее время аппарата;
- при их эксплуатации сводится к минимуму количество брызг расплавленного присадочного и основного металла;
- позволяют достигнуть ровной поверхности шва с микроскопическим чешуйчатым рисунком;
- повышают свариваемость цветных и легированных металлов, что существенным образом улучшает качество выполненных соединений;
- предоставляют сварщику возможность сэкономить расходные материалы при выполнении сварных работ, что снижает себестоимость готового изделия.
Где применяется оборудование
Преимущества сварки на постоянном токе перед сваркой на переменном позволяют использовать её при выполнении ответственных соединений. Применяется она при сварке следующих металлов:
- теплоустойчивых, высоколегированных, малоуглеродистых, коррозионно-стойких сталей;
- титана;
- чугуна;
- сплавов на основе меди и никеля и многого другого.
Сварка постоянным током широко используется во всех областях промышленности, на крупных предприятиях, стройках, в мелких мастерских, у домашних умельцев на дачах и в гаражах.
Преимущества, характеристики перед аппаратами-трансформаторами
В отличие от трансформаторов, выпрямители обеспечивают куда более мощные энергетические показатели, обладают большей широтой пределов регулирования, они намного проще и надежней в использовании, имеют меньший вес и габариты, большую экономичность при изготовлении, и, что несомненно приятно – они практически бесшумны. Поскольку ток идет непрерывно, увеличиваются глубина проплавления металла, сварка идет стабильно,повышаются прочность и качество шва.
Сварочный выпрямитель СиМЗ ВД-306 СТ. Фото 220Вольт
Классификация по видам: многопостные, однопостные и прочие
Существует несколько видов сварочных выпрямителей.
Сварочный пост – рабочее место сварщика. Выпрямители имеют конструкции, способные обслуживать как один пост, так и несколько одновременно. Если с одним постом все понятно, то как происходит функционирование группы постов, исключающая влияние друг на друга, требуется пояснить.
Сварочный 4-постовой выпрямитель ВДМ-6303С. Фото ВсеИнструменты.ру
Независимость в функционировании определяется неизменным напряжением холостого хода каждого поста. Это обеспечивается жесткой вольтамперной характеристикой. При падающей характеристике короткое замыкание на отдельном посту снижало бы напряжение на других постах и прекращало бы сварку. Каждый пост имеет дополнительное изменяемое сопротивление для регулирования силы тока.
Многопостовой сварочный выпрямитель используется в промышленных условиях. Однопостовые применяются не профессиональными сварщиками.
Сварочный выпрямитель ЭТА ВД-306 Б 3х380. Фото ВсеИнструменты.ру
Основное свойство для классификации сварочных выпрямителей – это различие по характеристикам выходного выпрямленного напряжения от сварочного тока. В зависимости от этой характеристики (пологопадающая, крутопадающая или универсальная) определяется применяемость выпрямителя к той или другой сварочной технологии.
Крутопадающая характеристика – для ручной дуговой сварки штучными покрытыми электродами, аргонодуговой сваркой с вольфрамовыми электродами, механизированной сваркой под флюсом на аппаратах с регулированием подачи электродной проволоки в зависимости от напряжения дуги.
Выпрямители с пологопадающей характеристикой – применяются при механизированной сварке с плавящимся электродом в среде защитных газов или под флюсом, при постоянной скорости подачи проволоки, не зависящей от напряжения дуги. Эти характеристики производитель получает с помощью регулировки трансформатора, регулированием индуктивного сопротивления дросселя или с помощью полупроводниковых приборов. Прежде всего важно знать для каких работ годится сварочный выпрямитель и его параметры.
- Трансформаторные. Внутри силового трансформатора расположены подвижные катушки. Первичная регулировка производится переключением обмоток со схемы «звезда» на «треугольник». Более тонкая регулировка происходит за счет изменения расстояния между обмотками.
- Транзисторные. Полупроводник работает по принципу ключа. Транзистор настроен на определенную по величине силу тока. При этом регулировка сильного тока происходит за счет более слабого. Такой способ регулирования расширяет диапазон применяемых сварочных токов.
- С регулировкой дросселя насыщения. Обычно дроссель (индуктивное сопротивление) находится между трансформатором и выпрямительным блоком. Силовой трансформатор выдает постоянное напряжение. Использование индуктивного сопротивления позволяет изменять параметры и выпрямитель уже будет работать на падающей вольтамперной характеристике.
- Тиристорные. Здесь управление напряжением и силой тока осуществляется с помощью электронной схемы. В схеме есть подстроечный элемент, через который производится настройка напряжения и силы тока подводимых к электроду в месте сварки.
- Инверторные сварочные выпрямители. Производят регулировку сварочного тока по совсем другому принципу. Электронные приборы способны автономно осуществлять регулирование сварочного тока высокой частоты и уйти от повышения тока за счет снижения напряжения.
Выпрямитель инверторный Линкор ВД-201И. Фото Сварочные Технологии
Сварочные выпрямители подразделяются на бытовые, с мощностью не превышающей 200 А, полупрофессиональные (мощность – до 300 А) и профессиональные (свыше 300 А). Модели отличаются между собой по мощности, габаритам и количеству поглощаемой энергии.
Сварочный инверторный выпрямитель Foxweld ВД-306И, максимальный ток – 315 А. Фото ВсеИнструменты.ру
Основные технические данные выпрямителей: напряжение питающей сети и холостого хода, максимальная мощность работы, потребляемая мощность, тип сварочного тока, диаметр электродов, вес и габариты . Различные виды выпрямителей предназначены для разных работ – так, например, ВД2-313 используется для двухпостовой дуговой сварки стальных предметов, а ВДУ-506 – универсальный выпрямитель, способен проводить комплектацию сварочных автоматов и порошковую сварку.
Различные виды выпрямителей предназначены для разных работ — так, например, ВД2-313 предназначен для двухпостовой дуговой сварки стальных предметов, а ВДУ-506 — универсальный выпрямитель, способен проводить комплектацию сварочных автоматов и порошковую сварку.
Применение выпрямителей
Выпрямитель для сварочного аппарата – устройство, которое состоит из нескольких блоков для преобразования и выпрямления входящего напряжения. При работе устройство также повышает показатель силы тока, за счет чего обеспечиваются наиболее благоприятные условия. Назначение сварочного выпрямителя заключается в генерации постоянного тока с высоким значением А.
Рассматривая применение сварочного выпрямителя следует уделить внимание нижеприведенным моментам:
- Устройство позволяет проводить сварочные работы при применении электродов, покрытых различными веществами. За счет использования электродов с покрытием, дуга становится более устойчивой, что обеспечивает благоприятные условия для получения качественного шва.
- В продаже встречаются аппараты, которые могут применяться для сваривания металлов толщиной до 50 мм. Регулировка показателей тока позволяет также проводить работы с металлом толщиной стенок около 1мм. Этот момент определяет, что сварочные выпрямители существенно расширяют область применения аппаратов для сварки.
- Сварочное устройство может применяться для плавки кромки обрабатываемого металла или стержня применяемого электрода.
- Многие модели могут использоваться для работы с присадочной проволокой. Кроме этого, они практически незаменимы при применении неплавящихся электродов, к примеру, покрытие которых изготавливается из вольфрама.
- При применении сварочного выпрямителя можно проводить соединение элементов, которые изготавливаются из нержавеющей стали, чугуна, малоуглеродистой стали или других сплавов.
- Кроме сварочных работ, с применением рассматриваемого аппарата можно выполнять резку металлов. Для этого проводится существенное увеличение показателя силы тока, дуга прожигает металл.
Если сравнивать с ранее применяемыми трансформаторами, выпрямители способны существенно снизить расход электродов. Сегодня они довольно часто встраиваются в сварочные аппараты, но можно приобрести и подключаемые вариант исполнения.
Внешний вид сварочного выпрямителя
Применяется устройство достаточно просто, подходит оно для самых различных случаев работы. К особенностям использования отнесем нижеприведенные моменты:
- Устройство, как правило, имеет две клеммы.
- Одна клемма предназначена для подключения к обрабатываемому изделию, а вторая присоединяется к держателю.
- В зависимости от конкретного полюса определяется полярность, а также наиболее подходящие режимы работы.
Сваривание металла происходит при образовании дуги между обрабатываемой поверхности и применяемым электродом. Процесс относительно прост, но даже при применении сварочного выпрямителя могут возникнуть некоторые трудности при работе, и только при наличии определенных знаний, навыков и опыта сварщик может получить качественный шов.
Регулировка сварочного тока
Регулировка сварочного тока в выпрямителе происходит электромеханическим или электрическим методами. Электромеханическая регулировка сварочного тока предусматривает выполнение этой операции до выпрямительного блока. В этом случае на выпрямляющие вентили поступает переменный ток, уже имеющий требуемые для сварки параметры. Электрическая регулировка возможна на выпрямителях, оснащённых тиристорами, и заключается в изменении угла их регулировки.
Основные типы сварочных выпрямителей
Преобразователи сварочного тока отличаются по двум показателям: типу конструкции и способу регулировки силовых показателей подключения.
Основные виды выпрямителей:
- регулировка осуществляется посредством изменений в работе трансформатора;
- модели с дросселем. Используется индукционная катушка, исключающая резкие перепады напряжения;
- тиристорные. В качестве регуляторов, изменяющих напряжение, используются тиристоры.
- транзисторные. В схему оборудования включены полупроводники, которые сглаживают амплитуду импульсов тока;
- инвертор. Аппарат оснащен преобразователем с частотным повышением напряжения и регулятором силы тока.
Основные отличия сварочных аппаратов в зависимости от силовых показателей и особенностей их регулировки:
- Модели для электрической дуговой сварки, подключаемые к трехфазной сети. Характеризуются большими размерами. Работа преобразователя сопряжена с ощутимыми потерями электричества. Возможности аппарата ограничиваются мощностью трансформатора и параметрами дополнительного сопротивления.
- Автоматы и полуавтоматы. Сила тока на выходе зависит от мощности магнитного поля, которая в свою очередь управляется реостатом. Он позволяет изменить количество витков вторичной обмотки (за принципом вольтамперной регулировки). Помимо этого, устанавливается осциллограф, позволяющий контролировать импульсную регулировку. Изначально ток выпрямляется, после чего преобразовывается в переменный высокочастотный.
- Трехфазные выпрямители дроссельного типа устанавливаются в дуговой аргоновой сварке. В их конструкции предусмотрен дополнительный сердечник с обмоткой. Его роль заключается в накоплении заряда, подаваемого на конденсатор-выпрямитель.
Как подключить балластник, балластный реостат
Балластный реостат (балластник) – устройство цепи со сварочным выпрямителем, с помощью которого сварщик производит регулировку тока. Принцип регулирования основан на действии известного в электротехнике закона Ома. Чем выше сопротивление, которое представляет собой балластник, тем меньше сила тока.
Балластный реостат Балластный реостат Brima РБ-302. Фото ВсеИнструменты.ру
Обычно балластник представляет собой пружину, эффективность работы которой зависит от оптимально подобранных длине пружины, диаметру витков и проволоки, а также материала из которого она изготовлена. К пружине подключается контакт регулятора, перемещая который по направлению навивки, изменяют ее сопротивление, а значит и силу тока. Контакт регулятора соединяется с проводом держака сварочного аппарата. Другой конец подключается к питающей сети.
Что такое сварочный выпрямитель
Устройство является преобразовательным блоком с возможностью регулировки силы тока (ампераж) и напряжения (вольтаж). На выходе сварочного выпрямителя есть провода с клеммами – плюсовой и минусовой. Один из них подключается к электроду, а другой контактирует с заготовкой. В результате замыкания цепи образуется электрическая дуга. Ее высокая температура позволяет расплавлять металлы и сваривать их.
В зависимости от назначения выпрямители отличаются уровнем сложности и функционалом. Тем не менее, принципиальная рабочая схема остается типовой. Его основу составляет преобразователь – трансформатор, модулирующий нужное для конкретной ситуации напряжение. Помимо этого, в схеме есть определенное количество полупроводников, которые отсекают отрицательную часть синусоиды переменного тока, пропуская только положительный заряд.
Своими руками
Практика показала, что некоторые люди успешно справляются с самостоятельным изготовлением сварочных выпрямителей. Главное разработать работоспособную схему. Основными исходными параметрами будут диаметры электродов на работу с которыми рассчитан выпрямитель. Так, например, если 3 мм., то сварочный ток необходимо обеспечить около 150 А, если 4 мм. – 200 А.
В схеме должны быть указаны параметры следующих элементов:
- Трансформатор. Желательно подобрать к схеме из готовых аппаратов. Однако это условие выполнить нелегко, приходится научиться изготавливать трансформатор самостоятельно. Расчет его элементов (сечение сердечника, количество витков на обмотках и размеры проводов) не так уж сложен. Опыт сборки и монтажа быстро набирается после одной – двух неудачных перемоток.
- Выпрямительный блок. Напряжение подается после вторичной обмотки трансформатора. Для работы применяются следующие элементы: диоды;
- конденсатор;
- дроссель.
Сборка диодов выполнена по мостовой схеме. После нее ток получается не переменный, а пульсирующий. Такой ток для сварки не годится, поэтому в цепи присутствует конденсатор. Он сглаживает пульсации. Окончательно постоянный ток получается с помощью дросселя. Дроссель работает как фильтр, который пропускает постоянную составляющую тока, а переменную задерживает.
Сварочный выпрямитель BLUE WELD KING TIG 200
Диоды, работающие на таких высоких токах, выделяют много тепла. Поэтому в сборку они обязательно входят в комплекте с радиаторами охлаждения. Важно продумать принудительный обдув сварочного аппарата от вентилятора.
Конденсаторы для сварочного блока рассчитаны на максимальное значение напряжения пульсаций. Для выпрямительного блока они отличаются от применяемых в радиотехнике, которые не работают с импульсными токами.
Важно! Внимательно обращать внимание на характеристики.
Для изготовления дросселя необходим сердечник из трансформаторного железа и медная изолированная шинка (можно использовать жилу скрученную из медных луженых проволок с изоляцией). Сердечники возможно использовать со старой радиоаппаратуры. Сердечник дросселя и намотка собираются с зазором. После испытания аппарата, зазор и количество витков в обмотке могут корректироваться.
- Основание сварочного выпрямителя. Отличными изолирующими свойствами обладает текстолитовая пластина. Размещать приборы на ней нежелательно вплотную друг к другу. При работе выделяется большое количество тепла, поэтому необходимо иметь достаточно большое продуваемое пространство.
Вариантов изготовить сварочный выпрямитель своими руками далеко не один. Они будут отличаться по конструкции из-за способов регулирования. Исполнитель будет разрабатывать собственную конструкцию применительно к специфике выполняемых работ.
Обслуживание и ремонт
Сварочные выпрямители нуждаются как в ежедневном, так и в периодическом техническом обслуживании. Это залог безотказной работы оборудования. Ежесменный осмотр включает в себя следующие процедуры:
- Осмотр изоляции.
- Проверка крепления клемм и заземления.
- Удаление пыли и грязи с внутренних частей корпуса.
Все обнаруженные дефекты подлежат немедленному устранению.
Симптомами неисправности является частое срабатывание температурных датчиков и увеличение шума в процессе эксплуатации. Причиной могут быть следующими:
- Замыкание первичной обмотки трансформатора.
- Выход из строя вентилятора системы охлаждения;
- Нарушение изоляции листов сердечника.
Эксплуатация неисправного оборудования запрещена.
Бренды, модели
Сварочный выпрямитель BRIMA MIGSTAR-160
К популярным моделям сварочных выпрямителей относятся:
- сварочный выпрямитель бренд Telwin модель LINEAR 410 /S. Параметры: 15000 Вт, 350 А.
- сварочный выпрямитель аргонодуговой сварки бренд Blue Weld KING модель TIG 200 AC/DC-HF/Lift 832200.
- сварочный выпрямитель бренд Blueweld модель Combi 4.135 Turbo.
- сварочный выпрямитель бренд BRIMA модель MIGSTAR-160.
Полный перечень брендов и моделей оснащения для сварки на постоянном токе представлен на официальных сайтах поставщиков.