Основное назначение токарно-карусельных станков — обработка цилиндрических и конических деталей больших габаритов и массы. Главная особенность конструкции таких станков, которая определила выделение их в отдельную категорию — вертикальное расположение оси вращения шпинделя. Сегодня эти станки практически полностью заменили устаревшие модели лобовых станков.
Область применения
Токарные карусельные станки применяются в промышленности для обработки габаритных заготовок, которые имеют большой диаметр и малую длину. Например, на подобной машине можно торцевать и точить цилиндрические поверхности, прорезать канавки и выполнять наружные или внутренние фаски. Если на станке установлено дополнительное оборудование, тогда можно обрабатывать даже конические, резьбовые и фасонные поверхности, а также осуществлять операции, присущие иным видам агрегатов. К примеру, сверление, зенкерование, развертывание, фрезерование или шлифование.
Виды станков
В зависимости от особенностей конструкции есть:
- Одностоечный токарно-карусельный станок (1516, 1512, 1531М и другие модели), который имеет сравнительно небольшую планшайбу (не более 1600 мм). Соответственно, подобная машина предназначена для обработки негабаритных заготовок диаметром до 1500 мм.
- Двухстоечный токарно-карусельный станок (1525, 1Л532, 1553 и другие модели). Машины такого типа могут обрабатывать очень большие заготовки, так как имеют планшайбы размером до 25000 мм. Помимо этого, подобные агрегаты обладают более высокой технологичностью и точностью при обработке.
Особенности конструкции станков
Основной частью подобной машины является станина, на которой располагается планшайба. Именно эти два элемента на станке отвечают за фиксацию детали.
Планшайба и стол выполнены таким образом, что установка заготовки не отнимает слишком много времени, если, например, сравнивать с оборудованием токарно-лобовой группы, где для того чтобы обработать габаритную деталь требовалось как минимум два работника.
Компоновка станка
На рисунке 3 изображены основные узлы станка, которые входят в его компоновку.
Рис.3 Компоновка станка
Описание элементов: 1-стол, 2-защитное кольцо планшайбы, 3-суппорт вертикального движения, 4-пульт управления станком, 5-крепления для пульта, 6-поперечина, 7-направляющие для поперечины, 8-станина, 9-маховик ручного перемещения суппорта вертикального движения, 10-коробка подач суппорта вертикального движения, 11-коробка скоростей, 12-защитный кожух, 13-вал для передачи движения на подачу, 14-система смазки, 15-боковой суппорт, 16- коробка подач для бокового суппорта.
Большинство составных частей этого станка выполнены в виде самостоятельных изделий, что очень облегчает работы по сборке станка во время изготовления, а также уменьшает время ремонта и наладки.
Одним из важнейших элементов компоновки станка является стол. Данный узел включает в себя круговые направляющие, планшайбу, привод, помещенные в корпус. Для придания жесткости корпус стола выполнен из чугуна с развитой системой ребер. Для предотвращения попадания различных загрязняющих элементов (стружки, смазки, эмульсии, пыли) внутрь стола существуют кольцевые выступы, которые соединяются с кольцевыми канавками в верхней части корпуса. Планшайба получает вращающий момент от привода планшайбы, который в свою очередь связан с электродвигателем с помощью систем валов, шестерней и муфт, представляющих из себя коробку скоростей.
Основные узлы станка на примере модели 1512
Подобные машины, в первую очередь, состоят из револьверного суппорта, который перемещается в двух направлениях: горизонтальном и вертикальном. На нем также расположены ползун и каретка. Эти два компонента могут перемещаться только по вертикали. Кроме этого, на ползуне имеется револьверная головка, куда и крепятся резцы. При помощи суппорта и заранее установленного резца работник за станком и выполняет все необходимые операции. Например, точение или сверление.
Нередко для обработки наружной поверхности заготовки одностоечный станок дополнительно оборудуют боковым суппортом, который так же состоит из каретки, резцедержателя и подвижного ползуна.
Характеристики и особенности
Станки карусельного типа отличаются следующими характерными особенностями:
- Мощность.
- Число скоростей и скорость вращения.
- Величина наклона ползуна вертикального резцедержателя.
- Наибольшая величина передвижения резцедержателей по горизонтали и по вертикали.
- Наибольшие габариты обрабатываемой болванки.
- Наибольшая величина передвижения траверсы (для устройств с двумя стойками).
- Сечение планшайбы.
Высокая скорость работы, присущая установкам карусельного типа, достигается благодаря минимальным консольным нагрузкам, приходящимся на главный вал и болванку, поскольку планшайба монтируется на стол особым образом.
Главным движением карусельных установок считается вращение болванки, зафиксированной в планшайбе, а движением подачи – ход резцедержателей. Движение поперечины, подводящей резцы к детали, считается дополнительным движением.
Устройства с двумя стойками используются для работы с болванками, чье сечение 1650-2500 см. Агрегаты с одной стойкой используются для работы с болванками меньшего сечения. ЧПУ обычно оснащаются установки с одной стойкой, благодаря чему становится доступной обработка заготовок сложной формы, имеющих прямо- и криволинейные образующие.
Характерной особенностью установок с ЧПУ является отсутствие бокового резцедержателя – управление приводом главного движения и резцедержателем осуществляется автоматически, согласно преждевременно введенной в ЧПУ. Программа управления отвечает за осуществление таких операций:
- выбор требуемой скорости вращения и ее установка;
- разворот и фиксация револьверной головки в необходимое положение;
- корректировка совершаемых подач и положения приспособлений для работы;
- установка резцов в нулевое положение;
- управление перемещением инструментов на верхнем резцедержателе.
Технические характеристики на примере модели 1512
Главным параметром, который определяет размер такой машины, является максимальный диаметр заготовки, которую можно обработать. Но есть и другие, не менее важные факторы, которые влияют на то, какими будут токарно-карусельные станки.
Характеристики таких машин определяются:
- Габаритами планшайбы.
- Пределами и количеством подач суппорта.
- Мощностью и видом двигателя.
- Массой и габаритами самого станка.
Технические характеристики токарно-карусельного станка 1512
| Диаметр планшайбы | 1120 мм |
| Размеры заготовок, которые подлежат обработке | диаметр до 1250 мм высота до 1000 мм |
| Количество частот вращения планшайбы | не более восемнадцати шт. |
| Число подач суппорта | до шестнадцати шт. |
| Граничные частоты вращения планшайбы | от 5 до 250 об/мин |
| Пределы подач суппорта | от 0,07 до 12,5 мм/об |
| Максимальная мощность привода | 30 кВт |
| Частота вращения двигателя | 1460 об/мин |
| Размеры станка | ширина 2975 мм высота 4100 мм длина 2750 мм |
| Масса | 1,6 т |
Описание корпуса и конструкции
Токарно-карусельный станок 1512 относится к категории токарно-карусельного оборудования, об этом, в част ности, говорят цифры в обозначении его модели:
- 1 – обозначение группы оборудования (токарная);
- 5 – тип оборудования (карусельный);
- 12 – показатель максимального значения диаметра заготовки, которая может обрабатываться (1250 мм).
Конструкция токарно-карусельного станка 1512 является классической для оборудования подобного типа и состоит из ряда типовых элементов.
Габариты
Учитывая технические возможности токарно-карусельного станка 1512, становится понятным, почему его габариты и вес являются весьма значительными. Так, данные характеристики станка соответствуют следующим показателям:
- Габариты оборудования – 2750х2975х4100 мм.
- Масса токарно-карусельного станка 1512 без учета веса БС – 15 500 кг.
- Масса токарно-карусельного станка 1512 с учетом веса ВС – 16 500 кг.
Расположение органов управления
Органы управления токарно-карусельного станка 1512 эргономично расположены на его лицевой части, на подвесной панели и на его инструментальных узлах. К таким органам, в частности, относятся:
- Рукоятка, предназначенная для фиксации резцовой головки бокового суппорта (БС).
- Винт, обеспечивающий крепление оправки режущего инструмента в соответствующих гнездах револьверной головки.
- Винт, фиксирующий ползун вертикального суппорта (ВС).
- Гайки, предназначенные для фиксации поворотных салазок ВС.
- Рукоятка для подключения к электрической сети.
- Рукоятка, предназначенная для фиксации траверсы (поперечины).
- Кнопки для включения движения поперечины в направлении, «вверх» и «вниз».
- Квадрат червяка, отвечающего за поворотные движения ползуна ВС.
- Винт, фиксирующий ВС .
- Маховик, при помощи которого ползун ВС можно перемещать в вертикальном направлении.
- Маховик, при помощи которого ВС можно перемещать в горизонтальном направлении.
- Пульт управления подвесного типа.
- Винт, предназначенный для фиксации ползуна БС.
- Винт для обеспечения фиксации самого БС.
- Маховик, при помощи которого ползун БС можно перемещать в горизонтальном направлении.
- Маховик для обеспечения перемещения самого БС в вертикальном направлении.
Основным органом, предназначенным для управления токарно-карусельным станком 1512, является подвесной пульт, при помощи кнопок и переключателей, расположенных на его лицевой панели, можно выполнить следующие действия:
- Полностью остановить работу токарно-карусельного станка 1512.
- С помощью сигнальной лампочки понять, что в главном приводе отсутствует смазка.
- Остановить работу главного привода.
- Запустить работу главного привода.
- Включить и отключить работу тормоза, фиксирующего ВС.
- Выполнить поворот инструментальной головки и зафиксировать в ее гнездах используемый инструмент.
- Переключить значение рабочих подач, а также установочных подач ВС.
- Переключить направление движения ВС.
- При помощи сигнальной лампы понять, что ВС находится в действии.
- Включить и выключить лампы, освещающие рабочую зону.
- При помощи сигнальной лампы понять, что БС находится в действии.
- Переключить направление движения БС.
- Установить требуемое значение подачи, а также установочных перемещений БС.
- Включить или выключить тормоз, фиксирующий БС.
- Установить требуемое значение числа оборотов планшайбы в минуту.
- Включить или выключить ступенчато-постоянную скорость, с которой осуществляется резание.
- Запустить вращение планшайбы или остановить его.
- Запустить толчковый пуск планшайбы или отменить его.
Таким образом, органы управления токарно-карусельного станка 1512 дают возможность не только запускать в действие все его узлы, но также частично контролировать их техническое состояние.
Составные части
Основными элементами, из которых состоит конструкция токарно-карусельного станка 1512, являются.
Стойка
Это массивная пустотелая конструкция из чугуна, именно на ней крепятся все детали и узлы токарно-карусельного станка 1512.
Рабочий стол
Этот узел токарно-карусельного станка 1512, состоящий из планшайбы с установленным на ней шпинделем, приводного устройства и двух опор с подшипниками. Центрирование платформы рабочего стола обеспечивается роликовыми подшипниками, кроме этого, именно они принимают на себя радиальные усилия, возникающие при обработке деталей.
Осевые нагрузки, которые формируются весом заготовки и силами резания, воспринимает на себя направляющая скольжения кольцевого типа, которая оснащенная устройством централизованной смазки.
Для выбора радиальных зазоров, если они появляются в опорах рабочего стола, в их конструкции предусмотрены внутренние кольца с конической поверхностью, которые подтягиваются при помощи регулировочных гаек. Передача крутящего момента от ведущего вала планшайбе обеспечивается цилиндрической косозубой передачей, связанной с приводом главного движения.
Коробка скоростей
Данный узел токарно-карусельного станка 1512 отвечает за передачу крутящего момента от приводного двигателя шпинделю, установленному на рабочем столе. Кроме этого, при помощи данного узла устанавливают необходимую окружную скорость шпинделя станка.
Конструкция коробки скоростей включает в себя шесть валов со свободно сидящими на них шестернями, что и позволяет обеспечивать регулировку скорости вращения выходного вала. Приведение в зацепление шестерней определенного диаметра обеспечивается за счет муфт электромагнитного типа, включаемых дистанционно.
Вертикальный суппортный узел
Именно он обеспечивает в процессе обработки вертикальное и горизонтальное перемещение инструмента. Он оснащен револьверной головкой, в которой может быть одновременно установлено до пяти инструментов.
Вертикальное перемещение обеспечивается за счет его направляющих, а горизонтальное – за счет направляющих, установленных на поперечине или траверсе, она, в свою очередь, также может перемещаться в вертикальной плоскости по своим собственным направляющим. На поперечине крепится коробка подач, отвечающая за горизонтальное перемещение инструментов.
Вертикальное перемещение поперечины обеспечивает отдельный привод, оснащенный электродвигателем. Отдельным электроприводом и червячным механизмом оснащена и револьверная головка, за счет чего и обеспечивается смена занимаемых ею позиций. На токарно-карусельном станке 1512 можно обрабатывать поверхности конического типа, что обеспечивается тем, что его суппорт может поворачиваться в обе стороны на угол до 45 градусов.
Боковой суппорт
Оснащенный 4-позиционным резцедержателем, дублирует ортогональные движения вертикального суппорта. Такое решение реализовано для того, чтобы в каждой конкретной схеме обработки детали уменьшить упругие деформации, возникающие в инструментальной системе, а также увеличить производительность оборудования за счет его возможности выполнять параллельное функционирование одновременно двух силовых узлов.
Так, боковой суппорт, у которого величина вылета инструмента в процессе обработки сохраняется постоянной, более оптимально использовать при наружном точении высокой заготовки. Использование же вертикального суппорта целесообразно, когда необходимо обработать центральное отверстие или выполнить подрезание торцевой поверхности заготовки значительного диаметра.
Коробка подач
Это два приводных узла – по одному для каждого из суппортов. Конструкции данных узлов, которые совершенно идентичны между собой, включают в себя группу валов с установленными на них зубчатыми передачами, а также несколькими электромагнитными муфтами.
Приводом для данного узла служит вал, он жестко связан со шпинделем рабочего стола при помощи нескольких зубчатых передач. На выходе коробки подач установлены два вала, один из которых отвечает за горизонтальное перемещение суппорта, второй – за вертикальное.
Активация требуемых подач обеспечивается путем выбора одного из сочетаний шестерен, а для ускоренного перемещения инструментальных узлов используются отдельные электродвигатели. В коробке подач токарно-карусельного станка 1512 реализована возможность осуществлять перемещение его суппортов и вручную, для чего используется несколько маховиков. Данный узел станка позволяет обеспечивать получение 18 рабочих подач и создавать столько же ускоренных перемещений.
Отечественные модели станков
К наиболее популярным моделям российского оборудования токарно-карусельной группы стоит отнести 1516. Эта машина относится к группе универсальных устройств и предназначается для работы в условиях индивидуального производства. Немного устаревшим считается токарно-карусельный станок 1512, который так же, как и предыдущая модель, был выпущен на Краснодарском заводе имени Седина.
Среди любопытных характеристик вышеупомянутых машин стоит назвать возможность изменения вращения планшайбы в другую сторону (так называемый реверс) и наличие в конструкции консолей, которые также могут поворачиваются.
На многих заводах постсоветского пространства можно встретить еще несколько модификаций вышеупомянутых станков, которые оборудованы самоцентрирующимися или другими элементами подобного типа.
К сожалению, сегодня эти агрегаты больше не выпускаются, так как на современном рынке имеются усовершенствованные аналоги, в основном зарубежного производства. К таковым относятся, например, токарные карусельные станки германского, швейцарского или китайского производства.
Зачем нужны 2 стойки?
Поскольку планшайба двухстоечного ТКС довольно габаритна, то требуется обеспечение сравнительно высокой жёсткости стойки, по которой ходит суппорт. В противном случае стойка будет испытывать постоянные изгибающие нагрузки, что в конечном итоге приведёт к её поломке и выходу из строя самого станка. Поэтому и возникла необходимость в применении второй стойки.
С другой стороны, подобное усложнение конструкции, которое само по себе фактор скорее негативный, дало выигрыш в функциональности – у станкостроителей появилась возможность ввести в конструкцию второй суппорт. Обе инструментальных магазина перемещаются по направляющим поперечинам и исполняют свои функции согласно манипуляциям оператора-человека, либо программы ЧПУ.
Наличие второй стойки немного усложняет эксплуатацию техники в плане её сервисного обслуживания, ведь на проведение соответствующих операций в рамках сервиса требуется больше ресурсов – времени, материалов и т.д. Однако плюсы от использования пусть и усложнённого, но гораздо более функционального оборудования перевешивают этот, в сущности, небольшой недостаток.
Отечественные станки с ЧПУ: особенности и преимущества
ЧПУ (числовое программное управление) значительно повышает точность обработки на токарно-карусельных станках в сравнении с машинами без соответствующих стоек. Это возможно благодаря датчикам, которые контролируют перемещения суппорта вместе с резцедержателем в четырех направлениях (по оси X, Z, W и B).
Подобные элементы способны улавливать любые отклонения вплоть до долей микрона, что особенно подходит для высокотехнологического массового производства металлических изделий.
Фактически станок с ЧПУ – это тот же агрегат, но имеющий автоматизированный управляющий центр в виде небольшого шкафчика с дисплеем и клавиатурой для ввода кода.
На многих предприятиях, которые делают металлические изделия, имеются модернизированные машины советского производства. Например, можно встретить станки модели 1525 или 1512, возле которых находятся соответствующие стойки с числовым программным управлением. Подобные агрегаты обладают всем необходимым функционалом для выполнения операций в полуавтоматическом режиме, что значительно ускоряет весь рабочий процесс. При этом качество и точность обработки превышают показатели обыкновенных токарно-карусельных станков.
Помимо вышесказанного, подобные машины обладают еще одним весомым преимуществом, простотой работы. Для выполнения токарных операций за каждым отдельным станком не нужно нанимать по одному высококвалифицированному специалисту. Достаточно иметь одного оператора, который будет устанавливать заготовки и снимать готовые изделия. Основную же работу вместо человека выполнит автоматизированная система.
Основные критерии выбора
Рассматривая основные параметры, по которым определяются особенности оборудования, нужно уделить внимание нижеприведенным моментам:
- Показатель мощности. Как ранее было отмечено, карусельные станки могут иметь несколько электрических двигателей. Стандартная кинематическая схема предусматривает наличие одного основного электрического мотора, а также несколько дополнительные, которые позволяют точно управлять узлами или предназначены для подачи СОЖ. Тот момент, что данная группа оборудования предназначена для обработки больших заготовок, электрическая схема предусматривает суммарную мощность более 10 кВт.
- Количество скоростей. Карусельные станки снабжают кинематикой с возможностью установки определенной скорости. Согласно разработанной технологии обработки скорость резания варьирует в большом пределе.
- Угол наклона суппорта. В данном приспособлений устанавливается конструкция, которая позволяет изменять угол наклона суппорта. Это необходимо для получения деталей с самой различной геометрией.
- Количество оборотов планшайбы в минуту. Карусельные станки имеют одну важную особенность: планшайба также может совершать вращение вокруг своей оси. За счет этого обработка существенно упрощается и ускоряется.
- Сечение шайбы.
- Диапазон, в котором может передвигаться поперечина в случае двухстоечной модели. Одностоечный вариант исполнения не имеет поперечины, что существенно уменьшает размер обрабатываемых заготовок.
- Наибольшее расстояние в горизонтальной и вертикальной плоскости, на которое могут перемещаться узлы.
- Высота и сечение заготовок, которые могут обрабатывать карусельные станки.
- Количество инструментов, которые можно установить в револьверный аппарат для их смены. Стоит учитывать, что револьверная головка свойственна моделям с ЧПУ, или тем, которые могут проводить обработку в автоматическом режиме благодаря другим устройствам управления.
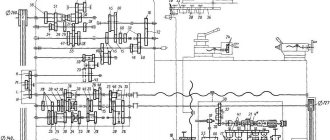
Кинематическая схема токарно-карусельного станка на примере модели 1512
Ремонт токарно-карусельных станков проводится намного реже по причине того, что на основные узлы оказывается невысокая консольная нагрузка в сравнении с оборудование обычной токарной группы.
Отечественные модели станков с ЧПУ
Модифицированные популярные токарные машины российского производства нередко оснащались стойками с ЧПУ в основном с системами ручного набора координат. Например, станки 1512Ф1, 1516Ф1 или 1540Ф1. В подобных стойках было установлено отечественное ПО, наподобие П32-3М и Н55-2.
Нередко встречались иные виды систем управления: контурные и позиционные. Например, станки 1516Ф2 и 1А516ПМФ3. Последние успешно модернизируются и используются в промышленности по сей день, так как их технические характеристики соответствуют современным стандартам.
Краткие технические характеристики токарно-карусельного станка с ЧПУ 1516Ф2
| Система ЧПУ | позиционная |
| Диаметр планшайбы | 1400 мм |
| Размеры деталей, которые можно обработать | высота до 1000 мм диаметр до 1600 мм |
| Частота вращения планшайбы | от 4 до 200 об/мин |
| Количество программируемых суппортов | 2 |
| Максимальная мощность двигателя | 30 кВт |
| Перемещения суппортов | по оси:
|
| Модель СЧПУ | П32-3М |
| Пределы подач суппортов | от 0,03 до 12,5 мм/об |
Более подробную информацию о характеристиках, а также инструкцию по эксплуатации можно найти в паспорте токарно-карусельного станка 1516Ф2. Подобный документ всегда поставляется вместе с машиной.
Устройство одностоечного токарно-карусельного станка
Конструкцию и основные узлы рассмотрим на примере токарнокарусельных станков моделей 1541 и 1531М (различаются тем, что на первом обрабатывается деталь диаметром до 1600 мм, а на втором — до 1250 мм, но имеют одинаковую конструкцию).
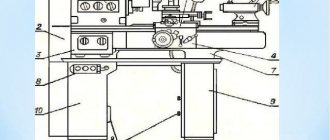
Универсальные одностоечные ТКС 1541 и 1531М имеют следующие узлы (рис. 4): стол 1, ограждение 2, планшайбу 3, подвесной кнопочный пульт 4, вертикальный суппорт 5, станину 6, поперечину 7, коробку подач вертикального суппорта 8, боковой суппорт 9, коробку подач бокового суппорта 10 и не видимые на рисунке коробку скоростей, механизм передачи на подачу, гидроуправление, механизм перемещения поперечины, маслопровод, электрооборудование. Отличительной особенностью станков является выполнение большинства узлов в отдельных корпусах, что облегчает их сборку не только при изготовлении, но и при ремонте.
Рис. 4. Общий вид токарно-карусельного станка модели 1531М
Станина 6 служит для всех узлов станка основанием, обеспечивающим их правильное взаимное расположение и перемещение Станина воспринимает воздействие от сил резания и массы узлов и представляет собой пустотелую отливку, усиленную ребрами жесткости так, что при сравнительно небольшой массе она обладает достаточными прочностью и жесткостью Спереди к станине присоединен стол 1 с планшайбой 3. На лицевой стороне станины имеются направляющие, по которым перемещаются поперечина 7 и боковой суппорт 9. Справа к станине приваривается корпус механизма передачи на подачу, а сверху крепится механизм перемещения поперечины Сзади внутрь станины вставляется коробка скоростей Нижняя внутренняя полость станины используется как резервуар для масла, который питает централизованную систему смазки коробки скоростей и стола Сзади станины имеется ниша, в которой размещается электрооборудование станка.
Коробка скоростей служит для передачи вращательного движения от электродвигателя к планшайбе, ее пуска, останова и изменения чисел оборотов. Коробка состоит из двух соединенных между собой частей: собственно коробки скоростей и коробки перебора. Она имеет шесть основных валов, смонтированных на подшипниках качения. Вращение на входной вал коробки передается от электродвигателя главного привода через клиноременную передачу Пуск и останов планшайбы осуществляются при помощи фрикционной многодисковой муфты двухстороннего действия.
Изменение чисел оборотов планшайбы осуществляется ступенчато, что достигается переключением шестеренных блоков Всего коробка скоростей сообщает планшайбе 18 ступеней чисел оборотов Применение гидравлики значительно упрощает управление коробкой скоростей и позволяет вести его дистанционно с подвесного кнопочного пульта Перемещение подвижных блоков зубчатых колес по шлицевым валам коробки скоростей осуществляется гидравлической системой станка.
Для предотвращения возможности переключения скоростей во время вращения планшайбы, что могло бы привести к аварии, служит реле контроля скорости, благодаря которому переключение возможно только при остановленной планшайбе.
Рис. 5. Стол токарно-карусельного станка модели 1531М
Стол (рис. 5) является наиболее важным узлом, от которого зависят геометрическая точность и шероховатость обрабатываемых деталей. Узел состоит из корпуса стола 1, планшайбы 5 со шпинделем 2, круговых направляющих 6 и привода планшайбы 7. Несмотря на разные диаметры обрабатываемых деталей, принципиальных конструктивных различий между столами станков 1541 и 1531М нет. Детали узлов подобны и различаются в основном размерами.
Корпус стола — это чугунная отливка с развитой системой ребер, придающих ему большую жесткость Для жесткого скрепления со станиной у корпуса стола есть развитый по периметру пла- тик с отверстиями для крепления На верхней плоскости корпуса стола есть кольцевая канавка, в которую входит соответствующий выступ планшайбы, образуя лабиринт 3. Это препятствует разбрызгиванию смазки и защищает от попадания внутрь стола стружки, чугунной пыли, эмульсии и других загрязняющих элементов. Привод планшайбы осуществляется от коробки скоростей.
Шпиндель, жестко связанный с планшайбой, имеет в качестве опор двухрядные роликовые подшипники 4 с коническим посадочным отверстием внутреннего кольца Для восприятия вертикальных усилий от массы обрабатываемой детали и планшайбы и вертикальных составляющих сил резания служат плоские кольцевые направляющие из текстолита.
Планшайба представляет собой полый диск с рядом внутренних радиальных ребер На верхней плоскости планшайбы имеются.
Т-образные пазы для закрепления зажимных кулачков и специальных приспособлений или для непосредственного крепления обрабатываемых деталей. Для точной установки по центру деталей или приспособлений в планшайбе сделана центрирующая расточка, предохраняемая от забоин специальной заглушкой. Станок в основном исполнении поставляется с четырьмя кулачками для крепления обрабатываемых деталей. Каждый кулачок может перемещаться независимо от других. Чтобы предотвратить сбрасывание незакрепленных кулачков с планшайбы во время ее вращения, в подошву корпуса кулачка запрессован штырь, головка которого входит в отверстие в планшайбе.
Коробки подач служат для сообщения суппортам рабочих подач и быстрых установочных перемещений. Конструкции коробок подач бокового и вертикального суппортов одинаковы. Коробка подач вертикального суппорта крепится на правом торце поперечины, а бокового — непосредственно к его корпусу.
Привод коробки подач осуществляется от вертикального шлицевого вала, получающего вращение с выходного вала коробки скоростей через механизм передачи на подачу. Коробки подач сообщают суппортам 18 разных скоростей: от 0,04 до 16 мм/об. Выпускаются ТКС с диапазоном регулирования подач R = 10 000. Применение электромагнитных муфт обеспечивает дистанцион- ность управления рабочими подачами и быстрыми установочными перемещениями с подвесного кнопочного пульта и позволяет переключать подачи при вращающейся планшайбе. Быстрые установочные перемещения суппортов осуществляются от отдельных электродвигателей. Для предотвращения поломок зубьев шестерен при включении быстрых установочных перемещений во время вращения планшайбы есть обгонная муфта, которая в это время отключает рабочую подачу.
На вертикальных направляющих станины размещается поперечина. Она может устанавливаться на направляющих станины в любом положении, при этом фиксируется, что повышает жесткость сопряжения узлов и способствует улучшению точности обработки.
Корпус поперечины — чугунная отливка коробчатой формы, усиленная ребрами. Спереди корпус поперечины имеет горизонтальные прямоугольные направляющие, по которым перемещается вертикальный суппорт. Между горизонтальными направляющими в нише размещены ходовой вал и ходовой винт. Поперечина имеет вертикальное установочное перемещение по направляющим станины, реализуемое механизмом перемещения поперечины и ограничиваемое конечными выключателями Механизм перемещения поперечины состоит из червячного редуктора, приводимого в движение от отдельного реверсивного электродвигателя.
Для компенсации прогиба поперечины от массы нескольких суппортов между ее лицевыми направляющими на салазках суппортов размещают устройство компенсации прогиба.
Вертикальный суппорт состоит из нижней части — поперечных салазок, перемещающихся по горизонтальным направляющим поперечины; верхней части — поворотных салазок, которые могут поворачиваться вокруг своей оси; ползуна с револьверной головкой, перемещающегося в направляющих поворотных салазок, и механизмов привода движения суппорта и ползуна На жесткий цилиндрический палец ползуна посажена револьверная головка с пятью гнездами — отверстиями для крепления инструмента Посредством рукоятки револьверную головку можно поворачивать на 360° и фиксировать в пяти основных положениях.
На направляющих салазок сделаны текстолитовые накладки, что способствует гашению вибрации и повышает износоустойчивость направляющих.
На передней плоскости поперечных салазок сделан круговой Т-образный паз, в который входят болты крепления поворотных салазок, имеющих возможность поворачиваться на штыре на 45° как в одну, так и в другую сторону Поворот осуществляется вручную (у двухстоечных станков угол поворота суппорта от вертикали 30° в ту и другую стороны). Горизонтальные перемещения суппорта по направляющим поперечины осуществляются при помощи ходового винта и гайки, жестко связанной с суппортом Горизонтальные перемещения суппорта ограничены конечными выключателями. Для грубой установки суппорта по центру служит жесткий откидной упор, точная установка производится по индикатору.
Для облегчения ручных перемещений ползуна и односторонней выборки зазоров ползун с револьверной головкой уравновешивают грузом, который расположен на стойке, установленной на поворотных салазках, и связан с ползуном через блоки стальным канатом.
Боковой суппорт перемещается по вертикальным направляющим станины. Ползун бокового суппорта перемещается в горизонтальном направлении, имеет четырехгранную поворотную резцовую головку, которая посажена на палец, жестко связанный с ползуном. Резцовая головка, помимо основных четырех положений, может фиксироваться в положении под углом 45° к основному.
С задней стороны корпуса имеются направляющие для вертикального перемещения суппорта, а с передней — направляющие, по которым двигается ползун Ползун и суппорт можно перемещать как вручную, так и механически.
Гидравлическая система станка служит для управления главным приводом (переключение скоростей, пуск и останов планшайбы, резкий пуск и останов планшайбы на двух нижних числах оборотов) и освобождения поперечины перед ее перемещением.
Настройка станка выполняется следующим образом. Выбор и установка требуемого числа оборотов планшайбы производится поворотом в соответствующее положение рукоятки выбора оборотов, включение вращения планшайбы — кнопкой «Пуск» планшайбы Переключение чисел оборотов планшайбы возможно только при остановленной планшайбе. Если же рукоятку выбора оборотов повернуть при включенной планшайбе, то переключения скоростей не произойдет и планшайба будет продолжать работать на ранее установленной скорости Резкий пуск и останов планшайбы необходим для установки, выверки и крепления изделия на станке и возможен только на двух меньших скоростях.
Управление рабочими подачами и быстрыми установочными перемещениями вертикального и бокового суппортов совершенно одинаково и осуществляется рукоятками на коробке подач соответствующего суппорта и кнопками того же суппорта на подвесном кнопочном пульте Перемещения поперечины выполняются двумя кнопками: «Поперечина вверх» и «Поперечина вниз», — расположенными на подвесном кнопочном пульте, и только при остановленной планшайбе.
Обрабатываемые изделия могут крепиться на станке при помощи зажимных кулачков или в специальных приспособлениях, или непосредственно на планшайбе При чрезмерном зажатии возможна деформация планшайбы В зависимости от числа оборотов планшайбы меняется наибольшая масса закрепляемой детали.
Допустимое усилие резания на суппортах зависит от вылетов ползунов.
Популярные модели иностранного производства
Несмотря на высокую технологичность отечественных токарно-карусельных станков с ЧПУ, многие предприятия, к сожалению, вынуждены переходить к более современным моделям. На рынке есть множество машин от заграничных производителей. Наиболее популярными считаются китайские станки CA5112E, C5225E, C5231 и др. Большинство подобных станков – одностоечные, имеющие мощные привода от 20 до 55 кВт. Некоторые машины этих моделей оборудованы упрощенной системой ЧПУ с цифровой индикацией. Они предназначены как для черновой, так и для чистовой обработки заготовок из черных металлов и других сплавов. Хорошо окупаются в условиях индивидуального и серийного производства.
А также популярным считается швейцарский токарно-карусельный станок с ЧПУ ZENITECH. Как видно, в этой стране изготовляют не только шикарные часы, но и подобные агрегаты, которые имеют высокие предельные частоты планшайб (до 315 об./мин.). Кроме того, материал и надежная конструкция направляющих придают вертикальной консоли отличную стабильность, что позитивно влияет на точность обработки.
Еще стоит упомянуть о германских станках VDM (модели 800, 1600, 1250 и 2600). О качестве продукции этой страны говорить излишне. Машины VDM выполнены качественно, надежно и имеют приличные технические характеристики. Несмотря на то что это одностоечные аппараты, они оборудованы мощными двигателями до 37 кВт. Кроме того, некоторые модели имеют в своем функционале ускоренные ходы бокового и верхнего суппорта (не более 1800 мм/мин.) и относительно высокие скорости (от 0,8 до 86 мм/мин. по оси Z, X и 440 мм/мин. по оси W).
Стоимость станков иностранного производства, конечно, значительно выше чем любой отечественной машины, но быстро окупается за первые несколько лет.