Детали перед сваркой выставляют в разных пространственных позициях. Одним из примеров является угловой шов. От его расположения относительно горизонта зависит порядок ведения процесса, уровень сложности сварки.
Угловое соединение формируется при установке деталей в виде буквы Т, встык или внахлест. Оно встречается в большинстве металлоконструкций.
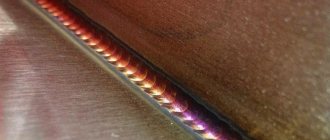
Угловой сварочный шов.
Технология сварки угловых швов
При работе с установленными под углом деталями используют классические сварочные аппараты. Можно применять простой трансформатор.
Недостатком считаются большие размеры оборудования. Лучшим вариантом является инвертор. Небольшой вес, широкий диапазон настроек облегчают работу со сложными швами.
При выборе технологии учитывают, что:
- Силу тока выставляют с учетом диаметра электрода, толщины соединяемых деталей. При высоком значении параметра возникают прожоги, при низком – залипание стержня.
- Равномерный прочный шов получают при колебательных движениях. Допускаются другие методы перемещения, например, зигзагообразный.
- Потолочный шов формируют в условиях быстрого затвердевания расплава. Для этого используют стержень с тугоплавким покрытием, который ведут круговыми движениями. Это не совсем удобно для сварщика. При отдалении электрода дуга ослабевает, сварочная ванна уменьшается. Это приводит к короткому замыканию. Такая технология осложняется и перегревом нижних поверхностей деталей. Поэтому от нее рекомендуется отказываться.
Способы сварки потолочного шва
Эксперты выделяют несколько методик сварки потолочных валиков:
- Полумесяц (дуговой). Этот метод предусматривает угловой наклон электрода (90-140 градусов) к поверхности. Далее необходимо делать зигзагообразные колебательные движения, напоминающие дугу. Сварной элемент будет передвигаться по направлению от кромки к кромке, обеспечивая прочную сварку.
- Лесенка. Обладает схожими особенностями со сваркой полумесяцем. Используя обозначенную методику, электрод следует разместить под углом 90-130 градусов к металлической поверхности. Ввиду опасности стекания раскаленного металла, при исполнении операции сварной элемент нужно отвести в сторону. Как только он остынет, электрод возвращают на место работы, после чего операцию возобновляют. Лесенка имеет визуальное отличие от полумесяца в итоговом исполнении. Различие между ними заключается в том, что шовное соединение приобретает удлиненную форму.
- Обратно-поступательный способ. Особенность этого метода заключается в том, что сварной элемент несколько раз проходит по поверхности шва. Изначально нужно сформировать корневой валик, обладающий сечением в пределах 3 мм. Потом его нужно оставить на некоторое время остыть. После полного охлаждения металла, электрод возвращают на поверхность.
Важно! Самый простой вариант – сварка полумесяцем. Обратно-поступательный метод и лесенка считают более трудоемкими, однако соединение у них выходит максимально прочное.
Виды угловых швов (положения сварки)
Соединения классифицируют по множеству признаков. В первую очередь, это способ установки заготовок. В зависимости от требований к прочности готовой конструкции шов делают одно- или двухсторонним.
Во втором случае шов получается надежным, дольше держит форму. При односторонней сварке конструкция может деформироваться.
Нижние
При работе таким способом одна деталь находится в горизонтальном положении, другая – в вертикальном. Шов формируется в прямом углу между поверхностями.
Если толщина заготовки не превышает 12 мм, разделка кромки не требуется, однако нижнюю часть установленного перпендикулярно листа срезают так, чтобы расстояние между краями было менее 2 мм. При работе с толстыми деталями делается V-образная разделка.
Пример углового шва.
Вертикальные и горизонтальные
При сваривании деталей, расположенных вертикально, расплав стекает вниз. Исключить образование капель помогает уменьшение длины дуги, для этого наконечник электрода приближают к обрабатываемой области.
Если стержень не залипает, его можно упирать в деталь.
Сварка шва имеет такие особенности:
Вертикальный сварочный шов и схема движения электрода.
- Металл подготавливают с учетом типа соединения и толщины заготовок. Детали закрепляют в нужном положении, накладывают короткие прихватки. Это препятствует смещению конструкции во время работы.
- Шов формируют как снизу-вверх, так и в обратном направлении. Первый способ считается более удобным. Под воздействием дуги сварочная ванна смещается вверх. Шов получается более качественным.
- Вести угловую сварку в вертикальной позиции можно с отрывом дуги. Во время перерыва расплав успевает остывать. При этом используют те же движения электрода, что при сварке без отрыва: в разные стороны, вкруговую или петлей.
- При сварке сверху вниз стержень устанавливают под прямым углом по отношению к поверхности заготовки. После возбуждения дуги прогревают деталь, отпускают наконечник и ведут сварку в этом положении. Способ не совсем удобен, поскольку требует постоянного контроля. Однако шов приобретает требуемые характеристики.
Горизонтальные соединения также можно формировать в разных направлениях. Метод выбирают с учетом предпочтений сварщика. Ванна также смещается вниз, поэтому угол наклона электрода увеличивают, принимая во внимание скорость сварки и силу тока.
При стекании расплава делают более быстрые движения, периодически отрывают дугу. За эти перерывы металл остывает, капли не образуются. Можно попробовать изменить напряжение. Эти методы используют поэтапно.
Рекомендуем к прочтению Особенности сварочного соединения внахлест
Горизонтальный сварочный шов.
Потолочные швы
Это самый сложный способ формирования соединений. Он требует наличия опыта, постоянного контроля обрабатываемой области. В процессе сварки электрод удерживают перпендикулярно потолку.
Длина дуги минимальная, скорость движения неизменная. Стержень ведут круговыми движениями, расширяющими область расплавления.
Сварка потолочных швов.
В лодочку
Угловые стыки нередко приходится проваривать с обеих сторон. Для правильного ведения процесса заготовки устанавливают так, чтобы их плоскости находились под одинаковым наклоном. Такой способ называется сваркой «в лодочку». Это упрощает выбор движений электрода, улучшает качество шва.
Сварка в лодочку.
Особенности потолочной сварки
Потолочную сварку считают довольно трудоемким и сложным процессом, поэтому новичкам не рекомендуют выполнять эту операцию самостоятельно. Перед ней в обязательном порядке нужно провести подготовительные работы, подобрать качественный инструмент, обзавестись средствами индивидуальной защиты.
Потолочное сцепление характеризуют рядом сложностей. В процессе выполнения работы расплавленный металл может стекать вниз, что несет определенную опасность для сварщика. Только опытные профессионалы, хорошо разбирающиеся в технологии сварки, могут избежать подобных сложностей, тщательно соблюдая технику безопасности.
Прежде чем приступить к спаиванию потолочных швов, необходимо знать некоторые особенности процесса:
- для объединения потолочных валиков нужно применять исключительно сварку полуавтоматом или ручным методом;
- для увеличения прочностных и эксплуатационных показателей потолочных сцеплений используют покрытые электроды;
- длина электродов не должна превышать 4 мм, так как сварку полотна осуществляют в формате дуги с минимальным радиусом;
- ширина образованного потолочного шва должна быть несколько меньше, чем толщина электрода;
- осуществлять сварку необходимо в сухом помещении с низким уровнем влажности. На электроде, сварочном аппарате и металлических профилях также должна отсутствовать вода. Это требование объясняют тем, что в процессе сварки вода преобразовывается в пар, который, соединяясь с химическими компонентами, формирует газ, оказывающий негативное воздействие на качество валика;
- чтобы отслеживать качество получаемого шва необходимо работать по направлению «на себя». Это позволит видеть процесс и контролировать его;
- для предотвращения растекания металла электрод следует поместить под небольшим углом, немного отводя его в бок.
Классификация швов
Соединения классифицируют и по способу сопоставления кромки. Они бывают тавровыми, внахлест, встык или точечными.
Рекомендуем ознакомиться
Существующие виды сварных соединений
Соединение внахлест
Этот метод применяется при работе с тонким листовым металлом. Шов проваривают с обеих сторон, чтобы в него не проникала влага, не появлялась ржавчина.
При укладке деталей внахлест правильно выбирают наклон электрода, который должен составлять от 15 до 45 градусов. Это помогает получить прочный надежный шов.
При отклонении в большую или меньшую сторону основная масса расплава смещается. Прочность соединения снижается или сварочный шов вовсе не образуется.
Сварка внахлест.
С примыканием краев к одной точке
Такой метод применяется при работе с листовым металлом или торцами труб. Заготовки устанавливают на расстоянии 1-2 мм друг от друга, закрепляют струбцинами.
При сварке зазор заполняется плавящейся проволокой. Тонкие листы сваривают без дополнительной подготовки (очищение от ржавчины считается обязательным всегда).
При работе с толстыми деталями делают двойной или одинарный шов, кромки разделывают такими способами:
- Края заготовок толщиной 4-12 мм обрабатывают любым методом. Удобной считается односторонняя разделка. Толстые детали срезают в виде буквы V. U-образная разделка – более сложный способ, применяемый реже. При повышенных требованиях к качеству шва и толщине более 8 мм кромки зачищают с обеих сторон.
- При сварке деталей более 12 мм требуется двойное соединение. Такой слой металла не получится равномерно прогреть с одной стороны. Края обрезают с 2 сторон, формируя подобие буквы X. Применять V- или U-образные методы нецелесообразно: для заполнения зазоров потребуется больший объем расплава. Расход электрода увеличивается, скорость работы падает.
Если толстые детали будут соединяться с односторонней разделкой, расплав наносят в несколько подходов. Такие швы называются многослойными.
Тавровое соединение
Такой способ подразумевает установку в форме буквы Т. Соединение формируется как с одной, так и с обеих сторон.
Разделка кромки выполняется в зависимости от толщины деталей:
- при показателе до 4 мм обработка не требуется;
- если толщина составляет 4-8 мм, делают двойной шов без разделки;
- слой металла в 4-12 мм требует формирования одинарного шва с односторонней разделкой;
- при работе с деталями толщиной более 12 мм требуются двусторонняя обработка.
Угловой шов считается разновидностью таврового. При его формировании следуют тем же рекомендациям: тонкие листы варят без обработки кромок. При большей толщине снимают часть одной или обеих сторон.
Тавровое соединение сварочных швов.
С разделкой кромки или без нее
Для правильной сварки угловых соединений требуется тщательная подготовка краев элементов. Стыки тонких деталей не нуждаются в дополнительных мерах.
Сварные швы с разделкой кромки.
При сварке без разделки удаляют следы коррозии, зачищая металл щеткой до блеска. Края изделий средней толщины скашивают под углом 45° на приставной пластине.
Подложка необходима для удержания присадки, повышения прочности шва. При двусторонней разделке конус кромки делают усеченным. Это защищает края от наплывов и прожогов.
Как сварить потолочный шов
Потолочный сварочный шов считается одним из наиболее сложных типов сварки, поскольку сварочная ванна располагается вверх дном. Сварка потолочных швов требует точной последовательности выполнения всех действий. Если не соблюдать правила и рекомендации можно получить некачественное соединение, что чревато подтеками раскаленного металла. Выполняя потолочный шов нужно соблюдать технику безопасности и защитить свое лицо и руки от возможного попадания горячих капель металла.
Как правильно варить потолочный шов инвертором
Сварка потолочного шва представляет собой технологически сложную операцию, отличающуюся особой трудоемкостью. Вместе с тем, этот вид сварки считают самым надежным, так как позволяет получить максимально прочное и качественное соединение.
Чтобы выполнить работу максимально качественно с использованием инвертора, нужно придерживаться таких правил:
- В начале операции свариваемые стороны сводят максимально плотно друг к другу. Это позволит избежать образования зазоров, из-за которых шов может потерять прочность.
- В обязательном порядке нужно произвести разделку кромок, также, как и в положении снизу. При этом, если толщина металлического профиля более 0,5 см, нужно сделать скос в форме латинской буквы «V».
- Для упрощения формирования сварного соединения можно варить половинкой электрода. При этом, он должен располагаться по отношению к металлическому элементу под углом не менее 45 градусов.
- Так как работа осуществляется наверху, высока вероятность падение капель раскаленного металла. Чтобы предотвратить это, повысить уровень безопасности, следует установить силу тока в инверторе на средний уровень.
- Если между соединяемыми профилями образовался зазор, избавиться от него можно при помощи прерывистой дуги. Капли раскаленного металла накладывают друг на друга без временных промежутков.
- Если поверхность профилей идеально ровная, между ними отсутствуют зазоры или дефекты, первый валик накладывают без колебательных движений электрода. Благодаря этому металл максимально заполняет стык. Однако следующий проход электродом нужно делать уже более широкий.
Важно! При сварке труб рекомендуют сразу делать широкий шов, чтобы металлические изделия сцепились между собой максимально прочно.
Как варить потолочный шов электросваркой
Если нет достаточного опыта в проведении сварочных работ в потолочной части помещения, стоит ознакомиться с этапами работы. Наиболее наглядно весь процесс показан в видео:
Вещи необходимые сварщику
- Маска которая поможет уберечь глаза от яркого свечения.
- Замшевые перчатки
- Щётка и молоток для отбивки шлака
- Сварочный аппарат
- Электроды
- Одежда с длинными рукавами для защиты от искр.
Что бы научиться правильно варить электросваркой нужна в первую очередь постоянная практика, мы уверены что, практикуясь для начала на не сложных поверхностях с каждым разом у вас будет получаться все лучше и лучше.
Итак, выполняя правильные электросварочные работы первым делом позаботьтесь о технике безопасности, приготовьте маску и наденьте перчатки. Участок метала где будет производиться сварка необходимо хорошо зачистить наждачкой или шкуркой по металлу, делается это для того что бы удалить грязь и ржавчину, при таком подходе не возникнет проблем с розжигом дуги, а сварочный шов будет получаться ровным и красивым.
Основные этапы выполнения электросварочных работ
В комплекте со сварочным аппаратом всегда идут два специальных провода на одном из конце каждого находиться стальной зажим, первый провод предназначен для закрепления в нем электрода, а второй (масса) необходимо закреплять к рабочей детали с которой будет происходить сварка. Порядок выполнения работ:
- Заранее приготовленный электрод устанавливаем в держатель.
- Второй провод с зажимом закрепляем непосредственно на детали где будет производиться сварка.
- Легким постукиванием электродом по металлу зажигаем электрическую дугу.
- Медленно и аккуратно ведем электродом по месту стыка металлов, при этом совершая возвратно поступательные движения.
- После сварки не большого участка останавливаемся, смотрим и оцениваем проделанную работу.
- При необходимости удаляем образовавшийся шлак при помощи молотка или щетки.
- Если все в порядке, продолжаем выполнять те же самые действия.
В конечном итоге у вас должен получиться шов. И пускай в первый раз он будет не таким красивым и ровным как хотелось бы, постоянно выполняя сварочные работы вы приловчитесь, наберетесь опыта и окончательно освоите это не хитрое ремесло.
Распространенные проблемы
Начинающие сварщики нередко совершают ошибки, способствующие возникновению дефектов. Некоторые существенно ухудшают качество шва, другие влияют только на эстетические характеристики.
Необходимо своевременно обнаружить дефекты, устранить их. Самыми распространенными проблемами считают неравномерное заполнение или перепады ширины шва. По мере накопления опыта работы с угловыми сварными соединениями ошибки случаются реже.
Непровар точки соединения
Дефект возникает при частичном заполнении стыка расплавом. Это требует своевременной коррекции, поскольку снижается прочность сварного шва.
Рекомендуем к прочтению Как рассчитать прочность сварного шва
Главными причинами непровара считаются:
- установка низкой силы тока;
- слишком быстрое ведение электрода;
- неправильная разделка кромок толстых деталей.
Для устранения непровара увеличивают мощность дуги, уменьшают ее длину. При правильном подборе параметров дефект повторно не возникает.
Пример непровара точки соединения.
Неравномерность воздействия
Такая ошибка проявляется образованием пор или наплывов. Первые представляют собой пустоты, расположенные линейно или хаотично, вторые – выступающие участки расплава. Оба явления недопустимы, поскольку они отрицательно влияют на рабочие характеристики готовой конструкции.
Появлению пор способствуют:
- неправильная защита сварочной ванны, чрезмерный расход инертного газа;
- применение некачественных электродов;
- воздействие на сварочную зону ветра, отклоняющего газовое облако (кислород в этом случае вступает в реакцию с расплавом);
- наличие следов коррозии или грязи на деталях;
- неправильная обработка кромок.
Наплывы возникают при работе с присадочным материалом из-за неправильного выбора режима и параметров сварки. Эти элементы не соединяются с основной деталью. Их рекомендуется удалять механическим способом.
Подрез участка
Дефект представляет собой углубление, пролегающее вдоль шва. Возникает при увеличенной длине дуги. Сварочная ванна расширяется, температуры не хватает для прогрева краев заготовок. Металл сразу затвердевает, формируя подрезы.
Для устранения дефекта уменьшают длину дуги или увеличивают силу тока.
При угловой сварке подрез может образоваться и из-за неправильного удержания электрода. Расплав стекает вниз, из-за чего появляется канавка. В этом случае уменьшают мощность дуги, укорачивают ее.
Дефект сварочного шва.
Прожог шва
Дефект представляет собой сквозное отверстие.
Его появлению способствуют:
- слишком большая сила тока;
- медленное ведение стержня;
- увеличенное расстояние между краями детали.
Для устранения дефекта подбирают правильные параметры работы аппарата, накладывают шов повторно.
Трещины холодного и горячего происхождения
Второй тип дефектов появляется на этапе остывания металла. Они направляются поперек или вдоль шва. Холодные трещины возникают на уже затвердевшем шве тогда, когда конструкция испытывает чрезмерные нагрузки.
Такие дефекты приводят к постепенному разрушению соединения. Для устранения недостатков требуется повторное формирование шва. При наличии большого количества трещин края деталей срезают.
Холодные трещины при сварке.
Неправильные расчеты
При выборе некорректных параметров работы аппарата возникают разные типы дефектов. Шов утрачивает прочность, деформируется.
Главными причинами проблем считаются:
- Неверный катет. Качество сварного соединения зависит от правильности выбора напряжения, скорости ведения электрода. Последнюю нужно удерживать на одном уровне. При недостаточности тока стержень работает на небольшой скорости, основной металл плохо проплавляется. При высоком значении параметра катет получается вогнутым, образуются прожоги.
- Косой угол. Установить детали в нужное положение достаточно сложно. Конструкция утрачивает требуемые качества, если наклон приставной пластины смещается к одному из боков.
Сущность процесса сварки под флюсом
Схемы сварки
На рисунке схематично показан процесс сварки под слоем флюса. Между свариваемым изделием (поз.1) и концом сварочной проволоки (поз.3) горит сварочная дуга (поз.4), под воздействием которой проволока расплавляется и подаётся в зону сварки. Слой сварочного флюса (поз.2) закрывает дугу.
Сварочная проволока вместе с дугой перемещается вдоль свариваемого стыка при помощи механизмов или вручную. Под воздействием сварочной дуги происходит расплавление основного металла и флюса. Получившийся расплав образует сварочную ванну. Жидкий флюс в виде плёнки на поверхности ванны (поз.5) изолирует зону сварки от окружающей среды.
Расплавленный металл переходит в сварочную ванну, где смешивается с расплавленным основным металлом (поз.9). По мере того, как сварочная дуга отдаляется от свариваемого участка, металл охлаждается и затвердевает, образуя сварочный шов (поз.8). Расплавленный флюса некоторое время ещё остаётся жидким, когда металл уже затвердел. Затем затвердевает и флюс, образуя на поверхности шва шлаковую корку (поз.6). Излишняя, нерасплавленная часть флюса (поз.7) собирается и используется повторно.
Особенности дуговой сварки под слоем флюса
Дуговую механизированную сварку под флюсом от других способов сварки плавлением отличает высокая производительность и лучшие гигиенические условия труда. Флюс защищает не только сварочную ванну от воздействия окружающей среды, но и, в свою очередь, окружающую среду от вредных воздействий и испарений различных веществ в процессе сварки.
Кроме этого, данный вид сварки отличает высокий уровень механизации сварочных работ. Сварочная проволока плавится под действием электрической дуги, а флюс обеспечивает ведение процесса, требуемое качество сварки и применяется при сварке и наплавке под флюсом, сварке по флюсу, сварке с магнитным флюсом, а также при электрошлаковой сварке и наплавке.
Роль флюса при сварке
Сварочный флюс обеспечивает ровное горение дуги, формирование сварного шва и оказывает влияние на его химический состав. Также он определяет стойкость швов к образованию холодных трещин, пор и других сварочных дефектов.
Наличие в составе флюса оксидов щелочных и щелочноземельных металлов способствует увеличению электропроводности и длины дугового промежутка, что делает процесс сварки более устойчивым. Наличие фтора, наоборот, снижает эти характеристики. Таким образом, флюсы с разными составами обладают разными стабилизирующими свойствами.
Изменяя содержание углерода, серы, марганца и других элементов, флюс оказывает сильное влияние на стойкость швов к холодным трещинам. Увеличение содержания серы, фосфора и углерода снижает, а увеличение содержания марганца повышает стойкость сварных швов к образованию трещин. Кроме этого, состав от состава флюса зависит, насколько легко будет отделяться шлаковая корка от поверхности готового сварного шва. Этот показатель тоже важен, поскольку он влияет на производительность процесса. Легкая отделимость шлаковой корки — это необходимое условие для высокой производительности.
Выбор электрода (таблица)
Диаметр стержня подбирают с учетом толщины свариваемых заготовок. Также на выбор влияет положение заготовок, катет шва, вид соединения, способ разделки кромок.
Таблица поможет установить правильный электрод.
| Толщина заготовок, мм | 1-2 | 3-5 | 4-10 | 12-24 | 30-60 |
| Диаметр стержня | 2-3 | 3-4 | 4-5 | 5-6 | 6-8 |
Значения являются примерными, поскольку они зависят от множества факторов. Например, при работе с потолочными швами не стоит применять элементы диаметром более 4 мм. Не пользуются такими стержнями и при многопроходной сварке. Это способствует неравномерному провару кромок.
Особенности техники формирования швов
Техника формирования швов
Сложность подготовки потолочных швов объясняется тем, что во время сварки расплавленный металл за счет собственного веса может стекать вниз, а это создает определенную угрозу исполнителю работ (получение ожога открытых частей тела, в частности). Вот почему опытные специалисты в подобных ситуациях пользуются специальными приемами сварки, обеспечивающими соблюдение требований техники безопасности.
Для понимания всех тонкостей процедур по подготовке потолочных швов, прежде всего, следует ознакомиться с основными требованиями, предъявляемыми к технике выполнения работ подобного класса. В процессе выполнения сварочных операций должны выполняться следующие обязательные условия:
- сварка может производиться только ручным способом;
- для образования соединения применяются так называемые покрытые электроды;
- сваривание должно производиться в режиме «короткой дуги» с использованием электродов не более Ø 4 мм;
- при подготовке шва во избежание растекания металла электрод следует держать слегка отведенным в сторону;
- ширина подготавливаемого шва не должна превышать двойной толщины электрода;
- во избежание образования газов, снижающих качество шва, используемые электроды должны быть совершенно сухими;
- сварка должна вестись по направлению «на себя», что позволяет подбирать оптимальный темп продвижения, а также отслеживать качество образующегося шва;
- для получения прочного и надежного соединения края свариваемых поверхностей или заготовок перед началом работ тщательно зачищаются, а по окончании работ с них обязательно удаляются застывшие остатки сварки.
При работе с заготовками большей толщины (порядка 1 см и более) сварка должна выполняться в несколько проходов. При самом первом проходе используется электрод диаметром не более 3 мм; все последующие операции проводятся электродом Ø 4 мм.
Потолочная сварка круглой детали
Особо обратим ваше внимание на то, что потолочные швы бывают не только горизонтальными, но и могут иметь определенный уклон, варьируемый в пределах от 10 до 80 градусов (так называемое полупотолочное соединение). В этом случае для формирования наклонного шва может применяться как ручная, так и автоматическая сварка с использованием всё тех же покрытых электродов.
Наиболее оптимальная технология
Лучшим для сварки угловых соединений считается метод «в лодочку». Такая технология позволяет дуге доставать до корня. При этом нужно правильно закреплять заготовки. Угол между свариваемыми краями должен быть прямым.
Сварку начинают снизу, постепенно сдвигая сварочную ванну вверх. Перед тем как варить, нужно изучить схему движения стержня. При толщине деталей менее 1,4 см скашивать кромки необязательно. Края более толстых заготовок срезают.
Установить детали для сварки «в лодочку» правильно удается не всегда. При использовании иной технологии обращают внимание на катет шва. При его длине до 8 мм делают однослойное соединение.
При большей величине шов должен быть многопроходным. На первом этапе проваривают корень, используя тонкий электрод. После этого выполняют следующие проходы.
Другие критерии классификации сварных соединений
Кроме способа соединения деталей швы различаются по другим параметрам:
- по форме шва различают выпуклые и плоские швы,
- по протяженности бывают сплошные и прерывистые швы,
- по положению свариваемых поверхностей в пространстве бывают горизонтальные, вертикальные, потолочные и нижние швы и другие классификации.
Перед началом работ важно определить вид сварочного шва по всем параметрам. Это поможет подобрать оптимальную технику выполнения сварки в каждом конкретном случае. Например, сварка углового соединения в вертикальном положении потребует более тщательной подготовки, чем сварка стыкового шва в нижнем положении.
О специфике процесса в общем
Перед началом сварки нужно подготовить стыки. Они должны сформировать прямой угол. Одна деталь ставится горизонтально, другая – вертикально.
Рекомендуем к прочтению Как проводится контроль качества сварных соединений
Кромки тавровых конструкций требуют обязательной разделки. Однако этот этап пропускают при работе с нахлесточными швами. Соединение формируют в углах, образующихся при наложении металлических листов друг на друга.
Классический угловой шов представляет собой два элемента конструкции, соединенных между собой. В этом случае требуется срезание торца одного из них.
Разделка кромок при стыковом соединении.
Инструкция по свариванию
Сварку тавровых соединений ведут так:
- Подготавливают оборудование. С помощью специальных таблиц задают силу тока, напряжение.
- Устанавливают электрод. В одной плоскости стержень должен наклоняться в сторону его перемещения.
- Возбуждают электрическую дугу. При использовании аргонодугового метода начинают подачу газа.
- Делают небольшие прихватки. После их остывания начинают формирование сплошного соединения.
- Приступают к заключительной обработке шва.
Зачистка сварных швов
После завершения работы на поверхностях остаются частицы металла, шлака и окалины. Шов слегка выступает над поверхностью, что ухудшает эстетические качества конструкции. Такие недостатки устраняют путем зачистки. Процедуру выполняют поэтапно. В первую очередь, молотком и зубилом снимают шлак или окалину.
На следующем этапе при необходимости выравнивают обработанную область. При этом используют болгарку со шлифовальной насадкой по металлу.
Зернистость абразива выбирают с учетом требуемой гладкости поверхности. При сварке мягких металлов сварной шов лудят: покрывают оловянным припоем.
Зачистка сварных швов борфрезами.
Важные особенности
При использовании некоторых методов угловой сварки нужно учитывать нюансы, способные осложнить работу.
Работа с потолочным швом
Сварка таких соединений протекает нормально только при быстром застывании металла после расплавления. Подобное требование предъявляется к формированию вертикальных швов.
Для ускорения процесса остывания металла используют электроды, покрытые тугоплавким составом. Круговые перемещения сочетают с прямыми движениями. Потолочный метод стоит использовать только при невозможности сварки в иных позициях.
Даже при незначительном удалении стержня от обрабатываемой области дуга гаснет, поскольку для ее поддержания не хватает энергии. Из-за этого металл остывает, сварочная ванна сужается, что способствует короткому замыканию.
Усложнять работу может нижний прогрев обрабатываемой зоны. Частицы расплавленного металла попадают вглубь шва, снижая его прочность.
Направление ведения электрода в газовой среде
При использовании защитного вещества важную роль играет способ перемещения стержня. Существуют левый и правый варианты.
Разница между направлениями заключается в следующих особенностях:
- При ведении стержня вправо улучшается обзор сварочной ванны, что делает провар более глубоким, дугу – стабильной. Кроме того, способ минимизирует количество образующихся брызг.
- При левом ведении расплав разбрызгивается чаще. Провар получается неглубоким. Визуальный обзор обрабатываемой области не ухудшается. Левое направление электрода способствует очищению сварочной ванны. Более эффективным этот способ является при сварке заготовок из сплава алюминия.
Места с ограниченным доступом
При монтаже трубопроводов сварщик сталкивается с работой в труднодоступных местах. Для решения проблемы были разработаны специальные меры.
Это относится к полипропиленовым изделиям, часто применяемым в быту. При установке новых пластиковых элементов возникают ситуации, при которых условия укладки отличаются от нормальных.
В этом случае используются специальные инструменты:
- сварочный паяльник;
- набор насадок (лучший вариант – тефлоновые изделия);
- труборез, входящий в комплект сварочного паяльника;
- обезжиривающее средство;
- набор фитингов и иных вспомогательных элементов.
Путем расплавления паяльником получается формировать любые типы угловых соединений. Специальные насадки применяют для совмещения элементов разного диаметра.
Сварка на просвет
Такой метод подразумевает отсутствие непосредственного контакта. Сварку в этом случае начинают с тщательной подготовки места совмещения деталей.
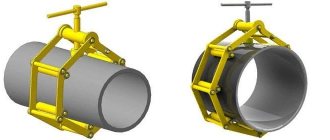
Метод может применяться только для работы с толстостенными трубами среднего диаметра. Подразумевается разделка фаски под углом 65-70°. Для фиксации деталей применяют центратор, препятствующий смещению заготовок.
Величина зазора в просвете должна составлять 2,5 мм. С учетом этого параметра выбирают диаметр стержня. Для сварки используют электродуговой аппарат, например, инвертор.
Способы дуговой сварки под флюсом
Различают одно- и двухэлектродный способ сварки. Одноэлектродная выполняется проволокой диаметром 1,6-6мм. При толщине металла до 20мм допускается односторонняя сварка, но предпочтительнее её вести с обеих сторон.
Двухэлектродная сварка бывает двух вариантов: с поперечным и последовательным расположением электродов. Обе эти схемы представлены на рисунке:
На рисунке а) изображена сварка с поперечным расположением электродов, а на рисунке б) с продольным.
Первый вариант целесообразно применять при сварке протяжённых швов, когда трудно обеспечить постоянный зазор между свариваемыми кромками. Например, в судостроении. В этом случае дуги направлены не на зазор между кромками, а на сами кромки, благодаря чему глубина проплавления уменьшается, и протекание сварочной ванны предотвращается.
Второй вариант сварки более производителен и экономичен, а получаемый шов менее склонен к образованию пор из-за лучшего удаления газов из зоны сварки и имеет повышенную стойкость к образованию трещин из-за замедленной скорости охлаждения.
Многодуговая сварка выполняется двумя или более независимыми дугами с общей, либо раздельными сварочными ваннами. На рисунке показана схема двухдуговой сварки под флюсом. С помощью первой дуги металл проплавляют на требуемую толщину, а вторая дуга расширяет проплавленную область и помогает сформировать необходимую форму шва. Расстояние между электродами, в большинстве случаев, составляет 20-40мм. Второй и последующий электроды перемещаются в жидком шлаке, который получился после прохождения первой дуги. Многодуговая сварка резко увеличивает производительность и чаще всего применяется она при автоматической сварке труб под флюсом.