Ширина валика сварного шва по гост
Опубликовал: Антон Чураков В сварочной практике, в нормативной и технической документации имеются некоторые разногласия в требованиях к выполнению облицовочных и заполняющих слоев. В данной публикации рассмотрим и проведем небольшой анализ требований к ширине валиков.
В технической литературе и нормативных документах встречается несколько значений терминов: узкий, ниточный, стрингерный, уширенный, широкий шов, проход, валик. Определения этих швов, как и поперечные размеры, разнятся от источника к источнику. Для примера можете ознакомиться приведенными ниже выдержками из различных источников.
- РД 558-97 Руководящий документ по технологии сварки труб при производстве ремонтно-восстановительных работ на газопроводах:
п. 3.2.21. При эллиптической форме обработки дефектного участка (рис.1.3) независимо от прочности металла выполняется первый наплавочный слой, заполняющие слои, контурный слой, облицовочный слой. Сварка осуществляется электродами диаметром 2,5-3,25 мм узкими валиками («стрингерные швы») шириной 8-12 мм.
- Солнцев Ю.П. «Металлы и сплавы. Справочник»:
Stringer bead — Узкий валик.
Валик непрерывного сварного шва без заметного колебания в поперечном сечении. В отличие от волнистого шва.
п. 7.14.9. В случаях указанных в пп. 7.14.7 и 7.14.8 ремонт сварных соединений (наплавку валиков) проводить по технологиям сварки как для разнотолщинных соединений одного диаметра с выполнением ниточных (стрингерных) швов для обеспечения плавного перехода от сварного соединения к основному металлу.
п. 3.12. Ниточный валик: Одиночный сварной шов, выполняемый без поперечных колебаний и накладываемый на основную трубу или на торец муфты при заварке коррозионных и механических повреждений, а также установке приварных ремонтных конструкций (муфт, усиливающих накладок и патрубков).
п. 7.1.5. Сварка стыков труб в узкую разделку с углом скоса кромок 7° (тип Тр-3а по табл. 6.2) во избежание зашлаковки и несплавлений в корневой части шва должна выполняться следующим образом:
корневой слой накладывается ниточным швом без колебательных поперечных движений электрода; диаметр электрода – не более 3 мм;
п. 13.2. Сварка стыков труб из аустенитных сталей должна производиться с минимальным тепловложением. С этой целью следует:
ручную дуговую сварку вести почти без поперечных колебаний электрода узкими валиками шириной не более трех диаметров электрода; при диаметре электрода 2,5 мм высота валика должна быть 2,5 — 4 мм, при диаметре электрода 3 мм высота валика — 3 — 5 мм.
- Сварка за один проход предпочтительнее при ширине шва не более 14-16мм, т.к. дает меньше остаточных деформаций. При толщине металла более 15 мм сварка каждого слоя «напроход» нежелательна. Первый слой успевает остыть, и в нем возникают трещины [Лосев В.А., Юхин Н.А. — Иллюстрированное пособие сварщика]
- Валик – Металл сварного шва, наплавленный или переплавленный за один проход [ГОСТ 2601-84 Сварка металлов. термины и определения основных понятий]
- Уширенный валик – валик, полученный при сварке с поперечными колебаниями сварочной проволоки или сварочного инструмента [ГОСТ Р ИСО 857-1-2009. Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения]
- Валик/проход – валик, полученный при сварке без поперечных колебаний сварочной проволоки или сварочного инструмента [ГОСТ Р ИСО 857-1-2009. Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения]
- Узкий валик – валик сварного шва, образованный без заметного поперечного движения ;
- Уширенный валик – для ручного или полуавтоматического процесса, валик сварного шва, сформированный с помощью возвратно-поступательного поперечного движения. Смотрите также осцилляция
- Узкий валик; ниточный валик (stringer bead) — Валик, наплавленный без поперечных колебаний прутка присадочного материала или сварочного инструмента [CEN/TR 14599:2005 — Термины и определения по сварке в соответствии с EN 1792]
- Широкий валик (weave bead) — Валик, наплавленный при поперечном колебании прутка присадочного материала или сварочного инструмента [CEN/TR 14599:2005 — Термины и определения по сварке в соответствии с EN 1792]
- Если продольное перемещение электрода производить без поперечных колебаний, то ширина валика обычно составляет: b = (0,8 ÷ 1,5) dэл. Такие валики применяют при выполнении первого слоя в разделку многопроходного шва, при сварке тонкого металла, а также при сварке с опиранием на чехольчик толстого покрытия. Нормально сформированный однопроходный шов в большинстве случаев должен иметь ширину b = (2 ÷ 4) dэл. [Думов С.И. — Технология электрической сварки плавлением]
- Узкий валик накладывают при проваре корня шва, сварке тонких листов и других случаях. Чем медленнее сварщик перемещает электрод вдоль шва, тем шире получается валик. Обычно при сварке тонкопокрытыми электродами ширина узкого валика колеблется в пределах 0,8 – 1,5 диаметра стержня электрода. При узком, но высоком валике объем наплавленного металла невелик, он застывает быстрее и растворенные в металле невыделившиеся газы делают шов пористым. Поэтому чаще применяют уширенные валики. Лучшее качество сварки получается при ширине валика, равной 2,5 – 3 диаметра электрода. [Глизманенко Д.Л. — Сварка и резка металлов]
В нормативной и технической документации требования к ширине облицовочных и заполняющих валиков сварного соединения даны в очень малом объеме. Таблица ниже взята из Рекомендаций по применению РД 03-615–03.
Выдержки из документов, рекомендующих сварку облицовочного и заполняющего слоя в несколько валиков:
ОСТ 36-57-81 Трубопроводы стальные технологические из углеродистых и легированных сталей на давление Ру до 9,81 МПа (100 кгс/см2). Ручная аргонодуговая сварка. Типовой технологический процесс. П. 2.4.22 Таблица 4.
Примечания. Заштрихованы валики сварных швов, выполненных аргонодуговым способом.
Цифры обозначают последовательность наложения валиков в слоях сварного шва
РД 558-97 Руководящий документ по технологии сварки труб при производстве ремонтно-восстановительных работ на газопроводах. Таблица 2.10
Проанализировав информацию из различных источников, я условно выделил три разновидности валиков, применительно к РД сварке:
1) Ниточный / узкий валик – валик, накладываемый без поперечных колебаний электрода или сварочного инструмента.
Чаще всего применяется для заварки корневого слоя, сварки аустенитных сталей, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
2) Уширенный валик – валик шириной до 14 мм (в среднем не более 3-х диаметров электрода).
Чаще всего применяется для сварки угловых швов, горизонтальных швов, толстостенных конструкций, сварки аустенитных сталей.
При изготовлении металлических конструкций часто применяется сварка с помощью электрической дуги.
Впервые электрическая дуга была открыта русским ученым проф. В. В. Петровым в 1802 г. Обнаружив плавление металла в пламени полученной им электрической дуги, проф. Петров указал на возможность использования этого явления в технике. Однако электрическая дуговая сварка была изобретена лишь в конце XIX века русскими инженерами Н. Н. Бенардосом (1882 г.) нашим земляком и Н. Г. Славяновым (1888 г.) и получила впоследствии широкое распространение во всем мире.
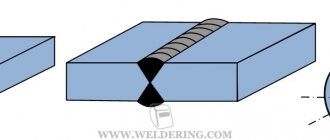
Сущность электросварки по методу Славянова заключается в том, что, расплавляя электрической дугой материал электрода (сталь), заполняют им стык соединяемых элементов, также прогреваемых дугой до температуры плавления. В результате, после остывания расплавленного металла, образуется шов, прочно соединяющий стыкуемые элементы. Схема сварки показана на Рис.1. Электрическая дуга горит между металлическим электродом и свариваемым металлом, расплавляя электрод и кромки соединяемых элементов металла, между которыми образуется так называемая сварочная ванна.
Рис.1.
Технологическая схема сварки.
Для защиты плавящегося металла от попадания вредных включений из окружающего воздуха на поверхность электрода наносится толстая защитная обмазка, выделяющая при плавлении электрода большое количество шлака и газов, благодаря чему плавящийся металл изолируется от окружающего воздуха.
Этим обеспечивается высокое качество металла сварного шва, механические свойства которого могут резко ухудшиться под влиянием кислорода и азота воздуха (при отсутствии обмазки или при тонкой обмазке). С той же целью автоматическая сварка производится под слоем флюса, защищающим плавящийся металл от попадания кислорода и азота воздуха.
При правильном выборе конструкции соединений, материалов и технологии сварки сварные соединения по надежности не уступают заклепочным при действии как статических, так и динамических нагрузок (в том числе ударных и знакопеременных). В то же время электросварка имеет ряд преимуществ перед клепкой, из которых важнейшими являются меньшая трудоемкость сварочных работ и отсутствие ослабления сечений соединяемых элементов отверстиями. Это дает значительную экономию средств и металла, помимо экономии, получаемой за счет большей компактности соединений. Большие экономические выгоды, приносимые электросваркой, и даваемое ею упрощение конструкций привели в последнее время к постепенному вытеснению заклепочных соединений сварными.
Значительное развитие электросварка получила в СССР благодаря трудам советских ученых Патона, Вологдина, Никитина, Хренова и др., разработавших новые методы сварки, обеспечивающие высокую прочность соединений.
Методы расчета сварных соединений тесно связаны с технологией сварки, причем для многих видов соединений расчет носит весьма условный характер. Вообще методику расчета сварных соединений нельзя еще считать установившейся.
Что касается норм допускаемых напряжений для материала швов, то они принимаются различными в зависимости от способа сварки (ручная и автоматическая), а также от состава и толщины защитной обмазки электродов.
В таблице приведены допускаемые напряжения для сварных швов в конструкциях из стали марки ст. 3 по существующим нормам.
Таблица.
Допускаемые напряжения при сварке.
При проверке прочности сварных швов учитывается возможный непровар в начале шва и образование кратера в конце. Поэтому расчетная длина шва принимается меньшей, чем действительная или проектная на 10 мм
.
Необходимо отметить, что наиболее простым и надежным видом соединения является соединение встык, образуемое путем заполнения зазора между торцами соединяемых элементов наплавленным металлом. Соединение встык осуществляется, в зависимости от толщины соединяемых элементов, по одному из типов, показанных на Рис.2. Проверка прочности производится на растяжение или сжатие по формуле:
Рис.2.
Расчетная схема сварного соединения.
Здесь условная рабочая площадь сечения шва, где расчетная длина шва , а высота шва h
принимается равной толщине свариваемых элементов
t
.
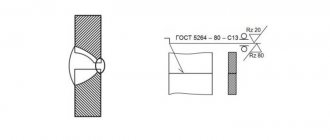
Поскольку допускаемое напряжение для сварного шва ниже, чем для основного металла, стремятся к увеличению длины стыкового шва. С этой целью применяют соединение встык с косым швом (Рис.3). Исследования таких соединений, произведенные Институтом электросварки Академии наук УССР, показали, что равнопрочность их с основным металлом всегда обеспечивается.
Проверка прочности косых швов производится и по нормальным и по касательным напряжениям, возникающим по сечению шва mn
:
Рис.3.
Расчетная схема косого сварного соединения.
Имея в виду, что получим:
| (10.10) |
Здесь расчетная длина шва по техническим условиям принимается равной .
Как установлено опытом, наиболее рациональным углом наклона шва к линии действия сил является . Недостатком соединения косым швом является неудобство центрировки стыкуемых элементов при сварке, поэтому его применяют редко.
Иногда соединение листов производится внахлестку или встык с перекрытием накладками. Это вызывает необходимость сваривать листы, не лежащие в одной плоскости, что осуществляется при помощи так называемых валиковых (или угловых) швов лобовых или торцевых (перпендикулярных к направлению действующей силы) и боковых или фланговых (параллельных ей).
Валиковый шов в сечении имеет довольно неопределенную форму (Рис.104). В теоретических расчетах на прочность сечение шва принимается в виде равнобедренного треугольника (очерченного пунктиром) с расчетной высотой ).
а) технология. б) расчетная схема Рис.4.
Сварное соединение внахлестку:
Соединения торцевыми(лобовыми) швами показаны на рис.5. Разрушение таких швов происходит по наиболее слабому сечению AB
, как это установлено опытами.
Рис.5.
Сварное соединение торцевыми швами.
Как это видно из рис. 4 б
, полное напряжение, возникающее в сечении
АВ
, может быть разложено на нормальную и касательную составляющие. Поскольку сопротивление стали сдвигу ниже, чем при растяжении, расчет лобовых швов производится условно на срез в предположении равномерного распределения касательных напряжений по площади сечения
АВ
. Имея в виду, что на восприятие силы
Р
в этих соединениях (Рис.5) работают два лобовых шва, верхний и нижний, получим:
Так как площадь сечения шва , а расчетная длина , то условие прочности примет вид:
В действительности, материал шва испытывает сложное напряженное состояние, причем напряжения по сечению АВ
распределяются неравномерно. Исследования, произведенные методами теории упругости и подтвержденные экспериментально, показали, что в углах шва имеет место высокая концентрация напряжений.
Если учесть, что, вследствие укорочения швов при остывании, в зоне сварки возникают дополнительные напряжения и в основном металле, ведущие к переходу его в хрупкое состояние, то следует иметь в виду, что концентрация напряжений может явиться причиной появления трещин в основном металле соединения.
Поэтому такое соединение не может быть рекомендовано, особенно при переменной или ударной нагрузке. Значительно надежнее работа соединения встык без накладок.
Соединение фланговыми (или боковыми) швами показано на Рис.6 а.
Разрушение шва, показанное на Рис.6
б
, происходит на значительном его протяжении путем срезывания наплавленного металла в направлении, параллельном шву по наиболее слабой плоскости
АВ
.
Рис.6.
Соединение фланговыми швами- а) и его разрушение б)
Условие прочности для двух симметрично расположенных швов имеет вид:
Если стык перекрыт двухсторонними накладками, число швов удвоится и условие прочности примет вид:
Отсюда обычно определяют необходимую расчетную длину фланговых швов. Проектная же длина каждого шва принимается равной .
Как показали опыты, разрушение фланговых швов происходит по типу разрушений пластичных материалов со значительными остаточными деформациями. Это делает работу фланговых швов более благоприятной, чем работу лобовых швов. Однако следует иметь в виду, что у концов фланговых швов также имеет место высокая концентрация напряжений.
При проектировании часто стремятся обеспечить большую надежность соединения, применяя вместо сварки встык, или в дополнение к ней, перекрытие стыка накладками, которые привариваются фланговыми или торцевыми швами, а иногда и теми и другими вместе. Как уже указывалось, при переменных и ударных нагрузках такое «усиление» стыка может принести больше вреда, чем пользы.
Что касается расчета такого комбинированного стыка, то при одновременном применении лобовых и фланговых швов считают, что сопротивление соединения равно сумме сопротивлений всех швов, т. е. , где сопротивление торцевого шва при расчетной длине равно , а сопротивление двух фланговых швов , причем , где b
ширина накладки. В результате подстановки получаем:
.
Зная длину торцевого шва, определяют длину фланговых швов .При двухсторонних накладках число швов удваивается, т. е. правую часть полученного соотношения следует удвоить.
Так как торцевые швы более жестки, то при совместной работе с фланговыми они перегружаются, что ведет к неравномерной работе соединения. Если учесть, что в таком соединении и термические напряжения достигают больших значений, то устройства такого стыка следует избегать.
Иногда при соединении внахлестку, в дополнение к фланговым швам, применяют прорезные
швы, осуществляемые путем наплавки металла в узкую прорезь, сделанную в одном из соединяемых элементов параллельно действующему на соединение усилию.
Рис.7.
Комбинация фланговых и прорезных швов
При длине прорезного шва и ширине прорези d
сопротивление такого шва срезу равно:
где усилие, приходящееся на прорезной шов.
В комбинированном соединении с фланговыми швами для записи расчетного условия принимают, что или
Задавшись размерами одного из швов (обычно флангового), находят необходимую длину другого. При этом ширина прорези d
принимается равной двойной толщине прорезанного металла, длина не более двадцати толщин.
Недостатками соединения с прорезными швами являются: 1) ослабление сечения прорезями вследствие неизбежного непровара и 2) высокая концентрация напряжений в основном металле в зоне сварки, ведущая к появлению трещин около углов прорезного шва; поэтому такое соединение может применяться лишь в крайних случаях, при условии хорошо продуманной технологии сварочных работ.
В заключение заметим, что в том случае, когда приходится прибегать к соединению внахлестку, лучше всего ограничиться одними фланговыми швами, избегая комбинированных соединений.
Дальше…
Геометрические размеры сварного шва
Закристаллизовавшийся отрезок расплавленного металла, образовавшийся в месте соединения двух металлических деталей или конструкций – это классический сварочный шов, который имеет определенные геометрические размеры как в сечении, так и по длине. Они зависят от типа соединения, метода выполнения сварки, геометрии разделки торцевых кромок соединяемых изделий и некоторых других факторов. Эти элементы сваренных деталей делятся на два вида: стыковые и угловые. Их не следует путать с типами сварочных соединений, которые классифицируются как стыковые, угловые, тавровые и внахлест.
Во всех таких конструкциях присутствуют рабочие швы, на которые действуют основные нагрузки соединения. От правильного расчета этих элементов соединения зависит прочность всей конструкции в целом. На качество сварки влияет множество факторов, в том числе и геометрические характеристики, такие как ширина, длина, вогнутость, выпуклость и другие особенности стыковки деталей. Для соединенных под прямым углом деталей, основным геометрическим параметром является размер катета сварного шва, от которого зависит прочность сварки.
Особенности усиления сварных швов
Сделать укрепление обычной сварки не так трудно, но когда дело касается угловых соединений, им потребуется особый подход.
Задача будет осложнена тем, что нередко при усилении шва с помощью увеличения его длины приходится использовать дополнительные наплавы, ребра, накладки и другие конструкции. А подбираются они индивидуально под размер области варки, ее расположения, материала, который сваривали, характеристик катета и т. д.
Схема изображения сварного шва с усилением и без него
Нормативные документы
Основными документом, регламентирующими геометрию сварочных швов является ГОСТ 5264-80, по которому и рассчитываются главные геометрические характеристики, с использованием математических формул. Размеры сечения и длинны по ГОСТ 5264-80 зависят от вида соединения, толщины деталей конструкции, геометрии обработки торцевых кромок. Кроме того при расчете геометрических параметров сварочных соединений учитываются и другие нормативные документы: СНиП II-23-81, инструкции и технические регламенты. Среди всех геометрических характеристик сварных швов основными являются минимальная длина, ширина, глубина, размер катета и некоторые другие.
Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Геометрические характеристики
Как уже было сказано выше, геометрия швов зависит от вида соединения. Основные геометрические размеры сечений стыковых и угловых сварочных швов представлены на следующем рисунке:
- где S – толщина деталей;
- е – ширина сварного шва;
- g – выпуклость;
- m – вогнутость;
- h – глубина проплавления;
- t – толщина сварного шва;
- b – зазор в соединении;
- k – катет углового шва;
- p – высота;
- a – толщина.
На геометрические размеры влияет тип соединения и толщина свариваемых изделий. Эти показатели приведены в следующей таблице.
Таблица с типами сварных соединений
Из представленной информации понятно, что все геометрические размеры сварных швов и соединяемых деталей связаны между собой. Особняком стоит длина этих элементов сварных конструкций. Она зависит только от нагрузки на соединение и совершенно не зависит от геометрии сечения шва. Минимальная длина сварного шва должна обеспечивать прочность соединения, при превышении максимального значения общей нагрузки на 20%. Часто проварка изделий осуществляется по всей длине контакта, но во многих случаях сварка выполняется короткими отрезками, обеспечивающими необходимую прочность соединения. Для строительных конструкций расчет длины сварного шва по СНиП II-23-81 осуществляется исходя из этих критерий.
Расчет геометрии стыкового шва
Методика проверки швов для этого вида полностью расписана в следующих нормативных документах: СНиП II-23-81 п.11.1 и СП 16.13330.2011 п.14.1.14. В этих документах представлены разные способы расчета, но все они являются производными от следующей математической формулы:
Формула расчета геометрии стыкового шва
- где N – максимальная сила растяжения или сжатия;
- t – минимальная толщина свариваемых деталей;
- lw – длина шва;
- Rwy – сопротивление нагрузке;
- γс – табличный коэффициент.
При таком виде соединения оно проваривается на всю длину контакта, следовательно длина шва равна длине стыков свариваемых деталей, уменьшенной на 2t, удвоенную толщину металла. Ширина шва зависит от формы разделки кромок и толщины деталей. Схемы расчетных варианты соединений встык показаны на следующих рисунках.
Схемы расчетных варианты соединений встык
Если в ходе сварочных работ используются материалы в соответствии с приложением 2 СНиП II-23-81 в расчет не производится, только осуществляется визуальный контроль качества выполненных соединений.
Расчет геометрии углового шва
Расчет геометрических размеров угловых сварных швов при воздействии нагрузки, проходящей по оси центра тяжести производится по выбранному сечению, наиболее опасному в этом соединении. Это может быть расчет по сечению металла шва или границ сплавления материалов. На ниже приведенном рисунке представлены оба сечения.
Схема геометрии углового шва
В таком виде сварных соединений действуют напряжения различного характера, но доминирующей нагрузкой является срезающая сила. Проверка угловых сварных швов производится по следующим формулам.
Формула расчета по металлу шва
Формула расчета по границе сплавления
где N – максимальная сила растяжения или сжатия; βf и βz – табличные коэффициенты для стали; kf – длина катета сварного шва; lw – длина; Rwf – расчетное сопротивление на срез; Rwz – то же но в зоне сплавления; γс – табличный коэффициент условий эксплуатации; γwf и γwz – то же, но для разных условий эксплуатации.
Главной геометрической характеристикой всех угловых швов является размер их катета, т. е. толщина по границам сплавления. Размер катета зависит от толщины деталей, материала и способа сварки. Выбрать значение этого геометрического параметра можно в нижеприведенной таблице.
Таблица минимальных катетов углового шва
Для стальных конструкций с предельными характеристиками текучести материала выше 590 Н/кв.мм или толщине соединяемых деталей свыше 80 мм, значение минимального размера катета следует брать в специальных ТУ.
Для конструкций четвертой группы, размер катета углового шва следует сокращать на 1 мм для деталей с толщиной не более 40 мм и уменьшать на 2 мм для деталей толще 40 мм.»
Инструменты для контроля размеров швов
Измеритель геометрических параметров сварных швов – это специализированный инструмент, с помощью которого можно произвести замер основных характеристик этих элементов сваренных конструкций. Среди всего разнообразия таких измерительных инструментов можно выделить следующие группы изделий: шаблоны, универсальные измерители и устройства, специализированные на замере одного параметра. В набор профессионального сварщика состоит из нескольких таких инструментов, позволяющих произвести замер как подготовленных к сварке деталей, так и самого сварного шва.
Термин усиление шва снять что значит?
По названию сложно сразу понять, что это значит — «усиление шва». Так, в специальной литературе этот термин расшифровывается, как часть наплавленного металла, образующая выпуклость.
А вот обозначение на чертеже «усиление шва снять» (незакрашенный круг на горизонтальной линии, ГОСТ 2.312-72 ЕСКД) предполагает, что этот самый бугорок нужно устранить. Чаще всего он зачищается болгаркой. Но стоит не забывать, что усиления на угловых и стыковых сварных областях нужно снимать не одним и тем же способом. На угловых, к примеру, должен остаться катет, хотя на стыковых наплавах предполагается снятие всего, что выступает над поверхностью соединяемых материалов.
Обозначение снятия усиления сварного шва
Снятие усиления сварного соединения может маркироваться также маленькими буквами английского алфавита, где:
- a — это увеличение длины, предполагающее лобовое наложение части.
- b — обозначает увеличение рабочей длины (или высоты) у катета, при котором располагается угловой шов.
- с — это внутреннее угловое наплавление, измеряющееся по высоте с учетом наличия дополнительных технологических элементов, наплавки или особых параметров лобовых частей.
Система обозначений позволяет лучше понять не только особенности варки, но также материалов, а также конструкций из них, с которыми предстоит работать.
Снятие сварного шва: 1 — свариваемые детали; 2 — сварной шов; 3 — материал, удаляемый при обработке
Что регулирует ГОСТ 16037-80
ГОСТ 16037-80 был утвержден для применения Постановлением Госкомитета СССР по стандартам в 1980 гг. Он начал действовать с июля 1981 года и имеет юридическую силу до сих пор. ГОСТ заменил собой ранее действующий стандарт в указанной отрасли 16037-70. В декабре 1990 года в документ были внесены последние и единственные изменения.
Сфера регулирования ГОСТа – сварные соединения стальных трубопроводов. Он обязателен для применения:
Обязательность стандарта обозначает, что все сварщики, которые приступают к сварке стальных труб, должны учитывать положения стандарта. Из сферы регулирования документа исключены сварные соединения, которые применяются для производства труб из полосового и листового материала.
При монтаже трубопроводных систем одним из наиболее распространенных способов является ручная сварка, требования к производству которой прописано в ГОСТ 16037-80. С полным текстом документа можно ознакомиться здесь.
От качества стыков и швов во многом зависит безопасность функционирования трубопроводных систем.
При строгом соблюдении требований стандарта в процессе проектирования и формирования технологического процесса и самом выполнении сварных швов трубопроводов обеспечивается должный уровень качества.
Расчет катета сварного шва от толщины металла
В производстве металлоконструкций и автомобилей с большим весом сварные соединения должны выдерживать высокие нагрузки. Спай будет качественным только в том случае, если перед началом работ точно рассчитаны все параметры. Один из важных показателей – катет шва (К). Это одна из сторон самого большого условного треугольника с равными боками, который возможно вписать в поперечное сечение соединения (ГОСТ Р ИСО 17659-2009, вступивший в силу 01.07.2010 г). Ее можно измерить или рассчитать, базируясь на размеры свариваемых элементов.
Основные типы сварных швов и их краткие характеристики
В ГОСТе описываются три разновидности сварных соединений стальных трубопроводов, и приводятся их условные обозначения. Это:
- Стыковые – «с».
- Угловые – «у».
- Нахлесточные – «н».
Внутри каждого типа в стандарте выделяются различные подтипы в зависимости от разных параметров. В их числе диаметр и толщина свариваемой трубы, вид сварного шва, число сторон проварки, конфигурация для прокладки и возможность ее съема, наличие скоса кромок (скос одной или двух кромок), форма сечения кромок или шовного материала, способ сварки.
Согласно ГОСТу 16037-80, при соединении трубопровода можно использовать сварку под защитным газом (аргоном), под флюсом и газом. При работе в атмосфере защитных газов допускается применение плавящихся и неплавящихся электродов.
Для определения технологических параметров сварки в ГОСТ 16037-80 рекомендовано учитывать следующие параметры (документ содержит конкретные значения в зависимости от типа сварки):
- толщина заготовок (s);
- ширина шва (e);
- расстояние между кромками (b);
- выпуклость (g);
- толщина шва (а);
- притупление кромки (с);
- глубина нахлеста (В);
- катет углового шва (K);
- диаметр трубы (Dn);
- размер фланцевой фаски (f).
Все указанные параметры актуальны не для всех типов швов.
В процессе работы применяют различные типы сварных соединений в зависимости от специфики ситуации. Для сварки кольцевых стыков труб по ГОСТу применяют стыковые соединения с обозначением С1-С53. Данный тип швов, в свою очередь, может быть выполнен как односторонний и двухсторонний, прямолинейный и с закругленными скосами кромок.
Односторонние швы могут предполагать съемную или остающуюся подкладку, а также плавящуюся вставку.
При соединении секторов на поворотах соединения могут выполняться со скосом кромок и имеют условное обозначение С54-С55.
При соединении фланца с трубопроводом применяется обозначение С56.
Угловые швы прописываются в стандарте как У5-У21, нахлесточные – Н1-Н4.
Первая таблица стандарта
В первой таблицы стандарта ГОСТ на сварные швы указываются основные типы соединения. В стандарте указываются следующие соединения:
- Стыковое и его подвиды.
- Угловое со скосами и без скоса.
- Тавровое соединение.
- Нахлесточное.
Каждое из них, за исключением нахлесточного, имеет более десятка подвидов. Каждое из них имеет кодовое обозначение начиная с С1. Далее в таблице указывается форма подготовленных кромок и характер сварного шва. После этого идет форма поперечного сечения, указана толщина свариваемых деталей. Немного подробнее рассмотрим таблицу под номером один.
Форма подготовленных рамок
Стыковое имеет несколько видов форм. С1 и С28 производятся с отбортовкой кромок и ее односторонней разновидностью. Без скоса кромок, в том числе с последующей дорожкой, идут конструкции с С2 по С6. Скос одной кромки с толщиной соединения до 60 миллиметров присущ конструкциям под кодами С8-С12. Нахлесточное соединение имеет только одну форму, а именно без скоса рамок. Кроме того, для соединений имеются скосы криволинейные, ломаные, двумя симметричными скосами, в том числе ломаными и криволинейными одной и обеих кромок.
Характер сварного шва
Что касается характера шва, то здесь есть некоторые нюансы. Стыковое имеет односторонний и двухсторонний характер, но при этом немало подвидов. Среди них перечислим некоторые:
- Простые односторонние;
- Простые двухсторонние;
- Замковые;
- На съемной и остающейся подкладке.
Большинство элементов свариваются как односторонние и двухсторонние. Для некоторых из них необходимо тщательно подбирать виды сварки и соответствующую толщину. Вся подробная информация изложена в стандарте и для каждого описывается нужный вариант и соответствующие формы и кромки.
Разделка труб под сварку
В ГОСТе 16037-80 регулируются не только виды сварных соединений стальных трубопроводов (стыковых, нахлесточных и угловых), но и характеристика проведения подготовительных мероприятий с учетом вида.
Перед проведением сварочных работ необходимо провести подготовительные мероприятия. Они включают:
- Механическую зачистку изделий. Она требуется для удаления пыли, следов коррозии и оксидной пленки.
- Химическая обработка в целях удаления пятен от масла и жира, а также пленки.
- Разделка кромок.
Разделка предполагает механическую обработку кромки. В процессе монтажа трубопровода разделка выполняется с применением специальных машин. При проведении ремонта допускается выполнение разделки посредством угловых шлифовальных машин.
Разделку кромок требуется выполнять при толщине заготовок под сварку от 4 мм. Для угловых соединений скашивают одну или обе кромки под углом 45 градусов.
Стыки на стальных трубопроводах могут быть поворотными и неповоротными. При сварке трубопровода рекомендовано применять первый тип, так как они позволяют сварщику занять наиболее выгодное нижнее положение. Кромки при этом разделываются по всему периметру.
При стыковом соединении разница между толщиной стенок не может быть более 10% и превышать 3 мм.
Перед началом монтажа также обрабатываются кромки и околошовная зона на 20-30 мм. Она очищается от механических загрязнений, коррозийных следов и масложировых пятен.
Перед электродуговой сваркой торцы труб необходимо прихватить друг к другу. При диаметре труб, не превышающем 300 мм, делается 4 прихватки. Если же он превышает 300 мм, то прихваты делаются равномерно через 200-300 мм.
Сварка труб с толщиной более 12 мм производится в три приема (проходки).
Если соединяются толстые трубные заготовки, то сформированный шов нужно сделать толще самой детали. Для формирования соединения с заданными параметрами нужно выполнить разделку кромок после снятия фаски. При этом электроду обеспечивается доступ для качественной сварки шва.
При расчете технологических параметров разделки следует особое внимание уделить корректности расчета и соблюдению определенных значений разделки. Это снижает трудоемкость, позволяет экономно расходовать материалы и контролировать себестоимость.
При подготовке стыков разновидность фаски зависит от толщины заготовок: при толщине 3-25 мм применяется односторонняя фаска, 26-60 мм – двухсторонняя. Для угловых стыков устанавливаются такие границы: при значении до 20 мм – односторонняя, до 50 мм – двухсторонняя.
Исходя из геометрической формы профиля, различают следующие подвиды разделки:
- Традиционный (стандартный) скос с профилем в виде трапеции.
- Х-образный, когда два скоса сделаны так, что напоминает профилем очертания буквы Х (практикуется для применения заготовки толщиной 3-25мм).
- U-образный, где профиль поперечного сечения имеет криволинейную форму и напоминает букву U. ГОСТ рекомендует применять данную форму при большой толщине заготовки (26-60мм) для снижения площади сечения и снижения расходов материалов.
Если же труба имеет толщину свыше 60 мм, то применяются специальные формы (в частности, уступы и сложные криволинейные профили).
Для разделки используются газовые резаки и механическая обработка. Первый способ обладает определенными ограничениями и недостатками: он отличается невысокими качествами. Наиболее высокая точность обеспечивается фрезерной обработкой, в отношении труб большого диаметра могут использоваться специальные торцовочные аппараты или шлифмашинки.
Таким образом, ГОСТы на проведение сварочных мероприятий выступают важным документом, которые регламентируют условия для подготовки и проведения сварочных работ. В ГОСТе 16037-80 определены методы сварки стальных трубопроводов, типы соединений, способы разделки и конструктивные элементы для каждого типа. Соблюдение рекомендуемых параметров продлевает сроки службы трубопроводов, обеспечивает долговечность, прочность и герметичность швов.
Значение свариваемых деталей
Большую роль для получения качественного и прочного соединения играют свариваемые детали. Основное значение здесь имеет неоднородность толщины различных элементов конструкции, подлежащих объединению, шероховатость поверхностей, которые обрабатывают перед сваркой.
Данный государственный стандарт раскрывает следующие аспекты, которые нужно учесть при производстве изделия:
- При изготовлении тройников из стальных труб следует применять швы и типы соединений, заданные для отростков с трубами, а в случае сборки крестовин, переходов с трубами – соответствующие сборки трубы с трубой или же трубы с фланцем.
- Если толщина различная, однако не превышает значений разницы (см. табл. 1), допускается сварка таким же способом, как и для элементов одинаковой толщины. Тем не менее размеры шва, типы кромок необходимо выбрать по толщине большей детали. Чтобы переход от одного элемента к другому был плавным, допускается положение поверхности шва под углом.
- В том случае, если разница в толщине стенок соединяемых труб превышает значения, приведенные в таблице 1, то на детали, имеющей большую толщину, необходимо выполнить скос так, чтобы она соответствовала толщине более тонкой детали. Размеры сварного шва необходимо выбирать по детали с меньшей толщиной.
- Шероховатость поверхностей, подлежащих обработке, – Rz до 80 мкм.
- Подкладки, муфты, использующиеся при выполнении сварного шва, должны быть изготовлены из той же стали, что и свариваемые детали. Если же элементы из углеродистого металла, то возможно сделать их из стали 20 или 10.
- При выполнении контроля с помощью радиографии определяется зазор между свариваемой трубой и остающейся подкладкой – он не должен быть больше 0,2 мм. В случае если соединение не подлежит контролю радиографией, зазор не превышает 0,5 мм. До 0,5 мм и до 1 мм соответственно допускаются местные зазоры для обозначенных соединений.
- При сварке труб применяется расплавляемая вставка, зазор между ней и внутренней либо боковой гранью трубы не должен превышать 0,5 мм.
Рекомендуем к прочтению Способы сварки ворот в домашних условиях
Таблица 1
| Толщина тонкой детали | Разница толщины |
| До 3 | 1 |
| От 3 до 7 | 2 |
| От 7 до 10 | 3 |
| От 10 | 4 |
Тщательная подготовка деталей до сварки и установление их соответствия техническим условиям этого ГОСТ позволит выполнить сварное соединение надлежащего качества.
Что регулирует ГОСТ 16037-80
ГОСТ 16037-80 был утвержден для применения Постановлением Госкомитета СССР по стандартам в 1980 гг. Он начал действовать с июля 1981 года и имеет юридическую силу до сих пор. ГОСТ заменил собой ранее действующий стандарт в указанной отрасли 16037-70. В декабре 1990 года в документ были внесены последние и единственные изменения.
Сфера регулирования ГОСТа – сварные соединения стальных трубопроводов. Он обязателен для применения:
Обязательность стандарта обозначает, что все сварщики, которые приступают к сварке стальных труб, должны учитывать положения стандарта. Из сферы регулирования документа исключены сварные соединения, которые применяются для производства труб из полосового и листового материала.
При монтаже трубопроводных систем одним из наиболее распространенных способов является ручная сварка, требования к производству которой прописано в ГОСТ 16037-80. С полным текстом документа можно ознакомиться здесь.
От качества стыков и швов во многом зависит безопасность функционирования трубопроводных систем.
При строгом соблюдении требований стандарта в процессе проектирования и формирования технологического процесса и самом выполнении сварных швов трубопроводов обеспечивается должный уровень качества.
Расчет катета для шва 1м
На практике все расчеты достаточно условные, так как базируются на предпосылках:
- нагрузка распределяется равномерно по всей длине наплавленной присадки;
- разрушение возможно только по слою присадки, равному 0,7 К.
Цель проектировочных расчетов – определить оптимальный размер спая для определенного показателя растяжения и осевого напряжения.
Оптимальная протяженность наплавленной присадки по нагрузке на растяжение определяется по формуле:
L – протяженность спая;
F – планируемая реальная нагрузка на соединение;
ρ – допустимая нагрузка на соединение.
Оптимальная протяженность по осевому напряжению:
Из этой формулы можно вывести формулу для расчета К при протяженности наплавленной присадки 1 м:
Это значит, что К полностью зависит от величины допустимой нагрузки.
Допустимые нагрузки на сжатие, растяжение и срез для различных методов сварки определены в специальных таблицах.
При разработке проектной документации:
- выбирается метод сварки, вид сварки, марка электрода (проволоки);
- определяют нормативную допустимую нагрузку;
- рассчитывают длину спая на растяжение и осевое напряжение;
- создают чертеж соединения;
- уточняют технические характеристики и размеры свариваемых элементов.
При разработке проектной документации сварки определение точной величины катета шва от толщины металла и оптимальной длины спая проводится с целью повысить качество работ и минимизировать их себестоимость. Важно получить прочные и надежные соединения при минимальных затратах. Особенно важен этот показатель на больших промышленных предприятиях, изготавливающих металлоконструкции, которые должны выдерживать во время эксплуатации повышенные нагрузки.
Источник: solidiron.ru
Основные типы сварных швов и их краткие характеристики
В ГОСТе описываются три разновидности сварных соединений стальных трубопроводов, и приводятся их условные обозначения. Это:
- Стыковые – «с».
- Угловые – «у».
- Нахлесточные – «н».
Внутри каждого типа в стандарте выделяются различные подтипы в зависимости от разных параметров. В их числе диаметр и толщина свариваемой трубы, вид сварного шва, число сторон проварки, конфигурация для прокладки и возможность ее съема, наличие скоса кромок (скос одной или двух кромок), форма сечения кромок или шовного материала, способ сварки.
Согласно ГОСТу 16037-80, при соединении трубопровода можно использовать сварку под защитным газом (аргоном), под флюсом и газом. При работе в атмосфере защитных газов допускается применение плавящихся и неплавящихся электродов.
Для определения технологических параметров сварки в ГОСТ 16037-80 рекомендовано учитывать следующие параметры (документ содержит конкретные значения в зависимости от типа сварки):
- толщина заготовок (s);
- ширина шва (e);
- расстояние между кромками (b);
- выпуклость (g);
- толщина шва (а);
- притупление кромки (с);
- глубина нахлеста (В);
- катет углового шва (K);
- диаметр трубы (Dn);
- размер фланцевой фаски (f).
Все указанные параметры актуальны не для всех типов швов.
В процессе работы применяют различные типы сварных соединений в зависимости от специфики ситуации. Для сварки кольцевых стыков труб по ГОСТу применяют стыковые соединения с обозначением С1-С53. Данный тип швов, в свою очередь, может быть выполнен как односторонний и двухсторонний, прямолинейный и с закругленными скосами кромок.
Односторонние швы могут предполагать съемную или остающуюся подкладку, а также плавящуюся вставку.
При соединении секторов на поворотах соединения могут выполняться со скосом кромок и имеют условное обозначение С54-С55.
При соединении фланца с трубопроводом применяется обозначение С56.
Угловые швы прописываются в стандарте как У5-У21, нахлесточные – Н1-Н4.
Предмет ГОСТ
ГОСТ на сварные соединения устанавливает основные виды, конструктивные элементы и параметры сварных соединений из сталей и сплавов на основе никеля и железоникелевого сплавов с применением ручной дуговой справки. Сварные швы ГОСТ и их основные виды должны соответствовать первой таблице стандарта. А конструктивные элементы и их соединения соответствовать таблицам под номерами со 2 по 54. Он позволяет применять основные типы сварных соединений при сварке электродной проволокой в двуокиси углерода диаметром от 0,8 до 1,4 миллиметра. Также допускается увеличение по размерам швов на 30 процентов, отклонения кромок могут иметь значения до 5 градусов в ту или иную сторону с соответствующим изменением ширины шва.