Ремонт дрели своими руками
— поломка частей мотора (статор, якорь) — износ щеток по другому их обгорание — поломка регулятора и реверсного переключателя — износ опорных подшипников — плохой зажим в патроне инструмента.
Некие запчасти (выключатель, ротор, статор, щетки, подшипники и др.) к более пользующимся популярностью моделям, покупают тут (только брать лучше через интернет-магазин, т.к. в обыкновенном магазине этой сети стоимость вам понравятся выше).
Замена щеток
. Самый распространенный вид поломки, это износ щеток двигателя, замену которых можно произвести самостоятельно в домашних условиях. Иногда, щетки можно заменить без разборки корпуса дрели. У некоторых моделей достаточно выкрутить заглушки из установочных окошек и установить новые щетки. У других моделей, для замены требуется разборка корпуса, в этом случае необходимо аккуратно достать щеткодержатели и извлечь из них изношенные щетки.
Щетки продаются во всех нормальных магазинах электроинструмента, и часто к новой электродрели прилагается дополнительная пара щеток.
Не стоит ждать, пока щетки износятся до минимального размера. Это чревато тем, что между щеткой и коллекторными пластинами увеличивается зазор. Как следствие происходит повышенное искрообразование, коллекторные пластины сильно нагреются и могут отойти от основания коллектора, что приведет к необходимости замены якоря.
Определить необходимость замены щеток можно по повышенному искрообразованию, которое просматривается в вентиляционных прорезях корпуса. Второй способ определения, это хаотичное дергание дрели во время работы.
Сетевой шнур
. Шнур проверяется омметром, один щуп подключается к контакту сетевой вилки, другой к жиле шнура. Отсутствие сопротивления указывает на обрыв. В этом случае ремонт дрели сводится к замене сетевого провода.
Диагностика электродвигателя
. На второе место, по числу поломок дрели, можно поставить неисправность элементов двигателя и чаще всего якоря. Выход из строя якоря или статора происходит по двум причинам. неправильная эксплуатация и некачественный моточный провод. Производители с мировым именем применяют дорогой моточный провод с двойной изоляцией термостойким лаком, что в разы повышает надежность двигателей. Соответственно в дешевых моделях качество изоляции моточного провода оставляет желать лучшего. Неправильная эксплуатация сводится к частым перегрузкам дрели или продолжительной работе, без перерывов для остывания двигателя. Ремонт дрели своими руками перемоткой якоря или статора, в этом случае без специальных приспособлений невозможен. Только замена элемента полностью (исключительно опытные ремонтники смогут произвести перемотку якоря или статора своими руками).
Для замены ротора или статора необходимо разобрать корпус, отсоединить провода, щетки, при необходимости снять приводную шестерню, и извлечь двигатель целиком вместе с опорными подшипниками. Заменить неисправный элемент и установить двигатель на место.
Определить неисправность якоря можно по характерному запаху, увеличению искрообразования, при этом искры имеют круговое движение по направлению движения якоря. Ярко выраженные подгоревшие обмотки можно увидеть при визуальном осмотре. Но если мощность двигателя упала, но нет вышеописанных признаков, то следует прибегнуть к помощи измерительных приборов. омметра и мегомметра.
Особенности работы асинхронного двигателя болгарки
Практически во всех электроприборах, использующихся в быту, применяется асинхронный электрический двигатель. Важным преимуществом этого типа мотора является то, что при изменении нагрузки на него, частота оборотов не меняется. Это означает, что если, к примеру, долго и без остановки резать камень бытовой болгаркой, никаких внешних признаков перегрузки двигателя заметно не будет. Скорость вращения диска будет постоянная, звук однотонным. Изменится только температура, но этого можно и не заметить, если руки одеты в перчатки.
При невнимательном отношении, преимущество может превратиться в недостаток. Асинхронные двигатели очень чувствительны к перегреву, значительное превышение рабочей температуры влечёт за собой оплавление изоляции на обмотках ротора. Вначале мотор будет работать с перебоями, а потом — когда произойдёт межвитковое короткое замыкание — двигатель остановится совсем. Стоит несколько раз сильно перегреть двигатель болгарки и, наиболее вероятно, что якорь оплавится. Кроме того, от высокой температуры отпаиваются контакты, соединяющие провода первичной обмотки с коллектором, что ведёт к прерыванию подачи электрического тока.
Устройство якоря
Якорь болгарки состоит из обмотки, которая проводит ток, и магнитопровода. В магнитопроводе находится вал, осуществляющий кручение. Конструкция магнитного провода образована пластинками и пазами, которые изолированы меж собой посредством покрытия лака. Разработана определенная последовательность укладки проводников якорной обмотки в пазы. Проводники образуют виток. Окончания его связываются на ламелях. Схема расположения начала стартового витка и окончания последнего составляется таким образом, что они замыкаются на одну ламель.
При постоянном перегреве мотора болгарки происходит оплавление якоря. В результате высокой температуры могут отпасть контакты проводов, которые соединяют первичную обмотку с коллектором. Все это приводит к тому, что ток не подается.
Как определить неисправность якоря болгарки
Признаками поломки якоря болгарки являются: повышенное искрение щёток на коллекторе мотора, вибрация мотора на малых оборотах, вращение рабочего вала в разные стороны. Если такие симптомы присутствуют, работу инструментом следует прекратить — это опасно. Подозрения легко проверить с помощью несложных тестов.
Визуальный осмотр снаружи
Поиск неисправности следует начать с визуального осмотра болгарки:
- Провести общий осмотр инструмента.
- Обратить внимание на целостность сетевого шнура, наличие напряжения в розетке.
- При помощи индикатора напряжения убедиться, что ток поступает на коллектор двигателя и кнопку пуска.
Читать также: Формула аргона в химии
Осмотр прибора изнутри
Если с питанием всё в порядке, но болгарка не работает, придётся вскрыть корпус, чтобы получить доступ к мотору. Как правило, разборка не представляет сложностей. Но необходимо придерживаться простых правил, которые позволят избежать неприятностей во время обратной сборки:
- Обязательно отключить прибор от сети перед разборкой.
- Снять со шпинделя рабочий диск и защитный кожух.
- Произвести вскрытие корпуса в хорошо освещённом месте, на чистой поверхности стола.
- Запомнить расположение всех деталей и узлов перед разборкой. Рекомендуется зарисовать или сфотографировать внутреннее устройство прибора.
- Шурупы и винты крепления складывать в отдельном месте, чтобы не потерялись.
Осматривать мотор лучше всего под ярким освещением, чтобы все мелкие детали были хорошо различимы. Якорь должен свободно вращаться вокруг своей оси, правильно работающие подшипники не должны при работе издавать звук. На якоре не должно быть следов оплавившейся проводки, обмотки контура должны быть целыми, без разрывов. Можно понюхать ротор. При межвитковом замыкании изоляционный лак подгорает и издаёт устойчивый специфический запах. Но для такой диагностики необходим определённый опыт.
Прозвонка цепей тестером
Если визуальный осмотр не дал явных результатов, продолжить обследование рекомендуется при помощи мультиметра. Выставив тумблер переключения режимов в положение омметра (диапазон 200 Ом), необходимо двумя щупами «прозвонить» две соседние ламели якоря. Если сопротивление на всех витках одинаковое, это значит, что обмотки исправны. Если же на каких-то парах тестер показывает другое сопротивление или обрыв цепи — в этой катушке неисправность.
Разрыв проводки может произойти между обмоткой и сердечником. Следует внимательно обследовать места соединения катушек с ламелями коллектора в нижней части якоря, визуально проверить пайку контактов.
Проверка контактов лампочкой
Если нет тестера, выйти из положения можно с помощью простой лампочки на 12 вольт. Мощность может быть любой, оптимально 30–40 Вт. Напряжение от аккумулятора 12 вольт надо подать на вилку болгарки, вставив в разрыв одного провода лампочку. При исправном якоре, если вращать шпиндель рукой, лампочка должна гореть, не изменяя яркости. Если накал меняется — это верный признак межвиткового короткого замыкания.
Если же лампочка не горит, то это может говорить о следующем:
- Возможно зависание щёток в нерабочем положении. Сработалась подпорная пружина.
- Произошёл разрыв питающего контура.
- Произошло замыкание или разрыв в обмотке статора.
Существуют и другие способы диагностики, но они требуют более сложного оборудования, которое в домашних условиях обычно не применяют. Опытный мастер определит поломку с высокой степенью точности, используя «пробойник» или простейший трансформатор с разрезанным тороидальным сердечником и одной первичной обмоткой.
Как проверить якорь на болгарке?
Правила визуального осмотра
Стандартная диагностика предполагает зрительный анализ устройства. Нужно проанализировать целостность провода и подачу тока на коллектор мотора. При нормальной подаче питания следует осмотреть болгарку изнутри. Разобрать устройство не составит большого труда. Лучше всего при разборе сфотографировать расположение основных модулей устройства. После разборки провести зрительную проверку якоря на такие свойства:
- ход якоря должен быть свободным;
- отсутствие черных пятен и запаха, которые могут говорить об оплавлении обмотки, изоляционный лак которой оставляет следы;
- отсутствие скомканных витков и остатков припоя, что приводит к короткому замыканию;
- на контактах ламели не должно быть выгорания, иначе следует проверить связывание петушка ламели и шинки обмотки;
- отсутствие изношенных или выгоревших пластинок;
- пространство между ламелями не должно содержать графитовые остатки от щеток.
Если при зрительном осмотре не выявлены недостатки, то необходимо провести проверку приборами. Якорь на болгарке можно проверить как при помощи тестера, так и воспользовавшись обычной лампочкой.
Осмотр с помощью тестера
Мультиметр выставляется в положение омметра. Задается сопротивление 200 Ом. Щупы подсоединяются к ламелям, находящимся рядом друг с другом. Если значение на приборе меньше 1 Ом, то присутствует короткое замыкание. При значении больше среднего возможно наличие обрыва витков. При высоком значении сопротивления или отсутствии какого-либо значения (в случае применения цифрового прибора) также можно судить об обрыве.
Бывают ситуации, когда обрыв не обнаруживается. Тогда делается пробой на массу. При максимальном сопротивлении один из щупов ставится на вал, а другой перемещается по пластинкам. Если значение нулевое, то повреждения нет. Потом мультиметром таким же образом проверяется ротор. Щуп в этом случае перемещается по ламелям. При невозможности выполнить проверку тестером применяется лампочка.
Контроль при помощи лампочки
При отсутствии под рукой прибора многих интересует вопрос, как проверить болгарку на возможные поломки якоря. Подающий питание провод разрывается, и в место разрыва одного провода помещается лампочка. Затем вращается вал. По смене яркости лампочки можно судить о замыкании между витками. В случае отсутствия горения, возможны такие выводы:
- расположение щеток не соответствует работающему положению, вследствие срабатывания подпорной пружины;
- разрыв питающего контура;
- замыкание либо разрыв в обмотке статора.
Можно прозвонить индикатором коротко замкнутых витков и прибором проверки якорей. Это может сделать опытный человек.
В каких случаях можно спасти якорь и восстановить его своими руками
Если повреждение якоря установлено с гарантированной точностью, деталь необходимо извлечь из электродвигателя. Разборку мотора надо производить с особой аккуратностью, предварительно сняв щётки и отсоединив клеммы питания. Вынимается ротор вместе с опорными подшипниками и крыльчаткой охлаждения мотора, они составляют с ним единое целое.
Если в якоре повреждена большая часть проводки и в результате перегрева нарушена балансировка, его лучше заменить целиком. О нарушении балансировки говорит повышенная вибрация и неравномерный гул при работе механизма.
Как перемотать якорь — пошаговая инструкция
Если балансировка якоря не нарушена, а проблема только в испорченных обмотках, то такой якорь можно восстановить самостоятельно, перемотав катушки. Перемотка ротора в домашних условиях требует большого терпения и аккуратности.
Мастер должен иметь навыки в работе с паяльником и приборами для диагностики электрических цепей. Если вы неуверены в своих силах, лучше отнести двигатель для ремонта в мастерскую или самостоятельно заменить весь якорь.
Для самостоятельной перемотки якоря понадобится:
- провод для новой обмотки. Используется медная жила с диаметром, точно соответствующим старому проводнику;
- диэлектрическая бумага для изоляции обмотки от сердечника;
- лак для заливки катушек;
- паяльник с оловянно-свинцовым припоем и канифолью.
Перед перемоткой важно сосчитать количество витков провода в обмотке и намотать на катушки такое же количество нового проводника.
Процесс перемотки состоит из следующих шагов:
- Демонтаж старых обмоток. Их надо аккуратно удалить, не повредив металлического корпуса якоря. Если на корпусе обнаружились какие-либо заусенцы или повреждения, их надо загладить напильником или зашлифовать наждаком. Иногда, для полной очистки корпуса от шлаков, мастера предпочитают обжигать его горелкой.
- Подготовка коллектора для подключения нового провода. Снимать коллектор нет необходимости. Следует осмотреть ламели и замерить мегомметром или мультиметром сопротивление контактов по отношению к корпусу. Оно должно быть не более 0,25 МОм.
- Удаление старой проводки на коллекторе. Тщательно убрать остатки проводов, прорезать пазы в части контактов. В дальнейшем в пазы будут вставлены окончания проводов катушек.
- Установка гильз для якоря. Гильзы делаются из диэлектрического материала толщиной 0,3 мм, например, электротехнического картона. Нарезать определённое количество гильз и вставить в пазы очищенного якоря.
- Перемотка катушек. Конец нового проводника приприпаивается к окончанию ламели и наматывается последовательными круговыми движениями, против часовой стрелки. Такая укладка называется «укладкой вправо». Намотка Повторить для всех катушек. Возле коллектора стянуть провода толстой нитью из х/б ткани (капрон применять запрещено, так как он плавится при нагреве).
- Проверка качества намотки. По окончании укладки всех обмоток, проверить мультиметром отсутствие межвитковых замыканий и возможных обрывов.
- Финишная обработка. Готовую катушку обработать лаком или эпоксидной смолой для скрепления обмотки. В заводских условиях пропитку сушат в специальных печах. Дома это можно сделать в духовке. Как вариант — применять для пропитки быстросохнущие лаки, нанося покрытие в несколько слоёв.
Читать также: Технология пайки твердыми припоями
Простая волновая обмотка
В простой волновой обмотке концы каждой секции присоединены к пластинам коллектора, находящимся на расстоянии, называемом шагом обмотки по коллектору,
где К — число коллекторных пластин в коллекторе.
На рис. 13.5 показана схема простой волновой обмотки якоря. Секции обмотки образуют две параллельные ветви (2а = 2). Число параллельных ветвей в обмотке и число секций в каждой ветви определяют ток Iа и ЭДС Еаобмотки якоря:
где S — количество секций в обмотке якоря; ес — ЭДС одной секции; Iс — допустимое значение тока в секции.
Замена якоря самостоятельно в домашних условиях
Практика показывает, что если решено заменить якорь болгарки, то менять его лучше всего вместе с опорными подшипниками и крыльчаткой охлаждения двигателя.
Для замены потребуются:
- Новый якорь УШМ. Должен соответствовать вашей модели. Взаимозамена с другими моделями — недопустима.
- Отвёртки, гаечные ключи.
- Мягкая щётка и ветошь для протирки механизма.
Как снять якорь
Замена якоря начинается с разборки болгарки. Выполняются следующие шаги:
- Отвёрткой выкручиваются щёточные узлы с двух сторон. Извлекаются щётки.
Видео: замена подшипников на болгарке
Как поставить якорь на место
Чтобы установить на место новый якорь болгарки следует взять новую деталь, после чего собрать инструмент в обратном порядке. Последователь действий следующая:
- На вал якоря устанавливается диск фиксации.
- Методом напрессовки устанавливается подшипник.
- Насаживается малая шестерня и фиксируется стопорным кольцом.
- Якорь заводится в корпус редуктора, совмещаются стыковочные отверстия.
- Закручиваются болты крепления редуктора.
- Якорь с редуктором вставляется в корпус болгарки и фиксируется.
- Щётки осаждаются на свои места, закрываются крышками.
После выполнения указанных действий болгарка готова к работе. Замена якоря произведена.
Видео: как проверить болгарку
Древняя суфийская мудрость гласит: «Умён тот человек, который способен выйти с достоинством из сложной ситуации. Но мудр тот, кто в такую ситуацию не попадает.» Соблюдая правила эксплуатации бытовой техники, не допуская перегрева мотора, можно избежать поломок и неурядиц в работе болгарки. Содержание и хранение инструмента в чистоте и сухости предотвратит его механизмы от загрязнения и окисления токонесущих элементов. Своевременное техническое обслуживание инструмента гарантированно избавит от неприятных сюрпризов во время работы.
Во многих бытовых устройствах и самодельных конструкциях в качестве привода используются электрические машины небольшой мощности. Несмотря на высокую надежность электромоторов, их выход из строя по ряду причин – не редкость. Учитывая относительно высокую стоимость этих устройств, практичнее осуществлять их ремонт, а не замену. Предлагаем рассмотреть возможность перемотки электродвигателей в домашних условиях.
Смена якоря
Замена якоря на болгарке осуществляется одновременно с заменой опорных подшипников и крыльчатки охлаждения мотора. Для выполнения потребуются такие приспособления:
- новый якорь для болгарки, подходящий именно вашему устройству;
- отвертка и ключ;
- щетка с мягкими щетинами и салфетка для протирания элементов.
Этапы разборки:
- извлечение щеток;
- выкручивание редуктора;
- снятие крышки редуктора;
- снятие кольца, которое фиксирует маленькую шестеренку на якоре;
- извлечение якоря совместно с шестеренкой и подшипником;
- снятие подшипника специальным съемным приспособлением;
- снятие шестерни и диска закрепления;
- протирание основных элементов салфеткой.
Постановка новой детали для шлифовальной машины осуществляется в обратном порядке:
- установка закрепляющего диска на вал;
- напрессовка подшипника;
- установка маленькой шестерни и ее крепление при помощи стопорного кольца;
- помещение якоря в редуктор со стыковкой отверстий;
- закрепление редуктора в корпусе болгарки;
- установка щеток;
- проверка устройства.
Таким образом, ремонт якоря своими руками можно выполнить быстро и легко. Но чтобы не допускать таких случаев, пользоваться устройством нужно бережно и не подвергать длительным высоким нагрузкам. Содержание инструмента в сухом месте и необходимый уход продлят срок его эксплуатации.
Особенности ремонта асинхронной машины
Проблемы с двигателем любого типа могут иметь механический или электрический характер. В первом случае свидетельствовать о неисправности может сильная вибрация и характерный шум, как правило, это говорит о проблемах с подшипником (обычно в торцевой крышке). Если вовремя не устранить неисправность, вал может заклинить, что неминуемо приведет к выходу из строя обмоток статора. При этом тепловая защита автоматического выключателя может не успеть сработать.
«Сгоревшие» провода обмотки статора
Исходя из практики, в 90% выход из строя асинхронных машин возникают проблемы с обмоткой статора (обрыв, межвитковое замыкание, КЗ на корпус). При этом короткозамкнутый якорь, как правило, остается в рабочем состоянии. Поэтому даже при механическом характере повреждений необходимо произвести проверку электрической части.
Проверка обмотки
В большинстве случаев проблема может быть обнаружена по внешнему виду и характерному запаху (см. рис. 1). Если эмпирическим путем неисправность установить не удается, переходим к диагностике, которая начинается с прозвонки на обрыв. Если таковая обнаруживается, выполняется разборка двигателя (этот процесс будет описан отдельно) и тщательный осмотр соединений. Когда дефект не обнаружен, можно констатировать обрыв в одной из катушек, что требует перемотки.
Если прозвонка не показала обрыва, следует переходить к измерению сопротивления обмоток, при этом учитывать следующие нюансы:
- сопротивление изоляции катушек на корпус должно стремиться к бесконечности;
- у трехфазного привода обмотки должны показывать одинаковое сопротивление;
- у однофазных машин сопротивление пусковых катушек превышает данные показания рабочих обмоток.
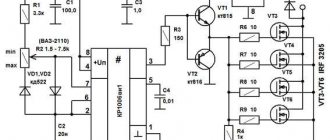
Помимо этого следует учитывать, что сопротивление статорных катушек довольно низкое, поэтому для его измерения бессмысленно использовать приборы с низким классом точности, к таковым относятся большинство мультиметров. Исправить ситуацию можно собрав несложную схему на потенциометре с добавлением дополнительного источника питания, например автомобильной аккумуляторной батареи.
Схема для измерения сопротивления обмоток
Методика измерений следующая:
- Подключается катушка привода к схеме, представленной выше.
- Потенциометром устанавливается ток 1 А.
- Производится расчет сопротивления катушке по следующей формуле: , где RК и UПИТ были описаны на рисунке 2. R – сопротивление потенциометра, – падение напряжения на измеряемой катушке (показывает вольтметр на схеме).
Стоит также рассказать о методике, позволяющей определить место межвиткового замыкания. Это делается следующим образом:
Статор, освобожденный от ротора, подключается через трансформатор к пониженному питанию, предварительно поместив к нему стальной шарик (например, от подшипника). Если катушки рабочие, шарик будет циклически двигаться по внутренней поверхности безостановочно. При наличии межвиткового КЗ, он «прилипнет» к этому месту.
Комбинированная обмотка
В электрических машинах со значительным током в обмотке якоря простые волновые обмотки неприменимы , так как в этих обмотках число параллельных ветвей не может быть более двух. Чтобы увеличить число параллельных ветвей и избежать нежелательного применения уравнительных соединений в машинах с большой токовой нагрузкой, используют комбинированную обмотку. Такая обмотка состоит из секций волновой и петлевой обмоток, а число параллельных ветвей в ней равно сумме параллельных ветвей петлевой и волновой обмоток
.
Необходимо, чтобы число параллельных ветвей волновой обмотки было равно числу ветвей петлевой обмотки . Поэтому в четырехполюсной машине комбинированную обмотку выполняют из простой петлевой (2а = 2р = 4) и сложной волновой (m = 2) обмоток. В этом случае число параллельных ветвей комбинированной обмотки равно 2акомб = 4 + 4 = 8. В такой обмотке ветви одной из составляющих обмоток служат уравнительными соединениями для другой. В итоге комбинированная обмотка с таким числом параллельных ветвей оказывается проще сложной петлевой обмотки.
Особенности ремонта коллекторных приводов
У данного типа электромашин чаще возникают механические неисправности. Например, стирание щеток или засорение контактов коллектора. В таких ситуациях ремонт сводится к чистке контактного механизма или замене графитовых щеток.
Читать также: Сварочный инвертор helper 140 схема
Тестирование электрической части сводится к проверке сопротивления обмотки якоря. В этом случае щупы прибора двум соседним контактам (ламелям) коллектора, после снятия показаний производится измерение далее по кругу.
Проверка обмотки якоря коллекторного электродвигателя
Отображенное сопротивление должно быть примерно одинаковым (с учетом погрешности прибора). Если наблюдается серьезное отклонение, то это говорит, что имеет место быть межвитковое КЗ или обрыв, следовательно, необходима перемотка.
Сложная петлевая обмотка
Для того чтобы распределение токов в параллельных ветвях обмотки якоря было одинаковым, необходимо, чтобы электрическое сопротивление этих ветвей не отличалось друг от друга и чтобы ЭДС, наводимые в секциях, составляющих каждую параллельную ветвь, были одинаковыми. При несоблюдении этих условий между параллельными ветвями появляются уравнительные токи, нарушающие работу щеточно-коллекторного контакта.
Исключение составляет простая волновая обмотка , секции которой равномерно распределены под всеми полюсами машины, поэтому магнитная не симметрия машины не вызывает появления в этой обмотке уравнительных токов. Что же касается простой петлевой и всех видов сложных обмоток якоря, то в них всегда имеются причины к появлению уравнительных токов. Это приводит к необходимости применения в указанных обмотках так называемых уравнительных соединений, по которым замыкаются уравнительные токи, разгружая щеточно-коллекторный контакт от перегрузки. Уравнительные соединения усложняют изготовление обмотки якоря и ведут к дополнительному расходу обмоточной меди.
Обмоточные данные электродвигателей
Это справочные данные, поэтому самый надежный способ получить такую информацию – обратиться к соответствующим источникам. Эти данные также могут приводиться в паспорте к изделию.
В сети можно встретить советы, в которых рекомендуют при перемотке вручную пересчитать витки и измерить диаметр провода. Это трата времени. Значительно проще и надежней по маркировке двигателя найти всю необходимую информацию, в которой будут указаны следующие параметры:
- номинальные рабочие характеристики (напряжение, мощность, потребляемый ток, число оборотов и т.д.);
- количество проводов для одного паза;
- Ø проволоки (как правило, в данном показателе изоляция не учитывается);
- информация о внешнем и внутреннем диаметре статора;
- количество пазов;
- с каким шагом выполняется обмотка;
- размеры ротора и т.д.
Ниже представлен фрагмент таблицы с намоточными данными для электромашин типа 5A.
Пример таблицы с намоточными данными
Упрощенный ремонт болгарки
В статье описаны технологические советы, упрощающие сложные и трудоемкие процессы намотки якорей и статоров электрифицированного инструмента. В статье кратко описаны конструкции электродвигателей ручного инструмента, приведены схемы обмоток и их подключение, рисунки приспособления и подробное описание технологических процессов по их ремонту и монтажу.
Большинство ручного электрифицированного инструмента (в основном, это электродрели, перфораторы, «болгарки», циркульные пилы, шуруповерты, цепные пилы и т.п.) содержит сетевые коллекторные электродвигатели, которые, в основном, состоят из статора с двумя электромагнитными полюсами, якоря
(рис.1) и щеточного механизма с двумя графитными щетками. Основными причинами отказов электродвигателей являются нарушение технологии при производстве, механические перегрузки и превышение длительности непрерывной работы. В результате чего перегревается обмоточный провод, который при этом расширяется, что разрушает его изоляцию и приводит к замыканию витков. Возможны также обрывы концов обмоток от ламелей коллектора, если они не имеют бандажа. Описанные в литературе методы ремонта обмоток якорей и статоров рекомендуют сложную технологию перемотки проводом того же диаметра, в результате чего необходимо намотать 1000-2000 витков тонкого провода с помощью специальных приспособлений [1]. А это требует соответствующего опыта, знаний и кропотливого труда.
Чаще всего выходят из строя якоря двигателей, которые имеют более сложную конструкцию и более плотную укладку обмоточного провода в пазах якоря. Наличие короткозамкнутых витков или обрывов концов обмоток в якоре при исправных щетках и коллекторе проявляется в виде кругового искрения щеток, быстрого нагрева инструмента и потере мощности двигателя. Обрывы концов обмоток устраняются путем пайки концов к ламелям коллектора, наложением бандажа из ниток и равномерной пропиткой его эпоксидным клеем. Сложность перемотки якоря на порядок выше по сравнению с перемоткой статора, к тому же требует его статической и динамической балансировки, поэтому чаще всего авторы публикаций предлагают заменять их новыми, заводского изготовления. Это проще всего, но дорого.
Столкнувшись с аналогичной проблемой у моей «болгарки» и определив, что ее механическая часть находится в хорошем состоянии, мне стало жалко ее выбрасывать, и было решено перемотать ее якорь, который имел обмотки с потемневшей изоляцией. О наличии короткозамкнутых витков я дополнительно убедился, измеряя индуктивность обмоток между соседними ламелями коллектора мультиметром типа MY6243 фирмы Mastech. Тестером это определить невозможно, так как доля сопротивления одного короткозамкнутого витка ничтожна по сравнению с сопротивлением целой обмотки, а вот на индуктивность обмотки коротко- замкнутый виток влияет существенно. Авторы публикаций в Интернете по ремонту электродвигателей рекомендуют выжигать обмотки якорей, так как они пропитаны клеем или лаком — просто извлечь или размотать их невозможно. Процесс выжигания требует снятия шарикоподшипников и может привести к деформации вала, что рекомендуется устранять после путем высокоточной проточки якоря на токарном станке после его перемотки. Естественно, мной это было отвергнуто и использована другая технология.
Обхватив якорь полоской толстого мягкого картона, зажал его в тиски так, чтобы он плотно держался и не деформировался. Ножовкой по металлу с мелкими зубьями вплотную к обоим торцам пазов рабочей части якоря обрезал обмотки, несколько раз проворачивая и переставляя якорь. Торцы обрезанных секций обмоток не должны выступать из пазов якоря. После этого якорь слегка зажимается в тиски торцами рабочей части. Подбирается стальной стержень с плоским торцом и диаметром, чуть меньшим ширины паза якоря. Этим стержнем и молотком выпрессовываются части обрезанных секций обмоток. При этом также выпрессовываются клинья, которыми крепятся обмотки в верхних частях пазов. Клинья необходимо сохранить. После этого якорь необходимо подготовить к намотке провода.
Для облегчения процесса намотки якоря было решено использовать более толстый, чем использованный в якоре, и имеющийся в наличии провод ПЭВ-2-0,5, в результате чего, с соответствующей перемоткой обмоток статора, двигатель станет низковольтным. Каким будет рабочее напряжение инструмента, не столь важно, и будет определено в процессе испытаний питанием его от ЛАТРа. Главное, чтобы инструмент работал. Учитывая, что двигатель будет низковольтным, было решено отказаться от изоляционных прокладок и создать изоляцию пазов и торцов якоря путем нанесением тонкого слоя эпоксидного клея. Все острые углы на стыках пазов и торцевой части якоря перед нанесением клея закругляются круглым надфилем. Желательно отполировать ламели коллектора нулевой наждачной шкуркой и прочистить зазоры между ними. Места подключения концов обмоток к ламелям необходимо зачистить и залудить. После нанесения и полимеризации клея якорь готов к намотке обмоток.
Данный якорь имеет 12 пазов и 24 коллекторные ламели. Щетки размещены перпендикулярно оси полюсов статора. Учитывая, что в якоре применена схема петлевой обмотки, в каждом пазу будет размещено по четыре секции. Схема намотки для такого варианта двигателя показана на рис.2 [2]. Вверху показаны полюса якоря, а внизу — ламели коллектора. На схеме видно, что четыре секции начинают появляться в пазу между полюсами 5 и 6, а заканчивают появляться в конце намотки между полюсами 4 и 5. Если щетки двигателя располагаются вдоль оси полюсов статора, то концы обмоток должны быть смещены на 90°, то есть концы, подпаянные к ламели 1, должны быть подпаяны к ламели 7 и т.д. Об этом важном моменте в литературе упоминается очень не внятно либо вообще не упоминается [1].
Исходя из площади поперечного сечения паза, сечения нового обмоточного провода, и с учетом коэффициента заполнения, было определено, что в один паз помещается 40 витков. Количество витков одной секции будет равно 10. Малое количество витков секции и повышенный диаметр провода до 0,5 мм позволяет производить намотку якоря вручную без специальных приспособлений и больших трудозатрат. Для намотки провода якорь аккуратно через мягкие прокладки зажимается в настольные тиски крыльчаткой вентилятора коллектором к себе. Катушка с проводом располагается внизу на горизонтальном стержне. Конец провода зачищается и припаивается к ламели 1.
В начале намотки провод возле коллектора левой рукой слегка прижимается в направлении вала, а правой рукой наматывается первый виток. Прогибы концов провода возле коллектора необходимы для намотки бандажа по окончанию намотки якоря и должны быть одинаковыми. В процессе намотки необходимо постоянно контролировать отсутствие замыканий наматываемого провода на корпус, чтобы потом не перематывать все заново. Для этого на коллектор и вал якоря наматывается по несколько витков оголенных проводов, к концам которых подключается омметр. Последующие витки продолжают наматываться правой рукой, а левой рукой провод равномерно укладывается на торцах якоря и придерживается для выравнивания и укладки провода в пазы. Конец секции формуется под бандаж, зачищается, складывается вдвое, сжимается плоскогубцами, чтобы устранить петлю, припаивается к следующей ламели и является началом следующей секции.
По мере намотки якорь в тисках переставляется на нужный угол, а провод в пазах уплотняется плоской деревянной палочкой. Конец последней секции припаивается к ламели 1. После намотки всех секций на провод возле коллектора наматывается бандаж из тонких ниток. После этого необходимо обновить все пайки и сделать их по возможности одинаковыми. Это и последующая равномерная пропитка обмоток и бандажа необходимы для сохранения статической и динамической балансировки якоря. В авторском варианте ремонта это удалось. Перед пропиткой можно якорь и эпоксидный клей нагреть примерно до 40°С на комнатной батарее или масляном радиаторе. На коллектор, для защиты от попадания клея, намотать пару витков изоленты. Клей равномерно наносится узким деревянным шпателем, сначала на бандаж затем на торцевые части секций со стороны коллектора. Якорь немного подержать вертикально вверх коллектором. После этого нанести клей в пазы и вставить клинья. Далее закрепить в тисках якорь вертикально коллектором вниз за шарикоподшипник через мягкий картон и нанести клей на торцевые части секций со стороны крыльчатки вентилятора. Такое крепление даст возможность вращать якорь и следить за вытекающим клеем, чтобы своевременно убирать излишки и выравнивать его поверхность.
Шпатель для этой цели необходимо пропитать машинным маслом. Процесс полимеризации эпоксидного клея происходит медленно и длится около 4 ч, поэтому после первых 30 мин следить за процессом можно реже и периодически переворачивать якорь в вертикальном положении. После полной полимеризации клея якорь готов к установке на свое место, но после перемотки обмоток статора.
Для перемотки статор необходимо извлечь из корпуса. В авторском варианте статор плотно вставлен в сформованное для него место в корпусе, до упора задней части. Передняя его часть фиксируется пластмассовым цилиндром, который двумя выступами упирается в статор между обмотками, а четырьмя выступами — в съемный корпус редуктора. Для извлечения статора необходимо отсоединить четыре его вывода и вытянуть из корпуса.
Если статор не удается извлечь простым путем, то необходимо применить винтовой механизм, например, показанный на рис.З,
1 — верхняя опорная пластина;
4 — центрирующая шайба;
5 — нижняя опорная пластина.
Возможно, между верхней пластиной и корпусом будет необходимо подкладывать деревянные рейки по бокам статора.
Исходя из того, что обмотки статора включены последовательно со щетками якоря, а верхняя и нижняя части обмоток якоря подключаются к щеткам параллельно, сечение провода статора должно быть в два раза больше провода якоря. Учитывая, что обмотки статора менее плотны и лучше охлаждаются, это соотношение может быть уменьшено до 1,8-1,9. Соотношение количества витков статора к количеству витков в пазу якоря в реальном двигателе равно 3,4. В этом варианте обе обмотки статора должны иметь 40×3,4=136 витков. В результате обмотки статора были намотаны проводом ПЭВ-2-0,62 по 70 витков.
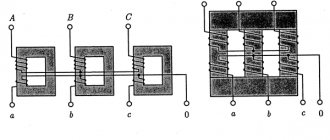
Для намотки обмоток необходимо изготовить оправку. Для этого из фанеры толщиной равной ширине паза статора вырезается прямоугольник с закругленными торцами. Ширина прямоугольника равна ширине узкой части полюса плюс 5 мм, длина его на 2 см больше длины статора. Из тонкой фанеры или текстолита вырезается две щечки, ширина и длина которых на 2 см больше предыдущей детали. По углам одна щечка крепится симметрично к внутренней детали короткими шурупами (4 шт.), в которой возле внутренней детали сверлится отверстие для закрепления провода начала катушки (рис.4).
Вторая щечка крепится гайкой при сборке. По центру оправки сверлится сквозное отверстие диаметром 8,2 мм. В это отверстие вставляется болт или шпилька с резьбой М8 и с помощью гаек оправка зажимается, как показано на рис.5, где обозначены:
4 — внутренняя деталь;
Точно также наматывают вторую катушку. Выводы катушек должны быть направлены в сторону коллектора и иметь запас по длине на случай переполюсовки выводов по отношению к щеткам коллектора, если двигатель будет вращаться не в нужном направлении. Статор двигателя кладут на стол полюсом вниз. На нем монтируют первую катушку. В пазы полюсов вклеивают полоски бумажной изоляции быстросохнущим клеем. Сначала вставляют одну сторону катушки, затем путем растяжки ее по ширине вставляют вторую сторону катушки. После этого статор переворачивают и точно также монтируют вторую катушку. Очень важно, чтобы при монтаже катушек, когда они находятся внизу, их начала были с одной и той же стороны. А в собранном виде начала катушек будут диаметрально противоположны. Выступающие торцевые части катушек формуют так, как показано на рис.6, и пропитывают эпоксидным клеем вместе с боковыми частями.
После полимеризации клея двигатель собирают, концы статорных обмоток подпаивают к контактам щеткодержателей по схеме рис.7, проверяют сопротивление изоляции, которое должно быть не менее 1 МОм.
Графитные щетки заменяют медно-графитными, так как при той же мощности и меньшем напряжении питания увеличится ток двигателя, при котором графитные щетки будут перегреваться. В авторском варианте были использованы обработанные на заточном станке по размеру графитных щеток сработанные щетки от стартера автомобиля. После этого двигатель подключают к ЛАТРу и плавным повышением напряжения запускают. Если направление вращения окажется обратным, то необходимо выводы статора, подключенные к щеткам, поменять местами. После этого инструмент собирают окончательно и испытывают на работоспособность и нагрев в условиях реальной резки металла в течение примерно 10 мин. При этом измеряют вольтметром то напряжение, при котором инструмент работает так же, как и ранее, исходя из опыта прежней его эксплуатации. В авторском варианте инструмент нормально работает от напряжения 50 В. Для удобства эксплуатации изготовлен понижающий трансформатор с выводами вторичной обмотки 40 В, 50 В и 60 В на случаи колебаний напряжения сети. К тому же трансформатор осуществляет развязку сети 220 В от инструмента, что повышает электробезопасность работ. Если питать инструмент постоянным током, то его мощность увеличится при меньшем питающем напряжении, а нагрев уменьшится за счет отсутствия токов Фуко в статоре.
В заключение полезно отметить, что увеличение диаметра обмоточного провода повышает процент меди в пазу по отношению к его изоляции, так как несколько тонких проводников с таким же суммарным сечением содержат внутреннюю изоляцию, которая занимает больше места, чем изоляция одного толстого проводника. Соблюдая изложенные выше рекомендации и соотношение витков обмоток статора и якоря, можно таким образом ремонтировать большинство из перечисленных выше электроинструмента, а также при ремонте изготовить инструмент на напряжение 12 В и питать его от бортовой сети автомобиля в местах, где нет промышленной сети 220 В / 50 Гц.
Литература
Автор: Анатолий Журенков, г. Запорожье
Источник: журнал Радиоаматор №9, 2015
Источник
Пошаговая инструкция перемотки электродвигателя своими руками
Необходимо сразу предупредить, что без спецоборудования и навыков работы перемотка катушек будет, скорее всего, бесполезным занятием. С другой стороны отрицательный опыт это тоже опыт. Понимание сложности процесса является лучшим объяснением его стоимости.
Первый этап – демонтаж
Мы приводим алгоритм действий для асинхронных машин, он следующий:
- Отключаем привод от сети (380 или 220 В).
- Демонтируем электромотор с конструкции, где он был установлен.
- Снимаем задний защитный кожух охлаждающего вентилятора.
- Демонтируем крыльчатку.
- Откручиваем крепление торцевых крышек, после чего снимаем их. Начинать желательно с фронтальной части, после ее демонтажа ротор легко «выйдет» с тыловой крышки.
- Вытаскиваем ротор.
Данный процесс можно существенно облегчить, если использовать специальное устройство – съемник. С его помощью легко освободить вал двигателя от шкива или шестерни, в также снять торцевые крышки.
Съемник для демонтажа
Мы не будем приводить инструкцию по разборке коллекторного двигателя, поскольку особо не отличается. Строение электромашины данного типа можно найти на нашем сайте.
Этап второй – снятие обмотки
Очередность действий следующая:
- При помощи ножа снимаем бандажный крепеж и изоляционное покрытие с мест соединений проводов. В некоторых инструкциях рекомендуется зафиксировать схему соединений, например, сделав фотоснимок. Делать это особого смысла нет, поскольку это справочная информация и узнать ее по марке двигателя не составляет проблемы.
- Используя зубило, сбиваем верхушки проводов с каждого торца статора.
- Освобождаем пазы, используя пробойник соответствующего диаметра.
- Очищаем статор от грязи, копоти, лака пропитки.
Статор, освобожденный от обмотки
На этом этапе мы рекомендуем остановиться, взять корпус и отвезти его специалистам. Самостоятельный демонтаж позволит снизить стоимость восстановительных работ. Как уже упоминалось выше, без спецоборудования качественно перемотать катушки довольно сложно. Для понимания сложности процесса опишем его технологию, что позволит облегчить выбор.
Перемотка статора (финальная фаза)
Процесс состоит из следующих действий:
- Установка изоляторов в каждый паз (гильзование).
- Толщина материала и его характеристики подбираются по справочнику.
- Определяются обмоточные данные по марке двигателя.
- На специальном станке производится намотка необходимого количества витков всыпных катушек. В сети можно найти фото и параметры самодельных ручных станков, но качество их работ довольно сомнительное.
Станок для намотки всыпной обмотки - Катушечные группы укладываются в пазы, после чего производится их обвязка и соединение. Эти процессы довольно сложные и выполняются вручную.
- Осуществляется пропитка. Для этого корпус нагревается до температуры 45°С – 55°С и полностью погружается в емкость с пропиточным лаком. Заливать лаком провода не имеет смысла, поскольку в этом случае все равно останутся пустоты.
- После пропитки корпус помещают в специальную камеру, где осуществляется сушка при температуре 130-135°С.
- Финальное тестирование катушек омметром.
- Сборка и пробный запуск (если в ремонт передавались на только корпус, а и остальные детали и крепления).
Если на восстановление сдавался только корпус, рекомендуем перед тем, как включать мотор, проверить катушки.
Ремонт: Устранение пробоя изоляции
Если пробой изоляции был небольшой и вы его нашли, необходимо очистить это место от нагара и проверить сопротивление. Если его значение нормальное, заизолируйте провода асбестом. Сверху капните быстросохнущим клеем типа «Супермомент». Он просочится через асбест и хорошо заизолирует провод.
Если вы так и не нашли место пробоя изоляции, то попробуйте аккуратно пропитать обмотку пропиточным электроизоляционным лаком. Пробитая и непробитая изоляция пропитается этим лаком и станет прочнее. Высушите якорь в газовой духовке при температуре около 150 градусов. Если и это не поможет, попробуйте перемотать обмотку или поменять якорь.
Пайка пластин коллектора
Ламели установлены на пластмассовую основу. Они могут быть стёрты до самой основы. Остаются только края, до которых щётки не достают.
Такой коллектор можно восстановить методом пайки.
- Из медной трубы или пластины нарежьте необходимое количество ламелей по размерам.
- После того как зачистили якорь от остатков меди, припаивайте обычным оловом с паяльной кислотой.
- Когда все ламели припаяны, сделайте шлифовку и полировку. Если нет токарного станка, воспользуйтесь дрелью или шуруповёртом. Вставьте вал якоря в патрон. Сначала отшлифуйте напильником. Потом отполируйте нулевой наждачной бумагой. Не забудьте прочистить пазы между ламелями и измерить сопротивление.
- Бывают не до конца повреждённые ламели. Чтобы их восстановить, необходимо провести более тщательную подготовку. Слегка проточите коллектор для очистки пластин.
Перемотка якоря
Процесс замены обмотки коллекторного двигателя несколько похож за исключением небольших нюансов, связанных с особенностью исполнения. Например, на перемотку отправляют якорь, а не корпус, при условии, что проблема возникла не с катушками возбуждения. Помимо этого имеются следующие отличия:
- Для намотки применяется специальный станок, более сложной конфигурации.
- Обязательно необходима проточка, балансировка якоря (в финальной части процесса), а также его чистка и шлифовка.
- При помощи специального фрезерного станка производится нарезка коллектора.
Для перечисленных процессов требует спецоборудование, без него перемотка электродвигателей – пустая трата времени.