Способ производства холоднокатаной листовой нагартованной стали
Владельцы патента RU 2369456:
Способ предназначен для повышения потребительских свойств низкоуглеродистой холоднокатаной листовой нагартованной стали сечением 0,43…0,63×1250 мм. Способ включает прокатку полосовой горячекатаной заготовки в валках широкополосного стана с заданными обжатиями. Получение листовой стали, имеющей свойства нагартованного металла, пригодной для последующего оцинкования, обеспечивается за счет того, что прокатку производят на двухклетевом реверсивном стане с относительным суммарным обжатием в пределах 69…79%, при этом величину обжатия в последнем проходе принимают равной 56…60% от обжатия в первом проходе, а величину удельного натяжения — в пределах 75…85 Н/мм 2 при добавочном натяжении не более 20 Н/мм 2 .
Изобретение относится к прокатному производству и может быть использовано при изготовлении холоднокатаной листовой нагартованной стали.
Нагартованная — это поверхностно наклепанная сталь, обработанная без ее полной рекристаллизации (см. «Толковый металлургический словарь» под ред. В.И.Куманина, М., «Металлургия», 1989, с.177 и 179). Нагартованную листовую сталь получают холодной прокаткой, технология которой достаточно подробно описана, например, в книге П.И.Полухина и др. «Прокатное производство», М., «Металлургия», 1982, с.511-535.
Наклеп и нагартовка металла — явление, причины, сущность
Безусловно, упрочнение металлов весьма важно, ведь большинство узлов машин и механизмов работают в неблагоприятных условиях, способствующих возникновению разных дефектов, и одним из способов добиться износоустойчивости является нагартовка стали.
Сущность наклепа и нагартовки
Наклеп металла является одним из способов упрочнения металлического изделия. Происходит это благодаря пластической деформации, которой такое изделие подвергают при температуре, находящейся ниже температуры рекристаллизации. Деформирование в процессе наклепа приводит к изменению как внутренней структуры, так и фазового состава металла. В результате таких изменений в кристаллической решетке возникают дефекты, которые выходят на поверхность деформируемого изделия. Естественно, эти процессы приводят и к изменениям механических характеристик металла. В частности, с ним происходит следующее:
- повышается твердость и прочность;
- снижаются пластичность и ударная вязкость, а также сопротивляемость к деформациям, имеющим противоположный знак;
- ухудшается устойчивость к коррозии.
Упрочнение поверхности металла можно оценить по изменению микротвердости, уменьшающейся про мере удаления от поверхности
способ производства холоднокатаной листовой нагартованной стали
Способ предназначен для повышения потребительских свойств низкоуглеродистой холоднокатаной листовой нагартованной стали сечением 0,43 0,63×1250 мм. Способ включает прокатку полосовой горячекатаной заготовки в валках широкополосного стана с заданными обжатиями. Получение листовой стали, имеющей свойства нагартованного металла, пригодной для последующего оцинкования, обеспечивается за счет того, что прокатку производят на двухклетевом реверсивном стане с относительным суммарным обжатием в пределах 69 79%, при этом величину обжатия в последнем проходе принимают равной 56 60% от обжатия в первом проходе, а величину удельного натяжения — в пределах 75 85 Н/мм 2 при добавочном натяжении не более 20 Н/мм 2 .
Изобретение относится к прокатному производству и может быть использовано при изготовлении холоднокатаной листовой нагартованной стали.
Нагартованная — это поверхностно наклепанная сталь, обработанная без ее полной рекристаллизации (см. «Толковый металлургический словарь» под ред. В.И.Куманина, М., «Металлургия», 1989, с.177 и 179). Нагартованную листовую сталь получают холодной прокаткой, технология которой достаточно подробно описана, например, в книге П.И.Полухина и др. «Прокатное производство», М., «Металлургия», 1982, с.511-535.
Известен способ холодной прокатки тонколистовой стали, при котором в заданные промежутки непрерывного стана подают смазочно-охлаждающую жидкость, содержащую пальмовое масло, при этом масло многократно используют в оборотном цикле смазочно-охлаждающей жидкости с заданными жирностью и удельным расходом (см. пат. РФ № 2288791, кл. В21В 1/28, опубл. БИ № 34, 2006 г.). Однако этот способ непригоден для получения нагартованной листовой стали.
Наиболее близким аналогом к заявляемому способу является технология холодной прокатки листовой стали, описанная в книге В.Ф.Зотова и В.И.Елина «Холодная прокатка металла», М., «Металлургия», 1988, с.165-179.
Эта технология заключается в прокатке полосовой горячекатаной заготовки в валках непрерывного стана с заданными обжатиями и характеризуется тем, что величину суммарного обжатия принимают в зависимости от конечной толщины полос в пределах 42 85%, а величину удельных натяжений доводят до 0,6 0,7 от предела текучести прокатываемого металла.
Использование известной технологии для производства нагартованной холоднокатаной стали весьма затруднительно из-за отсутствия конкретизации величин обжатий и натяжений, что не позволит получить требуемые потребительские свойства готового проката.
Технической задачей настоящего изобретения является повышение потребительских свойств низкоуглеродистой листовой стали, предназначенной для последующего оцинкования.
Для решения этой задачи в способе, заключающемся в прокатке горячекатаной заготовки в валках широкополосного стана с заданными обжатиями, прокатку низкоуглеродистой стали сечением 0,43 0,63×1250 мм на двухклетевом реверсивном стане ведут с относительным суммарным обжатием в пределах 69 79%, при этом величину обжатия в последнем проходе принимают равным 56 60% от обжатия в первом проходе, а величину удельного натяжения — в пределах 75 85 Н/мм 2 при добавочном натяжении не более 20 Н/мм 2 .
Приведенные параметры прокатки получены опытным путем и являются эмпирическими.
Сущность заявляемого технического решения заключается в оптимизации величин обжатий и натяжений при холодной прокатке низкоуглеродистой стали, что позволяет получить оцинкованный лист с улучшенными потребительскими свойствами. Добавочное натяжение делается для более плотной смотки полос в рулоны, что весьма важно для последующей операции оцинкования на непрерывном агрегате.
Сталь нагартованная что это?
Задача упрочнения поверхностного слоя металлического изделия является достаточно актуальной во многих случаях, ведь большая часть деталей машин и различных механизмов работает под воздействием значительных механических нагрузок. Решить такую задачу позволяет как наклеп, так и нагартовка, которые, несмотря на свою схожесть, все же имеют определенные различия.
На производстве проблема упрочнения металлических поверхностей решается с помощью специального оборудования
Типы наклепа
Различают два основных типа наклепа, которые отличаются процессами, протекающими при его формировании в материале.
Если новые фазы в металле, характеризующиеся иным удельным объемом, сформировались в результате протекания фазовых изменений, то такое явление носит название фазового наклепа.
Если же изменения, произошедшие в кристаллической решетке металла, произошли из-за воздействия внешних сил, они называются деформационным наклепом.
Деформационный наклеп, в свою очередь, может быть центробежно-шариковым или дробеметным. Для выполнения наклепа первого типа на обрабатываемую поверхность воздействуют шариками, изначально располагающимися во внутренних гнездах специального обода.
При вращении обода (что выполняется на максимальном приближении к обрабатываемой поверхности) шарики под воздействием центробежной силы отбрасываются к его периферии и оказывают ударное воздействие на деталь.
Формирование наклепа в дробеструйных установках происходит за счет воздействия на обрабатываемую поверхность потока дробинок, перемещающихся по внутренней камере такого оборудования со скоростью до 70 м/с. В качестве таких дробинок, диаметр которых может составлять 0,4–2 мм, для наклепа могут быть использованы чугунные, стальные или керамические шарики.
https://www..com/watch?v=GYpNie5cpug
Схема традиционного деформационного наклепа и график повышения твердости материала
Для того чтобы понимать, почему нагартовка или формирование наклепа приводят к упрочнению металла, следует разобраться в процессах, которые протекают в материале при выполнении таких процедур. При холодной пластической деформации, происходящей под воздействием нагрузки, величина которой превышает предел текучести металла, в его внутренней структуре возникают напряжения.
В результате металл будет деформирован и останется в таком состоянии даже после снятия нагрузки. Предел текучести станет выше, и его значение будет соответствовать величине сформировавшихся в материале напряжений. Чтобы деформировать такой металл повторно, необходимо будет приложить уже значительно большее усилие.
Таким образом, металл станет прочнее или, как говорят специалисты, перейдет в нагартованное состояние.
При холодной деформации металла, протекающей в результате воздействия соответствующего давления (в процессе, например, наклепа), дислокации, составляющие внутреннюю структуру материала, начинают перемещаться. Даже одна пара движущихся дефектных линий, сформировавшихся в кристаллической решетке, способна привести к образованию все новых и новых подобных локаций, что в итоге и повышает предел текучести материала.
Изменение структуры поверхностного слоя в результате холодной деформации
Внутренняя структура металла при его деформировании в процессе выполнения наклепа или нагартовки претерпевает серьезные изменения. В частности, искажается конфигурация кристаллической решетки, а пространственное положение кристаллов, которые ориентированы беспорядочно, упорядочивается.
Такое упорядочивание приводит к тому, что оси кристаллов, в которых они обладают максимальной прочностью, располагаются вдоль направления деформирования. Чем активнее будет выполняться деформирование, тем большее количество кристаллов примут подобное пространственное положение.
Существует ошибочное мнение, что зерна, составляющие внутреннюю структуру металла, при его деформации измельчаются. На самом деле они только деформируются, а площадь их поверхности остается неименной.
Из всего вышесказанного можно сделать вывод о том, что в процессе выполнения нагартовки или наклепа изменяется кристаллическая структура стали или другого металла, в результате материал становится более твердым и прочным, но одновременно и более хрупким. Нагартованная сталь, таким образом, представляет собой материал, который специально был подвергнут пластической деформации для улучшения прочностных характеристик.
Нагартовка и оборудование для нее
Выполнение нагартовки изделий из стали особенно актуально в тех случаях, когда имеется необходимость повысить их устойчивость к поверхностному растрескиванию, а также предотвратить протекание в нем усталостных процессов. Отраслями промышленности, в которых нагартованные изделия зарекомендовали себя особенно хорошо, являются авиа- и автомобилестроение, нефтедобыча, нефтепереработка и строительство.
Вопрос по стали, заковыристый!
Вступление. Это всё не про ножи. Но я смутно догадываюсь, что именно в этом разделе найду специалистов по сортам нержавеющей стали. Предыстория. Задумал я бизнес один хитрый, изготовление супер-элитных визитных карточек из тонкой нержавейки, толщина 200-300 микрон. Глубокое травление плюс сквозное травление, никакой краски, и пока никаких покрытий. Аналогов в мире два — в Британии и Гонконге. Есть ещё в США, но там всё гораздо хуже. Искал подходящую сталь, нашёл совершенно случайно. Основной бизнес — электроника, видел маски для нанесения паяльной пасты на платы, сталь понравилась, связался с производителем, выпросил небольшую партию листов для экспериментов. Подошла! История. Дядька этот наотрез отказался назвать мне сорт стали. Тем более — назвать мне производителя. Ну ещё бы, ценник-то он мне выставил ого-го! И вот стоит у меня задача выяснить — шо цэ такэ? Исходные данные нержавейки: 0.2 мм, лист 600х800 мм, идеально ровный, делается в Японии (это факт, дядька таки проговорился), магнитится, упругая, вобщем мартенситная по всем признакам. А химанализ говорит — AISI 304, а это аустенитный сорт. Аустенитная нам не катит — гнётся, а мне хочется чтобы пружинила. Вот и у американцев аустенит на визитках — очень пошло смотрится Что делать? Или может кто сразу подскажет, что за сорт и где такие листы найти? Желательно полированные, и неплохо бы в защитной плёнке, чтобы при раскрое лазером края оставались чистыми. А то уже сами готовы обклеивать — задолбали эти капельки по краю.
Такая «пружинность» достигается путем холодной холодной прокатки. При этом и слабая магнитность появляется. попробуйте нагреть кусочек этой стали до светло-красного и неспеша остудить — магнитность должна исчезнуть.
LOCARUS
Аналогов в мире два — в Британии и Гонконге Тема не новая. Видел и медные карточки Уралэлектромеди и нержавеющие местного изготовления.
LOCARUS
Аустенитная нам не катит — гнётся, а мне хочется чтобы пружинила нагартованная и пружинит и магнитится. Набираем в гугле «лента нержавеющая зеркальная нагартованная» или «лист нержавеющий зеркальный нагартованный» и подбираем.
Нытвенский металлургический завод вам в помощь , там такое добро катают , и зеркальное тоже
Коллеги, я видел нагартованную сталь. У неё неровная поверхность, даже когда она полированная. Ну то есть в смысле — волнами она идёт, с периодами волны порядка единиц-десятков сантиметров. Вообще, про изменение свойств при уплотнении я читал уже. Имхуется мне, что это не нагартовка, а всё-таки какая-то разновидность прокатки. Поверхность просто идеальная у всего листа, по всей площади. Никаких волн в принципе. Я ж говорю — Япония! Нытвенский? Блин, где бы образцы увидеть. Наши торгаши металлом нихрена не имеют, ни кусочка.
Нытва не пойдёт. У них такая толщина только на Ст70. Да как-то и не верится мне в их офигительное качество — ребята упаковочную ленту гонят
Вобщем, для представления о масштабах цен. Я плачу за лист 600х800 35 евро.
Подошла сталь, вот и покупайте. Дайте и дядьке копеечку заработать. Не надо в эпоху перемен думать о сверх прибылях и, ГЛАВНОЕ, лезть в эксперименты. Вы выводите свой хитрый бизнес на твердую самоокупаемость, а уж потом вместо дорогих крепдешинов будете клиентам отличный ситчек продавать по тому же прайсу
Лучшее — враг хорошего!
Вальтер, меня просто пугает некая монопольная зависимость от одного поставщика. А вдруг он завтра разорится и я его вообще не найду? Поэтому мне важно знать где купить аналог, пусть даже я его и ещё дороже куплю, ведь у меня партии малюсенькие.
LOCARUS
Коллеги, я видел нагартованную сталь. У неё неровная поверхность, даже когда она полированная. Ну то есть в смысле — волнами она идёт, с периодами волны порядка единиц-десятков сантиметров..
В процессе холодного проката и получается нагартовка. «Волны» — результат низкого качества валков. А у японцев они лучше (ровные и не бьют).
Главное Вам объяснили: сталь у у Вас действительно AISI 304. Осталось найти альтернативного поставщика «aisi 304 cold rolled mirror 0.2mm»
есть близкий вопрос: где можно купить нержавеющую ленту шириной 610 и больше, толщина 0.2, конкретная марка фиолетова. Нужно несколько метров.
наш гост предусматривает максимальную ширину 400мм.
Гриня
есть близкий вопрос: где можно купить нержавеющую ленту шириной 610 и больше, толщина 0.2, конкретная марка фиолетова. Нужно несколько метров.
наш гост предусматривает максимальную ширину 400мм.
Такой широкой в прайсах не видел.
В процессе холодного проката и получается нагартовка. «Волны» — результат низкого качества валков. А у японцев они лучше (ровные и не бьют).
Главное Вам объяснили: сталь у у Вас действительно AISI 304. Осталось найти альтернативного поставщика «aisi 304 cold rolled mirror 0.2mm»
Завтра сфоткаю простую полосу нержи из нытвы, толщина 0.35, но она отожженая, т.е. не сильно то и пружинит. И на ней как будо сатин продольный, примерно 800-1000 горит. Это от валков, при шлифовке так получается. У них есть и полированные, заодно постараюсь найти контакты вам. Цена будет конской, ибо цена заготовки, которую мы берём у них, выросла в 2 раза.
Наклеп и нагартовка
Для того, чтобы увеличить прочность и твердость материалов, их подвергают тепловой обработке: нагревают и выдерживают в термопечи и охлаждают. Но этот метод не всегда подходит. В частности,его не используют для таких металлов, как медь и алюминий.
Тогда применяют нагартовку – технологическую обработку, которая включает изменение формы изделия посредством холодной пластической деформации. При этом твердость и прочность материала увеличивается, но падает пластичность – способность деформироваться без разрушения.
Для некоторых сплавов нагартовка является единственно возможным способом увеличения прочности. К таким сплавам, например, относятся стойкие к коррозии сплавы хрома и никеля. Исследование такого процесса, как нагартовка (наклеп металла) – одна из важных и интересных задач материаловедения.
Например, в результате наклепа твердость поверхностных слоев стали увеличивается в несколько раз.
Термины наклеп и нагартовка часто считают практически синонимами, которые означают:
- процесс изменения структуры материала;
- повышение его твердости и прочности в результате этих изменений.
Но в части литературных источниках эти термины различают: под наклепом понимают процесс, который может быть как самопроизвольным, так и целенаправленным, а под нагартовкой – осознанный процесс, целью которого является упрочнение металла.
С этой точки зрения наклеп может быть процессом как полезным, так и вредным, а нагартовка – процесс, который может быть только полезным.
При повышении температуры способность к нагартовке заметно снижается. Например, нагартовка алюминия невозможна при температурах выше 200 °С. Эта температура (температура рекристаллизации) будет различной для разных веществ. Для легкоплавких металлов (к ним относятся цинк, свинец, олово) температура рекристаллизации может быть отрицательной.
Описание процесса
Рассмотрим сущность явления наклепа. Как известно, практически все металлы и их сплавы (например, алюминий или медь и их сплавы) имеют упорядоченную кристаллическую структуру.Но все не так просто. Они состоят из зерен, внутри которых расположение атомов является упорядоченным.Но сами зерна по отношению друг к другу располагаются хаотично, т. е. неупорядоченно.
При механической нагрузке в структуре вещества появляются дислокации (микроскопические дефекты). По мере увеличения нагрузки дислокации перемещаются и взаимодействуют друг с другом. Образуется другая структура.Она сопротивляется деформации, остающейся после снятия нагрузки (пластической деформации). Способность металла сопротивляться деформациям при этом увеличивается.
Но следует иметь в виду, что при наклепе пластические свойства материала становятся хуже. Например,пластичность низкоуглеродистой стали уменьшается в 5-6 раз. Также снижается устойчивость к сопротивлению пластической деформации при изменении ее знака (так называемый эффект Баушингера).
После наклепа состояние вещества является термодинамически нестабильным. Если пластичность необходимо увеличить, наклеп снимают рекристаллизационным отжигом, нагревая материал выше температуры рекристаллизации. При этом материал переходит в более стабильное состояние. Необходимость снятия наклепа возникает, например, в металлургии при производстве проволоки или ленты.
Плотность дислокаций при наклепе увеличивается, что приводит к уменьшению объемной плотности. При этом зерна металла вытягиваются по направлению сил, которые на них действуют. Такая ориентировка зерен называется текстурой деформации. Вследствие текстуры возникает анизотропия механических свойств металлов и сплавов.
Можно сделать следующие выводы:
- после нагартовки или наклепа твердость и прочность материала увеличивается;
- хрупкость материала тоже повышается.
В частности, нагартовка стали актуальная для изделий, в которых необходимо предотвратить поверхностное растрескивание и такое явление, как усталость металлов, что приводит к накоплению внутренних напряжений, возникновению трещини, в конце концов, к разрушению материала.
Виды наклепа
В основном, выделяют два вида наклепа:
- фазовый, когда изменения кристаллической решетки вызваны фазовыми изменениями;
- деформационный, когда изменения решетки вызваны внешними силами.
Формирование деформационного наклепа происходит при воздействии на обрабатываемую поверхность шариками или потока дробинок.
Оборудование для наклепа
Оборудование для процесса нагартовки алюминия и других металлов и сплавов достаточно разнообразно. В промышленности нагартовка полностью автоматизированный процесс, который выполняется на устройствах, контролируемых электроникой.
В частности, при формировании деформационного наклепа автоматически регулируется количество и скорость подачи дробинок.
Применение
В промышленности нагартовку применяют для придания прочности изделиям из нержавеющей стали, меди, алюминия и его сплавов. Это очень важно для машиностроения, поскольку различные узлы и механизмы часто работают в неблагоприятных условиях и со временем изнашиваются.
Нагартованная проволока из нержавеющей стали обладает повышенной твердостью и жесткостью и устойчива к колебаниям температуры. Такая проволока используется в машиностроении при изготовлении деталей различных видов автомобилей. Она также нашла широкое применение для изготовления очень прочных канатов, тросов и пружин. Еще нагартовку часто используют для производства нержавеющих лент.
Электропровода из нагартованной проволоки не подвержены коррозии и обладают длительным сроком службы.
Также нагартованная проволока может служить как материал для нержавеющих сеток, из которых делают перегородки.
Источник: https://stankiexpert.ru/spravochnik/materialovedenie/naklep.html
Наклеп и нагартовка металлов
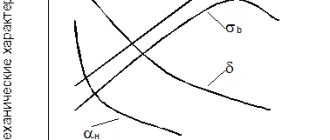
Нагартовка или деформационное упрочнение – это важный технологический процесс, которые применяют для увеличения прочности и/или твердости металлов и сплавов, которые не могут быть упрочнены термической обработкой. Эта технологическая обработка включает изменение формы изделия методами холодной пластической деформации, то есть ввода в металл механической энергии [1]. В результате этой обработки металл становится прочнее тверже, но теряет пластичность, как показано на рисунке 1.
Рисунок 1 – Влияние степени нагартовки на прочность, твердость и пластичность металлов [1]
Наклеп и нагартовка
В русскоязычной технической литературе наблюдается определенная путаница в определении и применении терминов «наклеп» и «нагартовка». Чаще всего эти термины отождествляются, применяются один вместо другого или оба сразу. Обычно наклепом (нагартовкой) называют как сам физический процесс изменения кристаллической структуры металла при его пластическом деформировании, так и результат этого процесса, то есть повышение прочности и твердости металла.
Предел текучести и наклеп
Одной из характеристик любого металла, в том числе, алюминия, является его предел текучести. Предел текучести металла – это напряжение, при котором этот металл начинает деформироваться пластически.
При напряжениях ниже этого предела текучести материал деформируется упруго. Если напряжения снимаются, то металл возвращается к своему первоначальному состоянию до приложения этих напряжений.
Обычно нагружение металла выше предела текучести является для него вредным. Недопущение напряжений выше предела текучести является главным требованием при проектировании деталей, изделий и сооружений.
Однако изучение изменения микроструктуры металла после деформации показывают, что механические свойства этого металла также изменяются. В частности, испытание на растяжение показывает, что металлический образец, который нагружался выше предела текучести обычно получает деформационное упрочнение или наклеп (рисунок 2).
Рисунок 2.1 – Увеличение предела текучести металла после его нагружения выше предела текучести
Атомы, решетка, дислокации
Металлы и их сплавы, в том числе, алюминий и его сплавы, имеют кристаллическую структуру и состоят из большого количества зерен. Эти зерна имеют неправильную форму и различные размеры. В каждом зерне атомы упорядочены, но смежные зерна по-разному ориентированы относительно друг друга. В процессе холодной деформации структура зерен меняется за счет их фрагментации зерен, движения атомов и искажения атомной решетки.
Когда материал подвергается механическому нагружению, в его кристаллической структуре образуются микроскопические дефекты, которые известны как дислокации. Если нагрузки продолжают увеличиваться, эти дислокации начинают продвигаться и взаимодействовать между собой.
Таким образом они образуют новую внутреннюю структуру, которая сопротивляется дальнейшей пластической деформации. Эта структура повышает предел текучести материала, то есть его способность сопротивляться прилагаемым усилиям. При этом пластические свойства материала снижаются.
Одним из наиболее известных путей намеренного создания наклепа является холодная пластическая формовка деталей и изделий – холодная обработка металлов давлением.
Рисунок 2.2 – Нагартовка алюминия [6]
Типичными процессами холодной обработки металлов давлением являются:
- холодная ковка (рисунок 2)
- холодная прокатка (рисунок 3)
- холодное прессование (экструзия) (рисунок 4)
- волочение (рисунок 5)
Рисунок 3 – Ковка металла
Рисунок 4 – Прокатка металла
Рисунок 5 – Прессование металла
Рисунок 6 – Волочение металла
Уменьшение плотности металла
При наклепе металла его плотность уменьшается. Это происходит потому, что пластическая деформация приводит к нарушению порядка в размещении атомов, увеличение плотности дефектов и образование микропор. Уменьшение плотности означает увеличение удельного объема – объема единицы массы.
Остаточные напряжения
Наружный наклёпанный слой стремится расшириться, а внутренние слои его «не пускают» – в нем возникают сжимающие остаточные напряжения. Эти напряжения бывают очень полезными, так как способны замедлять зарождение и рост поверхностных усталостных трещин.
Полезный наклеп
Наклеп может быть желательным и нежелательным, полезным и вредным. Если наклеп металла является полезным, то при его изготовлении стремятся применять операции холодного пластического деформирования: холодную прокатку, волочение, обработку дробью, галтовку, накатку и тому подобное.
Это особенно важно для металлов и сплавов, которые не способны упрочнятся термически. К этим материалам относятся низкоуглеродистые стали, некоторые алюминиевые сплавы, а также чистая медь.
Когда эти материалы подвергаются сжатию, волочению, гибке или ковке, то напряжения, которые при этом возникают, приводят к возникновению в кристаллической структуре дислокаций, которые упрочняют металл. В этом случае применяют оба термина: и наклеп, и нагартовка.
Стандарты о наклепе и нагартовке
Отечественные, еще советские, стандарты – ГОСТы – применяют к полезно «наклепанным» металлическим изделиям, например, листам алюминиевых сплавов только термин «нагартованные» и совершенно не употребляют слова «наклеп» или «наклепанные». Можно видеть это, например, в ГОСТ 21631 на листы из алюминия и алюминиевых сплавов: «листы нагартованные», «листы полунагартованные».
Вредный наклеп
Нежелательный, вредный наклеп возникает, например, когда пластичные и мягкие металлы и сплавы подвергаются механической обработке резанием. Чрезмерно глубокие резы за один проход приводят с большой скоростью могут приводить к возникновению интенсивного наклепа с нежелательным увеличением прочности металла и его охрупчиванию.
Это препятствует дальнейшей механической обработке детали, а может привести и к повреждению режущих инструментов. Другим примером вредного наклепа может служить повторяющееся нагружение детали с превышением предела текучести материала. При таком нагружении материал в критических сечениях может быстро наклепываться, терять свою пластичность и разрушаться.
В подобных случаях явление деформационного упрочнения называют наклепом, но никогда не называют нагартовкой.
Когда «наклеп», а когда «нагартовка»?
Учитывая выше изложенное, делаем два «смелых», но естественных вывода.
Наклепом называется любое проявление деформационного упрочнения кристаллических материалов – полезное
и
вредное
,
умышленное
и
неумышленное
.
Нагартовкой называется только полезное
деформационное упрочнение изделий, которое
умышленно
применяют к изделиям с целью повышения их прочностных свойств. Иногда, может быть, и не умышленно, но всегда осознанно.
Что такое холодная деформация
Холодной пластической деформацией металлов считают пластическую деформацию при определенной температуре, после которой в металле возникает наклеп и он сохраняется неизменным неограниченно длительное время.
По-научному это звучит так: температура холодной деформации для достижения эффекта нагартовки (наклепа) металла должна быть ниже температуры его рекристаллизации, то есть температуры, при которой на месте старых, деформированных и вытянутых, зерен металла начинают возникать и расти новые, недеформированные и округлые зерна.