Проблемы качества литья в литейном производстве
Рассмотрим частые виды дефектов в литейных отливках? Возьмем усадку. Что это такое? Свойство металлов и сплавов уменьшать объем при охлаждении во время затвердевания. Степень усадки зависит от химического состава стали – содержания кремния и углерода. Если в составе сплава концентрация этих элементов увеличена, то степень усадки становится меньше. Поскольку чем быстрее отводится тепло, тем сильнее усадка. Какие дефекты – следствие литейных ошибок:
- усадочные раковины;
- полости, которые спрятаны внутри отливки;
- сплавы и недоливы от неслившихся, но затвердевших во время заполнения формы потоков металла;
- перекос из-за неправильной центровки;
- горячие трещины, коробление, которые возникают из-за кристаллизации или при затвердевании горячего металла;
- трещины, вызванные превышением количества серы, микропримесей, газов;
- дефекты структуры, поверхности, контура и габаритных размеров отливки;
- несоответствие металла изделия заданному химическому составу.
Для того, чтобы обеспечить низкий процент брака продукции, выпускаемой в продажу, внедряйте менеджмент качества отливок и контроль сплавов.
Купить металлопрокат
Металлопрокат высокого качества, по приемлемым ценам, вы можете приобрести, обратившись в «УКРМИНПРОМ», одному из наиболее надежных поставщиков металлопродукции в Днепре и Киеве.
Посмотреть прайс-лист на металлопрокат, узнать цену на металлопрокат из различных видов стали, вы можете на странице — металлопрокат, оптовый и розничный прайс-лист в Днепре и Киеве.
Сотрудники с удовольствием помогут вам с профессиональной точки зрения определиться с выбором металлопроката, в зависимости от сферы его дальнейшего применения.
Методы контроля и приборы в системе менеджмента качества литейного производства
При создании конкурентоспособной продукции используются приборы контроля литья и сплавов различного типа. Кратко рассмотрим задачи, направленные на оценку характеристик качества металла.
В литейной промышленности для выплавки чугуна или в сталеплавильном деле при создании легированных сталей выполняют анализ металлов на вязкость, состав основных оксидов и окисленность шлака на количество SiO2, FeO, MnO, CaO. Основность находят проверкой электропроводности. Чтобы точно представлять химический состав применяют анализ спектров металла. Объектами исследования выступают металлы и сплавы с основами (Fe, Al, Cu, Zn, Pb, Sn, Sb, Ni, Ti, Co, Mg). Вариант приборов для исследования качества стали и чугунов – спектрометры.
Окисленность металла определяют по цвету порошка пробы шлака; ударную вязкость – визимитром. Термоэлектрические пирометры и термопары погружения с датчиками, контактирующими с жидким металлом, контролируют температуру сплавов и металла.
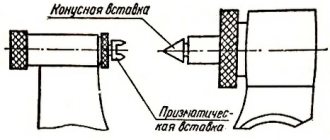
После внешнего осмотра и выбора отливок для контроля, профилометром оценивают шероховатость заготовки, проверяя соответствует ли изделие предписанным требованиям и нормативами. Оценивают отклонения изделия от заявленных размеров, измеряют область дефектов.
Отливки, предназначенные для работы под давлением, такие как вентили, задвижки или корпуса насосов проверяют на герметичность. Для поиска скрытых дефектов заготовок применяют способы неразрушающего контроля. Иногда спектральные методы единственный возможный способ проверить изделие на пример дефектов, не разрушая целостности.
Контроль термообработки выполняют заданием термовременного режима операции. Для этого используются термопары с потенциометрами, которые графически демонстрируют процессы термической обработки. Результаты подтверждают проверкой механических свойств или металлографическим контролем микроструктуры.
Контроль геометрических размеров металлопроката
Для того, чтобы провести контроль геометрии, берут до 5% от партии металлопроката и проводят измерения в соответствии с установленными требованиями.
В зависимости от вида сортамента измерения проводят:
- Полосы и ленты — толщину измеряют на расстоянии 50 мм от конца и не менее 10 мм от кромки листа. Ленты шириной менее 20 мм измеряют посредине. Измерения проводят согласно ГОСТ 6507-90 или ГОСТ 4381-87;
- Листы и плиты — толщину измеряют на расстоянии не менее 115 мм от углов и не менее 25 мм от кромки, соответственно ГОСТ 166-89;
- Прутки и проволока измеряется соответственно ГОСТ 7502-89, не менее, чем в двух местах проводятся измерения.
Используют при проведении измерений микрометр, металлическую рулетку, металлическую линейку, штангенциркуль.
Спектральные приборы для анализа литья
Современные спектральные приборы – это ряд достоинств, которые в корне отличаются от прежних дешевых стилоскопов, способных только на количественный анализ содержания примесей в металле путем визуальной оценки интенсивности линий спектра. Для количественного атомно-эмиссионного анализа чугунных отливок пользуются фотоэлектрическим спектральным анализом. Чаще всего для контроля литья анализируются примесные и легирующие элементы за исключением углерода. Однако разработан ряд приборов для точного определения количественного содержания углерода, фосфора и серы. представляет две модификации спектральных приборов для анализа качества металлов и контроля литья. К ним относятся:
- Рентгено-флуоресцентный спектрометр. Приборы этого типа выполняют количественный анализ содержания химических веществ в металлах. Действие основано на излучении рентгеновской трубки и возбуждении атомов вещества, предоставленного для исследования. Рентгенофлуоресцентный принцип работы применяется в конструкции портативных ручных анализаторов металлов РФА.
- Атомно-эмиссионный спектрометр. Работа построена на изучении спектров испускания свободных атомов и ионов в газовой среде с использованием плазмы как источника света, например, плазму электрической искры или дуги. Прибор анализирует состав металлов и сплавов, присутствие в них примесей. Представитель класса атомно-эмиссионных спектрометров – «Искролайн-300», работающий в спектральном диапазоне 174-930 нм.
Проверка количественного состава углерода в чугуне также может проводится с помощью дорогих и выполняемых в лабораториях инфракрасно-абсорбционного, кулонометрического или газообъемного методов.
Спектральные приборы, для оценки качества литья, обладают рядом достоинств:
- стабилизированный источник разряда;
- регулируемый электронным детектором спектр;
- компьютерная обработка результатов с использованием современных программ;
- изучение спектра в вакуумной-ультрафиолетовой и ультрафиолетовой области спектра;
- точность показаний по требованиям ГОСТ с десятикратным запасом по нормативам;
- нижний предел обнаружения химических элементов – 0,0001%.
Правила приемки готовых металлоконструкций
ГОСТ 23118-2012, действующий в нашей стране с 2013 года и определяющий общие технические условия для «Конструкций стальных строительных», предусматривает ряд важнейших моментов. В том числе порядок приемки заказчиком металлоконструкций, которые по его требованию изготовил производитель. Посмотрим, что же государственный стандарт говорит о правилах в этой сфере.
Несколько правил приемки готовых металлоконструкций
- Прежде чем отправиться к заказчику, изделие должно быть принято собственной службой контроля качества изготовителя.
- Первое, что оценивается: соответствие металлоконструкции требованиям ГОСТ 23118-2012, нормативам для продукции конкретного образца, а также параметрам, прописанным в проекте и ТУ.
- Объем и выборка для мелкосерийного или штучного производства осуществляется на основании проектных требований. Для поточного выпуска она проводится согласно стандартам, заданным для конкретного вида конструкций.
Способы контроля качества
ГОСТ перечисляет список показателей, по которым производится оценка качества выпущенных изделий. Соответствуют ли они требованиям нормативов, выявляется в ходе трехступенчатых контрольных мероприятий, в том числе:
- входного контроля;
- операционного;
- приемочного.
За стандарт принимают номенклатурные параметры, заданные в ТУ и рабочей документации проекта на изготовление металлоконструкций. При прохождении каждого пункта контроля результаты письменно фиксируются в журналах учета качества и прочих документах.
Входной контроль
Что оценивается?
Призван контролировать качество материалов, которые применялись для производства изделия (сорт стали, точность заготовок, марка краски и защитного покрытия, классы гаечно-болтовых комплектующих).
Как оценивается?
Проводится не всегда. Необходимость в нем указывается в проектных требованиях, ТУ или строительных нормах и правилах. В этом случае может быть проведен в лаборатории:
- завода-изготовителя;
- независимой внешней, аттестованной соответствующим образом.
Контрольная методика, используемая при этом, описана в стандартах поставщика и в ГОСТе 24297.
Операционный контроль
Что оценивается?
В ходе контрольных мероприятий проверяют:
- геометрию и габариты шаблонов, заготовок, деталей после того, как они обработаны механически;
- геометрические показатели готовой металлоконструкции;
- правильность заводской сборки и отдельных элементов, которые будут подвернуты сварке;
- качественный уровень сварных швов и болтовых соединений;
- свойства защитного покрытия, включая обезжиривание поверхности, грунтовочные работы, каждый слой окрашивания.
Как оценивается?
Из всей произведенной заводом партии отбирается одна металлическая конструкция и проверяется по всем значимым техническим параметрам. Цель операционного контроля оценить соответствие изделия нормативам, требованиям проектной документации и ТУ на продукт. В оценке опираются на технологическую документацию, предоставленную поставщиком.
Если оцениваемая единица товара хотя бы по одному параметру не соответствует заданным требованиям, число проверяемой продукции удваивают. В случае, когда и в них обнаружен брак, вся партия отправляется на разбраковку.
В качестве методов операционного контроля выделяют:
- визуальный осмотр;
- измерения;
- ультразвуковая методика;
- радиографическая;
- испытания механического толка.
Приёмочный контроль
Проводится заказчиком на основании данных входного и операционного контроля. По сути является финальным. Различают два подвида этого вида контроля: периодический с испытаниями и приемосдаточный. Разберем, что подразумевает каждый из них.
Периодический контроль и испытания
Что оценивается?
В его ходе осуществляется проверка следующих пунктов.
- Технологические режимы, которые используются во время операций по производству конструкций.
- Их стабильность, приводящая к неизменным характеристикам изделия от единицы к единице.
- Жесткость металлической конструкции.
- Параметры ее несущей способности.
- Собираемость элементов в единый конструкт (проводится методом контрольной сборки).
- Оценивается, достаточен ли объем произведенного входного и операционного контроля.
Как оценивается?
Этот вид контрольных мероприятий может быть произведен в сроки, которые предусмотрены технической документацией исполнителя. Или внепланово, если произведенная продукция показала в ходе проверки регулярные отказы в соответствии требованиям различных нормативов.
Приемосдаточный контроль
Что оценивается?
Порой пункты 3 и 4 из предыдущего перечня проводятся как приемосдаточные испытания, если это подразумевают проектные требования, ТУ или стандарты на конкретный вид изделий. В остальных случаях в рамках этого вида контроля ревизуются другие моменты.
- Контроль документов по входному и операционному контролю.
- Сверка данных, зафиксированных в них, с требованиями техдокументации, утвержденной заказчиком.
- Визуальный осмотр конструкций на наличие дефектов.
- Измерение геометрических показателей элементов конструкции, которые оказывают непосредственное влияние на собираемость металлоконструкции.
- Выборочная оценка защитного покрытия.
- Случайный контроль качества сварных швов.
- Сверка полноты комплектности.
- Контроль за упаковкой и маркировкой.
- Проверка других параметров соответствия, предусмотренных ТУ, рабочей документацией проекта и техрегламентами.
Как оценивается?
Контроль может быть сплошным, когда проверке подвергается вся закупленная продукция. Или выборочным на основе изъятия и оценки нескольких случайных образцов. Контроль применяется к каждой выпущенной партии, а его параметры перечислены в техрегламентах, так же как и контрольные процедуры, с помощью которых он осуществляется.
***
Зачастую заказчик не имеет персонала достаточной квалификации, чтобы своими силами провести мероприятия по приемки готовых металлоконструкций.
Другой вариант – у него нет необходимого технического оснащения или он не хочет отвлекать на эти работы собственные ресурсы.
В этом случае имеет смысл заказать такую услугу, как вышеописанный трехступенчатый контроль за произведенной продукцией в специализированной фирме, в том числе в .
Проблематика контроля литья и особенностей производства
Потребность в получении отливок премиум-качества с особенными свойствами поверхности постоянно растет. К ним относятся:
- высокая плотность;
- однородность материала;
- отсутствие надрезов и повышенных местных напряжений, сконцентрированных в одном месте.
В этих случаях недостаточно выполнить проверку качества простым определением структуры материала и подтвердить свойства. Иногда необходимо знать эксплуатационные параметры:
- коррозию под напряжением;
- герметичность;
- сопротивление знакопеременным нагрузкам.
Для подтверждения эксплуатационных способностей оценивают работоспособность изделий в условиях, приближенных к действительным. Для получения достоверного результата необходимы лабораторные условия, наличие:
- испытательного стенда;
- имитатора нагрузок;
- идентичности рабочей среде условий эксплуатации;
- соблюдения температурного режима.
Для подтверждения качества отливок премиум-сегмента необходимы статистические методы управления качеством, выявляющие дефекты текущего производства для их устранения.Способ повышения контроля качества – спектральные методы анализа. Оптические и рентгеновские спектрометры анализаторы качества служат для экспресс-анализа химического состава и определения марок металлов.
Технологическая карта входной контроль | ПТО
Скачать Технологическая карта на входной контроль материалов и оборудования
ТЕХНОЛОГИЧЕСКАЯ КАРТА №
Еще множество Техкарт ,Технологических карт например на расчистку леса на сайте https://tekhkarta.ru/
на входной контроль материалов и оборудования
по объекту:
Область применения
Технологическая карта (ТК) разработана на производства работ по входному контролю материалов и оборудования перед началом и в процессе строительства объекта
Входной контроль качества материалов и оборудования следует выполнить в соответствии с требованиями следующих нормативных документов:
– СП 86.13330.2014 Магистральные трубопроводы.
– ВСН 012-88. Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. Часть 2. Формы документации и правила ее оформления в процессе сдачи-приёмки
– РД-25.160.00-КТН-037-14 изм.№1,2 Сварка при строительстве и капитальном ремонте магистральных нефтепроводов.
– РД 03-606-03 «Инструкция по визуальному и измерительному контролю»;
– ГОСТ 24950-81 Отводы гнутые и вставки кривые на поворотах линейной части стальных магистральных трубопроводов. Технические условия;
– ГОСТ 24297-87. “Входной контроль продукции. Основные положения.
Организация входного контроля
Все материалы и оборудование, поставляемые в соответствии с Контрактом, подлежат входному контролю с участием представителей подрядчика, заказчика и строительного контроля заказчика.
Входной контроль МТР, поставляемых заказчиком, следует осуществлять при их приёмке лицами, ответственными за производство работ.
Входной контроль остальных МТР следует осуществлять при их доставке на строительную площадку.
Входной контроль материально-технических ресурсов, поставляемых на Объект, следует осуществлять согласно требованиям ГОСТ 24297-87. «Входной контроль продукции. Основные положения»:
Входной контроль следует проводить с целью предотвращения запуска в производство продукции, не соответствующей требованиям нормативно-технической документации, договоров на поставку и протоколов разрешения по ГОСТ 2.124-85 (далее – установленным требованиям) (ГОСТ 24297-87, п.1.3).
Входной контроль следует осуществлять по параметрам (требованиям) и методам, установленным в нормативно-технической документации на контролируемую продукцию, договорах на её поставку и протоколах разрешения (ГОСТ 24297-87, п.1.4).
Номенклатуру продукции, контролируемые параметры (требования), вид контроля и объем выборки или пробы определяют, исходя из стабильности качества продукции поставщиков, степени освоения новых видов продукции, важности данного параметра (требования) для функционирования выпускаемой продукции, и устанавливают в перечне продукции, подлежащей входному контролю (ГОСТ 24297-87, п.1.5.).
Результаты входного контроля следует фиксировать в Актах о результатах проверки изделий (Форма 3.3. ВСН 012-88. Часть 2.), и в Журнале входного контроля.
Входной контроль следует проводить лицам, ответственным за проведение работ, и работниками службы качества, состоящей из инженерно-технических работников и контролеров полевой испытательной лаборатории. (ГОСТ 24297-87, п.2.1).
Основными задачами входного контроля являются:
1) проверка наличия сопроводительной документации на продукцию, удостоверяющей качество и комплектность продукции;
2) контроль соответствия качества и комплектности продукции требованиям нормативно-технической документации и применения ее в соответствии с протоколами разрешения;
3) периодический контроль за соблюдением правил и сроков хранения продукции поставщиков (ГОСТ 24297-87, п.2.2).
Входной контроль необходимо проводить в специально отведенном помещении (участке), оборудованном необходимыми средствами контроля, испытаний и оргтехники, а также отвечающем требованиям безопасности труда. Рабочие места и персонал, осуществляющий входной контроль, должны быть аттестованы в установленном порядке.
Площадки входного контроля оборудуются непосредственно на площадках складирования и при складских помещениях. На площадках устраиваются стеллажи и ложементы для укладки материалов, для проведения визуального и визуально – измерительного контроля материалов. Места входного контроля должны быть обозначены табличками.
Места для входного контроля материалов, условия хранения которых – закрытый склад, должны быть закрыты навесом для защиты от атмосферных осадков.
Материалы, которые по условиям хранения должны содержаться в отапливаемых помещениях, должны подвергаться входному контролю в закрытых отапливаемых помещениях оборудованных стеллажами или стендами для раскладки материалов при контроле.
Средства измерений и испытательное оборудование, используемые при входном контроле, должны быть проверены в центре метрологии и стандартизации, и соответствовать требованиям НТД на контролируемую продукцию и ПР 50.2.
002-94 «Порядок осуществления государственного метрологического надзора за выпуском, состоянием и применением средств измерений, аттестованных методиками выполнения измерений, эталонами и соблюдением метрологических правил и норм».
Для проведения испытаний, проверок и анализов, связанных с входным контролем, продукция может быть передана в другие подразделения, предприятия, лаборатории, контрольно-испытательные станции и др. (ГОСТ 24297-87, п.2.3).
Порядок проведения входного контроля
К входному контролю допускается продукция, принятая ОТК, представительством заказчика, приемкой предприятия-поставщика и поступившая с сопроводительной документацией, оформленной в установленном порядке. (ГОСТ 24297-87, п.3.1).
При проведении входного контроля необходимо:
- проверить сопроводительные документы, удостоверяющие качество продукции, и зарегистрировать продукцию в журналах учета результатов входного контроля;
- проконтролировать отбор выборок или проб, проверить комплектность, упаковку, маркировку, внешний вид и заполнить акт отбора выборов или проб;
- провести контроль качества продукции по технологическому процессу входного контроля или передать в соответствующее подразделение выборки или пробы для испытаний (анализов). (ГОСТ 24297-87, п.3.2).
При приеме груза следует проверить, обеспечена ли сохранность груза при перевозке, в частности:
а) проверить в случаях, предусмотренных в указанных правилах, наличие на транспортных средствах (вагоне, цистерне, барже, трюме судна, автофургоне и т.п.
) или на контейнере пломб отправителя или пункта отправления (станции, пристани, порта), исправность пломб, оттиски на них, состояние вагона, иных транспортных средств или контейнера, наличие защитной маркировки груза и исправность тары;
б) проверить соответствие наименования груза и транспортной маркировки на нем данным, указанным в транспортном документе;
в) проверить, были ли соблюдены установленные правила перевозки, обеспечивающие предохранение груза от повреждения и порчи (укладка груза, температурный режим и др.), сроки доставки, а также произвести осмотр груза.
В случае получения от органа транспорта груза без проверки количества мест, веса и состояния его следует в порядке, установленном правилами оформления выдачи грузов, потребовать от органов транспорта, чтобы на транспортном документе была сделана соответствующая отметка. (“Инструкция о порядке приёмки продукции” от 25.04.1966г. №П-7).
В производство должна передаваться принятая по результатам входного контроля продукция, с соответствующей отметкой в учетных или сопроводительных документах. Допускается маркировка принятой продукции. (ГОСТ 24297-87 п.3.5.)
Продукция, поступившая от предприятия-поставщика до проведения входного контроля; должна храниться отдельно от принятой и забракованной входным контролем. (ГОСТ 24297-87 п.3.6.)
Забракованная при входном контроле продукция должна маркироваться “Брак” и направляться в изолятор брака. (ГОСТ 24297-87, п.3.7).
Оформление результатов входного контроля
По результатам входного контроля следует составить заключение о соответствии продукции установленным требованиям и заполнить журнал учета результатов входного контроля. (ГОСТ 24297-87, п.4.1). Результаты входного контроля следует фиксировать в Актах о результатах проверки изделий (форма 3.3, ВСН 012-88. Часть II).
В сопроводительных документах на продукцию следует сделать отметку о проведении входного контроля и его результатах, выполнить маркировку продукции, если это предусмотрено перечнем продукции, подлежащей входному контролю. (ГОСТ 24297-87, п.4.2).
При соответствии продукции установленным требованиям входного контроля следует принять решение о передаче ее в производство. При выявлении в процессе входного контроля несоответствия установленным требованиям продукцию следует забраковать и возвратить поставщику с предъявлением рекламации. (ГОСТ 24297-87, п.4.3).
По результатам входного контроля в необходимых случаях следует проинформировать о несоответствии продукции установленным требованиям представителя заказчика (приложение 2 ГОСТ 24297-87). (ГОСТ 24297-87, п.4.4).
Приёмку поставляемых заказчиком материалов и оборудования следует осуществить в присутствии представителя заказчика, о чём следует составить Акт приема-передачи (с указанием претензий) в соответствии:
– с формой, принятой регламентами заказчика;
Оборудования серии «Искролайн» для литейного производства
Качественный и количественный анализ металлов спектральными приборами выполняют анализом спектра поглощения. Образы металлов обладают спектром, который представляет собой набор характеристических линий, по которым определяют элементы. Количественный анализ оценивается по интенсивности спектральных линий. Таким образом определяют процентное содержание химического элемента в исследуемом образце. В литейном производстве используются искровые анализаторы:
- настольный экспресс-анализатор «Искролайн 100»;
- лабораторный прибор «Искролайн 300».
Данные приборы относятся к спектрометрам, основанным на атомно-эмиссионном спектральном анализе. Главные преимущества приборов Искролайн:
- работа в расширенном спектральном диапазоне, что определяет количество химических элементов;
- невысокие пределы обнаружения;
- удобство и оперативность работы;
- количественный анализ металлов и сплавов;
- одновременное определение до 70 элементов со спектральными линиями в диапазоне 167 – 460 нм, включая углерод, фосфор и серу с разрешением спектральных линий 0,02 – 0,04 нм;
- определение микропримесей и растворенных газов проводится не более минуты.
Образцы проб, например, алюминиевых сплавов отбираются из расплавов или конечных продуктов. Классический подход взятие пробы в литейном производстве – отбор пробы из ванны с расплавленным металлом с использованием тестовой ложки и помещением металла в специальную медную изложницу (Кокиль). Изготовленная из меди, изложница обеспечивает быстрое охлаждение и способствует получению гомогенных проб, которые являются хорошим способом избежать ошибочного результата, так как кристаллическая мелкозернистая структура гарантирует точность, воспроизводимость результата.
Кроме того, аналитические устройства лабораторного класса «Искролайн 300» и настольный спектрометр «Искролайн 100» включены в Государственный реестр средств измерения России, Белоруссии и Казахстана, что подтверждает уровень исполнения аналитического прибора и отлично годится в штатное оборудования для литейного производства.
Контроль механических свойств металлопроката и его химического состава
В соответствии со стандартом нормы отбора проб для каждого сортамента металлопродукции разные:
- Для лент, полос, проволоки — берут от 1-ого рулона одной партии;
- Для листов и плит — от 1-ого изделия партии;
- Для прутков и профилей, имеющих поштучное клеймение завода-поставщика — от 1-ого профиля партии;
- Для прутков и профилей с маркой на бирке — от 2-х до 5-ти прутков и профилей.
Отобранные пробы направляют в ЦЗЛ, где несколькими методами проводят контроль качества продукции. Химические методы не являются универсальными, так как очень трудоемки, поэтому предпочтение отдают спектральному анализу — физический метод определения состава вещества по его спектрам.
Спектральный анализ металлопроката проводят в зависимости от использованного материала в соответствии с ГОСТами:
- Сталей — ГОСТ 18895-81;
- Титановых сплавов — ГОСТ 23902-79;
- Алюминиевых сплавов — ГОСТ 7727-75;
- Магниевых сплавов — ГОСТ 7728-79;
- Меди — ГОСТ 9717.1-82, ГОСТ 9717.2-82, ГОСТ 9717.2-83;
- Медно-цинковых сплавов — ГОСТ 9716.0-79, ГОСТ 9716.1-79, ГОСТ 9716.2-79, ГОСТ 9716.3-79;
- Безоловянных бронз — ГОСТ 20068.0-79, ГОСТ 20068.1-79, ГОСТ 20068.2-79, ГОСТ 20068.3-79.
При контроле механических свойств металлопроката проводятся испытания проб на твердость, ударную вязкость, одноосное растяжение. Все испытания должны проводится на образцах определенного размера по стандартам ГОСТ 1497-84 и ГОСТ 9454-78.
После приема на складе продукция металлопроката должна поддаваться вместе с документацией входному контролю, не позднее 10-ого дня пребывания на складе. Далее продукт осматривают визуально и берут нужные пробы, только после получения положительного заключения из ЦЗЛ, металлопрокат можно выставлять на продажу.
Если металлопродукт прошел контроль, в документах делается отметка: Входной контроль проведен, соответствует ТИ.
Если выявляют брак в партии, берутся дополнительные пробы, и только потом, если результат подтверждается вторично, металл пропечатывают, как брак и составляют акт на брак продукта, после чего он подлежит возврату или утилизации.
Организация входного контроля качества металлопродукции
ГОСТом 24297–87 установлено, что входной контроль (ВК) качества металлопродукции должен проводиться входящим в состав служб технического контроля качества каждого конкретного предприятия (ОТК) – бюро входного контроля (БВК).
В перечень ведущих задач входного контроля внесены:
- контроль наличия обязательной сопроводительной документации на указанную продукцию;
- проведение контроля соответствия требованиям имеющейся нормативно-технической и конструкторской документации относительно комплектности продукции и ее качества;
- мониторинг и накопление существующих статданных о фактической степени качества изготавливаемой продукции для возможности последующей разработки на основе собранного материала предложений относительно повышения ее качества а, в случае необходимости, и пересмотра существующих требований, предъявляемых к ней НТД;
- систематический контроль за соблюдением поставщиками сроков и правил хранения продукции.
Используемые для проведения входного контроля средства выполнения измерений и необходимое испытательное оборудование выбираются исходя из требований к подконтрольной продукции ГОСТ 8.002–86 и прочей НТД.
С целью обеспечения исполнения требований серии ГОСТ Р ИСО 9 000 и ГОСТ 24297–87, а также с учетом особенностей и специфики выпускаемой продукции, на предприятии может разрабатываться собственная НТД.
Так, на ряде крупных предприятий может вестись разработка таких стандартов предприятия (СТП), как «Технологическая инструкция (ТИ) входного контроля металлических материалов», «Входной контроль металлических материалов», и проч.
СТП устанавливается введенный на предприятии порядок организации, проведения входного контроля металлопродукции и оформления его результатов. Технологической инструкцией, сообразно перечню подлежащих входному контролю полуфабрикатов и металлов, определяются виды и необходимый объем ВК, которые должны быть установлены в соответствии с ТУ и НТД на выпускаемую продукцию.
Проведение ВК входит в перечень обязанностей БВК. При этом к проведению входного контроля привлекаются: склад готовой металлопродукции (далее склад) или цех-потребитель, а также заводская центральная лаборатория (ЦЗЛ).
Поделиться: Facebook
- Предыдущая записьРасход кислорода на 1 т металла
- Следующая записьУ какого металла самая низкая температура плавления
Нет комментариев