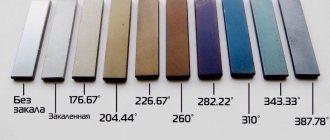
Термической (или тепловой) обработкой
называется совокупность операций нагрева, выдержки и охлаждения твёрдых металлических сплавов с целью получения заданных свойств за счёт изменения внутреннего строения и структуры. Тепловая обработка используется либо в качестве промежуточной операции для улучшения обрабатываемости давлением, резанием, либо как окончательная операция технологического процесса, обеспечивающая заданный уровень свойств изделия.
Общая длительность нагрева металла при тепловой обработке складывается из времени собственного нагрева до заданной температуры и времени выдержки при этой температуре. Время нагрева зависит от типа печи, размеров изделий, их укладки в печи; время выдержки зависит от скорости протекания фазовых превращений.
Нагрев может сопровождаться взаимодействием поверхности металла с газовой средой и приводить к обезуглероживанию поверхностного слоя и образованию окалины. Обезуглероживание приводит к тому, что поверхность изделий становится менее прочной и теряет твёрдость.
При нагреве и охлаждении стали происходят фазовые превращения, которые характеризуются температурными критическими точками. Принято обозначать критические точки стали буквой А. Критические точки А1 лежат на линии PSK (727 °С) диаграммы железо-углерод и соответствуют превращению перлита в аустенит. Критические точки А2 находятся на линии МО (768 °С), характеризующей магнитное превращение феррита. A3 соответствует линиям GS и SE, на которых соответственно завершается превращение феррита и цементита в аустенит при нагреве.
Для обозначения критических точек при нагреве и охлаждении вводят дополнительные индексы: букву «с» в случае нагрева и «r» в случае охлаждения, например Ас1, Ac3, Ar1, Ar3.
Виды термической обработки [ править | править код ]
Среди основных видов термической обработки следует отметить:
- Отжиг
- Отжиг 1 рода (гомогенизация, рекристаллизация, снятие напряжений). Целью является получение равновесной структуры. Такой отжиг не связан с превращениями в твердом состоянии (если они и происходят, то это — побочное явление).
- Отжиг 2 рода связан с превращениями в твердом состоянии. К отжигу 2 рода относятся: полный отжиг, неполный отжиг, нормализация, изотермический отжиг, патентирование, сфероидизирующий отжиг.
- Закалку проводят с повышенной скоростью охлаждения с целью получения неравновесных структур. Критическая скорость охлаждения, необходимая для закалки, зависит от химического состава сплава. Закалка может сопровождаться полиморфным превращением, при этом из исходной высокотемпературной фазы образуется новая неравновесная фаза (например, превращение аустенита в мартенсит при закалке стали). Существует также закалка без полиморфного превращения, в процессе которой фиксируется высокотемпературная метастабильная фаза (например, при закалке бериллиевой бронзы происходит фиксация альфа фазы, пересыщенной бериллием).
- Отпуск необходим для снятия внутренних напряжений, а также для придания материалу требуемого комплекса механических и эксплуатационных свойств. В большинстве случаев материал становится более пластичным при некотором уменьшении прочности.
- Нормализация. Изделие нагревают до аустенитного состояния (на 30…50 градусов выше АС3) и охлаждают на спокойном воздухе
- Дисперсионное твердение (старение). После проведения закалки (без полиморфного превращения) проводится нагрев на более низкую температуру с целью выделения частиц упрочняющей фазы. Иногда проводится ступенчатое старение при нескольких температурах с целью выделения нескольких видов упрочняющих частиц.
- Криогенная обработка — это упрочняющая термическая обработка металлопродукции при криогенных, сверхнизких температурах (ниже минус 153°С).
- увеличения износостойкости инструмента, деталей и механизмов
- снижения количества брака
- сокращения затрат на ремонт и замену технологического оснащения и инструмента.
Ранее для обозначения этого процесса использовалась иная терминология — «обработка холодом», «термическая обработка стали при температурах ниже нуля», но они не совсем точно отражали суть процесса криогенной обработки. Суть криогенной обработки заключается в следующем: детали и механизмы помещаются в криогенный процессор, где они медленно охлаждаются и после выдерживаются при температуре минус 196˚С в течение определенного времени. Затем обрабатываемые изделия постепенно возвращаются к комнатной температуре. Во время этого процесса в металле происходят структурные изменения. Они существенно повышают износостойкость, циклическую прочность, коррозионную и эрозионную стойкость. Эта технология позволяет повысить ресурс инструментов, деталей и механизмов до 300 % за счет улучшения механических характеристик материала в результате обработки сверхнизкими температурами. Наибольшего эффекта удается достичь при обработке таких металлических изделий, как специальный режущий, штамповый, прессовый, прокатный, мелющий инструмент, подшипники, ответственные пружины. Основные свойства металла, приобретенные в ходе глубокого охлаждения, сохраняются в течение всего срока их службы, поэтому повторной обработки не требуется. Криогенная технология не заменяет существующие методы термического упрочнения, а позволяет придать материалу, обработанному холодом, новые свойства, которые обеспечивают максимальное использование ресурса материала, заданного металлургами. Использование инструмента, обработанного сверхнизкими температурами, позволяет предприятиям значительно сократить расходы за счет:
Читать также: Как разобрать утюг vitek vt 1201
Теоретическая разработка и практическое освоение процесса криогенной обработки считается достижением советской науки. Работы таких учёных, как Г. В. Курдюмова, исследования А. П. Гуляева, В. Г. Воробьева и других связаны с обработкой холодом для улучшения качественных характеристик закаленной стали.
Спустя несколько лет после публикации исследований советских учёных появились первые аналогичные работы в иностранной печати, авторы которых ссылались на советские работы как первоисточник. Именно работы советских учёных позволили полно оценить эффективность влияния обработки холодом на свойства стали и положили начало современному развитию и использования этого способа обработки. В 1940—1950-е годы на советских промышленных предприятиях пытались внедрить криогенную обработку инструмента из быстрорежущих сталей в жидком азоте, но это не только не давало ожидаемого результата, но и приводило к снижению прочности инструмента, поскольку появлялись микротрещины из-за резкого и неравномерного охлаждения. От метода, позволяющего преобразовать остаточный аустенит в мартенсит, пришлось отказаться, в основном из-за экономической нецелесообразности — высокой стоимости азота, как основного хладагента.
В США, Японии, Германии, Южной Корее тему криогенной обработки как эффективного способа обработки конструкционных и инструментальных сталей развивали, и десятилетия исследований и опытов привели к результату — в настоящее время технология криогенной обработки успешно применяется во многих отраслях промышленности.
Металлообработка и машиностроение:
- увеличение ресурса инструмента и оборудования до 300 %
- увеличение износостойкости материалов
- увеличение циклической прочности
- увеличение коррозионной и эрозионной стойкости
- снятие остаточных напряжений
Транспорт и спецтехника:
- увеличение ресурса тормозных дисков до 250 %
- повышение эффективности работы тормозной системы
- увеличение циклической прочности пружин подвески и других упругих элементов на 125 %
- увеличение ресурса и мощности двигателя
- снижение расходов на эксплуатацию транспортных средств
- увеличение эксплуатации оружия до 200 %
- уменьшение влияния нагрева оружия на результаты стрельбы
- увеличение ресурса узлов и механизмов
Добывающая и обрабатывающая промышленность:
- увеличение стойкости породоразрушающего инструмента до 200 %
- уменьшение абразивного износа машин и механизмов
- увеличение коррозийной и эрозийной стойкости оборудования
- увеличение ресурса промышленного и горнодобывающего оборудования
Аудиотехника и музыкальные инструменты:
- уменьшение искажения сигнала в проводниках
- уменьшение рассеиваемого проводниками тепла на 30-40 %
- улучшение музыкальной детальности, ясности и прозрачности звучания
- расширение диапазона звучания музыкальных инструментов
Применение криогенной обработки актуально практически для любой отрасли, где есть необходимость повышения ресурса, увеличения усталостной прочности и износостойкости, а также требуется рост производительности.
Основы теории термической обработки
Виды термической обработки металлов.
Свойства сплава зависят от его структуры. Основным способом, позволяющим изменять структуру, а, следовательно, и свойства является термическая обработка.
Основы термической обработки разработал Чернов Д.К.. В дальнейшем они развивались в работах Бочвара А.А., Курдюмова Г.В., Гуляева А.П.
Термической обработкой называют совокупность операций нагрева металла до определенной температуры, выдержки при этой температуре и охлаждения с определенной скоростью. Целью термической обработки является придание металлу необходимых механических и физических свойств в результате изменения внутреннего строения (структуры) металла.
Термической обработке подвергают большинство заготовок (полуфабрикатов) и изделий из стали и цветных сплавов. Именно термическая обработка позволяет изменять структуру металла в нужном направлении и позволяет получать необходимый уровень твердости, прочности, пластичности и других свойств.
Режим термической обработки характеризуют следующие основные параметры: скорость и режим нагрева, максимальная температура нагрева, время выдержки в печи при температуре нагрева, и скорость и режим охлаждения.
Термическая обработка является одним из наиболее распространенных в современной технике способов получения заданных свойств металла. Термическую обработку используют либо в качестве промежуточной операции для улучшения обрабатываемости полуфабриката давлением, резанием и др., либо как окончательную операцию технологического процесса, обеспечивающую заданный уровень физико-механических свойств детали.
Термическая обработка включает в себя нагрев, выдержку и охлаждение металла, выполняемые в определенной последовательности при определенных режимах, с целью изменения внутреннего строения сплава и получения нужных свойств. Обычно ее схематично можно представить в виде графика в осях температура – время, (рис. 18).
Рис.18 Графики различных видов термообработки: отжига (1, 1а), закалки (2, 2а), отпуска (3), нормализации (4)
Термическая обработка подразделяется на собственно термическую, химико-термическую и термомеханическую (или деформационно-термическую).
Собственно термическая обработка заключается только в термическом воздействии на металл или сплав, химико-термическая — в сочетании термического и химического воздействия, термомеханическая — в сочетании термического воздействия и пластической деформации.
Собственно термическая обработка включает следующие основные виды:
-отжиг 1-го рода
-отжиг 2-го рода
-закалку с полиморфным превращением
-закалку без полиморфного превращения
-отпуск
-старение
Эти виды термической обработки относятся и к сталям, и к цветным металлам.
Отжиг
Отжиг– термическая обработка, заключающаяся в нагреве металла до определенной температуры, выдержки и охлаждении с отключенной печью (т.е. с минимально возможной скоростью, порядка 50-100 град/час).
Отжиг 1 рода – применяется для любых металлов и сплавов. Его проведение не обусловлено фазовыми превращениями в твердом состоянии. Нагрев, при отжиге первого рода, повышая подвижность атомов, частично или полностью устраняет химическую неоднородность, уменьшает внутренние напряжения. Основное значение имеет температура нагрева и время выдержки. Характерным является медленное охлаждение
Разновидностями отжига первого рода являются:
· гомогенизационный (диффузионный)
· рекристаллизационный;
· отжиг для снятия внутреннего напряжения после ковки, сварки, литья.
Гомогенизационный (диффузионный) отжиг — это термическая обработка, при которой главным процессом является устранение последствий дендритной ликвации (химической неоднородности) в отливках и слитках. Он представляет собой длительную выдержку при высоких температурах, при которых протекают диффузионные процессы, не успевшие завершиться при кристаллизации. Ориентировочная температура для сталей -1100-1300оС в течение 20-50 ч, для алюминиевых сплавов 420-450оС.
Рекристаллизационный отжиг — это термическая обработка деформированного металла, при которой главным процессом является рекристаллизация металла. Этот вид отжига устраняет отклонения в структуре от равновесного состояния, возникающие при пластической деформации. При обработке давлением, особенно холодной, металл наклёпывается, его прочность возрастает, а пластичность снижается из-за повышения плотности дислокаций в кристаллитах. При нагреве наклёпанного металла выше некоторой температуры развивается первичная, и затем собирательная рекристаллизация, при которой плотность дислокаций резко снижается. В результате металл разупрочняется и становится пластичнее. Такой отжиг используют для улучшения обрабатываемости давлением и придания металлу необходимого сочетания твёрдости, прочности и пластичности. Как правило, при рекристаллизационном отжиге стремятся получить безтекстурный материал, в котором отсутствует анизотропия свойств. В производстве листов из трансформаторной стали рекристаллизационный отжиг применяют для получения желательной текстуры металла, возникающей при рекристаллизации.
Отжиг для снятия внутренних напряжений — это термическая обработка, при которой главным процессом является полная или частичная релаксация остаточных напряжений при нагреве и охлаждении. Отжиг, уменьшающий напряжения, применяют к изделиям, в которых при обработке давлением, литье, сварке, термообработке и др. технологических процессах возникли недопустимо большие остаточные напряжения, взаимно уравновешивающиеся внутри тела без участия внешних нагрузок. Остаточные напряжения могут вызвать искажение формы и размеров изделия во время его обработки, эксплуатации или хранении на складе. При нагревании изделия предел текучести снижается и, когда он становится меньше остаточных напряжений, происходит быстрая их разрядка путём пластического течения в разных слоях металла.
Отжиг II рода – отжиг металлов и сплавов, испытывающих фазовые превращения в твердом состоянии. Этот вид отжига проводится для сплавов, в которых имеются полиморфные или эвтектоидные превращения, а также переменная растворимость компонентов в твердом состоянии. Отжиг второго рода проводят с целью получения равновесной структуры и подготовки ее к дальнейшей обработке. В результате отжига измельчается зерно, повышаются пластичность и вязкость, снижаются прочность и твердость, улучшается обрабатываемость резанием. Он характеризуется нагревом до температур выше критических и очень медленным охлаждением, как правило, вместе с печью или на воздухе. В последнем случае процесс называется нормализацией. Отжиг 2-го рода применяют чаще всего к стали для общего измельчения структуры, смягчения и улучшения обрабатываемости резанием.
Закалка
Закалка – термообработка, которая проводится для сплавов, испытывающих фазовые превращения в твердом состоянии при нагреве и охлаждении, с целью повышения твердости и прочности путем образования неравновесных структур. Она характеризуется нагревом до температур выше критических и высокими скоростями охлаждения.
Закалка без полиморфного превращения применима к любым сплавам, в которых при нагревании избыточная фаза полностью или частично растворяется в основной фазе. Важнейшие параметры процесса — температура нагрева, время выдержки и скорость охлаждения. Скорость охлаждения должна быть настолько большой, чтобы избыточная фаза не успела выделиться (процесс выделения фазы обеспечивается диффузионным перераспределением компонентов в твёрдом растворе). Это условие выполняется, если дуралюмин и медные сплавы закаливают в воде; магниевые же сплавы и некоторые аустенитные стали можно закаливать с охлаждением на воздухе. В результате закалки образуется пересыщенный твёрдый раствор. Закалка без полиморфного превращения может, как упрочнять, так и разупрочнять сплав (в зависимости от фазового состава и особенностей структуры в исходном и закалённом состояниях). Алюминиевые сплавы с магнием закаливают для повышения прочности; у бериллиевой бронзы же после закалки прочность оказывается ниже, а пластичность выше, чем после отжига, и закалку этой бронзы можно использовать для повышения пластичности перед холодной деформацией. Основное назначение закалки без полиморфного превращения — подготовка сплава к старению.
Закалка с полиморфным превращением применима к любым металлам и сплавам, в которых при охлаждении перестраивается кристаллическая решётка. Основные параметры процесса — температура нагрева, время выдержки и скорость охлаждения. Нагрев производят до температуры выше критической точки так, чтобы образовалась высокотемпературная фаза. Охлаждение должно идти с такой скоростью, чтобы не происходило «нормального» диффузионного превращения и перестройка решётки протекала по механизму бездиффузионного мартенситного превращения. При закалке с полиморфным превращением образуется мартенсит, и поэтому такую термообработку называют закалкой на мартенсит. Углеродистые стали закаливают на мартенсит в воде, а многие легированные, в которых диффузионные процессы протекают замедленно, можно закаливать на мартенсит с охлаждением в масле и даже на воздухе. Основная цель закалки на мартенсит — повышение твёрдости и прочности, а также подготовка к отпуску. Сильное упрочнение сталей при закалке на мартенсит обусловлено образованием пересыщенного углеродом раствора внедрения на базе a-железа, появлением большего числа двойниковых прослоек и повышением плотности дислокаций при мартенситном превращении, закреплением дислокаций атомами углерода и дисперсными частицами карбида, которые могут выделяться на дислокациях в местах сегрегации углерода. Углеродистые стали при закалке на мартенсит резко охрупчиваются. Основная причина этого — малая подвижность дислокаций в мартенсите. Безуглеродистые железные сплавы после закалки на мартенсит остаются пластичными.
Отпуск
Отпуск –
термообработка, которой подвергают сплавы, главным образом стали, закалённые на мартенсит. Основные параметры процесса — температура нагрева и время выдержки, а в некоторых случаях и скорость охлаждения (для предотвращения отпускной хрупкости). В сталях мартенсит является пересыщенным раствором, и сущность структурных изменений при отпуске — распад термодинамически неустойчивого пересыщенного твердого раствора. Для мартенсита характерно большое число дефектов кристаллического строения (дислокаций и др.). Атомы углерода быстро диффундируют в решётке мартенсита и образуют на дислокациях сегрегации, а возможно и дисперсные частицы карбида сразу после закалки или даже в период закалочного охлаждения. В результате закалённая сталь оказывается в состоянии максимального дисперсного твердения или в близком к нему состоянии. Поэтому при выделении из мартенсита дисперсных частиц карбида во время отпуска прочность и твёрдость стали или вообще не повышаются, или достигается лишь незначительное ее упрочнение. Уменьшение же концентрации углерода в мартенсите при выделении из него карбида является причиной разупрочнения мартенсита. В итоге отпуск сталей, как правило, приводит к снижению твёрдости и прочности с одновременным ростом пластичности и ударной вязкости. Отпуск без углеродистых железных сплавов, закалённых на мартенсит, может приводить к сильному дисперсионному твердению из-за выделения из пересыщенного раствора дисперсных частиц интерметаллических соединений.
Старение
Старение
— термообработка, которая применяется к сплавам, которые были подвергнуты закалке без полиморфного превращения. Пересыщенный твёрдый раствор в таких сплавах термодинамически неустойчив и склонен к самопроизвольному распаду. Старение заключается в образовании путём диффузии внутри зерен твердого раствора участков, обогащенных растворённым элементом (зон Гинье — Престона) и (или) дисперсных частиц избыточных фаз, чаще всего химических соединений. Зоны Гинье Престона (зоны ГП), образующиеся на первой стадии процесса старения (стадия зонного старения), представляют собой весьма малые (субмикронные) объемы твердого раствора с резко повышенной концентрацией растворенного компонента, сохраняющие решетку растворителя. Скопление растворенных атомов вызывает местное изменение периода решетки твердого раствора. При значительной разнице в размерах атомов компонентов сплава, как например, наблюдается в сплавах Аl-Сu, зоны ГП имеют форму дисков, толщина которых (учитывая искажения решетки) составляет несколько межатомных расстояний, диаметр 10-50 нм. Диски закономерно ориентированы относительно пространственной решетки растворителя. Многочисленные зоны ГП затрудняют движение дислокаций через зону и окружающую область с искаженной решеткой, требуется приложить более высокое напряжение. Следовательно, прочность сплава повышается.
Метастабильные фазы, образующиеся на второй стадии процесса старения (стадия фазового старения) имеют отличающуюся кристаллическую решетку от решетки твердого раствора, однако существует сходство в расположении атомов в определенных атомных плоскостях, что вызывает образование когерентной (или полукогерентной) границы раздела. Когерентная граница при некотором различии кристаллической структуры приводит к появлению переходной зоны с искаженной решеткой. Для метастабильных фаз характерна высокая дисперсность, что значительно повышает сопротивление движению дислокаций и приводит к дальнейшему упрочнению сплава.
Стабильная фаза, образующаяся на третьей стадии процесса старения (стадия коагуляционного старения) имеет сложную пространственную решетку с пониженным числом элементов симметрии и с большим числом атомов в элементарной ячейке. Вторичные кристаллы со стабильной структурой в большинстве сплавов выделяются в виде достаточно крупных частиц. Значительное различие кристаллической структуры твердого раствора и стабильных кристаллов приводит к образованию некогерентной межфазной границы раздела и к минимальным искажениям решетки твердого раствора вблизи границы. Упрочнение сплава стабильными кристаллами меньшее, чем при образовании зон ГП и метастабильных когерентных кристаллов.
И зоны ГП и дисперсные частицы выделившихся фаз тормозят скольжение дислокаций, чем и обусловлено упрочнение при старении. Стареющие сплавы называют поэтому дисперсионно-твердеющими. Основные параметры старения — температура и время выдержки. С повышением температуры ускоряются диффузионные процессы распада пересыщенного твёрдого раствора, и сплав быстрее упрочняется. Начиная с определённой выдержки, при достаточно высокой температуре происходит перестаривание — снижение прочности сплава. Причиной перестаривания является коагуляция дисперсных выделений из раствора, которая заключается в растворении более мелких и росте более крупных частиц выделившейся фазы. В результате коагуляции расстояние между этими частицами возрастает, и торможение дислокаций в зёрнах твёрдого раствора уменьшается. Одни сплавы, например дуралюмины, после закалки сильно упрочняются уже во время выдержки при комнатной температуре (естественное старение). Большинство сплавов после закалки нагревают, чтобы ускорить процессы распада пересыщенного твёрдого раствора (искусственное старение). Иногда проводят ступенчатое старение с выдержкой вначале при одной, а затем при другой температуре. Старение применяют главным образом для повышения прочности и твёрдости конструкционных материалов (алюминиевых, магниевых, медных, никелевых сплавов и некоторых легированных сталей), а также для повышения коэрцитивной силы магнитно-твёрдых материалов. Время выдержки для достижения заданных свойств в зависимости от состава сплава и температуры старения колеблется от десятков мин до нескольких суток.
Степень упрочнения при старении может быть очень высокой. Так, твердость, временное сопротивление разрыву алюминиевых сплавов при оптимальных условиях старения увеличиваются в 2 раза, в бериллиевых бронзах — в 3 раза.
Примеры [ править | править код ]
Гомогенизационный отжиг + старение
Например, для суперсплавов на базе никеля (типа «Инконель 718») типичной является следующая термическая обработка: Гомогенизация структуры и растворение включений (англ. Solution Heat Treatment ) при 768—782 °C с ускоренным охлаждением. Затем производится двухступенчатое старение (англ. Precipitation Heat Treatment ) — 8 часов при температуре 718 °C, медленное охлаждение в течение 2 часов до 621—649 °C и выдержка в течение 8 часов. Затем следует ускоренное охлаждение.
Закалка + высокий отпуск (улучшение)
Многие стали проходят упрочнение путём закалки — ускоренного охлаждения (на воздухе, в масле или в воде). Быстрое охлаждение приводит, как правило, к образованию неравновесной мартенситной структуры. Сталь непосредственно после закалки отличается высокой твёрдостью, остаточными напряжениями, низкой пластичностью и вязкостью. Так, сталь 40ХНМА (SAE 4340) сразу после закалки имеет твёрдость выше 50 HRC, в таком состоянии материал непригоден для дальнейшего использования из-за высокой склонности к хрупкому разрушению. Последующий отпуск — нагрев до 450 °C — 500 °C и выдержка при этой температуре приводят к уменьшению внутренних напряжений за счёт распада мартенсита закалки, уменьшения степени тетрагональности его кристаллической решётки (переход к отпущенному мартенситу). При этом твёрдость стали несколько уменьшается (до 45 — 48 HRC). Подвергаются улучшению стали с содержанием углерода 0,3 — 0,6 % C.
Термическая обработка стали позволяет придать изделиям, деталям и заготовкам требуемые качества и характеристики. В зависимости от того, на каком этапе в технологическом процессе изготовления проводилась термическая обработка, у заготовок повышается обрабатываемость, с деталей снимаются остаточные напряжения, а у деталей повышаются эксплуатационные качества.
Технология термической обработки стали – это совокупность процессов: нагревания, выдерживания и охлаждения с целью изменения внутренней структуры металла или сплава. При этом химический состав не изменяется.
Так, молекулярная решетка углеродистой стали при температуре не более 910°С представляет из себя куб объемно-центрированный. При нагревании свыше 910°С до 1400°С решетка принимает форму гране-центрированного куба. Дальнейший нагрев превращает куб в объемно-центрированный.
Сущность термической обработки сталей – это изменение размера зерна внутренней структуры стали. Строгое соблюдение температурного режима, времени и скорости на всех этапах, которые напрямую зависят от количества углерода, легирующих элементов и примесей, снижающих качество материала. Во время нагрева происходят структурные изменения, которые при охлаждении протекают в обратной последовательности. На рисунке видно, какие превращения происходят во время термической обработки.
Изменение структуры металла при термообработке
Виды отпускной хрупкости
Повышение температуры отпуска в большинстве случаев улучшает характеристики металлоизделия, способствует эффективному снятию остаточных напряжений. Но есть ситуации, приводящие к ухудшению характеристик сплава. Ученые-металлурги разработали несколько действенных технологий устранения проблемы отпускной хрупкости, которая может быть низко- или высокотемпературной.
Хрупкость I рода – низкотемпературная
Эта разновидность хрупкости возникает при длительной выдержке материала при температурах +250…+350°C. Скорость охлаждения на вероятность ее появления не влияет. Распространяется эта проблема на все марки сталей. Причина возникновения хрупкости I рода – активное, но неравномерное распространение углерода по поверхности кристаллической решетки. Следствие этого процесса – искажение кристаллической структуры сплава, а, следовательно, существенное увеличению хрупкости.
Отпускная хрупкость I рода является необратимым процессом, и она резко снижает эксплуатационные характеристики сплава, который становится пригодным только для переплавки. Технология борьбы с этой проблемой – выполнение низко- либо среднетемпературного отпуска. Нагрев до промежуточных температур – не допускается. Склонность к низкотемпературной отпускной хрупкости снижает высокотемпературная ТМО.
Отпускная хрупкость II рода – высокотемпературная
Проблема высокотемпературной отпускной хрупкости возникает при совпадении трех факторов. Это:
- нагрев сплава до температур, превышающих +500°C;
- наличие в стали высокого процентного содержания Cr, Mn, Ni;
- медленное охлаждение.
Последствие сочетания этих параметров – неравномерность распределения атомов углерода, хрома, марганца, никеля, нарушающая кристаллическую решетку стали. Высокотемпературная отпускная хрупкость усиливается при выдержке в течение 8-10 часов изделий в опасном температурном диапазоне. Определить эту проблему можно только при травлении шлифов поверхностно-активными реагентами, выявляющими границы аустенитных зерен, по которым происходит хрупкое разрушение.
Существует два наиболее эффективных варианта решения этой проблемы. Первый способ: после появления признаков отпускной хрупкости нагреть металлоизделие еще раз до заданной температуры в масляной среде и быстро охладить. Второй метод –легирование сплава вольфрамом (примерно в количестве 1%) или молибденом – 0,3-0,4%.
Назначение термической обработки
Термическая обработка стали проводится при температурах, приближенных к критическим точкам . Здесь происходит:
- вторичная кристаллизация сплава;
- переход гамма железа в состояние альфа железа;
- переход крупных частиц в пластинки.
Читать также: Какие бывают виды производства
Внутренняя структура двухфазной смеси напрямую влияет на эксплуатационные качества и легкость обработки.
Образование структур в зависимости от интенсивности охлаждения
Основное назначение термической обработки — это придание сталям:
- В готовых изделиях:
- прочности;
- износостойкости;
- коррозионностойкость;
- термостойкости.
- В заготовках:
- снятие внутренних напряжений после
- литья;
- штамповки (горячей, холодной);
- глубокой вытяжки;
Термическая обработка применяется к следующим типам сталей:
- Углеродистым и легированным.
- С различным содержанием углерода, от низкоуглеродистых 0,25% до высокоуглеродистых 0,7%.
- Конструкционным, специальным, инструментальным.
- Любого качества.
Классификация и виды термообработки
Основополагающими параметрами, влияющими на качество термообработки являются:
- время нагревания (скорость);
- температура нагревания;
- длительность выдерживания при заданной температуре;
- время охлаждения (интенсивность).
Изменяя данные режимы можно получить несколько видов термообработки.
Виды термической обработки стали:
- Отжиг
- I – рода:
- гомогенизация;
- рекристаллизация;
- изотермический;
- снятие внутренних и остаточных напряжений;
- Закалка;
- Отпуск:
- низкий;
- средний;
- высокий.
- Нормализация.
Температура нагрева стали при термообработке
Отпуск
Отпуск в машиностроении используется для уменьшения силы внутренних напряжений, которые появляются во время закалки. Высокая твердость делает изделия хрупкими, поэтому отпуском добиваются увеличения ударной вязкости и снижения жесткости и хрупкости стали.
Отпуск низкий
Для низкого отпуска характерна внутренняя структура мартенсита, которая, не снижая твердости повышает вязкость. Данной термообработке подвергаются измерительный и режущий инструмент. Режимы обработки:
- Нагревание до температуры – от 150°С, но не выше 250°С;
- выдерживание — полтора часа;
- остывание – воздух, масло.
Средний отпуск
Для среднего отпуска преобразование мартенсита в тростит. Твердость снижается до 400 НВ. Вязкость возрастает. Данному отпуску подвергаются детали, работающие со значительными упругими нагрузками. Режимы обработки:
- нагревание до температуры – от 340°С, но не выше 500°С;
- охлаждение – воздух.
Высокий отпуск
При высоком отпуске кристаллизуется сорбит, который ликвидирует напряжения в кристаллической решетке. Изготавливаются ответственные детали, обладающие прочностью, пластичностью, вязкостью.
Нагревание до температуры – от 450°С, но не выше 650°С.
Отжиг
Применение отжига позволяет получить однородную внутреннюю структуру без напряжений кристаллической решетки. Процесс проводят в следующей последовательности:
- нагревание до температуры чуть выше критической точки в зависимости от марки стали;
- выдержка с постоянным поддержанием температуры;
- медленное охлаждение (обычно остывание происходит совместно с печью).
Гомогенизация
Гомогенизация, по-иному отжиг диффузионный, восстанавливает неоднородную ликвацию отливок. Режимы обработки:
- нагревание до температуры – от 1000°С, но не выше 1150°С;
- выдержка – 8-15 часов;
- охлаждение:
- печь – до 8 часов, снижение температуры до 800°С;
- воздух.
Рекристаллизация
Рекристаллизация, по-иному низкий отжиг, используется после обработки пластическим деформированием, которое вызывает упрочнение за счет изменения формы зерна (наклеп). Режимы обработки:
- нагревание до температуры – выше точки кристаллизации на 100°С-200°С;
- выдерживание — ½ — 2 часа;
- остывание – медленное.
Изотермический отжиг
Изотермическому отжигу подвергаются легированные стали, для того чтобы произошел распад аустенита. Режимы термообработки:
- нагревание до температуры – на 20°С — 30°С выше точки ;
- выдерживание;
- остывание:
- быстрое – не ниже 630°С;
- медленное – при положительных температурах.
Отжиг для устранения напряжений
Снятие внутренних и остаточных напряжений отжигом используется после сварочных работ, литья, механической обработки. С наложением рабочих нагрузок детали подвергаются разрушению. Режимы обработки:
- нагревание до температуры – 727°С;
- выдерживание – до 20 часов при температуре 600°С — 700°С;
- остывание — медленное.
Отжиг полный
Отжиг полный позволяет получить внутреннюю структуру с мелким зерном, в составе которой феррит с перлитом. Полный отжиг используют для литых, кованных и штампованных заготовок, которые будут в дальнейшем обрабатываться резанием и подвергаться закалке.
Полный отжиг стали
- температура нагрева – на 30°С-50°С выше точки ;
- выдержка;
- охлаждение до 500°С:
- сталь углеродистая – снижение температуры за час не более 150°С;
- сталь легированная – снижение температуры за час не более 50°С.
Неполный отжиг
При неполном отжиге пластинчатый или грубый перлит преобразуется в ферритно-цементитную зернистую структуру, что необходимо для швов, полученных электродуговой сваркой, а также инструментальные стали и стальные детали, подвергшиеся таким методам обработки, температура которых не провоцирует рост зерна внутренней структуры.
- нагревание до температуры – выше точки или , выше 700°С на 40°С — 50°С;
- выдерживание – порядка 20 часов;
- охлаждение — медленное.
Закалка
Закалку сталей применяют для:
- Повышения:
- твердости;
- прочности;
- износоустойчивости;
- предела упругости;
- Снижения:
- пластичности;
- модуля сдвига;
- предела на сжатие.
Суть закалки – это максимально быстрое охлаждение прогретой насквозь детали в различных средах. Каление производится с полиморфными изменениями и без них. Полиморфные изменения возможны только в тех сталях, в которых присутствуют элементы способные к преобразованию.
Такой сплав подвергается нагреву до той температуры, при которой кристаллическая решетка полиморфного элемента терпит изменения, за счет чего увеличивается растворяемость легирующих материалов. При снижении температуры решетка изменяет структуру из-за избытка легирующего элемента и принимает игольчатую структуру.
Невозможность полиморфных изменений при калении обусловлено ограниченной растворимостью одного компонента в другом при быстрой скорости охлаждения. Для диффузии мало времени. В итоге получается раствор с избытком нерастворенного компонента (метастабильтный).
Для увеличения скорости охлаждения стали используются такие среды как:
- вода;
- соляные растворы на основе воды;
- техническое масло;
- инертные газы.
Читать также: Вольфрам магнитится или нет
Сравнивая скоростной режим охлаждения стальных изделий на воздухе, то охлаждение в воде с 600°С происходит в шесть раз быстрее, а с 200°С в масле в 28 раз. Растворенные соли повышают закаливающую способность. Недостатком использования воды считается появление трещин в местах образования мартенсита. Техническое масло используется для закалки легирующих сплавов, но оно пригорает к поверхности.
Металлы, использующиеся при изготовлении изделий медицинской направленности не должны иметь пленки из оксидов, поэтому охлаждение происходит в среде разряженного воздуха.
Чтобы полностью избавиться от аустенита, из-за которого у стали наблюдается высокая хрупкость, изделия подвергаются дополнительному охлаждению при температурах от — 40°С и до -100°С в специальной камере. Также можно использовать углекислую кислоту в смеси с ацетоном. Такая обработка повышает точность деталей, их твердость, магнитные свойства.
Если деталям не требуется объемная термообработка, проводится каление только поверхностного слоя на установках ТВЧ (токами высокой частоты). При этом глубина термообработки составляет от 1 мм до 10 мм, а охлаждение происходит на воздухе. В итоге поверхностный слой становится износоустойчивым, а середина вязкая.
Процесс закалки предполагает прогревание и выдержку стальных изделий при температуре, достигающей порядка 900°С. При такой температуре стали с содержанием углерода до 0,7% имеют структуру мартенсита, который при последующей термообработке перейдет в требуемую структуру с появлением нужных качеств.
Нормализация
Нормализация формирует структуру с мелким зерном. Для низкоуглеродистых сталей — это структура феррит-перлит, для легированных – сорбитоподобная. Получаемая твердость не превышает 300 НВ. Нормализации подвергаются горячекатаные стали. При этом у них увеличивается:
- сопротивление излому;
- производительность обработки;
- прочность;
- вязкость.
Процесс нормализации стали
- происходит нагрев до температуры – на 30°С-50°С выше точки ;
- выдерживание в данном температурном коридоре;
- охлаждение – на открытом воздухе.
Преимущества термообработки
Термообработка стали – это технологический процесс, который стал обязательным этапом получения комплектов деталей из стали и сплавов с заданными качествами. Этого позволяет добиться большое разнообразие режимов и способов термического воздействия. Термообработку используют не только применительно к сталям, но и к цветным металлам и сплавам на их основе.
Стали без термообработки используются лишь для возведения металлоконструкций и изготовления неответственных деталей, срок службы которых невелик. К ним не предъявляются дополнительные требования. Повседневная же эксплуатация наоборот диктует ужесточение требований, именно поэтому применение термообработки предпочтительно.
В термически необработанных сталях абразивный износ высок и пропорционален собственной твердости, которая зависит от состава химических элементов. Так, незакаленные матрицы штампов хорошо сочетаются при работе с калеными пуансонами.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Предварительная термическая обработка
Предварительная термическая обработка (ПТО) предназначена для решения технологических задач, которые в массовом машиностроении включают: улучшение обрабатываемости резанием или при холодной деформации, снятие внутренних напряжений, устранение дефектов, возникающих в результате огневой зачистки электрофизической или лазерной обработок и т.д. Помимо этого, ПТО применяется для улучшения свойств после окончательной термической обработки.
Основные технологические операции ПТО — это отжиг и нормализация.
Отжиг и высокий отпуск доэвтектоидной инструментальной стали
Требующееся для механической обработки понижение твердости доэвтектоидной стали может быть достигнуто не только отжигом, но и замедленным охлаждением после прокатки или ковки. Так, например, сталь, предназначаемая для изготовления горячих штампов и содержащая 0,3—0,5% углерода (марок 4ХС, 35ХГС, 5ХГМ и др.), при охлаждении после ковки в футерованной яме, горячем песке или даже в штабелях, закрытых от сквозняков и холодного воздуха, получает твердость 200—250 Hв, что обеспечивает ее хорошую обрабатываемость на станках. Конструкционная углеродистая сталь марок 40, 45, 50 и хромистая сталь марок 35Х, 40Х, 45Х и т. д., используемая для изготовления державок, приспособлений и цементуемого инструмента, получает при замедленном охлаждении после ковки еще более низкую твердость, 180—230 Hв.
Твердость закаленной, нормализованной или быстро охлажденной после ковки доэвтектоидной стали можно понизить применением высокого отпуска вместо отжига. Такая обработка не создает перекристаллизации в структуре стали, так как она проводится при температуре ниже точки Ac1, обычно в интервале 650—720°, но выполнение высокого отпуска требует меньшей затраты топлива и меньшей загрузки печей и является более простой и дешевой операцией, чем отжиг. Кроме того, окисление и обезуглероживание стали при температурах отпуска значительно меньше, чем при более высоком и длительном нагреве для отжига.
Поведение доэвтектоидной стали при термической обработке и ее механические свойства после закалки сравнительно мало зависит от той структуры, которую имеет эта сталь после правильно) выполненной ковки, отжига или высокого отпуска, так как последующий нагрев доэвтектоидной стали при закалке, производящийся выше Ас3, переводит структурные составляющие стали — феррит и перлит — в однородный твердый раствор, что обеспечивает необходимую перекристаллизацию и улучшение структуры стали в процессе закалки.
Поэтому отжиг доэвтектоидной инструментальной стали надо производить, главным образом, для измельчения и улучшения литой структуры слитка или крупных заготовок, мало обжатых при ковке, а также блоков легированной стали, предназначаемых для изготовления штампов при необходимости получения повышенных характеристик ударной вязкости и сжатия поперечного сечения. В остальных случаях отжиг доэвтектоидной инструментальной стали можно заменить более экономичным высоким отпуском или замедленным охлаждением после ковки. Наш опыт показывает, что доэвтектоидная сталь после высокого отпуска лучше обрабатывается на станках, чем после отжига.
В табл. 17 приведены температуры нагрева при отжиге и высоком отпуске доэвтектоидной стали.