Инструкция по изготовлению простого горна
- Купите шамотный кирпич, он устойчив к нагреву до 2500 градусов.
- Внутри трубы – цилиндр диаметром около 10 см.
- Снаружи кирпичная облицовка.
- Для укрепления используйте стальные уголки.
- Сверху цилиндра, посередине горна установите чугунный колосник.
- К трубе снизу прикрепите вентилятор и заглушку, чтобы очищать золу.
- Оборудуйте систему вентилями, чтобы можно было при необходимости прочистить ее.
- Поставьте новое оборудование на ножки по росту мастера.
Как самому накалить металл
Инструкция по использованию печи:
Возможность процедуры дома
Посмотрим на видео, как закалка произведена дома самостоятельно без дополнительного оборудования:
Изготовление камеры для закаливания
Название такой конструкции – муфельная печь. Она делается из огнеупорной глины, которую нужно заливать в любую форму, например, подготовленную из картона. Слой должен быть – 0,8-1 см. Нагревательный элемент – нихромовая спираль из проволоки. Посмотрим видео с подробной инструкцией:
Оборудование и особенности закалки
Дома могут быть использованы:
- электрическая или муфельная печь;
- паяльник;
- большой костер на улице.
Выбор нужно осуществлять согласно размерам детали и типу сплава, максимальной температуре нагрева.
Повышение твердости на открытом огне
Если вы не хотите делать горн с поддувом, можно использовать обычный мангал или камин, посмотрим, как это делают на видео:
В статье мы рассказали, как сделать закаленную сталь. Так как процедура сопряжена с риском, просим соблюдать технику безопасности.
Источник: www.rocta.ru
Термообработка стали 65Г
Конструкционная высокоуглеродистая сталь марки 65Г, поставляемая соответственно техническим требованиям ГОСТ 14959, представляет собой сталь рессорно-пружинной группы. Она должна сочетать в себе высокую поверхностную твёрдость (для чего в её состав вводится до 1% марганца) и повышенную упругость. Все эти характеристики обеспечиваются в результате выполнения надлежащей термической обработки изделий, изготовленных из рассматриваемой стали.
Исходный химсостав стали и требования к деталям, изготавливаемым из неё
Относясь к разряду экономнолегированных, сталь 65Г относительно дешёвая, что обуславливает её широкое и эффективное применение. В числе главных её компонентов находятся:
- углерод (в пределах 0,62…0,70 %);
- марганец (в пределах 0,9…1,2 %);
- хром и никель (до 0,25…0,30 %).
Все остальные составляющие – медь, фосфор, сера и т.д. – относятся к примесям, и допускаются в химическом составе данного материала в количествах, ограничиваемых госстандартом.
При достаточной твёрдости (например, после поверхностной нормализации она должна составлять не менее 285 НВ), и прочности на растяжение (не ниже 750 МПа), сталь 65Г обладает достаточно высокой для своего класса ударной вязкостью – 3,0…3,5 кг∙м/см 2 . Это даёт возможность использовать материал для производства ответственных деталей подъёмно-транспортного оборудования (в частности, ходовых колёс мостовых кранов, катков), а также пружинных шайб и пружин неответственного назначения.
Стоит отметить, что детали пружин, изготовленные из стали 65Г, плохо свариваются, а также не могут противостоять периодически возникающим растягивающим напряжениям (относительное удлинение не превышает 9%), а потому не подлежат применению в неразъёмных конструкциях машин и механизмов. При проведении процессов холодного пластического деформирования сталь становится весьма малопластичной уже при малых (до 10%) деформациях, поэтому, при необходимости изготовления из неё пружин больших размеров, приходится применять нагрев исходных заготовок, даже под листовую штамповку. Впрочем, и в горячем состоянии предельные степени деформации стали 65Г не превышают 50…60%.
Химический состав стали 65Г
Несмотря на то, что в ходе деформационного упрочнения предел временного сопротивления материала увеличивается до 1200…1300 МПа, этих показателей недостаточно для того, чтобы придавать конечной продукции (например, пружинам) необходимую эксплуатационную прочность. Поэтому закалка и отпуск стали 65Г обязательны.
Закалка стали 65г в домашних условиях
Сталь для ножей представляет собой сочетание углерода и железа. В зависимости от предназначения и требуемых качеств, пропорции могут значительно отличаться. Кроме этого, для достижения высоких показателей прочности, долговечности и твердости, могут применяться различные добавки и компоненты, улучшающие свойства исходного материала.
задача большинства оружейников – разработать или воспроизвести такую сталь для ножа, которая будет иметь высокую прочность и при этом не менее высокую твердость.
На сегодняшний день, одной из самых популярных сталей для ножей принято считать сплав 65г. Именно о ней и пойдет речь далее.
Общие сведения о стали 65г
Такая сталь пользуется огромной популярностью из-за своей относительно низкой стоимости. Относится к пружинно-рессорному виду и отлично проходит процедуры воронения и чернения.
Из-за своих особенностей применяется для изготовления метательных ножей, крайне редко используется для создания разделочных ножей.
Связано это с тем, что такая сталь крайне быстро окисляется и покрывается ржавчиной.
Если говорить о закалке, то этот материал не боится перегрева. Однако, если температуры достаточно высокие, то ударная вязкость довольно быстро снижается, что в свою очередь неизбежно приводит к большому росту зерен в мелкой текстуре волокон.
За счет добавления Марганца, такой сплав еще называют раскисленной сталью, это касается абсолютно всех материалов, содержащих такой компонент. Свои свойства ножи приобретают в тех случаях, когда в процессе закаливания было достигнуто перлитное превращение.
Плюсы стали 65г
Несомненно, большой популярностью эта сталь пользуется не только благодаря низкой стоимости производства, но и по другим, немаловажным пунктам:
- Очень высокая твердость. Это означает, что при существенных нагрузках материал не будет деформироваться, ломаться или разрушаться.
- Большая устойчивость к ударам, деформациям. Именно за это качество, такую сталь принято использовать для метательных ножей, клинков, реже – для медицинских инструментов.
- Простота в заточке.
- Высокая сопротивляемость разрыву.
Стоит отметить, что цифра «65» в названии означает процентное содержание углерода в составе сплава в сотых долях. Буква «Г» говорит о том, что основной легирующий элемент это Марганец. Именно благодаря ему, сплав приобретает большинство вышеописанных свойств.
Минусы стали 65г
Как и у любого сплава, у этой есть ряд минусов, которые не дают использовать этот материал в определенных целях:
- Из-за того, что данный материал относится к группе углеродсодержащих соединений, он крайне сильно подвержен коррозии.
- Хоть данная сталь и легко затачивается, она достаточно быстро теряет заточку. Именно поэтому нужно постоять следить за режущей кромкой и за ее сведением, постоянно подтачивать нож.
- Довольно весомые ограничения по применению.
Преимущества и недостатки являются больше относительными, их не всегда можно применить ко всем ножам, сделанным из данного сплава. Это обусловлено тем, что у каждого производителя технология производства либо немного, либо серьезно отличаются друг от друга.
Особенности
Из-за своих свойств, сталь 65г не подходит для сварки. Но стоит отметить, что спектр использования довольно широк, даже если не брать во внимание холодное оружие. Из нее делают различные пружины, рессоры, корпуса подшипников, узлы и металлоконструкции. Она нашла применение даже в грузовых машинах – при создании рессоры заднего моста применяют именно этот материал.
Чтобы материал сохранял свои свойства и не покрывался ржавчиной его необходимо держать в сухом помещении, а изделия периодически покрывать маслом.
Благодаря своей дешевизне и довольно приличным свойствам, сталь 65г используют в качестве аналогов таких материалов, как: 55С2, 60С2, 70, 70Г, У8А, 9Хс.
Итоги
Подводя итоги, стоит отметить, что такая сталь часто используется для спортивного вида холодного оружия, а также орудий для турниров. Ведь именно при таком сценарии использования необходима стойкость к ударам и низкая стоимость изделия.
Делать ножи из этой стали будут еще долгое время, но все же в более специализированных отраслях. Хоть и ножи из такой стали почти не используют на кухне, особенно в последнее время, любителей мастерить клинки из остатков такого сплава предостаточно.
Закалка и отпуск стали 65Г — Метпромснаб
Конструкционная высокоуглеродистая сталь марки 65Г, поставляемая соответственно техническим требованиям ГОСТ 14959, представляет собой сталь рессорно-пружинной группы.
Она должна сочетать в себе высокую поверхностную твёрдость (для чего в её состав вводится до 1% марганца) и повышенную упругость.
Все эти характеристики обеспечиваются в результате выполнения надлежащей термической обработки изделий, изготовленных из рассматриваемой стали.
Исходный химический состав стали и требования к деталям, изготавливаемым из неё
Относясь к разряду экономнолегированных, сталь 65Г относительно дешёвая, что обуславливает её широкое и эффективное применение. В числе главных её компонентов находятся:
- углерод (в пределах 0,62…0,70 %);
- марганец (в пределах 0,9…1,2 %);
- хром и никель (до 0,25…0,30 %).
Все остальные составляющие – медь, фосфор, сера и т.д. – относятся к примесям, и допускаются в химическом составе данного материала в количествах, ограничиваемых госстандартом.
При достаточной твёрдости (например, после поверхностной нормализации она должна составлять не менее 285 НВ), и прочности на растяжение (не ниже 750 МПа), сталь 65Г обладает достаточно высокой для своего класса ударной вязкостью – 3,0…3,5 кг∙м/см2. Это даёт возможность использовать материал для производства ответственных деталей подъёмно-транспортного оборудования (в частности, ходовых колёс мостовых кранов, катков), а также пружинных шайб и пружин неответственного назначения.
Стоит отметить, что детали пружин, изготовленные из стали 65Г, плохо свариваются, а также не могут противостоять периодически возникающим растягивающим напряжениям (относительное удлинение не превышает 9%), а потому не подлежат применению в неразъёмных конструкциях машин и механизмов.
При проведении процессов холодного пластического деформирования сталь становится весьма малопластичной уже при малых (до 10%) деформациях, поэтому, при необходимости изготовления из неё пружин больших размеров, приходится применять нагрев исходных заготовок, даже под листовую штамповку. Впрочем, и в горячем состоянии предельные степени деформации стали 65Г не превышают 50…60%.
Несмотря на то, что в ходе деформационного упрочнения предел временного сопротивления материала увеличивается до 1200…1300 МПа, этих показателей недостаточно для того, чтобы придавать конечной продукции (например, пружинам) необходимую эксплуатационную прочность. Поэтому закалка и отпуск стали 65Г обязательны.
Режимы закалки стали 65Г
Для соблюдения тех характеристик, которые заданы техническими условиями на эксплуатацию деталей, при выборе режима закалки учитывают следующие составляющие:
- способ и оборудование для нагрева изделий до требуемых температур;
- установление нужного температурного диапазона закалки;
- выбор оптимального времени выдержки при данной температуре;
- выбор вида закалочной среды;
- технологию охлаждения детали после закалки.
Интенсивность нагревания предопределяет качество получаемой структуры. Для малолегированных сталей процесс ведут достаточно быстро, поскольку при этом минимизируется риск обезуглероживания материала, и, как следствие, потеря деталью своих прочностных параметров.
Однако чересчур быстрый нагрев вызывает к жизни иные неприятности. В частности, для крупных деталей, с большими перепадами поперечных сечений это может вызвать неравномерное прогревание металла, с перспективой дальнейшего появления закалочных трещин, выкрашивания углов и кромок.
Для достижения максимальной степени равномерности нагрева сталь сначала подогревают в предварительных камерах термических печей до температур, несколько ниже закалочных – от 550 до 700 °С, и только потом деталь направляется непосредственно в закалочную печь.
Оптимальные технологические процессы термической обработки материала
Выбор режима термообработки диктуется производственными требованиями. В большинстве случаев для придания надлежащих физико-механических характеристик используют:
- нормализацию;
- закалку с последующим отпуском.
Температурно-временные параметры термической обработки и выбор её вида зависят от исходной структуры стали. Данный материал принадлежит к сталям доэвтектоидного типа, поэтому в его составе при температурах выше нижней точки аустенитного превращения — 723 °С — на 30…50 °С содержится аустенит в виде твердой механической смеси с незначительным количеством феррита. Поскольку аустенит – более твёрдая структурная составляющая, чем феррит, то интервал закалочных температур для стали 65Г будет существенно ниже, чем для конструкционных сталей с более низким процентным содержанием углерода. Таким образом, температурный интервал закалки стали данной марки должен находиться в пределах не более 800…830 °С.
Примерно такой же температурный диапазон применяют и для проведения нормализации – технологической операции термообработки, которую используют с целью исправления структуры материала изделия, для снятия внутренних напряжений, а при последующей механической обработке полуфабриката – и для улучшения его обрабатываемости.
Поскольку ударная вязкость у закалённой стали 65Г – пониженная, то после закалки изделия из неё, в частности, пружины, обязательно должны пройти высокий отпуск. Происходящие в ходе отпуска мартенситно-аустенитные превращения снижают уровень возникающих во время закалки внутренних напряжений, снижают хрупкость и несколько поднимают показатели ударной вязкости.
Переход высокого отпуска исключается из режима только в том случае, когда заготовка проходит изотермическую закалку. В результате высокого отпуска сталь 65Г приобретает структуру сорбита, характерными особенностями которой являются мелкодисперсность структуры при сохранении изначально высоких показателей твёрдости, что полностью соответствует эксплуатационным требованиям.
Мысли о первом ноже
Цель всего действа – создание бушкрафтерского ножа наподобие моделей Барк Ривер. Замахнулся! Скажете вы? Ага! Это обо мне! Но взяв в руки рессору, я понял, что она намного кривее, чем я рассчитывал! Вот засада! Мой бушкравтерский супер нож не получался бы, так как был чересчур изогнут. Кстати, мой бедный охаянный Выживальщик Икс от Кизляра тоже поведен в сторону с завода, но ничего. Это ему не мешает работать по дереву и режет он тоже нормально! Но изгиб рессоры был сильным и концепцию своего первого ножа я моментально пересмотрел. Я всегда хотел EDC фиксед. Пара минут, и мой эскиз был готов. Скажу так, изгиб все же есть, но совершенно незначительный. После шлифовки он практически не заметен, а это только грубая шлифовка. По дизайну я сделал скинер, но при этом наделил его скандинавскими спусками со сведением «в ноль». Не знаю, насколько он будет функционален. Но то, что неубиваем – это точно! После первого отрезания с болгаркой я сделал фатальный «косяк». Отрезал тыльник (навершие) рукояти.
Конструктивно мой нож – это массивный лом, фултанг. Изначально я планировал сделать плашки рукояти из дерева и кожаные ножны, однако, решил остановиться на рукояти, перетянутой паракордом. Цель создания этого ножа – испытание возможностей моего труда. Если после закалки он пройдет мой «дворовой» тест с рубкой, резом разных материалов, то я буду двигаться дальше. А дальше будет нож для бушкрафта с ножнами и деревянной рукоятью правильной формы. Сталь я планирую заказывать в кузнице (Х12МФ). Следующим этапом в создании этого ножа будет закалка. Я хочу сделать зонную закалку с отпуском.
Режимы закалки стали 65Г
Для соблюдения тех характеристик, которые заданы техническими условиями на эксплуатацию деталей, при выборе режима закалки учитывают следующие составляющие:
- способ и оборудование для нагрева изделий до требуемых температур;
- установление нужного температурного диапазона закалки;
- выбор оптимального времени выдержки при данной температуре;
- выбор вида закалочной среды;
- технологию охлаждения детали после закалки.
Интенсивность нагревания предопределяет качество получаемой структуры. Для малолегированных сталей процесс ведут достаточно быстро, поскольку при этом минимизируется риск обезуглероживания материала, и, как следствие, потеря деталью своих прочностных параметров. Однако чересчур быстрый нагрев вызывает к жизни иные неприятности. В частности, для крупных деталей, с большими перепадами поперечных сечений это может вызвать неравномерное прогревание металла, с перспективой дальнейшего появления закалочных трещин, выкрашивания углов и кромок.
Температура заготовки в зависимости от цвета при нагреве
Для достижения максимальной степени равномерности нагрева сталь сначала подогревают в предварительных камерах термических печей до температур, несколько ниже закалочных – от 550 до 700 °С, и только потом деталь направляется непосредственно в закалочную печь. Быстрее всего нагрев осуществляется в расплавах солей, медленнее – в газовых печах, и ещё медленнее – в электрических печах. Именно поэтому поверхностная закалка изделий из стали 65Г в индукционных печах выполняется достаточно редко. Индуктор, как закалочный агрегат, используется лишь для изделий с малым поперечным сечением. При выборе вида нагревательного устройства важен также состав атмосферы, которая в нём создаётся. В частности, для термических печей, работающих на газе, стараются всемерно снижать длительность пребывания детали в печи, поскольку в противном случае происходит выгорание части углерода поверхностного слоя.
Исходя из нормируемой для стали 65Г температуры закалки в 800…820 °С, предельная величина обезуглероженного слоя не должна быть более 50…60 мкм.
Температурный диапазон закалочных температур может корректироваться в зависимости от конфигурации изделия. Например, если деталь имеет сложные очертания, малые габариты и изготовлена из листового металла, то оптимальной температурой будет нижняя граница указанного выше диапазона. Управляя температурой закалки (например, с помощью автоматических датчиков температуры), можно менять толщину закалённого слоя и величину зоны, которая прокалилась менее остальных. К подобным техническим решениям прибегают, когда различные части детали работают в разных эксплуатационных условиях.
Сталь 65Г не боится перегрева, однако при закалке по верхнему значению температурного диапазона ударная вязкость материала начинает уменьшаться, что сопровождается ростом зерён в микроструктуре.
Для снижения коробления деталей, которые имеют тонкие рёбра и перемычки, пользуются нагревом в соляных закалочных ваннах. Чаще применяют расплав хлористого натрия, а для раскисления в рабочий объём ванны добавляют буру или ферросилиций.
Выдержка при закалке изделий из стали 65Г при заданном температурном интервале происходит до тех пор, пока полностью не произойдёт перлитное превращение. Этот процесс зависит от размера поперечного сечения детали и способа нагрева. Для наиболее употребительных случаев можно воспользоваться данными таблицы:
Временя нагрева и выдержки в зависимости от закалочной среды и габаритов заготовки
Наибольший габаритный размер детали, мм
| Закалка в пламенной печи | Закалка в электропечи | |||
| Время нагрева, мин | Время выдержки, мин | Время нагрева, мин | Время выдержки, мин | |
| До 50 | 40 | 10 | 50 | 10 |
| До 100 | 80 | 20 | 88 | 20 |
| До 150 | 120 | 30 | 130 | 30 |
| До 200 | 160 | 40 | 175 | 40 |
Охлаждение изделий после закалки производят не в воду, а в масло, это позволяет избежать возможной опасности растрескивания.
Закалка и отпуск стали 65Г
Конструкционная высокоуглеродистая сталь марки 65Г, поставляемая соответственно техническим требованиям ГОСТ 14959, представляет собой сталь рессорно-пружинной группы.
Она должна сочетать в себе высокую поверхностную твёрдость (для чего в её состав вводится до 1% марганца) и повышенную упругость.
Все эти характеристики обеспечиваются в результате выполнения надлежащей термической обработки изделий, изготовленных из рассматриваемой стали.
Закалка ТВЧ
Исходный химсостав стали и требования к деталям, изготавливаемым из неё
Относясь к разряду экономнолегированных, сталь 65Г относительно дешёвая, что обуславливает её широкое и эффективное применение. В числе главных её компонентов находятся:
- углерод (в пределах 0,62…0,70 %);
- марганец (в пределах 0,9…1,2 %);
- хром и никель (до 0,25…0,30 %).
Все остальные составляющие – медь, фосфор, сера и т.д. – относятся к примесям, и допускаются в химическом составе данного материала в количествах, ограничиваемых госстандартом.
Рессорно-пружинные стали
При достаточной твёрдости (например, после поверхностной нормализации она должна составлять не менее 285 НВ), и прочности на растяжение (не ниже 750 МПа), сталь 65Г обладает достаточно высокой для своего класса ударной вязкостью – 3,0…3,5 кг∙м/см2. Это даёт возможность использовать материал для производства ответственных деталей подъёмно-транспортного оборудования (в частности, ходовых колёс мостовых кранов, катков), а также пружинных шайб и пружин неответственного назначения.
Стоит отметить, что детали пружин, изготовленные из стали 65Г, плохо свариваются, а также не могут противостоять периодически возникающим растягивающим напряжениям (относительное удлинение не превышает 9%), а потому не подлежат применению в неразъёмных конструкциях машин и механизмов.
При проведении процессов холодного пластического деформирования сталь становится весьма малопластичной уже при малых (до 10%) деформациях, поэтому, при необходимости изготовления из неё пружин больших размеров, приходится применять нагрев исходных заготовок, даже под листовую штамповку.
Впрочем, и в горячем состоянии предельные степени деформации стали 65Г не превышают 50…60%.
Химический состав стали 65Г
Несмотря на то, что в ходе деформационного упрочнения предел временного сопротивления материала увеличивается до 1200…1300 МПа, этих показателей недостаточно для того, чтобы придавать конечной продукции (например, пружинам) необходимую эксплуатационную прочность. Поэтому закалка и отпуск стали 65Г обязательны.
Оптимальные технологические процессы термической обработки материала
Выбор режима термообработки диктуется производственными требованиями. В большинстве случаев для придания надлежащих физико-механических характеристик используют:
- нормализацию;
- закалку с последующим отпуском.
Температурно-временные параметры термической обработки и выбор её вида зависят от исходной структуры стали.
Данный материал принадлежит к сталям доэвтектоидного типа, поэтому в его составе при температурах выше нижней точки аустенитного превращения — 723 °С — на 30…50 °С содержится аустенит в виде твердой механической смеси с незначительным количеством феррита.
Поскольку аустенит – более твёрдая структурная составляющая, чем феррит, то интервал закалочных температур для стали 65Г будет существенно ниже, чем для конструкционных сталей с более низким процентным содержанием углерода. Таким образом, температурный интервал закалки стали данной марки должен находиться в пределах не более 800…830 °С.
Примерно такой же температурный диапазон применяют и для проведения нормализации – технологической операции термообработки, которую используют с целью исправления структуры материала изделия, для снятия внутренних напряжений, а при последующей механической обработке полуфабриката – и для улучшения его обрабатываемости.
Поскольку ударная вязкость у закалённой стали 65Г – пониженная, то после закалки изделия из неё, в частности, пружины, обязательно должны пройти высокий отпуск. Происходящие в ходе отпуска мартенситно-аустенитные превращения снижают уровень возникающих во время закалки внутренних напряжений, снижают хрупкость и несколько поднимают показатели ударной вязкости.
Переход высокого отпуска исключается из режима только в том случае, когда заготовка проходит изотермическую закалку. В результате высокого отпуска сталь 65Г приобретает структуру сорбита, характерными особенностями которой являются мелкодисперсность структуры при сохранении изначально высоких показателей твёрдости, что полностью соответствует эксплуатационным требованиям.
Для соблюдения тех характеристик, которые заданы техническими условиями на эксплуатацию деталей, при выборе режима закалки учитывают следующие составляющие:
- способ и оборудование для нагрева изделий до требуемых температур;
- установление нужного температурного диапазона закалки;
- выбор оптимального времени выдержки при данной температуре;
- выбор вида закалочной среды;
- технологию охлаждения детали после закалки.
Интенсивность нагревания предопределяет качество получаемой структуры. Для малолегированных сталей процесс ведут достаточно быстро, поскольку при этом минимизируется риск обезуглероживания материала, и, как следствие, потеря деталью своих прочностных параметров.
Однако чересчур быстрый нагрев вызывает к жизни иные неприятности.
В частности, для крупных деталей, с большими перепадами поперечных сечений это может вызвать неравномерное прогревание металла, с перспективой дальнейшего появления закалочных трещин, выкрашивания углов и кромок.
Температура заготовки в зависимости от цвета при нагреве
Для достижения максимальной степени равномерности нагрева сталь сначала подогревают в предварительных камерах термических печей до температур, несколько ниже закалочных – от 550 до 700 °С, и только потом деталь направляется непосредственно в закалочную печь.
Быстрее всего нагрев осуществляется в расплавах солей, медленнее – в газовых печах, и ещё медленнее – в электрических печах. Именно поэтому поверхностная закалка изделий из стали 65Г в индукционных печах выполняется достаточно редко.
Индуктор, как закалочный агрегат, используется лишь для изделий с малым поперечным сечением. При выборе вида нагревательного устройства важен также состав атмосферы, которая в нём создаётся.
В частности, для термических печей, работающих на газе, стараются всемерно снижать длительность пребывания детали в печи, поскольку в противном случае происходит выгорание части углерода поверхностного слоя.
Исходя из нормируемой для стали 65Г температуры закалки в 800…820 °С, предельная величина обезуглероженного слоя не должна быть более 50…60 мкм.
Температурный диапазон закалочных температур может корректироваться в зависимости от конфигурации изделия. Например, если деталь имеет сложные очертания, малые габариты и изготовлена из листового металла, то оптимальной температурой будет нижняя граница указанного выше диапазона.
Управляя температурой закалки (например, с помощью автоматических датчиков температуры), можно менять толщину закалённого слоя и величину зоны, которая прокалилась менее остальных.
К подобным техническим решениям прибегают, когда различные части детали работают в разных эксплуатационных условиях.
Сталь 65Г не боится перегрева, однако при закалке по верхнему значению температурного диапазона ударная вязкость материала начинает уменьшаться, что сопровождается ростом зерён в микроструктуре.
Для снижения коробления деталей, которые имеют тонкие рёбра и перемычки, пользуются нагревом в соляных закалочных ваннах. Чаще применяют расплав хлористого натрия, а для раскисления в рабочий объём ванны добавляют буру или ферросилиций.
Выдержка при закалке изделий из стали 65Г при заданном температурном интервале происходит до тех пор, пока полностью не произойдёт перлитное превращение. Этот процесс зависит от размера поперечного сечения детали и способа нагрева. Для наиболее употребительных случаев можно воспользоваться данными таблицы:
Временя нагрева и выдержки в зависимости от закалочной среды и габаритов заготовки
| Наибольший габаритный размер детали, мм | Закалка в пламенной печи | Закалка в электропечи | ||
| Время нагрева, мин | Время выдержки, мин | Время нагрева, мин | Время выдержки, мин | |
| До 50 | 40 | 10 | 50 | 10 |
| До 100 | 80 | 20 | 88 | 20 |
| До 150 | 120 | 30 | 130 | 30 |
| До 200 | 160 | 40 | 175 | 40 |
Охлаждение изделий после закалки производят не в воду, а в масло, это позволяет избежать возможной опасности растрескивания.
Технология последующего отпуска
Как уже указывалось, для получения структуры сорбита изделия из стали 65Г подвергают только высокому отпуску при температурах 550…600 °С, с охлаждением на спокойном воздухе. Для особо ответственных деталей иногда проводят дополнительный низкий отпуск. Диапазон его температур — 160…200 °С, с последующим медленным охлаждением на воздухе.
Такая технология позволяет избежать накапливания термических напряжений в изделии, и повышает его долговечность. Для отпуска можно применять не только пламенные, но и электрические печи, оснащённые устройствами для принудительной циркуляции воздуха.
Время выдержки изделий в таких печах — от 110 до 160 мин (увеличенные нормативы времени соответствуют деталям сложной конфигурации и значительных поперечных сечений).
В качестве рабочих сред при закалке стали 65Г не рекомендуется использовать воду и водные растворы солей. Ускорение процесса охлаждения, которое вызывает вода, часто сопровождается неравномерностью прокаливания.
Итоговый контроль качества закалки состоит в оценке макро- и микроструктуры металла, а также в определении финишной твёрдости изделия. Поверхностная твёрдость продукции, изготовленной из стали 65Г, должна находиться в пределах 35…40 НRC после нормализации, и 40…45 НRC – после закалки с высоким отпуском.
Технология последующего отпуска
Как уже указывалось, для получения структуры сорбита изделия из стали 65Г подвергают только высокому отпуску при температурах 550…600 °С, с охлаждением на спокойном воздухе. Для особо ответственных деталей иногда проводят дополнительный низкий отпуск. Диапазон его температур — 160…200 °С, с последующим медленным охлаждением на воздухе. Такая технология позволяет избежать накапливания термических напряжений в изделии, и повышает его долговечность. Для отпуска можно применять не только пламенные, но и электрические печи, оснащённые устройствами для принудительной циркуляции воздуха. Время выдержки изделий в таких печах — от 110 до 160 мин (увеличенные нормативы времени соответствуют деталям сложной конфигурации и значительных поперечных сечений).
В качестве рабочих сред при закалке стали 65Г не рекомендуется использовать воду и водные растворы солей. Ускорение процесса охлаждения, которое вызывает вода, часто сопровождается неравномерностью прокаливания.
Итоговый контроль качества закалки состоит в оценке макро- и микроструктуры металла, а также в определении финишной твёрдости изделия. Поверхностная твёрдость продукции, изготовленной из стали 65Г, должна находиться в пределах 35…40 НRC после нормализации, и 40…45 НRC – после закалки с высоким отпуском.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: stankiexpert.ru
Рессорная сталь 65Г
Для тех, кому интересно, вот немного мыслей о рессорной стали. Это материал, обладающий высокой износостойкостью и прочностью. В сочетании с высокой пластичностью он дает превосходные эксплуатационные возможности, хотя большинство знатоков утверждают, что сталь не обладает хорошим резом и лучше себя показывает в рубящих инструментах.
Кстати, применение ножей из этой стали поистине обширно. Из этого материала производят и кухонные ножи, и охотничьи, и технического назначения. Раньше, когда еще в открытом доступе не было ножей с современными суперсталями, охотники, рыбаки и туристы старались заполучить в свой арсенал эти «самоделки» из рессоры!
Ковка ножа из рессоры проходит в несколько этапов
Этап 1.
В первую очередь нужно собрать все материалы для работы, чтобы они были наготове. У автора исходным материалом послужил лист рессоры от старой машины.
Поскольку рессора выполнена в изогнутой форме, то ее необходимо выгнуть. Это делается так: металл нагревается, после чего постепенно остывает. Для нагрева подойдет горелка, также можно просто положить лист рессоры в хорошо разожженный костер. После того, как заготовка остынет, нужно взять молоток и наковальню, и обработать рессору так, чтобы она стала прямой пластиной. После отпуска металл стал более мягок, он будет легко поддаваться резке, сверлению, и т. д.
Этап 2.
Сначала нужно изготовить шаблон ножа. Автор использовал готовый шаблон из интернета. Если есть желание – его можно улучшить. После распечатки шаблона бумагу нужно наклеить на картон и ножницами вырезать шаблон. Подержав его в руках, мы можем прикинуть, как будет выглядеть нож из рессоры. После этого нужно приложить шаблон к металлу и обвести маркером.
Этап 3.
Сейчас мы приступаем к самому тяжелому этапу работы – нам нужно вырезать профиль ножа. Это делается с помощью болгарки – орудуя этим инструментом, не рекомендуется перегревать металл. Если в месте резки сталь начинает менять цвет – это значит, что он перегревается. В таком случае металл нужно полить водой. В тех местах, где нельзя вырезать, металл можно просверлить рядом отверстий и потом эту часть обломать.
Этап 4.
Это заключительный этап формировки основного профиля лезвия. Для такой работы очень удобен и прост ленточный шлифовальный станок. Умельцы с большим опытом могут использовать болгарку. Наружную плоскость ножа следует отшлифовать, чтобы она блестела. Для прижатия заготовки к шлифовальной ленте автор воспользовался бруском. Здесь также нужно следить, чтобы металл не перегревался.
Другой ответственный момент шлифовки заключается в изготовлении на ноже скосов.
Этап 5.
Чтобы надежно закрепить накладки на рукоятке, в данном ноже используется 4 штифта. Для них нужно просверлить отверстия. Для подбора диаметра ориентируемся на имеющиеся штифты, которыми традиционно служат стержни из латуни. Для этого случая подойдут и обычный стальные гвозди.
Этап 6.
После закалки клинок приобретает твердость и долго не тупится. Чтобы закалить лезвие, нужно взять масло – подойдет моторное или растительное, печка или хороший костер. Металл необходимо нагреть до такого состояния, при котором к нему не будет притягиваться постоянный магнит. Как отмечает автор, во время нагрева металл отличается тусклым красным цветом. После этого нужно опустить заготовку в масло. Следует быть осторожными, поскольку масло часто воспламеняется с дымом и брызгами, летящими в разные стороны. Емкость для закалки нужно брать металлическую.
Случается, что во время закалки металл начинает деформироваться. Такую ситуацию можно исправить. Для решения проблемы нужно нагреть заготовку, выровнять, и затем опять попробовать закалить.
Этап 7.
Для изготовления накладок на рукоятку, берем две дощечки небольшой толщины. Вырезаем их до требуемого размера и сверлим в них отверстия для штифтов.
Теперь склеиваем заготовки при помощи эпоксидного клея, нанеся по хорошему слою на обе накладки. Затем нужно вставить штифты и хорошо зажать ручку струбциной. Оставляем в таком виде на 24 часа, чтобы клей полностью высох. Сразу для удаления остатков клея берем тряпочку или туалетную бумагу.
После того, как клей высохнет, нож нужно достать и окончательно сформировать форму рукояти. Для этих работ используем ленточный шлифовальный станок.
На завершающем этапе нож полируем, если нужно – делаем поверхность клинка зеркальной. Можно отполировать и рукоятку, так она станет гладкой. Деревянные накладки в обязательном порядке пропитываем льняным маслом или другими пропитками. Иногда для этого нагревают пчелиный воск и смешивают его со льняным маслом.
В конце работы наш нож нож из рессоры своими руками следует хорошо наточить. Самым доступным вариантом является мелкозернистая наждачная бумага.
Источник: www.umeltsi.ru
Закалка пружинно-рессорной стали 65г
И холодное оружие согревает душу. Ара Багдасарян
Мастерская «Зброевы фальварак» на протяжении нескольких лет занимается изготовлением мечей и иного клинкового оружия для рыцарских фестивалей. Основной маркой стали, с которой работает наша мастерская, является сталь 65г.
Данная сталь в силу своих свойств, считается одной из лучших для изготовления длинноклинкового оружия предназначенного для рыцарских турниров.
Однако свойства стали, которые приобретаются в ходе изготовления меча, во многом есть результат правильной термической обработки . Так как же производится закалка стали 65г?
Нагрев стали, цвет в зависимости от температуры
Согласно справочнику, термообработка клинка должна происходить при следующих показателях: закалка 830 (масло), отпуск 470 (воздух) HRC 38-45 закалка 810 (масло), отпуск 360 (воздух) HRC 44-49 закалка 830 (масло), отпуск 200 (воздух) HRC 44-49 В зависимости от толщины и площади детали, при отпуске от 200 до 400 градусов, может быть получена твердость в 55 единиц. В случае с нашей мастерской, мы даем закалку на клинок в 52-55 единиц, соответственно закалка клинка происходит при температуре 830, а отпуск при 200 градусах. Конечно, это большая твердость для стали 65г, в этом процессе главное опытность термиста , потому что не правильно каленый клинок станет хрупким. Нужно чтобы клинок был достаточно мягким, т.е. при ударе о кромку лезвия не возникало сколов, кромка должна проминаться, а не откалываться. Испытания нашей мастерской показали, что наши клинки соответствуют данным требованиям. Но еще раз, хочется повториться, что в деле термической обработки самое важное, это опыт термиста. Сам процесс термической обработки стали происходит так: Клинок перед закалкой нужно подогреть, а затем положить на коробчатый или П-образный противень и засыпать слоем отработанного древесно-угольного карбюризатора (так же может использоваться бура, у нее есть положительные свойства. Клинок после термообработки в среде буры требует меньшей шлифовки. Затем печка нагревается до температуры 830 градусов и выдерживается определенное время, в зависимости от толщины заготовки, в нашем случае клинка. Затем меч достается из печи и погружается в бак с маслом. Нужно помнить, что горячие детали с углем могут вспыхнуть и посему нужно быть осторожным при выполнении этого процесса. Также, нужно не забывать, что детали не должны успеть остыть после того как будут извлечены из печи. То есть бак с маслом должен находиться на весьма близком расстоянии от печи. Будет правильным, после закалки в масле обезжирить заготовку в горячем (90 град.) водном растворе ПАВ, например «Фери» или более дешевых аналогах. В крайнем случае, можно обезжирить клинок таким способом: дать маслу стечь, и просушить при температуре около 300 градусов, 2 часа, в результате масло высохнет, после чего можно делать отпуск на заданную твердость. Небольшие заготовки охлаждаются на воздухе, крупные — в замкнутом пространстве (ящике). Если требования к твердости не предъявляются, то можно и вообще не калить. Сделайте отжиг-нормализацию. Получите мелкозернистую, ровную структуру. Что касается времени отпуска, то есть правило. Чем больше углерода в стали, тем меньше должна быть скорость нагрева (это правило касается и отжига и закалки). В целом, этот процесс требует большого опыта, т.е. сделать все по инструкции в данном случаи не получится. Поэтому ищите хорошего термиста или готовьтесь к серьезному испытанию и материальным затратам.
Источник: zbroevy-falvarak.by
Исходный химический состав стали и требования к деталям, изготавливаемым из неё.
Относясь к разряду экономнолегированных, сталь 65Г относительно дешёвая, что обуславливает её широкое и эффективное применение. В числе главных её компонентов находятся:
- углерод (в пределах 0,62…0,70 %);
- марганец (в пределах 0,9…1,2 %);
- хром и никель (до 0,25…0,30 %).
Все остальные составляющие – медь, фосфор, сера и т.д. – относятся к примесям, и допускаются в химическом составе данного материала в количествах, ограничиваемых госстандартом.
При достаточной твёрдости (например, после поверхностной нормализации она должна составлять не менее 285 НВ), и прочности на растяжение (не ниже 750 МПа), сталь 65Г обладает достаточно высокой для своего класса ударной вязкостью – 3,0…3,5 кг∙м/см2. Это даёт возможность использовать материал для производства ответственных деталей подъёмно-транспортного оборудования (в частности, ходовых колёс мостовых кранов, катков), а также пружинных шайб и пружин неответственного назначения.
Стоит отметить, что детали пружин, изготовленные из стали 65Г, плохо свариваются, а также не могут противостоять периодически возникающим растягивающим напряжениям (относительное удлинение не превышает 9%), а потому не подлежат применению в неразъёмных конструкциях машин и механизмов.
При проведении процессов холодного пластического деформирования сталь становится весьма малопластичной уже при малых (до 10%) деформациях, поэтому, при необходимости изготовления из неё пружин больших размеров, приходится применять нагрев исходных заготовок, даже под листовую штамповку. Впрочем, и в горячем состоянии предельные степени деформации стали 65Г не превышают 50…60%.
Несмотря на то, что в ходе деформационного упрочнения предел временного сопротивления материала увеличивается до 1200…1300 МПа, этих показателей недостаточно для того, чтобы придавать конечной продукции (например, пружинам) необходимую эксплуатационную прочность. Поэтому закалка и отпуск стали 65Г обязательны.
Закалка металла в домашних условиях: закаливаем сталь правильно
Если знать, как закалить металл правильно, то даже в домашних условиях можно повысить твердость изделий из него в два-три раза. Причины, по которым возникает необходимость в этом, могут быть самыми разными. Такая технологическая операция, в частности, требуется в том случае, если металлу надо придать твердость, достаточную для того, чтобы он мог резать стекло.
Закалка металла в домашних условиях
Чаще всего закалить надо режущий инструмент, причем выполняется термическая обработка не только в том случае, если надо увеличить его твердость, но также и тогда, когда данную характеристику требуется уменьшить. Когда твердость инструмента слишком мала, его режущая часть будет заминаться в процессе эксплуатации, если же она высока, то металл будет крошиться под воздействием механических нагрузок.
Немногие знают, что существует простой способ, позволяющий проверить, насколько хорошо закален инструмент из стали, не только в производственных или домашних условиях, но и в магазине, при покупке. Для того чтобы выполнить такую проверку, вам потребуется обычный напильник. Им проводят по режущей части приобретаемого инструмента. Если тот закалили плохо, то напильник будет как будто прилипать к его рабочей части, а в противоположном случае – легко отходить от тестируемого инструмента, при этом рука, в которой находится напильник, не будет чувствовать на поверхности изделия никаких неровностей.
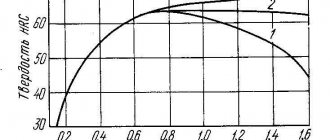
Зависимость твердости стали от режима термобоработки
Если все же так вышло, что в вашем распоряжении оказался инструмент, качество закалки которого вас не устраивает, переживать по этому поводу не стоит. Решается такая проблема достаточно легко: закалить металл можно даже в домашних условиях, не используя для этого сложного оборудования и специальных приспособлений. Однако следует знать, что закалке не поддаются малоуглеродистые стали. В то же время твердость углеродистых и инструментальных стальных сплавов достаточно просто повысить даже в домашних условиях.
Как закалить металл в домашних условиях
Существует большое количество способов, подразумевающих различную технику и другие приспособления. Однако в данной статье мы рассмотрим два наиболее популярных, которые лучше всего подойдут для домашних условий: в печи или духовке и на костре.
Принципиального различия между данными способами не существует. Главное — поместить нож или другое изделие в печь или костер и следить за его температурой.
Первым делом происходит отжиг, то есть главный шаг термообработки
Важно следить за температурой стали и не допустить перегрева. Если нет специального прибора, которым можно измерить ее текущий показатель, можно оценивать его по цвету каления:
- Оранжевый — от 950 до 1000 градусов;
- Красно-оранжевый — от 900 до 950;
- Красный — от 800 до 900;
- Темновато-красный — от 750 до 800 градусов;
- Красно-бордовый — от 700 до 750;
- Бордовый — от 650 до 700;
- Коричнево-красный — от 550 до 650;
- Красновато-коричневый — от 500 до 550 градусов.
Также проверить готовность закалки можно с помощью обычного магнита. Если он перестал «липнуть» к металлу, то его температура составляет порядка 760 градусов, и необходимо как можно быстрее переходить к охлаждению.
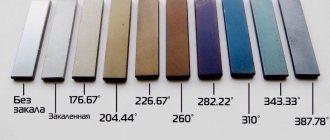
Для более удобного отпуска также можно сверяться по цвету изделия, таким образом:
- Серый — 350 градусов;
- Голубой — 300−350 градусов;
- Синий — 300 градусов;
- Фиолетовый — 280 градусов;
- Красно-коричневый — 260 градусов;
- Желто-коричневый — 250 градусов;
- Соломенно-желтый — 240 градусов;
- Светло-желтый — 200−240 градусов.
Итак, как видите, довольно просто произвести закалку изделия из стали в домашних условиях. Однако всегда нужно помнить о мерах безопасности, а также иметь в виду инструкцию, описанную в данной статье.
Технологические нюансы закалки
Закалка, которая является одним из типов термической обработки металлов, выполняется в два этапа. Сначала металл нагревают до высокой температуры, а затем охлаждают. Различные металлы и даже стали, относящиеся к разным категориям, отличаются друг от друга своей структурой, поэтому режимы выполнения термической обработки у них не совпадают.
Режимы термообработки некоторых цветных сплавов
Термическая обработка металла (закалка, отпуск и др.) может потребоваться для:
- его упрочнения и повышения твердости;
- улучшения его пластичности, что необходимо при обработке методом пластической деформации.
Закаливают сталь многие специализированные компании, но стоимость этих услуг достаточно высока и зависит от веса детали, которую требуется подвергнуть термической обработке. Именно поэтому целесообразно заняться этим самостоятельно, тем более что сделать это можно даже в домашних условиях.
Если вы решили закалить металл своими силами, очень важно правильно осуществлять такую процедуру, как нагрев. Этот процесс не должен сопровождаться появлением на поверхности изделия черных или синих пятен. О том, что нагрев происходит правильно, свидетельствует ярко-красный цвет металла. Хорошо демонстрирует данный процесс видео, которое поможет вам получить представление о том, до какой степени нагревать металл, подвергаемый термической обработке.
В качестве источника тепла для нагрева до требуемой температуры металлического изделия, которое требуется закалить, можно использовать:
- специальную печь, работающую на электричестве;
- паяльную лампу;
- открытый костер, который можно развести во дворе своего дома или на даче.
Закалка ножа на открытых углях
Выбор источника тепла зависит от того, до какой температуры надо нагреть металл, подвергаемый термической обработке.
Выбор метода охлаждения зависит не только от материала, но также от того, каких результатов нужно добиться. Если, например, закалить надо не все изделие, а только его отдельный участок, то охлаждение также осуществляется точечно, для чего может использоваться струя холодной воды.
Технологическая схема, по которой закаливают металл, может предусматривать мгновенное, постепенное или многоступенчатое охлаждение.
Быстрое охлаждение, для которого используется охладитель одного типа, оптимально подходит для того, чтобы закаливать стали, относящиеся к категории углеродистых или легированных. Для выполнения такого охлаждения нужна одна емкость, в качестве которой может использоваться ведро, бочка или даже обычная ванна (все зависит от габаритов обрабатываемого предмета).
Охлаждение заготовки ножа в масле
В том случае, если закалить надо стали других категорий или если кроме закалки требуется выполнить отпуск, применяется двухступенчатая схема охлаждения. При такой схеме нагретое до требуемой температуры изделие сначала охлаждают водой, а затем помещают в минеральное или синтетическое масло, в котором и происходит дальнейшее охлаждение. Ни в коем случае нельзя использовать сразу масляную охлаждающую среду, так как масло может воспламениться.
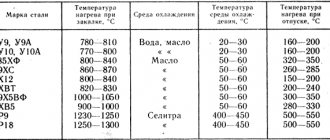
Для того чтобы правильно подобрать режимы закалки различных марок сталей, следует ориентироваться на специальные таблицы.
Режимы термообработки быстрорежущих сталей
Режимы термической обработки легированных инструментальных сталей
Режимы термической обработки углеродистых инструментальных сталей
Как закалить сталь на открытом огне
Как уже говорилось выше, закалить сталь можно и в домашних условиях, используя для нагрева открытый костер. Начинать такой процесс, естественно, следует с разведения костра, в котором должно образоваться много раскаленных углей. Вам также потребуются две емкости. В одну из них надо налить минеральное или синтетическое масло, а в другую – обычную холодную воду.
Для того чтобы извлекать раскаленное железо из костра, вам понадобятся кузнечные клещи, которые можно заменить любым другим инструментом подобного назначения. После того как все подготовительные работы выполнены, а в костре образовалось достаточное количество раскаленных углей, на них можно уложить предметы, которые требуется закалить.
По цвету образовавшихся углей можно судить о температуре их нагрева. Так, более раскаленными являются угли, поверхность которых имеет ярко-белый цвет. Важно следить и за цветом пламени костра, который свидетельствует о температурном режиме в его внутренней части. Лучше всего, если пламя костра будет окрашено в малиновый, а не белый цвет. В последнем случае, свидетельствующем о слишком высокой температуре пламени, есть риск не только перегреть, но даже сжечь металл, который надо закалить.
Цвета каления стали
За цветом нагреваемого металла также необходимо внимательно следить. В частности, нельзя допустить, чтобы на режущих кромках обрабатываемого инструмента появлялись черные пятна. Посинение металла свидетельствует о том, что он сильно размягчился и стал слишком пластичным. Доводить до такого состояния его нельзя.
После того как изделие прокалится до требуемой степени, можно приступать к следующему этапу – охлаждению. В первую очередь, его опускают в емкость с маслом, причем делают это часто (с периодичностью в 3 секунды) и как можно более резко. Постепенно промежутки между этими погружениями увеличивают. Как только раскаленная сталь утратит яркость своего цвета, можно приступать к ее охлаждению в воде.
Цвета побежалости стали
При охлаждении водой металла, на поверхности которого остались капельки раскаленного масла, следует соблюдать осторожность, так как они могут вспыхнуть. После каждого погружения воду необходимо взбалтывать, чтобы она постоянно оставалась прохладной. Получить более наглядное представление о правилах выполнения такой операции поможет обучающее видео.
Есть определенные тонкости при охлаждении закаливаемых сверл. Так, их нельзя опускать в емкость с охлаждающей жидкостью плашмя. Если поступить таким образом, то нижняя часть сверла или любого другого металлического предмета, имеющего вытянутую форму, резко охладится первой, что приведет к ее сжатию. Именно поэтому погружать такие изделия в охлаждающую жидкость необходимо со стороны более широкого конца.
Для термической обработки особых сортов стали и плавки цветных металлов возможностей открытого костра не хватит, так как он не сможет обеспечить нагрев металла до температуры 700–9000. Для таких целей необходимо использовать специальные печи, которые могут быть муфельными или электрическими. Если изготовить в домашних условиях электрическую печь достаточно сложно и затратно, то с нагревательным оборудованием муфельного типа это вполне осуществимо.
Самостоятельное изготовление камеры для закаливания металла
Муфельная печь, которую вполне возможно сделать самостоятельно в домашних условиях, позволяет закалить различные марки стали. Основным компонентом, который потребуется для изготовления этого нагревательного устройства, является огнеупорная глина. Слой такой глины, которой будет покрыта внутренняя часть печи, должен составлять не более 1 см.
Схема камеры для закалки металла: 1 — нихромовая проволока; 2 — внутренняя часть камеры; 3 — наружная часть камеры; 4 — задняя стенка с выводами спирали
Для того чтобы придать будущей печи требуемую конфигурацию и желаемые габариты, лучше всего изготовить форму из картона, пропитанного парафином, на которую и будет наноситься огнеупорная глина. Глина, замешанная с водой до густой однородной массы, наносится на изнаночную сторону картонной формы, от которой она сама отстанет после полного высыхания. Металлические изделия, нагреваемые в таком устройстве, помещаются в него через специальную дверцу, которая тоже изготавливается из огнеупорной глины.
Камеру и дверцу устройства после просушки на открытом воздухе дополнительно просушивают при температуре 100°. После этого их подвергают обжигу в печи, температуру в камере которой постепенно доводят до 900°. Когда они остынут после обжига, их необходимо аккуратно соединить друг с другом, используя слесарные инструменты и наждачную шкурку.
Глиняный нагреватель с замурованной нихромовой спиралью
На поверхность полностью сформированной камеры наматывают нихромовую проволоку, диаметр которой должен составлять 0,75 мм. Первый и последний слой такой намотки необходимо скрутить между собой. Наматывая проволоку на камеру, следует оставлять между ее витками определенное расстояние, которое тоже надо заполнить огнеупорной глиной, чтобы исключить возможность короткого замыкания. После того как слой глины, нанесенный для обеспечения изоляции между витками нихромовой проволоки, засохнет, на поверхность камеры наносится еще один слой глины, толщина которого должна составлять примерно 12 см.
Готовая камера после полного высыхания помещается в корпус из металла, а зазоры между ними засыпаются асбестовой крошкой. Для того чтобы обеспечить доступ к внутренней камере, на металлический корпус печи навешиваются дверцы, отделанные изнутри керамической плиткой. Все имеющиеся зазоры между конструктивными элементами заделываются при помощи огнеупорной глины и асбестовой крошки.
Готовая самодельная камера
Концы нихромовой обмотки камеры, к которым необходимо подвести электрическое питание, выводятся с задней стороны ее металлического каркаса. Чтобы контролировать процессы, происходящие во внутренней части муфельной печи, а также замерять температуру в ней при помощи термопары, в ее передней части необходимо выполнить два отверстия, диаметры которых должны составлять 1 и 2 см соответственно. С лицевой части каркаса такие отверстия будут закрываться специальными стальными шторками. Самодельная конструкция, изготовление которой описано выше, позволяет в домашних условиях закаливать слесарные и режущие инструменты, рабочие элементы штампового оборудования и др.
Самостоятельное изготовление такой печи (как и закалочного оборудования другого типа) позволяет не только получить в свое распоряжение устройство, полностью соответствующее вашим потребностям, но и хорошо сэкономить, так как серийные модели стоит достаточно дорого.
Источник: met-all.org