ГОСТ 3262-75
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ СТАЛЬНЫЕ ВОДОГАЗОПРОВОДНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
| Москва Стандартинформ 2007 |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
| ТРУБЫ СТАЛЬНЫЕ ВОДОГАЗОПРОВОДНЫЕ Технические условия Water-supply and gas-supply steel pipes Technical conditions | ГОСТ 3262-75 |
Дата введения 01.01.77
Настоящий стандарт распространяется на неоцинкованные и оцинкованные стальные сварные трубы с нарезанной или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления, а также для деталей водопроводных и газопроводных конструкций.
(Измененная редакция, Изм. № 2, 3, 5).
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготовляют в соответствии с требованиями настоящего стандарта и по технологическим регламентам, утвержденным в установленном порядке, из сталей по ГОСТ 380 и ГОСТ 1050 без нормирования механических свойств и химического состава.
Трубы для деталей водопроводных и газопроводных конструкций изготовляют из сталей по ГОСТ 1050.
2.2. По требованию потребителя на концах труб, подлежащих сварке, с толщиной стенки 5 мм и более, должны быть сняты фаски под углом 35 — 40° к торцу трубы. При этом должно быть оставлено торцовое кольцо шириной 1 — 3 мм.
По требованию потребителя на обыкновенных и усиленных трубах с условным проходом более 10 мм резьбу наносят на оба конца трубы.
2.1; 2.2. (Измененная редакция, Изм. № 3, 4).
2.3. По требованию потребителя трубы укомплектовывают муфтами, изготовленными по ГОСТ 8944, ГОСТ 8954, ГОСТ 8965 и ГОСТ 8966 из расчета одна муфта на каждую трубу.
(Измененная редакция, Изм. № 3).
2.4. На поверхности труб не допускаются трещины, плены, вздутия и закаты.
На торцах труб не допускаются расслоения.
Допускаются отдельные вмятины, рябизна, риски, следы зачистки и другие дефекты, обусловленные способом производства, если они не выводят толщину стенки за минимальные размеры, а также слой окалины, не препятствующий осмотру.
На трубах, изготовленных методом печной сварки, допускается в месте шва уменьшение наружного диаметра до 0,5 мм при наличии в этом месте пологого утолщения по внутреннему диаметру не более 1,0 мм.
(Измененная редакция, Изм. № 3, 4).
2.5. По требованию потребителя на трубах с условным проходом 20 мм и более на внутренней поверхности шва труб грат должен быть срезан или сплющен, при этом высота грата или его следов не должна превышать 0,5 мм.
По требованию потребителя на трубах условным проходом более 15 мм, изготовленных методом печной сварки и способом горячего редуцирования, на внутренней поверхности труб в зоне шва допускается пологое утолщение высотой не более 0,5 мм.
(Измененная редакция, Изм. № 2, 3, 4, 5, 6).
2.6. Концы труб должны быть обрезаны под прямым углом. Допускается величина скоса торца не более 2°. Остатки заусенцев не должны превышать 0,5 мм. При снятии заусенцев допускается образование притупления (закругления) торцов. Допускается порезка труб в линии стана.
По согласованию изготовителя с потребителем на трубах с условным проходом 6 — 25 мм, изготовленных методом печной сварки, допускаются заусенцы до 1 мм.
(Измененная редакция, Изм. № 4, 6).
2.7. Оцинкованные трубы должны иметь сплошное цинковое покрытие по всей поверхности толщиной не менее 30 мкм. Допускается отсутствие цинкового покрытия на торцах и резьбе труб.
На поверхности оцинкованных труб не допускается пузырчатость и посторонние включения (гартцинк, окислы, спекшаяся шихта), отслаивание покрытия от основного металла.
Допускаются отдельные флюсовые пятна и следы захвата труб подъемными приспособлениями, шероховатость и незначительные местные наплывы цинка.
Допускается исправление отдельных неоцинкованных участков на 0,5 % наружной поверхности трубы по ГОСТ 9.307.
(Измененная редакция, Изм. № 3, 4).
2.8. Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс/см2) — трубы, обыкновенные и легкие;
3,1 МПа (32 кгс/см2) — трубы усиленные.
По требованию потребителя трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс/см2)
(Измененная редакция, Изм. № 2, 3, 5).
2.9. Трубы с условным проходом до 40 мм включительно должны выдерживать испытание на загиб вокруг оправки радиусом, равным 2,5 наружного диаметра, а с условным проходом 50 мм — на оправке радиусом, равным 3,5 наружного диаметра.
По требованию потребителя трубы должны выдерживать испытание на раздачу:
для труб условным проходом от 15 до 50 мм — не менее 7 %;
для труб с условным проходом 65 и более — не менее 4 %.
По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между сплющиваемыми поверхностями, равного 2/3 наружного диаметра труб.
(Измененная редакция, Изм. № 2, 3, 5).
2.10. По требованию потребителя механические свойства труб для деталей водопроводных и газопроводных конструкций должны соответствовать ГОСТ 1050.
2.11. Резьба труб должна быть чистой, без рванин и заусенцев и соответствовать ГОСТ 6357, классу точности В.
Трубы с цилиндрической резьбой применяются при сборке с уплотнителями.
2.10; 2.11. (Измененная редакция, Изм. № 3, 4).
2.12. В месте шва допускается чернота на нитках резьбы, если уменьшение нормальной высоты профиля резьбы не превышает 15 %, а по требованию потребителя не превышает 10 %.
Допускаются на резьбе нитки с сорванной (для нарезанной) или неполной (для накатанной) резьбой при условии, что их длина в сумме не превышает 10 % требуемой длины резьбы, а по требованию потребителя не превышает 5 %.
(Измененная редакция, Изм. № 2, 3, 5).
2.13. Допускается на резьбе уменьшение полезной длины резьбы (без сбега) до 15 % по сравнению с указанной в табл. 4, а по требованию потребителя до 10 %.
(Измененная редакция, Изм. № 2, 3, 5).
2.14. Нанесение резьбы на оцинкованные трубы проводят после оцинкования.
2.15. (Исключен, Изм. № 3).
2.16. По требованию потребителя сварные швы труб подвергают контролю неразрушающими методами.
(Измененная редакция, Изм. № 5).
Сферы применения и отдельные параметры
Основные сферы применения водогазопроводных труб, геометрические параметры и технические характеристики которых соответствуют стандарту 3262-75, – строительство и ремонт. Трубы данной категории используются для обустройства газо-, водопроводных коммуникаций и систем отопления в коттеджах и строениях многоквартирного типа, административных зданиях, образовательных заведениях, на сельскохозяйственных, промышленных и любых других объектах.
Так, применяют этот вид металлопроката в:
- коммуникациях холодного, а также горячего водоснабжения;
- системах отопления;
- газопроводных сетях.
ГОСТ 3262 (75, 80, 85, 91) предполагает, что сварные трубы ВГП могут выпускаться мерной, кратной мерной и немерной длины. Так, согласно данной градации, они имеют следующие размеры (по длине выпускаемых изделий):
- мерные – длиной от 4 до 12 м;
- имеющие длину, кратную мерной величине;
- немерные с длиной, находящейся в пределах мерной величины.
Стандартная длина выпускаемых по ГОСТу труб ограничена 12 метрами
Размер стенки – это критерий, по которому выделяют водогазопроводные трубы:
- обыкновенные;
- легкие;
- усиленные.
Усиленные трубы ВГП – это изделия (иногда оцинкованные), толщина стенки у которых увеличена (соответственно, такие изделия имеют больший вес). Их применяют для монтажа трубопроводов, по которым жидкие или газообразные среды транспортируются под большим давлением.
Если технические характеристики и основные геометрические параметры водогазопроводных труб регулируются нормативным документом, то вариант их конструктивного исполнения и длину нарезки определяет заказчик. Так, наиболее востребованными являются трубы, на концах которых в процессе производства нарезана резьба. Причина их высокой популярности заключается в том, что для их монтажа не надо использовать сварочные операции.
Применение труб с готовой резьбой значительно сокращает сроки монтажа коммуникаций
Резьба на трубах ВГП может создаваться в процессе их производства:
- накаткой (технологией, позволяющей получать резьбу с наиболее точными параметрами, при этом допускается, что внутренний диаметр трубы будет меньше на 10%);
- нарезкой.
Резьба на трубах ВГП по пожеланию заказчика нарезается или накатывается, причем она может быть как короткая, так и длинная.
При расчете массы водогазопроводных труб следует иметь в виду, что оцинкованные изделия весят на 3% больше, чем изготовленные из черного металла. На отклонения по массе партии стандарт также накладывает ограничение: они не должны превышать 8%.
ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимают партиями. Партия должна состоять из труб одного размера, одной марки и сопровождаться одним документом о качестве в соответствии с ГОСТ 10692 с дополнением для труб, предназначенных для изготовления деталей водопроводных и газопроводных конструкций, из стали по ГОСТ 1050: химический состав и механические свойства стали в соответствии с документом о качестве предприятия-изготовителя заготовки.
Масса партии не более 60 т.
(Измененная редакция, Изм. № 3, 4).
3.2. Проверке поверхности, размеров и кривизны подвергают каждую трубу партии.
Допускается применять статистические методы контроля по ГОСТ 18242* с нормальным уровнем. Планы контроля устанавливаются по согласованию изготовителя с потребителем.
___________
* На территории Российской Федерации действует ГОСТ Р 50779.71-99.
Контроль наружного диаметра труб проводят на расстоянии не менее 15 мм от торца трубы.
(Измененная редакция, Изм. № 3, 4, 5).
3.3. Для контроля параметров резьбы, для испытания на раздачу, сплющивание, загиб, высоту внутреннего грата, остатки заусенцев, прямой угол и угол фаски (для труб со скошенными кромками), механических свойств отбирают не более 1 %, но не менее двух труб от партии, а для труб, изготовленных методом непрерывной печной сварки, — две трубы от партии.
(Измененная редакция, Изм. № 3, 4).
3.4. Контролю массы подвергают все трубы.
(Измененная редакция, Изм. № 3).
3.5. Испытанию гидравлическим давлением подвергают каждую трубу. При 100 %-ном контроле качества сварного шва неразрушающими методами испытание гидравлическим давлением допускается не проводить. При этом способность труб выдерживать испытательное гидравлическое давление гарантируется.
(Измененная редакция, Изм. № 6).
3.6. Для проверки толщины цинкового покрытия на наружной поверхности и в доступных местах внутренней поверхности отбирают две трубы от партии.
(Измененная редакция, Изм. № 2).
3.7. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке.
Результаты повторных испытаний распространяются на всю партию.
Трубы электросварные и трубы водогазопроводные отличия
Прайс-лист — Труба круглая ЭСВ
Прайс-лист — Труба ВГП (Водогазопроводная)
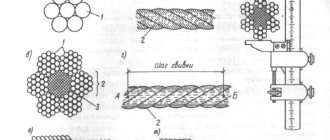
Трубы электросварные и трубы водогазопроводные — сварные трубы, имеющие схожий способ производства, внешний вид, но отличающиеся по некоторым параметрам. И трубы стальные водогазопроводные (труба стальная ВГП), электросварные (ЭС трубы) трубы производятся из ленты (штрипса), листового металла, заготовку формуют на специальных станах, а затем сваривают, образуя шов, который наделяет прокат высокой прочностью и износостойкостью. По ГОСТу трубы стальные электросварные являются прямошовными, прямой шов образуется при сварке по продольной оси. Этот шов выполняют сначала с наружной, затем с внутренней стороны. У водогазопроводных труб шов ещё более усилен. Также ВГП трубы могут проходить редуцирование — вытяжку заготовки на станах для уменьшения их поперечного сечения, толщина стенки при этом может измениться, а может и остаться такой же. Прямошовные трубы наиболее востребованы на рынке. Считают, что из-за шва сварные трубы не очень надежны в применении, однако производство труб на высокоточных оборудованиях и качественная проварка шва, испытания прочности, контроль швов (рентгенография) и выдача сертификатов качества на данную продукцию, гарантируют получение прочного, надёжного материала, который прослужит не один год. Нарушить целостность этого проката может только грубое какое-либо внешнее воздействие, в частности гибка труб ведет к порче шва. Для трубопроводов используют стальные круглые трубы. Те и другие трубы могут быть дополнительно оцинкованы, что придаёт им возможность использования для бытовых водопроводов. Такие трубы долго служат, внутри трубы не появляется ржавчина, к ним не прилипают разнообразные отходы, но увеличивается вес трубы. Труба оцинкованная может быть тяжелее неоцинкованной на четверть. На антикоррозийные свойства трубного проката влияет и марка стали, из которой изготовлена труба. Помимо всего, оцинкованные трубы устойчивы к высоким температурам, поэтому их используют для тепловых сетей, в которых температуры воды свыше 140 град С. Соединяют оцинкованные трубы профессионалы с осторожностью, т. к. можно повредить покрытие, для соединения труб используют резьбу или сварку. Цинкование труб происходит погружением в цинковый расплав или использованием токсичных солей цинка.
Отличие трубы Водогазопроводной от Электросварно:
По ГОСТам:
У водогазопроводных и электросварных труб свой стандарт качества. Трубы стальные ВГП производят по ГОСТ 3262 (данный Гос. стандарт регламентирует сортамент и технические условия труб), а электросварные трубы — по ГОСТ 10704-91 (подразумевает сортамент трубы электросварные прямошовные) и ГОСТ 10705-80 (стандартизирует технологии изготовления электросварных труб).
Отличие чёрных труб по размерам:
ВГП и трубы Электросварные различаются толщиной стенки, наружным сечением, внутренним диаметром, условным проходом. Условным проходом называют усреднённую величину внутреннего сечения трубы в мм. Водогазопроводные трубы измеряют и обозначают по условному проходу; трубы стальные электросварные прямошовные — нормируются по наружному диаметру.
| Вид трубы | Наружный диаметр (общий диаметр) | Усл. проход | Толщина стенок |
| Трубы ВГП ГОСТ 3262 | 10,2 — 165,0 мм | 6 — 150 мм | 2,0 мм до 5,5 мм. |
| Трубы электросварные ГОСТ 10705-80 | 10 — 530 мм | — | |
| Труба электросварная ГОСТ 10704-91 | 10 — 1420 мм | — | 1- 32 мм |
Предельные отклонения по массе труб, толщине стенок прописываются в ГОСТах.
Водогазопроводные трубы гост 3262 во времена СССР измеряли в дюймах, до сих пор многие пользуются этим обозначением.
Труба стальная ВГП (водогазопроводная) труба производиться из углеродистой стали согласно ГОСТу 3262-75
Водогазопроводные трубы имеют сверхпрочный электросварной шов, трубы разработаны, производятся и используются для сооружения внутренних коммунальных (малых) водопроводов и газопроводов с использованием соединительных деталей и трубопроводной арматуры, в том числе при помощи резьбовых соединений. Для применения с водогазопроводными трубами разработано большое количество трубопроводной и запорной арматуры, включая переходники, сгоны, отводы, краны, вентили и другие.
Трубы ВГП гост 3262 должны выдерживать гидравлическое давление:
- лёгкие и обыкновенные трубы
- 2,4 МПа,
- усиленные — 3,1Мпа.
Труба стальная электросварная прямошовная производиться из стали, согласно ГОСТу 10704-76 Электросварные трубы производят путем электросварки заготовок из специальной особенно твердой стали (она плохо тянется и раскатывается), повышенная надежность и долговечность трубы (для этого применяется специальный продольный шов с внешней и внутренней сторон), трубы разработаны для сооружения трубопроводов различного назначения, включая водопроводы и газопроводы, теплосети и другие виды коммуникативных соединений преимущественно наружного применения, для строительства районных, поселковых и магистральных трубопроводов. Для применения с электросварными трубами так же разработано большое количество трубопроводной и запорной арматуры — отводы, фланцы, задвижки. Внешне водогазопроводные и электросварные трубы имеют отличия только в размерах, однако ГОСТ на эти трубы устанавливают различные требования по их производству. Также ВГП и трубы ЭС различаются толщиной стенки, наружным сечением, внутренним диаметром, условным проходом. Условным проходом называют усреднённую величину внутреннего сечения трубы в мм. Водогазопроводные трубы измеряют и обозначают по условному проходу (табл. 1); трубы стальные электросварные прямошовные — нормируются по наружному диаметру.
Для ЭС труб эти показатели равны:
- у труб с диаметром до 102 мм манометр показывает 6МПа,
- большего диаметр труб стальных электросварных — 3Мпа .
Размеры водогазопроводных труб ГОСТ 3262-75 (табл. 1).
ГОСТ 3262-75 | |
Условный проход | Наружный диаметр |
| Ду 6 | Ø 10,2 |
| Ду 8 | Ø 13,5 |
| Ду 10 | Ø 17 |
| Ду 15 | Ø 21,3 |
| Ду 20 | Ø 26,8 |
| Ду 25 | Ø 33,5 |
| Ду 32 | Ø 42,3 |
| Ду 40 | Ø 48 |
| Ду 50 | Ø 60 |
| Ду 65 | Ø 75,5 |
| Ду 80 | Ø 88,5 |
| Ду 90 | Ø 101,3 |
| Ду 100 | Ø 114 |
| Ду 125 | Ø 140 |
| Ду 150 | Ø 165 |
Стандарты, геометрия и другие требования (табл. 2).
Трубы стальные водогазопроводные ГОСТ 3262-75 | Трубы стальные электросварные прямошовные ГОСТ 10704-91, ГОСТ 10705-80 |
| ГОСТ 3262-75 определяет сортамент и технические условия на изготовление водогазопроводных труб с условным проходом от 6 до 150 мм | ГОСТ 10704-91 определяет сортамент электросварных труб наружным диаметром от 10 до 1420 мм ГОСТ 10705-80 определяет технические требования к электросварным трубам наружными диаметрами от 10 до 530 мм |
| Предельные отклонения по наружному диаметру: ± 0,4мм для труб до 48 мм ± 0,8% для труб от 48 мм и выше | Предельные отклонения по наружному диаметру: ± 0,4мм для труб до 50 мм ± 0,8% для труб от 50 мм и выше |
| Предельные отклонения по толщине стенки: — 15% | Предельные отклонения по толщине стенки: ± 10% |
| Должны выдерживать гидравлическое давление: 2,4МПа (3,1МПа — для усиленных) | Должны выдерживать гидравлическое давление: 6МПа — для труб диаметром до 102мм 3МПа — для труб диаметров свыше 102мм |
| Группы качества труб отсутствуют На практике применяются Ст1, Ст2, Ст3 по ГОСТ 380 | Группы качества труб: А — с нормированием механических свойств из марок Ст1, Ст2, Ст3, Ст4 Б — с нормированием химического состава из марок Ст1, Ст2, Ст3 по ГОСТ 380 и 08, 10, 20 по ГОСТ 1050 В — с нормированием механических свойств и химического состава из марок Ст1, Ст2, Ст3 по ГОСТ 380 и 08, 10, 20 по ГОСТ 1050 Д — с нормированием испытательного гидравлического давления |
Аналоги по ГОСТ 10704-91 допускаются к замене водогазопроводных труб при условии их полного соответствия группам В или Д по ГОСТ 10705-80.
Заказать можно через любой удобный для Вас канал связи: почта. форма обратной связи на сайте или по телефону +7 (812) 642-21-37
МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качества от каждой отобранной трубы вырезают по одному образцу для каждого вида испытаний.
Испытание на растяжение проводят по ГОСТ 10006. Допускается взамен испытания на растяжение проводить контроль механических свойств неразрушающими методами.
(Измененная редакция, Изм. № 3, 6).
4.2. Осмотр поверхности труб производят визуально.
4.3. Гидравлическое испытание проводят по ГОСТ 3845 с выдержкой под пробным давлением не менее 5 с.
4.4. Испытание на загиб проводят по ГОСТ 3728. Оцинкованные трубы испытывают до нанесения покрытия.
(Измененная редакция, Изм. № 3).
4.4а. Испытание на раздачу проводят по ГОСТ 8694 на конической оправке с углом конусности 6°.
Допускается проведение испытания на оправке с углом конусности 30°.
(Измененная редакция, Изм. № 3, 4).
4.4б. Испытание на сплющивание проводят по ГОСТ 8695.
(Измененная редакция, Изм. № 3).
4.4в. Контроль сварного шва проводят неразрушающими методами по нормативно-технической документации.
(Введен
дополнительно, Изм. № 3).
4.5. Толщину цинкового покрытия на наружной поверхности и в доступных местах внутренней поверхности контролируют по ГОСТ 9.301 и ГОСТ 9.302, а также приборами типов МТ-41НЦ, МТЗОН или типа «Импульс» по нормативно-технической документации.
4.6. Резьбу проверяют резьбовыми калибрами-кольцами по ГОСТ 2533 (третий класс точности).
При этом ввинчиваемость непроходного калибра-кольца на резьбу должна быть не более трех оборотов.
(Измененная редакция, Изм. № 3, 4).
4.7. Кривизну труб контролируют поверочной линейкой по ГОСТ 8026 и набором щупов по НТД.
(Измененная редакция, Изм. № 3, 5).
4.8. Прямой угол концов труб контролируют угольником 90° размером 160´100 мм класса 3 ГОСТ 3749, пластинчатыми щупами набора 4 по НТД или угломером ГОСТ 5378. Угол скоса фаски контролируют угломером по ГОСТ 5378.
(Измененная редакция, Изм. № 3, 6).
4.9. Контроль наружного диаметра проводят гладкими микрометрами по ГОСТ 6507, калибрами-скобами по ГОСТ 2216 или ГОСТ 18360.
Толщину стенки, высоту внутреннего грата и высоту заусенцев измеряют микрометром по ГОСТ 6507 или стенкомером по ГОСТ 11358 с обоих концов трубы.
Длину труб измеряют рулеткой по ГОСТ 7502. Резьбу контролируют калибрами по ГОСТ 2533.
Контроль массы партии труб проводят на весах не более 10 т с ценой деления не более 20 кг.
(Измененная редакция, Изм. № 3, 4, 5, 6).
4.10. Контроль сварного шва проводят неразрушающими методами по технической документации.
(Введен
дополнительно, Изм. № 4).