Рифленый лист – металлопродукция, применяемая при проведении внутренних и наружных строительных работ. Представляет собой стальной лист с объемным рисунком с одной стороны. Характеристики исходного проката определяются ГОСТом 19903-2015. Размеры и другие свойства рифленых листов с рисунками «ромб» и «чечевица» регламентируются ГОСТом 8568-77. Стальной прокат с чечевичным и ромбическим рифлением обладает антискользящей поверхностью, которая важна для обеспечения безопасности персонала на промышленных и сельскохозяйственных предприятиях, в складских помещениях, пассажиров в транспорте.
Виды рельефных листов
Такие металлоизделия получают методом горячего деформирования на станах валками, которые с одной стороны изготавливают гладкую, а с другой стороны – рифленую поверхность. В массовом варианте для этой продукции используются углеродистые стали Ст0, Ст1, Ст2, Ст3 различных степеней раскисления. Прокат для применения в условиях, в которых важны декоративные, гигиенические качества, коррозионная стойкость, изготавливается из нержавеющих сталей AISI 321, AISI 201, AISI 316, AISI 430.
Помимо материала, используемого при производстве, эти листы различаются по:
- типу рифлей и варианту их размещения;
- толщине заготовки, используемой для изготовления рифленых полотен;
- количеству выступов на 1 м
2.
Продукция соответствует следующим требованиям:
- высота рифлей – 10-30% от толщины исходного листового или рулонного проката, в металлоизделиях толщиной 5 мм и более высота рифли должна быть не менее 1 мм;
- размеры диагоналей ромбов – в диапазоне 25-30х60-70 мм;
- дистанция между чечевицами – 20, 25, 30 мм.
Размеры листа рифленого металла:
- длина – 1,4-8,0 м с шагом 50 мм;
- ширина готового рифленого листа – 0,6-2,0 м, шаг – 50 мм.
Таблица веса 1 м
2
стального рифленого листа с чечевичным рифлением или рисунком «ромб»
| Рифление «ромб» | Рифление «чечевица» | ||||
| Толщина исходного листового проката, мм | Ширина основания рифлей, мм | Масса 1 м 2 , кг | Толщина исходного листового проката, мм | Ширина основания рифлей, мм | Масса 1 м 2 , кг |
| 2,5 | 5 | 21,0 | 2,5 | 3,6 | 20,1 |
| 3,0 | 5 | 25,1 | 3,0 | 4,0 | 24,2 |
| 4,0 | 5 | 33,5 | 4,0 | 4,0 | 32,2 |
| 5,0 | 5 | 41,8 | 5,0 | 5,0 | 40,5 |
| 6,0 | 5 | 50,0 | 6,0 | 5,0 | 48,5 |
| 8,0 | 5 | 66,0 | 8,0 | 6,0 | 64,9 |
| 10,0 | 5 | 83,0 | 10,0 | 6,0 | 80,9 |
| 12,0 | 5 | 99,3 | 12,0 | 6,0 | 96,8 |
Это интересно: Анкерные болты по бетону: виды, размеры, монтаж
Способы производства рифленых листов
Рифленые изделия создаются с использованием метода горячего деформирования и холодного прессования. В первом случае стальная заготовка нагревается до необходимой температуры и пропускается через валки, на одном из которых присутствует трафарет. Рельефные выпуклости печатаются только на одной стороне листа. С другой стороны поверхность остается гладкой.
При использовании второго метода применяются особые прессы. После обработки заготовки рифления видны с обеих сторон изделия. На рабочей поверхности изображение рельефное, а на обратной — вдавленное.
Готовые изделия обрезаются со всех сторон. В соответствии с нормативами ГОСТ на кромках рифленых листов не должно быть отслоений. На краях проката допускается наличие зазубрин. Они не должны выводить лист за рамки установленных габаритов по ширине. Не допускается наличие на поверхности изделий следов механических повреждений. Для контроля технических параметров из партии отбирают один рулон или два листа
Виды рисунков рифлений
Производители предлагают следующие типы рисунков:
- «Даймонд». Это самый простой рисунок, состоящий из рифлей, которые располагаются перпендикулярно друг другу.
- «Дуэт». Этот рисунок отличается от предыдущего сдвоенным размещением рифлей.
- «Квартет» и «Квинтет». Это сложные рисунки, отличающиеся декоративно привлекательным видом.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартовСовета Министров сССр от 13.04.77 № 926
3. ВЗАМЕН ГОСТ 8568-57
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято по протоколу № 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (НУС 11-95/
6. ИЗДАНИЕ с Изменениями N° 1, 2, 3, 4, утвержденными в октябре 1978 г., январе 1981 г., июне1987 г., июне 1989 г. (ИУС 11-78, 1-81, 11-87, 11-89/
Расчёт листового настила (кино , текст)
Расчёт листового настила (Беленя Е.И. «Металлические конструкции» стр. 148)
Предельные прогибы см. таблицу Е.1 в СП 20.13330.2011 Нагрузки и воздействия. Актуализированная редакция СНиП 2.01.07-85* или нажм. на знак вопроса слева от поля выбора прогиба
Расчёт листового настила (Муханов К.К. «Металлические конструкции» стр. 176)
Предельные прогибы см. таблицу Е.1 в СП 20.13330.2011 Нагрузки и воздействия. Актуализированная редакция СНиП 2.01.07-85* или нажм. на знак вопроса слева от поля выбора прогиба
Расчёт плоского листового настила (Горев В.В. «Металлические конструкции» том 1, п.8.3 стр. 477)
Рекомендуемая [Горевым] толщина настила
| Полезная нагрузка, т/м 2 | Толщина листа, мм | |||||
| 6 — 8 | 8 — 10 | 10 — 12 | 12 — 14 | 14 — 16 | ||
| до 1 | ||||||
| 1,1 — 2,0 | ||||||
| 2,1 — 2,5 | ||||||
| 2,6 — 3,0 | ||||||
| более 3,1 | ||||||
Горев В.В. Металлические конструкции. Том 1. Страница 478, таблица 8.2
Ориентирововчный шаг балок настила
| Полезная нагрузка, т/м 2 | Толщина листа, мм | |||||
| 6 | 8 | 10 | 12 | 14 | ||
| 1 — 1,5 | 0,6 | 1,0 | 1,2 | 1,4 | 1,6 | |
| 1,5 — 2,0 | 0,6 | 0,8 | 1,0 | 1,2 | 1,4 | |
| 2,0 — 2,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,4 | |
| 2,5 — 3,0 | 0,6 | 0,8 | 1,0 | 1,2 | ||
| 3,0 — 3,5 | 0,6 | 0,8 | 0,8 | 1,0 | ||
Горев В.В. Металлические конструкции. Том 1. Страница 472, таблица 8.1
Значение коэффициентов βf и βz для угловых швов
| Вид сварки при диаметре сварочной проволоки, d мм | Положение шва | Коэффициент | Значение коэффициентов при катетах швов, мм | |||
| 3. 8 | 9. 12 | 14. 16 | 18 и > | |||
| Автоматическая при d=3..5 мм | В лодочку | βf | 1.1 | 0.7 | ||
| βz | 1.5 | 1.0 | ||||
| Нижнее | βf | 1.1 | 0.9 | 0.7 | ||
| βz | 1.15 | 1.05 | 1.0 | |||
| Автоматическая и полуавтоматическая при d=1,4..2 мм | В лодочку | βf | 0.9 | 0.8 | 0.7 | |
| βz | 1.05 | 1.0 | ||||
| Нижнее, горизонтальное, вертикальное | βf | 0.9 | 0.8 | 0.7 | ||
| βz | 1.05 | 1.0 | ||||
| Ручная; полуавтоматическая проволокой сплошного сечения при d 2 | Rwf, н/мм 2 | |||||
| тип электрода (по ГОСТ 9467) | Марка проволоки | |||||
| 1 | Э42, Э42А | Св-08, Св-08А | 410 | 180 | ||
| 2 | Э46, Э46А | Св-08ГА | 450 | 200 | ||
| 3 | Э50, Э50А | Св-08Г2С, Св-10ГА, ПП-АН-8, ПП-АН-3 | 490 | 215 | ||
СП 16.13330.2011 Стальные конструкции. Актуализированная редакция СНиП II-23-81*. Таблица Г.2
Коэффициенты надёжности по нагрузке
| Конструкции сооружений и виды грунтов | Коэффициент надежности по нагрузке γf |
| Конструкции | |
| Металлические, за исключением указанных в 2.3 | 1.05 |
| Бетонные (со средней плотностью выше 1600 кг/м 3 ), железобетонные, каменные, армокаменные, деревянные | 1.1 |
| Бетонные (со средней плотностью 1600 кг/м3 и менее), изоляционные, выравнивающие и отделочные слои (плиты, материалы в рулонах, засыпки, стяжки и т.п.), выполняемые | |
| в заводских условиях | 1.2 |
| на строительной площадке | 1.3 |
| Грунты | |
| В природном залегании | 1.1 |
| На строительной площадке | 1.15 |
СП 20.13330.2011 Нагрузки и воздействия. Актуализированная редакция СНиП 2.01.07-85*. Таблица 7.1
Коэффициент условия работ в таблице 1 СП 20.13330.2011 не оговорен. Примечание 5: В случаях, неогороненных в настоящей таблицы, в формулах следует принимать γc = 1 Для энтузиастов добавлены ещё два значения. Чтобы посмотреть таблицу полностью, необходимо нажать на знак вопроса слева от поля выбора коэффициента
Нормативные и расчётные сопротивления при растяжении, сжатии и изгибе листового, широкополосного универсального и фасонного проката
| Сталь по ГОСТ 27772 | Толщина проката, мм | Нормативное сопротивление проката, Н/мм 2 | Расчётное сопротивление проката, Н/мм 2 | ||
| Ryn | Run | Ry | Ru | ||
| C235 | от 2 до 8 | 235 | 360 | 230/225 | 350/345 |
| C245 | от 2 до 20 | 245 | 370 | 240/235 | 360/350 |
| свыше 20 до 30 | 235 | 370 | 230/225 | 360/350 | |
| C255 | от 2 до 20 | 245 | 370 | 240/235 | 360/350 |
| свыше 20 до 40 | 235 | 370 | 230/225 | 360/350 | |
| C285 | от 2 до 10 | 275 | 390 | 270/260 | 380/370 |
| свыше 10 до 20 | 265 | 380 | 260/250 | 370/360 | |
СП 16.13330.2011 Стальные конструкции. Актуализированная редакция СНиП II-23-81*. таблица В.5
Предельные прогибы см. таблицу Е.1 в СП 20.13330.2011 Нагрузки и воздействия. Актуализированная редакция СНиП 2.01.07-85* или нажм. на знак вопроса слева от поля выбора прогиба
Источник статьи: https://beezduke.ru/decking/decking.htm
Лист рифленый. Чечевица. Ромб.
ГОСТ 8568-77
Стандарт распространяется на стальные горячекатанные с односторонним ромбическим и чечевичным рифлением листы общего наначения.
Форма, размеры, предельные отклонения и масса 1 м листа с ромбическим и чечевичным рифлением должны соответствовать указанным на черт.1, 2
Рифленый прокат изготавливают в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
Листовой прокат по толщине изготовляют:
высокой точности — А,
нормальной точности — В.
Примеры условных обозначений:
Лист горячекатаный из стали марки Ст3сп с односторонним ромбическим рифлением размером 3,0х1000х2000 мм, нормальной точности по толщине, улучшенной плоскостности с катаной кромкой:
Лист ромб В-К-ПУ-3,0х1000х2000 Ст3сп
ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Лист чечевица В-К-ПУ-3,0х1000х2000 Ст3сп
ГОСТ 8568-77
Рулонный горячекатаный прокат марки Ст3сп с односторонним ромбическим рифлением размером 3,0х1000 мм, высокой точности, с катаной кромкой:
Рулон ромб А-К-3,0х1000 Ст3сп
ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Рулон чечевица А-К-3,0х1000 Ст3сп
ГОСТ 8568-77
Лист рифленый на складе Компании МеталлТехСервис представлен в следующем ассортименте:
| Размер, мм | Марка стали |
| 5, 6, 8, 10 | 3 ПС/СП |
Лист стальной рифленый ГОСТ 8568-77. Рифленую сталь изготавливают в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
Существуют две разновидности рифленого листа:
Высота рифлей на листах должна быть 0,2 — 0,3 толщины основания листа, но не менее 0,5 мм.
Листы с ромбическим рифлением изготавливают с диагоналями ромба (25-30)х(60-70) мм. Конфигурация рифлей и расположение больших диагоналей ромба вдоль или поперек листа устанавливаются изготовителем. Пжяы с чечевичным рифлением изготавливаются с расстоянием между рифлями 20, 25 м 30 мм.
Листовой прокат с чечевичным рифлением А-1-ПВ-СтЗсп2-6х600х6000 TV 14-2-818-88 с катаной кромкой, односторонним рифлением изготавливается из углеродистой стали с химическим составом по ГОСТ 380. Высота рифов на полосе 1,5 мм на расстоянии 40 мм от боковой кромки. Листы изготавливают шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с градацией 50 мм.
По соглашению изготовителя с потребителем допускается изготовление листов других размеров.
В зависимости от назначения листы изготавливаются:
- мерной длины;
- кратной мерной длины;
- мерной длины с остатком не более 10% массы партии;
- кратной мерной длины достатком не более 10% массы партии;
- немерной длины.
Остатком считают листы длиной в пределах немерной, остающиеся при резке на мерные и кратные мерным.
Лист рифлёный производят на предприятиях из углеродистой стали марок БСтО, БСт1, БСт2 и БСтЗ по ГОСТ 8568-77 Рифленый лист- это стальной лист на гладкой стороне которого формируют определённый рисунок Изготовляют рифлёные листы шириной от 600-2200 мм, длиной 1400-8000 мм и толщиной от 2,5-12,0 мм. Рифленый лист изготавливают в листах и рулонах, отличаются они маркой стали, видом рисунка и габаритными размерами листа. На нашем складе имеются рифлёные листы с различной высотой рисунка от 0,5 мм, при этом расстояние между рифлями от 20 до 35 мм. Изготовление рифлёных листов может быть с указанием размеров необходимых нашим потребителям, также с указанием вида рисунка, высотой рисунка.
Применения металлического рифленого листа:
Этот вид листового проката очень часто используют в качестве напольного антискользящего покрытия. Также его часто применяют для изготовления ступеней и настилов, декорации интерьеров, применяют для выставления ограждений по требованиям безопасности.
Лист рифленый, имеет широкое применение. Он используется как напольное покрытие, его структура препятствует скольжению, так же из рифленого листа изготавливают формы для производства железобетонных изделий требующих рифление, например, таких как дорожные плиты.
МеталлТехСервис поставляет со склада лист с рифлениями чечевица и ромб.
Условия поставки Нашей компанией выгодны для клиента по нескольким причинам:
- низкая цена,
- предоставляем услуги резки,
- рубки, сверления.
Данное предложение не является публичной офертой и носит информационный характер. Пожалуйста, уточняйте наличие товаров и цену у менеджеров.
Купить лист рифленый можно одним из следующих способов:
Договор поставки.
Карточка предприятия.
Контактная информация
620102, г. Екатеринбург, ул. Волгоградская, д. 193, оф. 309
Телефоны:
+7 +7 +7
E-mail:
© МеталлТехСервис | Политика конфиденциальности и обработки перс. данных
ГОСТ 8568-77
| ГОСТ 8568-77: Листы стальные с ромбическим и чечевичным рифлением |
Техническиеусловия
Corrugated steel rombic and lentilform steel. Technical requirements
Настоящий стандарт распространяется на стальные горячекатаные с односторонним ромбическим и чечевичным рифлением листы общего назначения.
Сортамент
1.1. Форма, размеры, предельные отклонения и масса 1 м2 листа с ромбическим и чечевичным рифлением должны соответствовать указанным на чертеже 1, 2 и в таблице.
1.2. Рифленую сталь изготавливают в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
1.3. Высота рифлей на листах должна быть 0,1 — 0,3 толщины основания листа, но не менее 0,5 мм. По требованию потребителя листы с толщиною основания менее 5 мм и более должны иметь высоту рифлей не менее 1,0 мм.
1.4. Листы с ромбическим рифлением изготавливают с диагоналями ромба (25-30)х(60-70) мм. Конфигурация рифлений и положнение больших диагоналях ромба вдоль или поперек листа устанавливаются изготовителем.
1.5. По согласованию потребителя с изготовителем разрешается изготовлением листа с другим соотношением диагоналей ромба.Листы с чичевичным рифлением изготовляют с расстоянием между рифлями 20, 25 и 30 мм.
| Чертеж 1 | Чертеж 2 |
Таблица 1
| Толщина основания листа s, мм | Предельное отклонение по толщине листа при ширине, мм | Ширина основания рифлен b мм | Угол при вершине рифлей, град | Длина рифлей, l, мм | Радиус закругления рифлей, R, мм | Расположение рифлей плоскости листа , град | Масса 1 м2 листа, кг | Предельные отклонения по массе,% | |||||
| от 600 до 1000 | cв. 1000 до 1500 | св. 1500 до 2000 | св. 2000 до 2200 | Номин. | Пред откл. | Номин. | Пред откл. | ||||||
| Ромбическое рифление | |||||||||||||
| 2,5 3,0 4,0 5,0 6,0 8,0 10,0 12,0 | ±0,25 ±0,25 +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,8 +0,5 -1,0 +0,6 -1,1 | ±0,25 ±0,25 +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,8 +0,6 -1,0 +0,7 -1,1 | — — +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,9 +0,6 -1,0 +0,7 -1,1 | — — +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,9 +0,6 -1,0 +0,7 -1,1 | 5,0 5,0 5,0 5,0 5,0 5,0 5,0 5,0 | ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 | 28 28 28 28 28 28 28 28 | ±2 ±2 ±2 ±2 ±2 ±2 ±2 ±2 | — — — — — — — — | — — — — — — — — | — — — — — — — — | 21,0 25,1 33,5 41,8 50,0 66,6 83,0 99,3 | ±10 ±10 ±8 ±6 ±9 ±5 ±3 ±3 |
| Чечевичное рифление | |||||||||||||
| 2,5 3,0 4,0 5,0 6,0 8,0 10,0 12,0 | ±0,25 ±0,25 +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,8 +0,5 -1,0 +0,6 -1,1 | ±0,25 ±0,25 +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,8 +0,5 -1,0 +0,6 -1,1 | — — +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,9 +0,6 -1,0 +0,7 -1,1 | — — +0,3 -0,7 +0,3 -0,7 +0,4 -0,3 +0,4 -0,9 +0,6 -1,0 +0,7 -1,1 | 3,6 4,0 4,0 5,0 5,0 6,0 6,0 6,0 | ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 ±0,15 | 45 45 45 45 45 45 45 45 | ±1 ±1 ±1 ±1 ±1 ±1 ±1 ±1 | 24 24 24 24 24 24 24 24 | 30 30 30 30 30 30 30 30 | 45 45 45 45 45 45 45 45 | 20,1 24,2 32,2 40,5 48,5 64,9 80,9 96,8 | ±10 ±10 ±8 ±6 ±5 ±5 ±3 ±3 |
Примечания: 1. Толщина листов с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах. 2. Для листов, прокатанных на станах полистной прокатки, в средней части ширины листа, допускается толщина основания на 0,2 мм выше плюсового предельного отклонения. 3. Ширина основания рифлей b, угол при вершине рифлей , диагонали ромба t1+ t2, угол расположения рифлей на плоскости листа, расстояние между рифлями t, длина рифлей l, радиус закругления рифлей R на готовых листах не контролируются и даны для расчетов при изготовлении инструмента. 4. Масса 1 м2 листа определена по номинальным размерам листов, высоте рифлей, равной 0,2 толщины листа, малой диагонали ромба, равной 27,5 мм, большей диагонали ромба, равной 65 мм. Плотность стали 7,85 г/см3.
1.6. Листы изготовляют шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с градацией 50 мм.
1.7. По соглашению изготовителя с потребителем допускается изготовление листов других размеров.
1.8. Листы по размерам изготовляются: с указанием размеров по толщине в соответствии с размерами, указанными в таблице, и по ширине и длине в пределах, указанных в п. 1.6—форма I;
- с указанием размеров по толщине в пределах, указанных в таблице, без указания размеров по ширине и длине—форма II;
- с указанием размеров, кратных по ширине и длине размерам, указанным потребителем в пределах, установленных в п. 1.6—форма III;
- с указанием мерных размерив в пределах, указанных в п. 1.6— форма IV.
(Измененная редакция, Изм. № 1
1.9. Предельные отклонения по длине и ширине листов — по ГОСТ 19903—74.
1.10. Отклонения от плоскостности — по ГОСТ 19903—74 улучшенной плоскостности.
(Измененная редакция, Изм. № 1).
1.11. (Исключен, Изм. № 1).
1.12. Требования к стали, изготовляемой в рулонах, а также размеры рулонов по ширине — по ГОСТ 19903—74.
Примеры условных обозначений
Лист горячекатаный из стали марки ВСт3сп по ГОСТ 380—71 с односторонним ромбическим рифлением размером 3,0х1000х Х2000 мм, улучшенной плоскостности с катаной кромкой:
Лист ромб К-ПУ-3,0х1000х2000 БСтЗсп ГОСТ 8508—77
То же, с чечевичным односторонним рифлением:
Лист чечевица К-ПУ-3,0х1000х2000 БСтЗсп ГОСТ 8568—77
Рулонная горячекатаная сталь марки БСтЗсп по ГОСТ 380—71 с односторонним ромбическим рифлением размером 3,0х1000 мм, с катаной кроткой:
Рулон ромб К—3,0Х1000 БСтЗсп ГОСТ 8568—77
То же, с чечевичным односторонним рифлением:
Рулон чечевица К—3,0х1000 БСтЗсп ГОСТ 8568—77.
(Измененная редакция, Изм. № 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листы и рулон изготовляют: из углеродистой стали обыкновенного качества марок БСтО, БСт1, БСт2 и БСтЗ (кипящей, спокойной и полуспокойной) по ГОСТ 380—71.
2.2. Химический состав стали должен соответствовать нормам, указанным в ГОСТ 380—71 для группы Б категории I. По требованию потребителей допускается изготовлять листы по II категории группы Б ГОСТ 380—71.
2.3. По соглашению изготовителя с потребителем допускается изготовление листов из стали других марок.
2.4. Листы, прокатанные на станах полистной прокатки, обрезаются с четырех сторон.
2.5. Листы и рулоны, прокатанные на стане непрерывной прокатки, допускается поставлять с катаными продольными кромками. Имеющиеся на кромках зазубрины не должны выводить лист за номинальные размеры по ширине. 2.1—2.5. (Измененная редакция, Изм. № 1).
2.6.На поверхности листов не должно быть прокатных и сли точных плен, раковин-вдавов, раковин от окалины, раскатанных пузырей, трещин и загрязнений. На кромках листов не должно быть расслоений.
2.7. На поверхности листов допускаются рябизна, окалина, ржавчина, отпечатки, отдельные плены, глубина залегания ко- торых не превышает предельных отклонений по толщине.
3. ПРАВИЛА ПРИЕМКИ
3.1. Листы и рулоны принимаются партиями. Партия состоит из листов одного вида рифления. Определение партии по ГОСТ 14637—79.
3.2. Для контроля размеров и качества поверхности от партии отбирают два листа или один рулон.
3.3. При получении неудовлетворительных результатов контроля хотя бы по одному из показателей повторный контроль проводят на выборке, отобранной по ГОСТ 7566—69.
4. МЕТОДЫ ИСПЫТАНИЙ
4 1. Контроль поверхности производят без применения увеличительных приборов.
4.2. Толщину основания листов и высоту рифлей измеряют на расстоянии не менее 100 мм от углов и 40 мм от кромок, Размеры в любой измеряемой точке не должны выводить толщину листа за предельные отклонения.
4.3. Высота рифлей h определяется как разность размеров общей толщны листа S+h и толщины основания листа S.
5.МАРКИРОВКА И УПАКОВКА
5.1. Маркировка, упаковка и оформление документации по ГОСТ 7566-69.
Технические условия по ГОСТ 8568-77
Лист рифленый ГОСТ 8568-77 с ромбическим или чечевичным рифлением производится:
- из углеродистой стали обыкновенного качества
- из углеродистых и низколегированных конструкционных сталей, классифицируемых по пределу текучести – С235, С245, С255, С275, С285, С345, С345К, С440, С590, С590К.
Листы производятся с обеспечением требуемых свойств (для этого прокат может подвергаться термообработке):
- высокой плоскостности (вид которой может оговариваться в заказе)
- с устойчивостью к расслоению.
Согласно ГОСТ 8568 продукция изготавливается с рифлями высотой 0,1 — 0,3 от толщины основания листа, но не менее 0,5 мм:
- ромбическое рифление — с диагоналями ромба (25-30) х (60-70) мм
- чечевичное рифление — с расстоянием между рифлями, равным 20, 25 или 30 мм
Это интересно: Особенности производства и эксплуатации сварных балок
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листы и рулоны изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Листы и рулоны изготовляют из углеродистой стали обыкновенного качества марок Ст0, Ст1, Ст2 и Ст3 (кипящей, спокойной и полуспокойной) с химическим составом по ГОСТ 380
По согласованию изготовителя с потребителем допускается изготовлять листовой прокат без нормирования содержания хрома, никеля, меди.
2.1, 2.2. (Измененная редакция, Изм. № 4).
2.3. По требованию потребителя допускается изготовление листов из стали других марок.
(Измененная редакция, Изм. № 3).
2.4. Листы, прокатанные на станах полистной прокатки, обрезаются с четырех сторон.
2.5. Листы и рулоны, прокатанные на стане непрерывной прокатки, допускается поставлять с катаными продольными кромками.
Имеющиеся на кромках зазубрины не должны выводить лист за номинальные размеры по ширине.
2.4, 2.5. (Измененная редакция, Изм. № 1).
2.6. На поверхности листов не должно быть прокатных и слиточных плен, раковин-вдавов, раковин от окалины, раскатанных пузырей, трещин и загрязнений. На кромках листов не должно быть расслоений.
2.7. На поверхности листов допускаются рябизна, окалина, ржавчина, отпечатки, отдельные плены, глубина залегания которых не превышает предельных отклонений по толщине.
Области применения рифленого листа
Этот металлопрокат применяется в строительстве, промышленности и быту:
- Для наружной и внутренней отделки вертикальных ограждающих конструкций – стен, перегородок.
- На промышленных предприятиях, складских площадях, а также в других местах с повышенной травмоопасностью для устройства переходов, пандусов, смотровых площадок, изготовления ступеней. Такая металлопродукция востребована на таких ответственных объектах, как нефтяные платформы и электростанции.
- В автомобилестроении – для изготовления нескользящих покрытий.
- В дорожном строительстве – для устройства мостиков и переходов.
- Металлоизделия из нержавеющих сталей используются для решения дизайнерских задач в строительстве и архитектуре.
Классификация и особенности среднеуглеродистых марок стали
Применение просечно-вытяжного листа для оборудования лестниц
Размеры, вес и расчет просечно-вытяжного листа
Вес м2 листов по ГОСТ 8568
Для того, чтобы рассчитать стоимость 1 листа, необходимо знать вес изделия требуемого раскроя. Для вычисления воспользуемся данными о теоретическом весе 1 м2 проката в зависимости от толщины листов (эти величины определены в ГОСТ 8568):
| Ромбическое рифление | Чечевичное рифление | ||
| Толщина листа, мм | Масса 1 м2 листа, кг | Толщина листа, мм | Масса 1 м2 листа, кг |
| 2,5 | 21,0 | 2,5 | 20,1 |
| 3,0 | 25,1 | 3,0 | 24,2 |
| 4,0 | 33,5 | 4,0 | 32,2 |
| 5,0 | 41,8 | 5,0 | 40,5 |
| 6,0 | 50,1 | 6,0 | 48,5 |
| 8,0 | 68,0 | 8,0 | 66,9 |
| 10,0 | 83,0 | 10,0 | 80,9 |
| 12,0 | 99,3 | 12,0 | 96,8 |
Лист рифленый ГOCT 8568-77
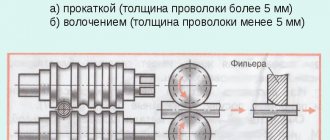
Производство рифленого листа принципиально не отличается от технологии горячекатаного проката; применяются те же прокатные станы, но оборудованные специальными валками с рисунком. В результате прокатки получается листовая сталь, одна сторона которой покрыта рифлением в виде ромбов или чечевицы.
Размерный ряд
Толщина рифленого листа определяется толщиной основного металла в миллиметрах, по толщине лист рифленый бывает высокой точности (А) или обычной (В). Высота рифлей составляет 10-30 % от основания, но не менее 0,5мм. В остальном предельные размеры, общие требования к геометрическим параметрам (соотношению длины/ ширины) и предельным отклонениям для рифленого листа соответствуют требованиям сортамента горячекатаного листового проката по ГOCT 19903-74.
Лист рифленый, вес 1 м2 по ГOCT 8568-77
| Рифление в виде ромба | Рифление в виде чечевиц | ||
| Толщина основания, мм | Вес 1 м², кг | Толщина основания, мм | Вес 1 м², кг |
| 2,5 | 21,0 | 2,5 | 20,1 |
| 3,0 | 25,1 | 3,0 | 24,2 |
| 4,0 | 33,5 | 4,0 | 32,2 |
| 5,0 | 41,8 | 5,0 | 40,5 |
| 6,0 | 50,0 | 6,0 | 48,5 |
| 8,0 | 66,6 | 8,0 | 64,9 |
| 10,0 | 83,0 | 10,0 | 80,9 |
| 12,0 | 99,3 | 12,0 | 96,8 |
Листы стальные с ромбическим и чечевичным рифлением. Технические условия
| Обозначение: | ГОСТ 8568-77 |
| Статус: | действующий |
| Тип: | ГОСТ |
| Название русское: | Листы стальные с ромбическим и чечевичным рифлением. Технические условия |
| Название английское: | Corrugated steel rhombic and lentil form sheets. Specifications |
| Дата актуализации текста: | 06.04.2015 |
| Дата актуализации описания: | 01.06.2019 |
| Дата издания: | 01.09.2004 |
| Дата введения в действие: | 01.01.1978 |
| Дата последнего изменения: | 12.09.2018 |
| Переиздание: | переиздание с поправкой и изм. 1 |
| Область и условия применения: | Настоящий стандарт распространяется на стальные горячекатаные с односторонним ромбическим и чечевичным рифлением листы общего назначения |
| Взамен: | ГОСТ 8568-57 |
| Список изменений: | №0 от (рег. ) «Дата введения перенесена» №0 от (рег. ) «Дата введения перенесена» №1 от (рег. ) «Срок действия продлен» №2 от (рег. ) «Срок действия продлен» №3 от (рег. ) «Срок действия продлен» №4 от (рег. ) «Срок действия продлен» |
| Расположен в: | Общероссийский классификатор стандартов → Металлургия → Продукция из чугуна и стали → Стальной листовой прокат и полуфабрикаты Классификатор государственных стандартов → Металлы и металлические изделия → Сталь углеродистая обыкновенного качества → Листы и полосы Общероссийский классификатор продукции → Прокат черных металлов, готовый, включая заготовку на экспорт → Прокат листовой рядовой и жесть |
| Приложение №0: | Изменение №1 к ГОСТ 8568-77 |
| Приложение №1: | Изменение №2 к ГОСТ 8568-77 |
| Приложение №2: | Изменение №3 к ГОСТ 8568-77 |
| Приложение №3: | Изменение №4 к ГОСТ 8568-77 |
| Приложение №4: | Поправка к ГОСТ 8568-77 |
| Приложение №5: | Поправка к ГОСТ 8568-77 |
Приложения к ГОСТу
Изменение №1 к ГОСТ 8568-77
| Обозначение: | Изменение №1 к ГОСТ 8568-77 |
| Дата введения в действие: | 01.01.1979 |
Текст поправки интегрирован в текст или описание стандарта.
Изменение №2 к ГОСТ 8568-77
| Обозначение: | Изменение №2 к ГОСТ 8568-77 |
| Дата введения в действие: | 01.03.1981 |
Текст поправки интегрирован в текст или описание стандарта.
Изменение №3 к ГОСТ 8568-77
| Обозначение: | Изменение №3 к ГОСТ 8568-77 |
| Дата введения в действие: | 01.01.1988 |
Текст поправки интегрирован в текст или описание стандарта.
Изменение №4 к ГОСТ 8568-77
| Обозначение: | Изменение №4 к ГОСТ 8568-77 |
| Дата введения в действие: | 01.01.1990 |
Текст поправки интегрирован в текст или описание стандарта.
Поправка к ГОСТ 8568-77
| Обозначение: | Поправка к ГОСТ 8568-77 |
| Дата введения в действие: | 01.12.2005 |
Поправка к ГОСТ 8568-77
| Обозначение: | Поправка к ГОСТ 8568-77 |
| Дата введения в действие: | 15.11.2002 |
Что собой представляет лист с ромбическим рифлением
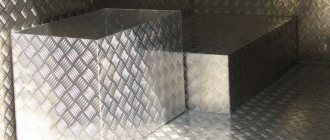
Выпуклости на металлических листах, которые формируют с помощью рифления, – это не метод декоративного оформления, хотя подобная продукция и отличается привлекательным внешним видом. Рифленая поверхность, если сравнивать ее с гладкой, способна обеспечить значительно лучшее сцепление с предметами, которые с ней соприкасаются. Этим свойством, собственно, и определяется основное назначение листов, на которые специально нанесено рифление.
Форма и размеры ромбического рифления
Листы с рифлями в виде ромбов могут производиться в различных типоразмерах, а именно:
- толщина, измеряемая без высоты профиля рифлей, – 2,5–12 мм;
- ширина – 600–2200 мм;
- длина изделий, шаг стандартных типоразмеров которых составляет 50 мм, – 1400–8000 мм.
Самым популярным у потребителей данной продукции является размер 1500х6000 мм.
Допустимые отклонения размеров и массы согласно ГОСТ (нажмите для увеличения)
Рифление на поверхности таких листов представляет собой пересекающиеся линии. Размеры диагоналей ромбов, полученных этими пересечениями, могут находиться в пределах 25–30 и 60–70 мм. Между тем данные размеры не фиксированы, по договоренности заказчика с производителем они могут быть изменены, как и расположение рисунка на поверхности листа.
Лист «Ромб» успешно используется во многих сферах. Из рифленых металлических листов изготавливают элементы лестничных конструкций, мостиков и переходов, ими покрывают пол в промышленных объектах, обустраивают с их помощью эскалаторы в метро и крупных торговых центрах. Кроме того, изделия с рифлением в виде ромбов применяются для армирования полов, из них возводятся стеновые перегородки, изготавливаются емкости, используемые не только в промышленности, но и в сельском хозяйстве.
Декоративные характеристики такого материала делают его пригодным для оформления различных архитектурных конструкций, чем активно пользуются современные дизайнеры. В частном строительстве и для оформительских целей применяются рифленые металлические листы небольшой толщины, а для промышленных объектов приобретают более толстые изделия.
Масса рифленого листа в зависимости от толщины основы
Поскольку рифленые листы «Ромб» изготовлены из металла, их отличает высокая прочность, а если в качестве такого металла используется нержавеющая сталь (что допускается требованиями ГОСТа), то еще и исключительная коррозионная устойчивость. Материал таких листов обладает не только способностью выдерживать значительные нагрузки, но и пластичностью, хорошей обрабатываемостью. Эти характеристики металлических листов с ромбическим (да и с любым другим) рифлением значительно расширяют сферы их применения.
В бытовой сфере рифленые листы «Ромб» также нашли широкое применение. Из них, например, сооружают заборы и различные ограждения, изготавливают ворота и калитки, кожухи и емкости различного назначения.
Между тем следует иметь в виду: если для изготовления конструкций используются рифленые листы из черного металла, их обязательно следует покрывать защитными составами, чтобы они не утратили внешней привлекательности и других характеристик после непродолжительного периода эксплуатации.