ХХI век – это век трубопроводов. Труб для нефте- и газотранспортных артерий требуется много, и одними только бесшовными изделиями не обойдешься. Бесшовные трубы при всех своих многочисленных достоинствах обладают еще и одним очень существенным с точки зрения потребителя недостатком – они дороги в производстве. Между тем, главное достоинство бесшовных труб – способность выдерживать огромные давления – востребована далеко не всегда. Во многих трубопроводных сетях давление в трубах никогда не достигает тех сотен атмосфер, которые делают необходимым использование бесшовных труб. Опять же – технологии обработки металлов не стоят на месте и прочность сварных швов в наше время позволяет сварным трубам держать давление в разы большее, чем тридцать-сорок лет назад.
Поэтому нет ничего удивительного в том, что сварные трубы сохраняют свои позиции и кое-где даже выигрывают в конкуренции с бесшовными. Во всяком случае, сейчас до половины труб больших диаметров являются сварными. Этого уже достаточно для того, чтобы дополнительно разобраться с тем, какими бывают сварные трубы, какие технологии применяются при их производстве и в каких отраслях экономики их можно использовать наиболее успешно.
Стандартизация изделий
Различие здесь обусловлено разными типами ГОСТов, где ВГП-трубы регламентируются государственным стандартом №3262-75, а второй вариант №10705-80 и №10704-91. Именно благодаря этим указаниям, в документах относительно товарной единицы уже можно найти назначение изделия.
Более того, каждый такой сборник требований позволяет сделать изделие качественнее, а срок службы хозяину дольше.
Производство и использование бесшовных труб
Бесшовная, или цельнометаллическая, труба производится из стальной заготовки, в которой проделывается отверстие при помощи специального станка. После такой прокатки изделие прессуют и обрабатывают. По технологии производства цельнометаллические трубы бывают холоднодеформированными, цельнотянутыми и горячедеформированными. Сложный процесс изготовления отражается и на стоимости продукции. Однако бесшовные трубы обладают уникальными качествами:
- Высокой прочностью.
- Отличной устойчивостью к агрессивным средам.
- Длительным сроком службы.
Нефтепроводы – одно из основных мест использования бесшовных труб
По этим показателям цельнометаллические трубы не имеют аналогов. Поэтому их применяют в областях, сопряженных с высокими нагрузками:
- судостроении, вагоностроении, авиастроении;
- транспортировке пара;
- химической промышленности;
- нефтегазовой отрасли;
- строительстве промышленных и гражданских объектов;
- производстве со сложной технологией.
При помощи бесшовных труб можно дополнительно перестраховаться от прорыва трубопровода. Благодаря высокой прочности они не подводят даже в суровых условиях.
Особенности и применение шовных труб
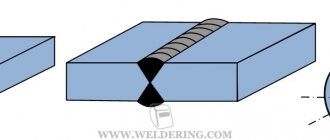
Шовные, или электросварные, трубы производятся из цельнометаллического листа. Ему придается определенная форма, затем края соединяются при помощи сварки. Шов может быть прямым или идти вокруг трубы. Второй вариант считается более прочным. Благодаря электродуговой сварке и современному оборудованию шовные трубы мало уступают в надежности бесшовным.
Электросварные изделия могут иметь даже прямоугольную или квадратную форму, быть любого диаметра и длины. Поэтому их используют во многих сферах, в том числе для:
- Прокладки трубопроводов в многоэтажных домах.
- Установки коммуникаций в коттеджах, частных домах, на дачах.
- Изготовления опорных конструкций в строительстве.
- Создания каркасов для промышленных конструкций.
- Изготовления перекрытий в зданиях.
- Прокладки водопровода и газопровода торговых центров, общественных зданий и других объектов общего пользования.
Шовные трубы широко применяются на производствах, где нет высоких нагрузок
Электросварные трубы используют везде, где не требуется устойчивость к повышенному давлению и агрессивным средам. Это объясняется сравнительно низкой стоимостью данного вида изделий. Кроме того, сварные трубы легко поддаются изгибанию. Это позволяет менять их форму в соответствии с особенностями расположения и текущими задачами.
Габариты и технические характеристики
Основное сходство между трубами здесь одно и заключается оно в наружном диаметре. Остальные компоненты у ВГП и ЭСВ-труб полностью различные, вплоть до диаметра проходного отверстия.
Сортамент ВГП-изделий сильно ограничен и в основном товарные единицы представлены толщиной от 2 до 5,5 миллиметров, а наружный диаметр до 165 мм. В то же время электросварные трубы могут предоставить до 1420 миллиметров в диаметре – им крайне важно выдерживать мощнейшее давление относительно себя.
Технологии изготовления шовных труб
Сегодня есть большой ряд технологий, по которой делают сварные трубные изделия.Очень популярными считаются следующие способы:
- печная сварка;
- электрическая сварка;
- сварка в защитном газе.
Рассмотрим их попеременно.
Печная сварка
Печная отделка
В такой технологии применяются особая заготовка для шовных труб – штрипс. Так называют стальные полосы, из которых делается остаточная продукция.Ее создание выполняется так:
- Штрипса поступает в печь туннельного типа и набирает там температуру около 1300°C;
- Сразу же после выхода из печи части сбоку штрипсы обдуваются воздухом, вследствие чего они прогреваются до 1400°C и чистятся от окалины, что увеличивает качество грядущего шва;
- Дальше, заготовка пропускается через формовочно-сварочный стан. Он придаёт заготовке необходимую форму;
- Выполняется повторная обдувка воздухом, после этого выполняется сваривание кромок штрипсы под воздействием большой температуры и давления;
- Последним шагом работы считается еще одно протягивание изделие сквозь печь и формовочные валики. Это выполняет приобретенный шов очень прочным.
Производство, материалы и способ сборки
Хотя поначалу и кажется, что оба типа оборудования изготавливаются по одинаковому принципу с одними и теми же материалами, а именно углеродистой сталью, но для водогазопроводных труб лучше всего подойдут разновидности с аббревиатурами СП, ПС, КП и так далее. ЭС же вариации задействуют твёрдые сорта стали, устойчивые даже к максимальному механическому воздействию.
По технологии изготовления изделия схожи – ВГП-трубы формируются из листового металла посредством сварки, с добавлением усиленного сварного шва. Аналогичная методика работает и с электросварными конструкциями.
Разновидности электросварной трубы
На область применения электросварных стальных труб также влияет технология изготовления. В зависимости от применяемой методики металлопрокат делится по двум признакам: варианту шва и способу обработки материала. Во всех случаях готовая продукция должна соответствовать ГОСТ 10704-91, 10705-80. Так, согласно нормативным документам диаметр трубы колеблется от 10 до 1420 мм, толщина стенок от 1 до 32 мм, вес от 0,222 до 779,7 кг за 1 погонный метр.
Классификация по типу шва:
- прямой – выполняется параллельно оси по всей длине изделия;
- винтовой – соединение осуществляется в виде спирали.
В обоих случаях сырьем служит листовой металлопрокат в виде ленты нужной ширины, толщины (свернутый в штрипс). Способ формовки зависит от модификации оборудования – прямошовные трубы изготавливаются проще, поэтому они более распространены. Спиралевидный способ сварки применяется чаще при производстве труб большого диаметра.
По марке стали изделия классифицируются на 3 категории:
- СП – «спокойная» сталь, хорошо свариваемая, устойчивая к динамическим нагрузкам;
- ПС – «полуспокойная» сталь, подходящая для несущих конструкций;
- КП – «кипящая» сталь, хрупкая, дешевая, предназначенная для сборки винтовым способом.
По способу обработки материала трубы разделяются на типы:
- холоднодеформированные – формованные без дополнительного нагрева, путем обжимания заготовки механическим способом;
- горячедеформированные – изготавливаемые в условиях повышенной температуры, которая упрощает сгибание «толстой» ленты.
Отдельно учитывается категория с оцинкованной поверхностью. Такие изделия обладают высокой антикоррозионной стойкостью, сложностью при сваривании. Их не рекомендуется сгибать, чтобы не повредить защитный слой. Зато поверхность, покрытую цинком, не нужно окрашивать даже при эксплуатации в условиях повышенной влажности.
Плюсы и минусы изделий
Для больше понимания представим плюсы и минусы в виде списков. Итак, преимущества ВГП-конструкций в следующем:
- Защита от биологических и химических раздражителей;
- Повышенная прочность;
- Легкость.
Из недостатков можно отметить разве что повышенную пропускную способность металла к электричеству.
ЭС-трубы здесь проигрывают по всем параметрам:
- Восприимчивость к коррозии.
- Пониженная прочность.
- Узконаправленная специализация – при задействовании таких труб в неподходящем месте они быстро приходят в негодность.
Но даже так данные изделия имеют повышенную устойчивость к механическим воздействиям и химически инертны, а потому при должном подходе смогут прослужить хозяину долгие десятилетия.
Способы изготовления сварных труб
Изделия трубного проката со швом изготавливают путём холодной или горячей деформации. У горячедеформированных труб стенка толще из-за особенностей применяемого процесса. Это придаёт им дополнительную прочность. Стоимость таких изделий выше, чем у холоднодеформированных. Поэтому они используются на участках, где важна повышенная прочность: на магистральных теплопроводах или в газовых системах. У холоднодеформированных труб более широкий спектр применения.
Перед покупкой трубного металлопроката важно определиться критериями выбора и целью использования. Благодаря новым технологическим решениям, сфера применения электросварных труб становится гораздо шире. Уже сейчас трубопроводы прокладываются даже в неблагоприятных местах: болотах, вечной мерзлоте, кислых почвах.
Области применения электросварных труб и их характеристики
ГОСТ – это нормативный документ, который устанавливает стандарты производственных характеристик товара. Точные размеры труб и возможные отклонения от производства, не влияющие на конечный состав изделий также прописаны в стандарте ГОСТ 10704 и 10705.
Отличие ГОСТ 10704 и 10705 только в том, что второй стандарт предусматривает технические характеристики для изделий, с диаметром от 478 мм и усиленным сварным швом.
Сами по себе, электросварные трубы – одни из самых популярных и востребованных видов трубного проката, которые обладают массой преимуществ.
Преимущества сварного трубопроката
Современная технология сварки позволила добиться высочайшего качества шва, который ничем не уступает по своей прочности цельному металлу. В результате область применения сварных труб значительно расширилась и сегодня они применяются даже там, где еще несколько десятков лет назад можно было использовать исключительно бесшовные аналоги. По сравнению с последними, стальные сварные трубы обходятся значительно дешевле в производстве. Это обусловлено не только самой технологией изготовления, но и значительно меньшими материальными затратами.
В частности, стенки сварных труб значительно тоньше, чем у бесшовных. Это позволяет не только существенно сэкономить на потреблении стали, но и сделать трубы более легкими. Последнее обстоятельство особенно важно в процессе перевозки и монтажа, которые требуют меньшее количество техники и человеческих ресурсов. Наконец, стенки сварной трубы имеют значительно меньшие отклонения по толщине, ведь изготавливаются они из готовой листовой стали, имеющей однородную толщину по всей площади.
Какие существуют виды изделий
Весь огромный океан данного товара регламентирует ГОСТ на электросварные трубы. Для каждой отрасли и направления разработаны свои нормативные документы, но большинство из существующих направлений ориентируется на технические характеристики электросварной трубы по ГОСТу 10704 91.
Ассортимент сварных изделий.
Разновидности шва
Конструкции, которые стыкуются посредством электросварки также не все одинаковые, специалисты разделяют две распространенные технологии соединения, это изделия с прямым и винтовым швом (читайте также статью «Стальные электросварные прямошовные трубы — виды и особенности»).
Технологический процесс, где используется прямой или параллельный шов более рентабельный. Данный вид соединения в плане себестоимости продукции и организации самого процесса производства намного дешевле, чем у конкурентов.
Вызвано это тем, что соединение проходит параллельно оси конструкции в одну линию. Но технические данные таких труб не позволяют эксплуатацию при большом внутреннем давлении и высоких температурах, поэтому они широко используются в строительных технологиях и при производстве каркасов.
Прямошовная линия.
Винтовая или спиралевидная сварка соединений намного более качественная в частности она используется при производстве толстостенной продукции большого диаметра. Большинство магистральных газопроводов и водопроводов оборудовано именно такими трубами. Стык при этом как бы сшивается, потому что сваривающий электрод, движется по сложной спиралевидной траектории.
Также следует отметить, что изготавливаться подобные конструкции могут посредством горячей и холодной формовки. Холодная формовка более распространена, так как этим способом выпускаются тонкостенные конструкции, в результате и вес электросварной трубы получается значительно меньше.
Технологическое оборудование для изготовления продукции горячей формовки требует больших площадей и значительных энергозатрат. Таким способом делаются толстостенные, объемные трубы большого диаметра.
Стан по производству труб.
Важно: технология производства водогазопроводных изделий, сокращенно ВГП, мало чем отличается от электросварных. Формальное отличие ВГП трубы от электросварной, заключается в том, что ВГП трубы используются для монтажа внутренних коммуникаций. А электросварные конструкции распространены на магистральных водо и газопроводах.
Изделия из нержавеющей стали
Нержавеющая сталь вообще и трубы, произведенные из нее в частности, отличаются уникальными эксплуатационными характеристиками. Изготавливается данная продукция исключительно методом горячей формовки. Вызвано это тем, что нержавейка и легированные стали относятся к высокопрочным материалам, без предварительного нагрева качественно гнуть их не получится.
Аргонная сварка своими руками.
Технология сваривания данного материала также отличается от традиционной. Все такие металлы варятся аргонной сваркой. В производственных условиях лист соединяется в специальных камерах заполненных инертным газом, что обеспечивает высокое качество шва.
Горячая формовка с последующей обкаткой и зачисткой позволяет производить высококачественные трубы визуально не отличающиеся от цельнокатаных.
Совет: если есть инструкция по сварке черных металлов своими руками,и при наличии сварочного аппарата операция вполне доступна в кустарных условиях. А вот освоить аргонную сварку нержавейки без толкового наставника и специальной аппаратуры у вас не получится.
Легированные металлы и нержавеющая сталь классифицируется по отдельным нормативным документам. Традиционно используется ГОСТ 9941 81 на нержавеющие электросварные трубы, согласно которому осуществляется аттестация продукции практически на всей территории бывшего союза.
Сварочный шов на нержавейке.
Важно: наряду с выше указанным нормативным документом, также существует ГОСТ 9940 81 на нержавеющие электросварные трубы. Данный норматив регламентирует качество бесшовных конструкций. Шов в них «закатывается» на станах горячей формовки и визуально не виден.
Несколько слов о весе
Такие данные как вес электросварной трубы важны при закупке и транспортировке этой продукции. Кроме того, большая часть торговых организаций специализирующихся на реализации данного товара отпускают его по весу.
В любом документе указывается вес 1 метра электросварной трубы. Данное числовое значение позволяет в короткие сроки рассчитать общую массу всей партии товара или нагрузку на несущие конструкции при монтаже.
Склад готовой продукции.
В сопроводительных документах на товар всегда указываются эти данные. Вес любого изделия зависит от плотности сплава, из которого оно выполнено, геометрии сечения и толщины стенок.
Наиболее простой способ расчета сейчас это использование специальных программ, онлайн калькуляторов, которые быстро выдадут результат. Но если под рукой их не оказалось, то можно воспользоваться таблицами сортамента на данную продукцию, которые можно найти в соответствующем ГОСТе. Если продукция не стандартная, то берется ближайший к искомому параметр.
Если же ситуация тупиковая и у вас нет доступа ни к ГОСТам, ни к интернету, то можно воспользоваться математическими формулами. Так для вычисления веса цилиндрических изделий используется формула, где вес равен (π)3,14*(D – T)*T*L*P.
Где D это внешний диаметр(м); T это толщина стенок(м); L это длина(м); P это плотность сплава (кг/м³) средняя плотность металла берется 7850кг/м³.
Для профильных изделий рассчитывается объем материала по формуле V=A*B*L. Где V это объем (м³); A и B длина сторон (м); L это длина изделия; соответственно умножая A на B, мы получаем площадь сечения. Допустимая погрешность расчетов составляет 12%.
На видео в этой статье дан дополнительный материал по теме.