Необходимость в получении гладкой поверхности, лишенной изъянов, возникает не только в промышленности, при изготовлении различного рода деталей, но и дома. Результат достигается путем механической обработки специальными инструментами, или станками. Шлифование невозможно без вариативного подбора различной оснастки в зависимости от выполняемой задачи: снятие краски и очистка ржавчины перед покраской, подготовка металлической заготовки, заточка лезвий, ножей, топоров, цепей для пилы и дисков, и даже обработка перед нанесением покрытия. Из этого можно сделать вывод, что абразивные шлифовальные диски — универсальный инструмент, активно используемый не только в промышленности, но и домашними умельцами.
Что такое шлифовальный круг?
Его относят к режущей абразивной группе, используемой на одноименных машинках и станках при ручной обработке различного рода деталей, Это придает изделию привлекательный внешний вид, а так же необходимые технические характеристики. В результате механического воздействия исчезают неровности и рельефность.
Поверхность круга пористая, на нее нанесено множество зерен абразива, а также натуральная и искусственная связка.
Основным материалом для производства выступает композит, состоящий из прочной основы, которая равномерно заполнена мелкими режущими зернами. Изначально роль абразива играли твердые песчанки и другие искусственные материалы, но сейчас они полностью заменены искусственными.
Круг состоит из 3 элементов:
- абразивная крупа;
- связка;
- поры.
Связывающий элемент отвечает за безопасность работы. Он необходим для удержания муфты на месте при высоких скоростях. За счет зерен обеспечивается открытая структура шлифовального круга. Это облегчает попадание охлаждающей жидкости в рабочую область, и стружка перемещается из зоны измельчения. Качественные инструменты поддерживают бесперебойное шлифование. Благодаря работе круга на высоких скоростях зерна беспроблемно измельчают тяжелый и прочный материал, показывая точную работу.
Твердые частицы устраняют лишние элементы, эффективно воздействую на поверхность. Допускается обработка покрытия полученного из углеродистой стали, ковкого чугуна, прочной пластмассы, бронзы, цветного металла, стекла и кованого железа.
Шлифовальные круги способны разрезать кирпичи, шифер для кровли, гипсокартон, керамические и бетонные изделия. Они облегчают воздействие на различные поверхности, с их помощью проделывают пазы и сечения необходимой глубины и формы.
Где используют?
Полирование активно используется не только в промышленности, но и в быту. Это обосновано привлекательным внешним видом отполированной поверхности и необходимостью придать определенные технические характеристики. Воздействию подвергаются элементы интерьера, брусковые и щитовые элементы во время подгонки деталей. Особое внимание уделяют степени гладкости поверхности в движущих узлах. Пренебрежение приведет к тому, что оборудование быстро выйдет из строя, так как критически важна хорошая подгонка деталей и минимизация трения.
Прямые шлифовальные диски активно используют при удалении ржавчины и другого рода загрязнений с металла. Абразивные круги для точильных станков упрощают заточку острых режущих инструментов.
Изделие горячо любимо ювелирами, занятыми полировкой драгоценных металлов. Они задействованы в работе с полудрагоценными камнями и поделочными минералами.
Вариативная форма облегчает механическую обработку и шлифовку поверхности криволинейного объекта. Причем сам абразив может выступать в качестве шаблона для профиля обрабатываемой плоскости. Для тонкой шлифовки используют диски с мелким зерном и мягкой связкой. Ими аккуратно воздействуют на деталь для придания необходимого класса чистоты.
Выделяют шлифовальные насадки на дрель. Они выступают незаменимыми помощниками во время ремонтных мероприятий (очистке стен перед укладкой плитки и др.). Установки на электронное точило облегчает удаление с труб ржавчины и старой краски.
К отдельной категории относят круги с хвостиком, они нужны для работы с ручными приводными инструментами, оснащенными зажимными патронами.
Классификация по зернистости
Одна из определяющих характеристик. От нее зависит полученный результат, размер износа, производительность, толщина снимаемого слоя за один прогон. При выборе учитывают требования, предъявляемые к чистоте плоскости и характер шлифовальной операции. С уменьшением размера зерна повышается чистота обработки. При этом снижается скорость работы. Для торцевого шлифования и отделки деталей из меди и латуни рекомендуют использовать крупнозернистые насадки.
Крупнозернистые круги актуальны для:
- плоское шлифование торцом с большой площадью контакта;
- при работе на станках с высокой мощностью и жесткостью;
- отделке материала, который забивает поры круга и засаливает;
- обдирке и предварительной подготовке с большой глубиной резки и удалении больших припусков.
Средне и мелкозернистые используются в тех случаях, когда на первом месте стоит точность обработки:
- при получении шероховатости 0.32 — 0.08 мкм;
- воздействие на закаленную сталь и твердые сплавы;
- финишном шлифовании и доведении оборудования;
- точении.
Описываемая характеристика измеряется в микронах. Выделяют две системы маркировки:
- ГОСТ 3647-80 Советский стандарт, с числовой системой обозначения. Число один соответствует 10 мкм. Другими словами 20 это 200 мкм.
- ГОСТ Р. 52381-2005. Стандарт ориентируется на принятую во всем мире маркировку FEPA. Для обозначения зернистости применяется буква F и определенное число. Величина числового значения обратна размеру абразива. К примеру, F70= 200 — 250 мкм, а F40 равен 400 — 500 мкм.
Виды абразива
Использование материалов регламентируется ГОСТ 28818. Изделие должно быть твердым, иметь низкую теплопроводность, устойчивым к фрикционному износу (суммарное воздействие скорости скольжения и высокого давления), обладать высокой поверхностной твёрдостью.
Указанным выше требованиям соответствуют:
- Электрокорунд на боксите с основой из высокопроцентного оксида алюминия окиси кальция. Для него характерна повышенная твердость, неизменная даже при воздействии высоких температур, которые неизменно возникают в точке соприкосновения с объектом. Такие изделия носят следующую маркировку 12А … 15 А (нормальные), 22А … 25А (белые). Индекс прочности растет с увеличением твердости базового вещества.
- Электрокорунд с карбидовой базой. Наиболее распространено содержание карбидов хрома, титана, циркония и кремния. Маркировка ведет начало от 38А (только цирконий) до 95А (хром и титан). Металлы устойчивы к касательному напряжению среза. Благодаря этому они могут использоваться для снятия верхних слоев детали после термической обработки либо их правки. За счет карбида кремния (52С — 65С) повышается устойчивость к температурным перепадам, как правило, используются при работе с цветными металлами, сплавами и чугуном.
- Сферокорунд. Для его получения раздувают расплавленный оксид алюминия. В результате он приобретает сферическую форму зерна (в электрокорунде они в основном плоские). Абразив получает высокую твердость. Его маркируют обозначением ЭС. Сферокорунд применяют для шлифования материалов повышенного твердости.
- Монокорунд (43А — 45А). Главное отличие от других абразивов заключается в структуре зерна, здесь она монокристаллическая. Особенность положительно отразилась на сроке службы. К недостаткам относят высокую стоимость, так как выращивание монокристаллических зерен — сложный и трудоемкий процесс. К более доступной альтернативе относят агрегатированный монокорунд, полученный при сочетании поли и монокристаллических участков.
Виды связок
Вторая по важности составляющая. От нее зависит область применения. Выступает связующим звеном, препятствующим разрушение абразивной массы. Связка влияет на тип крепления с основой корпуса. В качестве примера можно упомянуть пленочное крепление, которое совместимо только с керамическими и совершенно не подходит бакелитовым.
Выделяют следующие виды:
- Бакелитовая. Для нее характерны высокие полирующие качества, Из недостатков отмечают низкую устойчивость к агрессивной химической среде и ограничения в скорости вращения (для ручных машинок). Инструмент с бакелитовой связкой тяжелый и подходит для работы с металлом. Основная сфера применения финишная отделка. Допускает плоское шлифование и заточку.
- Керамическая. Наиболее популярная группа. Ее компоненты имеют неорганическое происхождение (глина, кварц, песок и др.). Перед добавлением компоненты измельчают. На выходе получают жесткий, но хрупкий круг. Небольшой вес позволяет разогнать изделие до больших скоростей, но его нужно беречь от изгибающих нагрузок, так как она имеет низкий коэффициент сопротивления механическому воздействию. Получила превосходящие конкурентов огнеупорные качества. Химическая устойчивость на достойном уровне. Хорошо сохраняет профиль кромки.
- Магнезиальная и силикатная. Низкая прочность компенсируется минимальным выделением тепла при эксплуатации. Группа чувствительна к охлаждающим жидкостям.
- Вулканитовая. Основой стал синтетический каучук, прошедший термическую обработку. Другими словами, он прошел процесс вулканизации. Из-за плотной структуры выделяет повышенное количество тепла. Нуждается в периодических перерывах, иначе размягчиться до такой степени, что пострадает результат. Неукоснительной соблюдение норм эксплуатации гарантирует безупречный итог. Учитывая данное обстоятельство, связка востребована при финишной отделке сложных фигурных плоскостей и в профильном шлифовании. Покупка выльется в ощутимые финансовые потери.
- Металлические. Востребованы для проведения отделки сверхтвердых сплавов.
Тип жидкости для шлифовальных кругов
Оказывает существенное влияние на финишный результат. Ими смазывают круг, и тем самым уменьшают количество рассеиваемого тепла.
Другими словами, жидкость необходима для охлаждения, так как при нагреве происходит искажение. Кроме того снижается трение между оснасткой и сколом. Снижение нагрузки повышает качество отделки. И самая очевидная функция охлаждающей жидкости заключается в поддержке рабочего места в чистоте.
- Синтетическая. В составе отсутствует минеральное масло. Содержат ингибиторы коррозии и смачивающие вещества. Они беспроблемно растворяются в воде и формируют прозрачный слой. Смазывающие и охлаждающие качества на надлежащем уровне, способствовали задействованию данной группы в обслуживании станков.
- Эмульсионные. Симбиоз двух жидкостей, которые не растворяются друг в друге. В составе содержится от 30% до 70% минерального масла с ингибиторами коррозии и смачивающими веществами. Жидкости представлены не прозрачными растворами молочного цвета.
- Полусинтетические. Смесь синтетических и натуральных эмульгаторов. При растворении в воде группа образует полупрозрачную консистенцию. Содержат 10% — 30% минерального масла антикоррозийных ингибиторов и смачивающих веществ.
На выбор охлаждающей жидкости влияет специфика инструмента, способ резки. Отдельное внимание необходимо уделить используемой воде и ее жесткости. Важно определить степень загрязнения поверхности и фильтрационную систему.
Твердость
Характеристика определяет возможность зерна сохранять свою форму под воздействием внешних факторов. Со снижением возрастает скорость разрушения абразива. Зерно должно полностью отработать свой ресурс. После этого выпасть и открыть следующий слой абразива. Наиболее распространено оборудование со средними показателями твердости. Но на выбор влияет тип используемого инструмента и материал, который нужно подвергнуть отделке. От решения зависит качество работ. Недостаточный уровень приведет к быстрому износу оснастки, чрезмерная твердость негативно отразится на отделываемой поверхности, возникнут трещины, прожоги и сколы.
Маркируются следующим образом:
- М — мягкие;
- СТ — средне твёрдые;
- Т — твердые;
- ЧТ — чрезвычайно твердые.
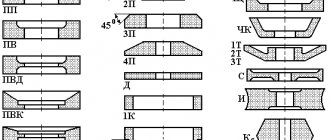
Форма
- Плоские круги прямого профиля (ПП1). Основная сфера применения затачивание. В качестве рабочей поверхности используют, как правило, торец. Они актуальны для круглой, наружной, внутренней, бесцентровой шлифовки и плоской обработки периферией круга.
- С кольцевым профилем. Имеют расширенный торец. Техническая особенность повысила зону обработки. Выполняет схожие задачи.
- С двусторонним коническим профилем. Форма облегчает отделку различного рода выемок. В частности актуальны для шлифования зубьев, шестерен и резьбы.
- С двусторонней выточкой. Помешает предмет в зажимные фланцы. За счет этого его не только шлифуют, но и подрезают торец. Востребованы при бесцентровом шлифовании.
- Цилиндрические и конически круги-чашки. Подходят для затачивания и плоского шлифования. Формой схожи с кругами прямого профиля, имеющими коническую выточку. Различие заключается в торце, размещенном под прямым углом к плоскости.
- Тарельчатые. Специфическая конфигурация и небольшой размер торца сделали группу востребованной для заточки и доводки передних граней, зубьев долбежных инструментов.
Какие бывают?
- На липучке. Изготовлен из шкурки на велкро-основе. Она закреплена на опоре с самоклеящейся подложкой. Фактура востребована в дерево-, металлообработке, ремонте, строительстве и считается расходным. Минимальный размер составляет 125 мм. Зернистость вариативная. Она маркируется различными цветами (коричневый — дерево и металл, синий — нержавейка, черный — минералы). Классический набор включает войлочные, полировочные и шлифовальные образцы. Благодаря этому возможна отделка практически любой поверхности. Устанавливают на болгарки, эксцентриковые шлифовальные машинки и ручные дрели.
- Лепестковые. Узкоспециализированная группа, получившая наждачную основу. Имеет одноименную форму, в основном прибегают к обработке деревянных плоскостей. С его помощью выполняют первичную и шлифовальную полировку. Выполнены в форме веера. Конструкция придает повышенную износоустойчивость. Хватает для обработки до 10 км2.
- Фибровые. Основу получают при обработке целлюлозы. Используют для зачистки сварочных швов, брызг, обрабатывают сталь, цветные и черные металлы.
- Алмазные. Для группы характерен оптимальный баланс хрупкости и прочности с впечатляющим рабочим запасом. Используют для взаимодействия с твердосплавными материалами, керамикой, драгоценными и поделочными камнями.
Какие характеристики указаны на шлифовальном круге?
- Аббревиатура завода изготовителя.
- Материал, из которого изготовлен абразивный круг.
| Материал | Наименование | Характеристики |
| 13А, 14А, 15А, 16А | электрокорунд нормальный | Цвет материала – розовый, красный, коричневый. Достаточно мягкий, не нагревается при работе |
| 23А, 24А, 25А | электрокорунд белый | Более твердый, но при этом хрупкий. Высокие абразивные свойства |
| 32А, 33А, 34А | электрокорунд хромистый | Высокая производительность при шлифовке |
| 37А | электрокорунд титанистый | Главное свойство – повышенная вязкость. Применяется при работах с большой толщиной съема обрабатываемой поверхности |
| 38А | электрокорунд циркониевый | Самая высокая прочность среди электрокорундов. Способен выдерживать сильное давление на инструмент, особенно при проведении обдирочных работ |
| 43А, 44А, 45А | семейство монокорундов | Очень прочные зерна с острыми выступающими кромками. Применяются для шлифовки прочных сплавов |
| 53С, 54С | черный карбид кремния | Высокая механическая прочность. Нашел применение при обработке чугуна, стекла, цветных металлов. Практически не изнашивается |
| 62С, 63С, 64С | зеленый карбид кремния | Область применения – заточка твердосплавного режущего инструмента, в том числе победитовых напаек. Полировка керамики |
Зернистость (шероховатость) абразивного материала в соответствие с ГОСТ Р 52381-2005 или FEPA (ISO 8486) по европейской системе сертификации. Маркируется в очень широких пределах. Самое мелкое зерно F220 соответствует размеру 50 микрон. Среднее зерно F46 – 400 микрон. Крупное F4 измеряется миллиметрами.
Твердость шлифовального круга по ГОСТ Р 52587-2006, то есть способность зерна удерживаться в связке. Имеет взаимоисключающие свойства. Такой диск меньше изнашивается, но сильно греет заготовку, вплоть до т.н. «прижогов».
Мягкий – щадяще относится к материалу, но быстро теряет форму и требует частой правки. Классифицируются круги по твердости латинским рядом алфавита, по возрастанию:
- F, G, H, I, J – мягкие
- K, L, M, N – средние
- O, P, Q, R, S – твердые
- T, U, V, W, X, Y, Z – очень твердые
Структура материала (плотность абразива по отношению к объему круга). Чем выше значение – тем меньше плотность, а соответственно теплоотделение. Обозначается не всегда.
- 0, 1, 2, 3, 4 плотность 68-54%
- 5, 6, 7, 8 плотность 53-48%
- 9, 10, 11, 12 плотность 44-38%
- 13, 14 и больше плотность 36-34% и меньше
Основные типы материала связки. На самом деле, связующих материалов гораздо больше, но в массовом производстве абразивных кругов применяются не более трех.
- V – керамическая связка
- B – бакелитовая связка
- R – вулканитовая связка
Геометрическая форма круга. Например: ПП – прямой профиль, ПВК – с конической выточкой, ЧК – чашечный конический. Форма круга очевидна, поэтому данный тип маркировки не столь существенен.
Также производитель может указать геометрические размеры, где особенно важен диаметр посадочного отверстия, и максимальную скорость вращения круга.
О типах и видах образивных кругов подробно в этом видео
— Чем ножи точишь? — У меня алмазные бруски! — А-а, не знаешь, наверное, что не для каждого ножа они подходят…
(Из разговора с кузнецом)
Быстро поправить заточку ножа на охоте или рыбалке, или вывести режущую кромку на вновь изготовленном или напрочь загубленном ноже – с помощью алмазного бруска ты сделаешь это легко и просто. Лишь два условия…
- Ты правильно выбрал алмазный брусок под свои задачи.
- И освоил начальную технику правки и заточки на алмазах.
Об этом и поговорим. В статье не будет никаких сложных терминов и понятий, например, «осаждение алмазного абразивного порошка на стальной поверхности бруска с помощью эпоксидного компаунда» или «удержание алмазов с помощью электролитически осаженного никеля»)). Нет, я не про это сегодня.
Задача данного материала научить выбирать алмазный брусок под свои потребности и пользоваться им в случае возникшей необходимости.
А чтобы придать нашей беседе легкость, посмотри шуточное видео, которое мы специально сняли для этой цели. Да, это видео именно про алмазные бруски.
ВИДЕО: Алмазные бруски. Главное не увлекаться))
Ну, а теперь продолжим. Что есть «алмазный брусок»? Обычно, это пластмассовая или алюминевая основа, на которой закреплены две металлические пластины, на которые с помощью химических методов посажены и удерживаются абразивные алмазные зерна.
Читать также: Размеры дымогенератора для холодного копчения
Рис. 1 Структура алмазного двухстороннего бруска для заточки и правки ножей
Огромное достоинство алмазных брусков заключается в том, что даже «бывалый» брусок, видавший не один десяток ножей остается абсолютно плоским. «Какие еще достоинства у этих брусков?», – спросишь ты.
Алмазные бруски: достоинства
- Зерна алмазного абразива имеют более острые грани по сравнению с другими абразивами и не изменяют своей формы в процессе работы.
- Алмазные бруски не хрупкие, от удара они не расколются, как, например, природные или искусственные камни для заточки.
- Заточка на алмазных брусках не требует специального масла – достаточно слегка увлажнить его водой.
- Алмазный брусок не засорится при заточке частичками обрабатываемой стали ножа. Для очистки бруска достаточно прополоскать его в воде и протереть насухо ветошью или фиброй.
- Алмазные бруски стачивают сталь очень быстро. Это позволяет сохранить рабочую поверхность (длину) бруска более длительное время по сравнению с керамикой или природным абразивом.
Но не спеши бежать в магазин или сёрфить в интернете по части покупки алмазного бруска. У этих брусков есть два недостатка, которые для тебя, возможно, важны:
Алмазные бруски: недостатки
- Эффективное стачивание стали ножа в процессе заточки на алмазных брусках, в неумелых руках может привести к неисправимому повреждению лезвия.
- И второй недостаток — это «цена». Да, алмазные бруски несколько дороговаты по сравнению с природными абразивами, так как технология производства хороших (читай фирменных, марочных) алмазных брусков довольно дорога. И цены начинаются, как правило, от 800 рублей (02.11.2016 г.). Видел дешевле? Обходи такой брусок стороной! Через 5-10 заточек он будет лысый – придется выбросить, а ты ведь этого не хочешь?
Руки твои мы сейчас поправим)) – об этом ниже. А второй недостаток «цена» исправить более проблематично. Тут уж все в твоих руках. Извини за каламбур.
Алмазные бруски: обозначение и маркировка
Но сначала научимся выбирать алмазный брусок. Видел их обозначение? Смотри: 2500/2000, 2000/1600, 1600/1250, 1250/1000, 1000/80, 800/630, 630/500, 500/400, 400/351, 315/250, 250/200, 200/160, 160/125 , 125/100, 100/80, 80/63, 63/50, 50/40 , 40/28, 28/20, 20/14, 14/10 , 10/7, 7/5, 5/3, 1/0 .
Растерялся? На самом деле ничего сложного. Обозначения эти приняты по ГОСТ 9206-81 (алмазы) и делятся на:
- 12345 — Алмазные бруски для ремонтных работ связанные с интенсивным съемом металла, а именно, восстановление и изменение формы и профиля клинка и режущей кромки.
- 12345 — Алмазные бруски для удаления следов обдирочных операций, шлифовке и основных работ по заточке, а именно получение заданных параметров клинка и режущей кромки.
- 12345 — Алмазные бруски для удаления шлифовки поверхности клинка, чистовая заточка и доводка режущего инструмента.
- 12345 — Алмазные бруски для правки режущих кромок, полировки поверхности.
Уже легче? А маркировка расшифровывается так, например, «125/100» означает, что на данной стороне бруска присутствуют алмазные зерна минимум 100, максимум 125 микрон.
Обычно на брусках (на обеих сторонах) производитель ставит клеймо, которое указывает на его зернистость. Вот такое:
Рис. 2 Маркировка алмазного бруска
Учитывая, что речь идет про двухсторонние алмазные бруски, то сам понимаешь, что одна сторона предназначена для более грубых операций по заточке, другая для правки и полировки режущей кромки.
«Круто! Один алмазный брусок для двух операций!» — воскликнешь ты.
Да, так и есть, «два в одном». Как правило, зеленоватая сторона бруска грубее, а коричневая – тоньше. Если маркировки нет, можно ощутить это тактильно ногтем, либо взять лупу и ощутить это уже визуально.
Универсальный алмазный брусок
А теперь, послушай совет бывалых. Алмазный брусок у которого одна сторона маркирована значением «100/80», а вторая «50/40» перекрывает 99% заточных операций. Поверь, этого бруска будет достаточно!
Мало опыта в заточных операциях или нет надобности выводить режущую кромку до строгания волоса? Покупай именно этот брусок! Он всегда будет с тобой. Клади его в рюкзак при выходе «на природу», бери его с собой на охоту и рыбалку – универсальный алмазный брусок придаст остроту твоему ножу в процессе работы по разделке туши кабана, богатого улова или при нарезке продуктов на кухне.
Изготавливаешь ножи самостоятельно? Или затачивать ножи твоё хобби? Пользуйся нашей «Таблицей абразивов» чтобы подобрать алмазные или другие бруски под свои потребности.
Рис. 3 Таблица абразивов поможет ориентироваться тебе при выборе заточного материала под свои потребности
Скачай её с большим разрешением по этой ссылке.
Как точить на алмазных брусках?
C выбором алмазного бруска более-менее разобрались. Если что, то пиши мне на почту. Помогу советом. Приступим к «правке рук», а именно грамотной заточке на алмазных брусках. Правила здесь просты и неукоснительны. Перечислю сразу все:
- Перед заточкой смочи алмазный брусок водой. Можно капнуть на брусок каплю моющего средства, например, Fairy (не реклама).
- В процессе заточки, через каждые 15-20 движений смывай образовавшуюся эмульсию с бруска под струёй воды и продолжай.
- Устал? Решил перекурить? Положи на время брусок в тазик с водой.
- Когда правишь нож, то не держи брусок в руках. Лучше положи его на деревянную дощечку с небольшим упором, чтобы брусок не скользил по ней.
- Допускается держать брусок в руке при правке ножа в походных условиях. Но береги пальцы! Даже если твой нож затупился, он все еще сможет нанести тебе сильные порезы на пальцах.
- При заточке старайся использовать всю поверхность бруска, а не точить нож по одному краю или по середине бруска. В этом случае алмазный слой на бруске будет стачиваться равномерно.
- Не нужно сильно нажимать на нож в процессе заточки – это, пожалуй, самое главное правило! При сильном нажиме ты будешь выламывать кристаллики абразива из поверхности камня, что есть не очень хорошо. И можно просто загубить дорогой алмазный брусок.
- Последнее правило наиболее актуально для нового (вновь приобретенного) алмазного бруска, который тебе сначала предстоит «обкатать» или притереть.
- Запомни, что новый алмазный брусок поначалу снимает сталь более агрессивно, но начинает терять эту агрессивность с каждым заточенным ножом. Это нормальное явление. После заточки 5-10 ножей алмазный брусок дойдет до своей расчетной кондиции и будет служить, и радовать тебя долгие годы.
Читать также: Какой коннектор нужен для интернет кабеля
А теперь приступим к практике. Не буду рассказывать про то как выводить режущую кромку изначально, на только что изготовленном ноже. Про это много написано на различных ножевых формах. И есть специальные приспособления. Но если ты пришел к этому, то скорее всего уже разбираешься в заточке на алмазных и других камнях.
А если лишь осваиваешь азы, то видео, о том, как поправить заточку ножа на алмазном бруске, будет для тебя кстати. Смотри:
ВИДЕО: Правка ножа на алмазном бруске
Где купить алмазные двухсторонние бруски?
Понравилась статья? Почерпнул из неё что-нибудь полезное?
Переходим к покупке! Вот ссылка на раздел интернет-магазина, где продаются алмазные бруски. И не просто бруски, а алмазные бруски хорошего качества (марочные, фирменные) и российского производителя. Все они проверены не только нами, но и сотнями покупателей, которые ни разу не высказали о них негативного мнения. Почитай отзывы на страницах этих товаров:
Алмазные бруски в интернет-магазине Златоустовские ножи
P.S. Заметил что алмазные бруски двух размеров? 200х35х10 и 120х35х10. Лично рекомендую взять размер побольше. Почему? Просто удобнее точить! Бруски небольшого размера удобнее брать с собой в поход или на охоту из-за небольшого веса и размеров. А если точишь дома, то на большом бруске делать это более комфортно.
P.S.S. Помнишь выдержку из разговора с кузнецом в начале статьи? Так вот, знающие люди не рекомендуют применять алмазные бруски для заточки и правки ножей из литого булата.
Связано это с тем, что … (скоро напишу).
Ножи из других сталей смело точи на алмазах! Удачи!
Ремень кожаный для правки Spannstreichriemen Böker, Германия
Натяжной двухсторонний ремень из бычьей кожи для окончательной правки режущей кромки
Бланк шириной 25 мм для точильных брусков (для станков типа Apex), Россия
Широкий бланк для камней, для использования в точильных системах типа Apex
Брусок полировальный замшевый, для станков типа Apex V >
Замшевый брусок для полировальных паст
Брусок полировальный кожаный, для станков типа Apex V >
Кожаный брусок для полировальных паст
Насадка Blade Grinding Attachment для эл.станка Knife & Tool Sharpener Ken Onion Edition Work Sharp, США
Насадка для станка Knife & Tool Sharpener Ken Onion Edition облегчает и ускоряет работу
Набор шлифлент (из 6 шт.) для эл.станков Sharp Knife & Tool Sharpener Work Sharp, США
Набор абразивных лент разной степени зернистости
Шлифленты P80 (6 шт.) для эл.станков Sharp Knife & Tool Sharpener Work Sharp, США
Набор абразивных лент крупной зернистости
Шлифленты P220 (6 шт.) для эл.станков Sharp Knife & Tool Sharpener Work Sharp, США
Набор шлифовальных лент средней зернистости
Шлифленты P6000 (6 шт.) для эл.станков Sharp Knife & Tool Sharpener Work Sharp, США
Сменные абразивные ленты малой зернистости
Набор шлифлент (P120,X65,X22,X4,12000) для насадки Work Sharp Knife & Tool Sharpener Ken Onion Edition, США
Для исправления режущей кромки, заточки и окончательной доводки любого режущего инструмента
Шлифлента P120 для эл.станков Sharp Knife & Tool Sharpener Work Sharp, США
Высококачественная шлифлента крупной зернистости
Алмазная шлифлента P180 для эл.станков Sharp Knife & Tool Sharpener Work Sharp, США
Алмазная шлифлента грубой зернистости для заточки керамических ножей
- 1 из 6
- ››
Как выбрать?
Перед тем как приступить к выбору, необходимо определить возможности точильного станка. Речь идет о мощности, рабочих оборотах и возможна ли их регулировка. Необходимо выяснить, насколько важна охлаждение и смазка. Нарушение рекомендаций изготовителя приведет к тому, что абразив быстро потеряет свои качества, и обрабатываемый объект будет испорчен.
Тщательного внимания заслуживают следующие параметры.
- Зернистость. Зависит от характера выполняемых работ и поверхности. Аккуратная и точная обработка потребует изделия со средней и мелкой зернистостью. Когда речь идет о черновой отделке объекта, взаимодействии с материалами, которые порами засоряют поверхность, прибегают к крупнозернистым оснасткам. Чем меньше размер зерна, тем медленнее продвигается операция.
- Диаметр. Параметр должен соответствовать режущему инструменту. Универсальные изделия получили диаметр 125 — 150 мм. Они легкие и помогают в решении различных бытовых задач. Отдельного внимания заслуживает изучение параметров посадочного отверстия. Стандартными значениями считают 22 и 32 мм. Для дрели актуально 10 мм.
- С каким материалом работают. Важно убедиться в соответствии абразива отделочному материалу. Соответствующая информация представлена рисунками (камень, бетон, керамика, металл и др.) на изделии. Круги могут быть универсальными.
- Скорость вращения. Характеристика должна превышать максимальные допустимые показатели шлифовальной машинки. Она варьируется от 50 до 100 м/с. Маркируют различными цветами (зеленая 100 м/с, красная 80 м/с, желтая 63 м/с).
- Толщина. Стандартные размеры варьируются от 1 до 5 мм. Она влияет на скорость и точность среза. Тонкий диск качественно и быстро режет, но быстро приходит в негодность. При взаимодействии с твердыми металлами они гнутся и ломаются.
- Тип связки. Она определяет характер выполняемых работ и долговечность. Каждая группа хорошо себя раскрывает при выполнении определенных задач.
- Класс неуравновешенности. Влияет на сбалансированность. Тщательное перемешивание зерен и связки исключит на поверхности существования тяжелых и легких участков. Сбалансированный диск вращается равномерно и хорошо отделывает поверхность. Характеристика влияет на срок службы. Выделяют 4 класса неуравновешенности (1-й считают самым точным).
- Твердость. Самыми распространенными считают со средним показателем. Выбор зависит от материала и инструмента.
- Плотность круга (структура). Она указывает на расстояние между двумя зернами. Выделяют:
- закрытая — для металлов и агрессивного шлифования;
- полуоткрытая — цветные металлы, ЛКМ, пластик;
- открытая — отделка дерева.
Сфера потребления алмазных кругов и классификация
Заточные круги алмазные по назначению пользуют для заточки пил изготовленных из твёрдых сплавов, с их помощью выполняют доработку напаек, они незаменимы при заточке токарных резцов и т. д. У них мелкая структура, позволяющая выполнить отделку обрабатываемого изделия, что невозможно сделать, используя рядовой стандартный абразивный наждак. Диски шлифовальные разных видов, типов алмаза и зернистости на механических и органических связках используют для доработки и заточки токарных резцов, фрез и других приборов из твердого сырья. Российский рынок алмазных кругов представлен изделиями разнообразной формы:
Читать также: Что такое такт двигателя внутреннего сгорания
Какой диск применять в каждом конкретном случае, нужно определять индивидуально, исходя из предлагаемой заготовки, поверхности, площади и технологичности. Если для дисковой пилы нужен круг тарелка, которая благодаря острому краю может работать между зубьями, то для ножа более подходящим будет прямой профиль или чашка. Чтобы вернуть первоначальные качества токарных резцов, сверл и других приборов необходимо использовать надежные точила.
Формы алмазных дисков
Заточные круги различают и по зернистости:
- 100/80 – мелкая фракция;
- 125/100 – средняя;
- 160/125 — крупная;
- 200/160 – более крупная;
Изделия с мелкой зернистостью используют для завершающей доводки токарных резцов, ножей, лезвий и т. п. Используя изделия со средним звеном можно добиться нужной остроты режущей части приспособления. Крупная структура зерна позволяет, например, снять часть металла и выровнять режущую часть детали. Изделия с мелкой и средней зернистостью наиболее распространены, ими пользуются и в быту.
Точильный диск различают по диаметру (125–300 мм). Поэтому подбирать его нужно исходя из размера имеющегося точила. Немаловажной считается в таких изделиях толщина и ширина алмазного слоя. Широкий слой позволит удобно обработать деталь приличной площади или большого диаметра сверло, кроме того, износ алмазного покрытия будет продолжительным.
Алмазные круги для заточки универсальны, именно они могут реставрировать режущие возможности вышедшего из работы продукта, а после выполнения этой процедуры вернуть в технологический процесс. Его употребляют для заточки концевых и дисковых фрез, резцов, сверл разного диаметра, такой инструмент после обработки отличается достойными режущими способностями и точностью.
Отличительной чертой такого заточного круга считается наличие на рабочей части мелкой фракции алмазного зерна, доказано практикой, что он способен выполнить точную отделку режущей части резца, пластины, ножа и других инструментов. В зависимости от цели применения делается выбор алмазного круга для заточки. Для финишной доработки практикуют использование точила прямого профиля.
Лучшие абразивные и шлифовальные круги на липучке
Hanko DC341.150.15.0120 150 мм
Получил полиэфирную подложку высокой прочности и устойчивую к износу. Абразивом стал оксид алюминия, связующим веществом — минеральные смолы. Оснастка гарантирует хороший результат. Скорость резки значительно превосходит конкурентов на бумаге. Допускается установка на эксцентриковые шлифовальные машинки.
Hanko DC341.150.15.0120 150 мм
Достоинства:
- крепление Velcro липучкой;
- влагоустойчивость;
- пылеотталкивающее покрытие;
- эксплуатация длительное время;
- возможна отделка дерева, металла и ЛКМ;
- сделано в Корее.
Недостатки:
- быстро перегревается.
ЗУБР 3592-180-H11 180 мм
Набор Эксперт от отечественной компании Зубр используются для предварительного, промежуточного и финишного шлифования. С его помощью отделывают деревянные, металлические изделия, а также лакокрасочные, хромированные и никелированные плоскости. Главная особенность комплекта заключается в уникальной перчатке с анатомическим строением 10 насадками на липучке.
ЗУБР 3592-180-H11 180 мм
Достоинства:
- длительная эксплуатация;
- ортопедическая перчатка повышает качество обработки;
- возможна ручная полировка автомобиля в труднодоступных местах;
- полиуретановая насадка для сбора воды на плоскостях со сложным рельефом.
Недостатки:
- диаметр 180 мм;
- шкурки диаметра 150 мм практически невозможно найти.
Hammer 227-001 125 мм
Продукт от известной компании, не нуждающейся в представлении. Она себя зарекомендовала с положительной стороны, занимаясь выпуском оснастки на протяжении не одного десятка лет. За это время завоевала авторитет надежной фирмы с качественной продукцией высокого уровня.
Новая опорная тарелка продолжает устоявшиеся традиции. Она изготовлена из пластика высокой прочности. Крепление осуществляется стандартным хвостовиком М14. Модель дополнительно укомплектована переходника со штифтом для дрели.
Hammer 227-001 125 мм
Достоинства:
- удобный переходник на зажимной патрон;
- надежное крепление;
- быстрая установка;
- не люфтит.
Недостатки:
- при продолжительных нагрузках быстро выходит из строя.
Лучшие лепестковые абразивные и шлифовальные круги
MESSER 80х50х6 Medium
Модель ориентирована на прямые шлифовальные машинки, цанга 6 мм. В качестве абразива использован электрокорунд. Он хорошо себя раскрывает при зачистке и матовой тонкой обработке нержавеющих и легированных сталей, бронзы, меди и алюминия.
MESSER 80х50х6 Medium
Достоинства:
- максимальная скорость вращения — 4800 об/мин;
- простое взаимодействие с криволинейными плоскостями и резьбовыми соединениями;
- вариативная зернистость (100, 180, 320);
- сделано в России.
Недостатки:
- диаметр — 80 мм.
Bosch X781
«Целевой аудиторией» изделия выступают угловые шлифовальные машинки. Одно из лучших решений для воздействия на нержавеющую, листовую и обычную сталь, а также чугун. Производительность на должном уровне поддерживает керамический корунд повышенной чистоты. Роль связующего вещества выполняет синтетическая смола и прочная Х-ткань. Абразив использует прокладку из стекловолокна.
Bosch X781
Достоинства:
- само затачиваемый керамический абразив продлевает срок эксплуатации;
- угловое исполнение облегчает отделку кромок, сварных швов и шлифовки плоскостей с углом 15 — 25;
- диаметр — 120 мм;
- малый вес.
Недостатки:
- не распространен на прилавках (быстро раскупают).
DRONCO 5211384
Изготовлен из хлопка и полиэфира. Такое сочетание придало гибкость, устойчивость к износу и долговечность. Изделие справляется со своей задачей довольно быстро. Основанием стала стеклосетка Выдерживает большие нагрузки и обеспечивает равномерное стачивание. Не оставляет следов.
DRONCO 5211384
Достоинства:
- возможна декоративная отделка;
- частота вращения 13280 об/мин;
- превышает износоустойчивость конкурентов 3 раза;
- надежная фиксация;
- немецкое качество.
Недостатки:
- перегревается.
Сравнение шлифовальных кругов для УШМ: КЛТ, фибра и зачистка
Сравнение шлифовальных кругов для УШМ: КЛТ, фибра и зачистка. Эксплуатационные свойства и оптимизация выбора.
Угловая шлифовальная машинка (УШМ) относится к такой категории ручного электроинструмента, без которого уже невозможно представить деятельность человека.
Многофункциональность и универсальность УШМ позволила значительно ускорить и облегчить выполнение операций, которые раньше выполнялись с использованием брусков, напильников, ножовок, рубанков и т.д. Понятно, что УШМ имеет ограниченное применение в индустрии, только на заготовительных и вспомогательных операциях, но на небольших предприятиях, в строительстве и быту они незаменимы. Преимущество УШМ в том, что с помощью нее выполняются работы по резке и шлифовке любых материалов посредством одного устройства. При выполнении большого количества операций достаточно правильно выбрать нужный инструмент, чтобы добиться желаемого эффекта.
Наиболее широко УШМ используется на операциях отрезки заготовок. Достаточно универсальный тип абразивного инструмента — отрезной круг в рамках назначения (что режет), геометрических размеров и производителя не вызывает особых сложностей для пользователя. По назначению отрезные круги в стандарте классифицируются в двух эксплуатационных исполнениях: металл-неметалл. Критериев качества, основных, тоже немного: высокая производительность, низкий расход и безопасность.
Спектр шлифовальных операций с использованием УШМ более многогранен. Кроме того, для выполнения типовых операций предлагаются различные виды абразивного инструмента, как жесткого (зачистные круги), так и гибкого (лепестковые круги и фибровые диски). Пользователю, не располагающему профессиональными знаниями в области абразивного инструмента, сложно выбрать объективные критерии и правильно сделать выбор. Рекламные материалы, советы пользователей и сложившиеся стереотипы вносят ещё больше факторов, мешающих сделать объективный выбор.
На самом деле любому пользователю важно приобрести один тип круга (или диска), который позволит наилучшим способом выполнить весь перечень планируемых операций без замены круга (диска). К сожалению, не изобретен абразивный инструмент, который при высокой производительности обработки одновременно обеспечивал бы высокое качество поверхности, высокий класс шероховатости. Поэтому абразивными предприятиями производится целый спектр абразивов различной зернистости (грубых и тонких фракций), а последовательное их использование позволяет добиться необходимых результатов, в ущерб производительности и стоимости операций. Разумеется, пользователям было бы гораздо удобней иметь универсальный инструмент.
Но не всё так безнадёжно.
Практика показывает, что можно подобрать универсальный инструмент для конкретного пользователя, на конкретные операции шлифования, если понимать параметры возможности часто применяемых зачистных кругов, лепестковых кругов и фибровых дисков. Важна объективная информация.
Целесообразно начать сравнение со стандартных параметров кругов. Хотя указанные параметры не вызывают особых вопросов у пользователей, но они во многом определяют основные эксплуатационные свойства кругов. (таблица 1):
Таблица 1
| Стандартные параметры кругов | Круги зачистные на бакелитовой связке | Круги лепестковые КЛТ | Диски фибровые |
| Диапазон размеров кругов | 100…230мм | 100… 180 (230)мм | 115…228мм |
| Используемые абразивные материалы для серийных кругов | Электрокорунд (нормальный, циркониевый, керамический, Золь-гель и т.п.), карбид кремния | Электрокорунд (нормальный, циркониевый, керамический, Золь-гель и т.п.) | Электрокорунд (нормальный, цирко- ниевый, керамический, Золь-гель и т.п.) |
| Диапазон зернистостей | F24…F36 | Р24…Р600 | Р24…Р220 |
| Рабочая скорость | 80 м/с. Меняется по мере износа до 50м/с | 80 м/с. Не изменяется в процессе эксплуатации | 80 м/с. Не изменяется в процессе эксплуатации |
| Ориентировочный вес круга D=125мм D=180мм | 170г 320г | 90г 180г | 25г 50г |
| Конструкция абразивной поверхности | Возобновляемые слои абразивных зёрен по всему объёму и сечению круга | 3-4 монослоя шлифовальной шкурки с абразивом на одной плоскости круга | 1 монослой на одной торцевой поверхности |
| Особенности хранения | Закрытое помещение, Температура выше 0°С. Срок годности — не менее 3 года | Закрытое помещение, температуры выше 0°С. Влагостойкая упаковка. Срок годности — не менее 3 года | Закрытое помещение с температурой 20+/-2°С и влажностью 45…60%, для исключения коробления дисков. Срок годности – 1 год. |
Приведенные стандартные параметры кругов могут однозначно пояснить следующее:
- Диапазон размеров кругов охватывает весь спектр выпускаемых УШМ, за исключением лепестковых кругов КЛТ, для которых диаметр 230мм используется редко.
- Используемые абразивные материалы определяют, что основное использование анализируемых кругов лежит в плоскости металлообработки и деревообработки и крайне редко используется для обработки камня, стекла, изделий из бетона и т.д.
- Диапазон применяемых зернистостей однозначно ограничивает использование зачистных кругов только для грубого шлифования, а лепестковые круги и фибровые диски могут использоваться и для предварительной обработки, и для тонкого шлифования.
- Рабочая скорость кругов позволяет их использовать на соответствующих УШМ. Для зачистных кругов при износе рабочая скорость падает вместе с эффективностью обработки.
- Вес кругов отличается значительно. Зачистной круг в 2 раза тяжелее лепесткового и более чем в 6 раз тяжелее фибрового диска. Это отражается на трудоёмкости работ.
- Конструкция абразивной поверхности определяет значительную разницу ресурса кругов и время эксплуатации до полного износа в пользу зачистного круга.
- Особенности при хранении кругов выявляют крайне негативное свойство фибровых дисков — коробление (скручивание), при ограниченном сроке хранения. Это вызывает необходимость их выравнивания доступными способами и создавать специальные условия для хранения.
Сравнение эксплуатационных свойств, которые представлены объективными показателями, может позволить сделать выбор круга или диска оптимальным (см табл 2).
Для сравнения эксплуатационных свойств выбраны наиболее используемые и применяемые характеристики шлифовальных кругов и фибровых дисков, с универсальными свойствами:
- Из типоразмеров наиболее ходовым является диаметр кругов и дисков 125 мм (более 70% штучных продаж).
- Из абразивных материалов наиболее часто выбирают круги и диски из нормального электрокорунда (80% продаж). Изделия из циркониевого и керамических корундов эффективнее только при обработке нержавеющих, высоковязких сталей (сплавов)¸ а также на операциях, где необходима очень высокая производительность. Соответственно, у таких кругов стоимостные показатели в 2..3 раза выше.
- Зернистость абразивных изделий тоже выбрана наиболее востребованных номеров.
Таблица 2
| Эксплуатационные свойства | Круги зачистные на бакелитовой связке | Круги лепестковые КЛТ | Диски фибровые |
| Активная поверхность кругов при шлифовании ровной поверхности (% площади круга) | ~15% | ~35% | ~45% |
| Активная поверхность и зона контакта на примере кругов диаметром 125мм | |||
| Устойчивость к ударным нагрузкам и усилию прижима | Высокая, при стандартных условиях эксплуатации | Разрушение и отрыв лепестков. Термическая деструкция | Деформация диска при повышенных усилиях. Расслаивание основы |
| Устойчивость к тепловому воздействию (температура деструкции) | Max 200°С | Max 150°С | Max 100°С |
| Эффективность обработки криволинейных поверхностей | Неудовлетворительно. Искажает геометрию | Хорошо. Не искажает геометрию | Хорошо. Не искажает геометрию |
| Производительность (первые 20 мин) кругов 125мм из электрокорунда нормального при обработке сварного шва При стендовой ручной зачистке фрагмента стального листа (низколегированного горячекатанного 4мм) | Характеристика A 24 S BF* 6…8г/мин 8…10г/мин *Круги зерном мельче F24 не эффективны | Характеристика A Р40* 8…12г/мин 10…12г/мин *А Р24 практически не выпускаются | Характеристика A Р24 10…16г/мин Для A Р40 9…12г/мин A Р40 – 10…15 г/мин |
| Ориентировочный полный ресурс (по времени) кругов при обработке сварного шва | 400 мин | 60 мин | 15 мин |
| Шероховатость обработанной поверхности Ra (класс) при обработке фрагмента стального листа (низколегированного горячекатанного 4мм) | Для A 24 S BF –Ra 2,5 (6кл) Не исключены риски и «зарезы» на обработанной поверхности | Для A Р40 –Ra 0,8 (7кл) A Р60 –Ra 0,4 (8кл) A Р100 –Ra 0,16 (10кл) | Для A Р24–Ra 1,6 (6кл) A Р40 –Ra 0,8 (7кл) A Р60 –Ra 0,4 (8кл) A Р100 –Ra 0,16 (10кл) A Р220 –Ra 0,1 (10кл) |
| Уровень шума при обработке поверхности листовой стали (замер портативным шумомером) | 75…100 dB | 65…80 dB | 65…75 dB |
| Уровень вибрации при обработке поверхности листовой стали (замер порт. виброметром) | 12…13 м/с2 | 4…6 м/с2 | 4…6 м/с2 |
| Термические дефекты обработанной поверхности | Перегрев, прижоги | Небольшой нагрев, без прижогов | Незначительный нагрев |
График ориентировочной зависимости производительности кругов от времени эксплуатации
Приведенные сравнительные эксплуатационные свойства полностью подтверждают выводы по результатам сравнения стандартных показателей и позволяют оптимизировать сферу применения.
Оценка эффективности
применения зачистных, лепестковых и фибровых кругов на типовых операциях шлифования приведена в нижеследующей таблице 3:
Таблица 3
| Сфера применения | Круги зачистные на бакелитовой связке | Круги лепестковые КЛТ | Диски фибровые |
| Обдирка стальных и чугунных заготовок, устранение дефектов и наплывов, связанных со значительным съёмом материала | xxxx | xx | x |
| Зачистка под сварку, формирование стыков | xxxx | x | x |
| Зачистка сварных швов на ограниченных и углублённых поверхностях, удаление окалины | xxxx | x | x |
| Зачистка сварных швов на открытых поверхностях, большими поверхностями обработки | x | xxx | xxxx |
| Снятие фасок, заусенец, облоя металлических заготовок | xxx | xxxx | xx |
| Удаление ржавчины на открытых поверхностях, шлифовка большой площади | x | xxx | xxxx |
| Обработка дефектов тонкостенных металлических поверхностей, подготовка поверхностей под покраску | x | xx | xxxx |
| Обработка криволинейных поверхностей сложных форм | x | xxxx | xxx |
| Изготовление кузовов автомобилей, кузовной ремонт | x | xx | xxxx |
| Удаление лакокрасочных покрытий под следующую покраску | x | xxx | xxxx |
| Обработка деревянных заготовок, абразивного инструмента (круга или поверхностей), зачистка дефектов на изделиях из дерева, ДВП, фанеры | x | xx | xxxx |
| Обработка изделий из пластмасс, листового полимерного материала, комбинированных изделий | x | xx | xxxx |
| Заточка бытового садово-огородного инструмента (лопаты, кирки, тяпки и т.д.) | x | xxxx | xx |
xxxx Отлично
xxx Хорошо
xx Удовлетворительно
x Не желательно использовать
Приведенные в таблицах №1, №2 и №3 данные коррелируются между собой и отражают реальные сферы применения кругов на основе эксплуатационных свойств. С помощью оценки эффективности можно безошибочно выбрать оптимальный тип абразивного инструмента на конкретную операцию.
Для профессионалов крайне важно выбрать наиболее оптимальный тип круга (или диска) на конкретную операцию по таблице 3, а с использованием таблицы 2 определится с ориентировочными нормами времени, качеством и трудоёмкостью операций, ну и конечно с затратами. При необходимости шлифования труднообрабатываемых материалов целесообразно рассмотреть применение кругов из высокоэффективных абразивных материалов (циркониевый, керамический, Золь-гель корунды и т.п.)
Для бытового пользователя крайне важно определится с операциями, если возможно из таблицы 3, которые предполагается выполнять. Если в этом перечне операций будет выпадать **** Отлично *** Хорошо **Удовлетворительно на один из видов абразивного инструмента (кругов или диска), можно воспользоваться рекомендациями и сделать оптимальный выбор.
Окончательный выбор шлифовального круга всегда остается за пользователем! В силу субъективных факторов: привычка, доступность по цене, сложившиеся стереотипы, советы авторитетных мастеров и т.д. Однако, ознакомившись с вышеизложенными эксклюзивными рекомендациями, вероятность ошибочного выбора будет исключена.
Лучшие фибровые абразивные и шлифовальные круги
Bosch K24 180 мм
Новинка подходит для обслуживания автомобилей дома и на СТО. Оснастка получила циркониевый корунд повышенной чистоты. Роль связующего вещества выполняет состав из синтетических смол и вулканизированного волокна. Подходит для чистового и чернового шлифования, обдирки, зачистки, удаления ржавчины и следов коррозии со стали и чугуна.
Bosch K24 180 мм
Достоинства:
- для зажима на резиновой опорной тарелке;
- бережно очищает;
- высокая производительность.
Недостатки:
- не стандартный диаметр (180 мм);
- не распространен на прилавках.
KLINGSPOR 250259
Тем, кто не привык переплачивать, но предпочитает качественный товар, следует обратить внимание на данную модель от компании KLINGSPOR. Немецкое качество никого не оставит равнодушным. Новинка получила бумажную основу. Допускаются работы с нержавеющей сталью и алюминием. Связующим веществом стали синтетические смолы. Круг не перегревается и препятствует потускнению обрабатываемого материала.
KLINGSPOR 250259
Достоинства:
- самозатачиваемое зерно продлевает срок службы;
- максимальное количество оборотов в минуту 12200;
- бережное отношение к отделываемой плоскости и изделию;
- циркониевый корунд служит абразивом;
- доступная цена.
Недостатки:
- сильно греется.
Сфера применения
Шлифование объектов с твердым основанием невозможно осуществить без использования особых сменных кругов, которых на современном рынке представлено огромное множество. Они могут различаться по габаритам, текстуре и форме. Благодаря им существует возможность быстро отполировать заготовку для мебельного производства, отреставрировать некоторые объекты старины, зашлифовать стены в деревянном доме, произвести черновую обработку по бревну, удалить излишки лакокрасочных веществ с разных поверхностей. Помимо прочего, шлифовальные диски в полной мере применяются для реставрации деревянных напольных покрытий и для обработки натуральной паркетной доски, а также при производстве вагонки, доски половой, рам для окон и дверей и коробок к ним. Круги частенько применяют для зачистки, обдирки и полирования разных изделий, для ликвидации коррозийных пятен с бетонных и металлических предметов, а также для более точной подгонки в соединениях, которые используют систему «паз-гребень» и для иных изделий, которые необходимо плотное сцепление конструктивных элементов.
Существующие разновидности
Шлифовальные диски могут быть классифицированы по некоторым признакам, которые определяют специализации для конкретных образцов. Таким образом, возможно выделить три категории рассматриваемой оснастки:
- Универсальные образцы – способных работать по любой поверхности;
- Круги, использующиеся для полировки/шлифования деревянных предметов;
- Диски для обработки металла, природного камня или бетона.
К первому виду возможно отнести 4 разновидности шлифовальных дисков, которые с успехом способны обработать любую поверхность:
- Диск обдирочный – приспособлен удалять слои старой засохшей краски или лака на различных поверхностях. Визуально он выглядит как круг, который покрыт металлической щетиной. Сама же щетина производится из упругой и прочной проволоки, обладающей особой устойчивостью к деформации и которая может эффективно и быстро снять застаревшее покрытие. Щетинки расположены относительно плоскости круга, а их жесткость и длина могут варьироваться, ибо все будет зависеть от специализации и размера образца.
- Витая шарошка (она же кордщетка) – это особая насадка из проволоки, использующаяся для случаев, когда требуется грубое шлифование и устранение неровностей первой очереди. Эта разновидность считается полноценной и универсальной, с ее помощью возможно удалять лакокрасочное покрытие с деревянных объектов твердых пород древесины, а также для ликвидации коррозийных проявлений на бетоне или металле.
- Диск торцевой – он используется для подравнивания торцов деталей при производстве распилов по диагонали. Технология работы им чем-то напоминает обработку напильником.
- Круги на липучке – применяются для работы по бетонным, металлическим и каменных поверхностям и представляют из себя комплект из пяти дисков, закрепляющихся на рабочей базе с помощью клеящейся основы. Главный диск своей формой немного напоминает тарелку, на которую нанесен клеящийся состав – липучка. Вот на него-то и осуществляется постановка сменных дисков. Образцы могут выпускать в диаметре от 125 миллиметров и больше. Они обладают разным уровнем фрагментации (зернистости), что существенно облегчает подбор необходимого круга и позволяет купить его под нужный материал обработки. В набор традиционно включаются войлочные, полировочные и шлифовальные образцы. Наличие в одном комплекте различных по структуре и сфере использования образцов позволит до блеска заполировать/отшлифовать практически любые поверхности.
Вторая группа дисков имеет крайне узкую специализацию. Такие модели имеют лепестковую форму с наждачной базой и используются для обработки древесных поверхностей. Лепестковым диском возможно осуществить первичную и чистовую шлифовку и полировку изделий из древесины. Сам по себе подобный диск выглядит как плоская оснастка с располагающимися на ней лепестками трапециевидной формы, выполненных из наждачки. Лепестки заходят друг за друга как бы внахлест и выглядят очень похоже на рыбью чешую. По причине такой структуры данная оснастка характеризуется большой износоустойчивостью, поэтому одного круга бывает достаточно для шлифовки десяти квадратных метров поверхности дерева.
ВАЖНО! Лепестковые диски могут производиться с вариативным уровнем зернистости, благодаря чему осуществлять шлифование разных по структуре и твердости древесных пород можно легко и быстро. Образцы выпускаются в широком разнообразии по типам размеров в диаметрах 115-230 миллиметров.
Третья группа дисков для угловых шлифовальных машинок представлена образцами, напрямую использующимися для работы по сверх твердым основаниям. К ним можно отнести гранит и мрамор, метал и бетон, природный камень. Эта группа довольно-таки многочисленна и составлена из огромного количества моделей. А к трем самым популярным можно отнести следующие:
- Круг «Двойной сегмент» — применяется для черновой зашлифовки природного камня, бетона или кирпича. Эта оснастка качественно удаляет разнообразные дефекты на основании, а также может подрезать утолщения на бетонной стяжке;
- Образец «Дельфин» — предназначен для более аккуратного воздействия по рабочему основанию, нежели вышеописанная насадка, а выполняемая им шлифовка будет иметь гораздо деликатный характер. Само изделие характеризуется малой массой, повышенной производительностью и увеличенным эксплуатационным сроком;
- Диск шлифовальный «Квадрат» — применяется для обработки поверхности грубым методом, в отличие от предыдущей оснастки, в случаях когда требуется нанести на поверхность покрытие из полимера. Зашлифованная поверхность получает некоторую шероховатость и повышает свои свойства сцепления с другими материалами.
По своим формам шлифдиски подразделяются на чашечные или плоские. Плоские являются наждачными или полировочными образцами с мелкоабразивной зернистостью и используются для полирования дерева или иных мягких поверхностей. Чашечные круги могут работать по трудным поверхностям и потребуют мощной УШМ. Если чашка будет установлена на слабую УШМ, то мотор инструмента может не выдержать рабочей нагрузки и попросту сгорит. Кроме полирования твердых оснований, чашечная оснастка может осуществлять высокоэффективную обработку в труднодоступных областях, куда невозможно получить доступ плоскому кругу.
Полировка и шлифование труб из металла производится особым образом. Для этого применяют оснастку барабанного (роликового) вида, которая может высокоэффективно зачистить основание трубы от следов коррозии либо лакокрасочного покрытия. Кроме того, ролик способен отлично выровнять сварочные швы, а при смене ленты-наждачки на войлок можно получить качественный инструмент для полировки. Кроме войлока, для цецей полирования металла можно применить иные безабразивные субстанции, например, ткань, поролон или губчатую оснастку. Со сварочной окалиной прекрасно справятся и диски из фибры, которые прекрасно удалят остаточные окисления, а также заточку от абразивных кругов. Последние обладают толщиной от 5 миллиметров, имеют на внутренней стороне особое углубление, и кроме подравнивания шва от сварки, могут использоваться для затачивания режущих инструментов.
Вопросы выбора подходящего шлифовального круга
До приобретения нужного шлифовального круга для УШМ, необходимо тщательно исследовать следующие моменты:
- Следует в обязательном порядке проверить соответствие диаметра диска по отношении к креплению болгарки. Для этих целей предпочтительнее заранее записать технические параметры самого инструмента и сопоставить их с данными круга при покупке.
- При подборе максимального показателя необходимого диаметра стоит учитывать мощность электромотора инструмента. Чем мощнее будет двигатель, тем более размерный диск он способен выдержать в работе. Модели с маленькой мощностью не в состоянии работать с полноразмерными кругами, поэтому диск может попросту застрять в рабочем материале, а двигатель подвергнется перегреванию.
- Как известно, шлифовальные диски разделяются на группы – с узкой специализацией и универсальные. Зачастую покупатель совершает ошибку, выбирая универсальный образец, приобретение которых может показаться наиболее выгодным. К сожалению, универсальность подходит не для каждого случая. Практикой установлено, что к каждому конкретному материалу лучше приобрести собственный круг, что существенно повышает показатель эффективности обработки, одновременно сбережет двигатель от перегрева и предполагающейся перегрузки. Модели-универсалы стоит применять только лишь для черновой и грубой обработки, а для чистовой обработки предпочтительнее приобрести специализированный образец.
- Необходимо также обратить внимание на насадочную толщину. Долгий срок использования диска будет напрямую зависеть от его толщины.
- Уровень зернистости на моделях-абразивах тоже относится к немаловажным критериям. Чем больше зернистость, тем обрабатываемое основание получит большую гладкость.
- При подборе диска на липучей основе, стоит рассмотреть выбор перфорированного образца. Подобный круг не станет перегреваться на повышенных оборотах и способен воспламениться.
Особенности применения
До того как начать работу со шлифмашинкой, стоит удостовериться в том, что круг закреплен надлежащим образом и плотно сидит. При подключении инструмента к сети звук работы мотора должен звучать уравновешенно, посторонние шумы и вибрации должны отсутствовать. В ином случае, необходимо быстро выключить аппарат и повторить установку круга. При осуществлении полировки или шлифовки стоит отслеживать состояние диска, а в случае присутствия любых дефектов нужно моментально прервать рабочий процесс. Данное обстоятельство обуславливается повышенной скоростью кругового вращения, которое способно достигать показателя в 13 000 оборотов в минуту для некоторых аппаратах. Разлом диска на таких скоростях рискует обернуться производственной травмой.
При применении в работе кругов из наждачки, нужно отслеживать уровень ее стирания, в противном случае базовый диск рискует быть поврежденным. Для избегания подобных обстоятельств необходимо применять круги с увеличенной толщиной. При обработке УШМ любых поверхностей необходимо использовать индивидуальные защитные средства. К таковым можно отнести рабочую одежду с удлиненными рукавами, марлевую повязку или респиратор, перчатки из брезента, специальные очки. Не будет лишним снабдить рабочее место установкой сбора стружки и пыли, например, строительным пылесосом. Помимо прочего, при обработке бетонной структуры, а также при ликвидации окалин сварных с поверхности металлических оснований, пользователь не должен присутствовать в сфере выпадения осколков.
ВАЖНО! При производстве полировки или шлифовки стоит использовать особые шлифовальные пасты или растворимые субстанции, которые имеют в своем составе абразивные фрагменты.
Первичную работу по металлическим основаниям исполняют кругами с малым абразивом, а чистовое полирование осуществляют войлочной либо тканевой насадкой. Относительно зернистости и ее класса, для ликвидации лакокрасочных слоев или грубой обработки плохо поструганных поверхностей применяют оснастку с крупным зерном (маркируется от 40 до 60 единиц). Для целей снятия поверхностного слоя с застарелых деревянных оснований или для подгонки соединений и краев, а также для шлифования обрезных линий – идеальным вариантом станет шлифовальная оснастка с зернистостью с показателем от 60 до 80 единиц. И при исполнении утонченного шлифования, а также при подготовке базы к нанесению краски, следует использовать мелкозернистые насадки с показателем от 100 до 120 единиц.
Лучшие алмазные абразивные и шлифовальные круги
Trio Diamond 340050
Новинка получила гибкую основу с алмазным напылением. Крепление реализовано при помощи липучки. Совместима с ручными шлифовальными машинками. Используют для обработки бетона, камня, гранита и мрамора.
Trio Diamond 340050
Достоинства:
- высокое качество исполнения;
- эффективное выполнение поставленных задач;
- умеренный износ.
Недостатки:
- устанавливается не по центру;
- не стандартный размер.
Matrix 73513
Оснастка с гибким основанием предназначена для отделки гранита, керамики, натурального и искусственного камня. В частности для финишного этапа. Допускается использование только с охлаждающей жидкостью.
Matrix 73513
Достоинства:
- большой рабочий ресурс;
- крепление на липучке;
- задействованы в строительных, художественных и отделочных работах;
- сделано в Германии.
Недостатки:
- использование только с охлаждающей жидкостью.