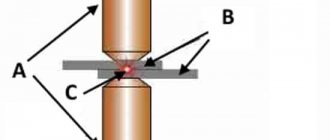
Для высверливания точек контактной сварки применяется специальная фреза или сверло с кончиком, заточенным особым образом. Такие свёрла стоят дороже, чем стандартные, так как при их производстве требуются дополнительные действия. Специальные свёрла бывают разных диаметров: 6, 8, 10 мм. Чаще всего используется сверло 8 мм. Оно высверливает точку контактной сварки по периферии. Отверстие остаётся на верхней кузовной панели, а нижняя панель остаётся практически не тронутой.
Специальное сверло для высверливания точек контактной сварки можно сделать самому. Нужно заточить обычное сверло по металлу так, чтобы резали только внешние точки сверла, а по центру был точечный выступ для центровки. Заточить такое сверло можно на точильном станке или даже болгаркой. В этой статье разберём вариант заточки сверла на точильном станке. Шлифовальный круг должен иметь нормальный, не закруглённый край, так как затачивание будет производиться именно при помощи края шлифовального круга.
Как работать?
На первый взгляд простая технология применения инструмента, предназначенного для демонтажа точек сварки, имеет несколько особенностей. Специалисты придерживаются в своей работе следующих правил.
- Для работы используется электрическая дрель, у которой есть возможность для регулировки скорости оборотов.
- Работу по высверливанию нельзя выполнять на больших скоростных оборотах, так как штырь инструмента при этом может быть сломан из-за большой нагрузки.
- Для выполнения процесса сверления сверло устанавливают к точке высверливания в строго перпендикулярном положении. Никакие отклонения во время работы недопустимы, так как это может повредить поверхность высверливаемой детали.
Перед началом выполнения сверловочных работ рабочую поверхность нужно подготовить. Делают это следующим образом.
- Поверхность очищают от загрязнений и слоя краски – это в значительной степени повысит качество результата работы и снизит вероятность того, что инструмент соскочит во время сверловки. Зачистку выполняют с помощью наждачной бумаги.
- Хотя сверло можно использовать без предварительного кернения участка сверления, для удобства работы эту процедуру иногда выполняют, используя с этой целью отдельный керн.
Перед началом работы необходимо осмотреть все точки сварки и определить, инструмент какого диаметра потребуется применить для высверливания.
Когда подготовительные работы будут закончены, можно приступать к высверливанию. Для этого сверловочный инструмент ставят в патрон электродрели и наставив рабочую часть инструмента к точке сварки, плотно прижав сверло, начинают сверлить, стартуя с малых оборотов
В процессе выполнения сверловки важно не торопиться и следить за тем, чтобы не просверлить металлическую деталь насквозь. После окончания процесса высверливания точек сварного крепления, следующим этапом будет отделение одной детали от другой
Следует принимать во внимание, что фреза не просверливает точку сварки полностью насквозь, как это делает обычное сверло, принцип её действия иной – она сверлит по кругу в области точки сварки и позволяет отделить деталь от основания. После того как детали будут разъединены, оставшийся металл от сварки срезают болгаркой либо отрезным шлифовальным диском, а в некоторых – особенно сложных – случаях для разделения деталей используют зубило с молотком. При необходимости высверливания лицевой части сварочного крепления используют сверло, у которого имеется своеобразный конусовидный выступ в виде носика, с помощью которого центровка сверла удерживается в нужном положении
При этом сама заточка сверла – плоская
При необходимости высверливания лицевой части сварочного крепления используют сверло, у которого имеется своеобразный конусовидный выступ в виде носика, с помощью которого центровка сверла удерживается в нужном положении. При этом сама заточка сверла – плоская.
Ещё одним эффективным способом демонтажа точек сварки считается использование небольшой коронки с заточенными зубчиками. Это приспособление имеет в своей конструкции подпружинивающийся упор с центровкой, выполняющий роль ограничителя. Его можно регулировать с помощью специальной настройки. Коронка во время работы удаляет только область точки сварки, при этом не затрагивая лишние части металла детали.
Сверла в данном виде сварки
Сверла для точечной сварки определить по внешнему виду достаточно легко. У его рабочего торца плоская поверхность, ось имеет конусообразный кернящий выступ под прямым углом. С его помощью убирают центровку сверла, которая является самым трудоемким этапом извлечения результата точечной процедуры.
Из-за возможных трудностей специалисты предпочитают использовать обычное сверло, которое необходимо заточить должным образом.
Альтернативным вариантом для высверливания сварочных точек, считается применение специализированных коронок. В их структуру относят стержень с пружинистым и центрирующим свойством, к которому крепится диск с режущей поверхностью и несколько торцевых зубьев.
Изначально мастер должен вдавить кернящий выступ в металлическую поверхность, после чего, контролируя погружение коронки в саму конструкцию, происходит сверление материала возле сварочного шва.
Специальное сверло для высверливания точечной сварки.
Чтобы деталь была достаточно жесткой, конструкцию заключают в оправу. В сравнении с методами устранению рассматриваемой сварки при помощи стержня, стоит отметить, что материал детали и самой коронки может быть одинаковым.
Единственное отличие заключается в разновидности стали Р6М5, Р6М5К5 либо Р9К6. Зачастую такой предмет применяют в отечественном производстве для ремонта автомобиля. В сфере китайской промышленности предпочитают быстрорезу другой материал с типов 45Х.
Как работать со сверлами для точечной контактной сварки?
Одним из важных вопросов в сварочной промышленности является – как высверлить точечную сварку? Зачастую это необходимо при ремонте кузова машины или других работах, где требуется устранить данный вид сварки.
Чтобы изготовить сверло для высверливания точечной сварки своими руками необходимо воспользоваться твердыми материалами в виде титана либо его сплава. У детали также может быть либо одно, либо несколько наконечников для работы.
У изделия номенклатура довольно-таки большая, где можно отыскать деталь с необходимыми параметрами и размером. Стоит выделить одно правило, которое необходимо обязательно выполнить – диаметр применяемого стержня нужно подбирать больше на полтора миллиметра, чем само отверстие в высверливаемом месте.
Элемент прикрепляется к оборудованию для сверления – есть возможность применения механического метода, однако результат станет более качественным и быстрым с использованием электрической конструкции.
Оптимальным методом считается использование специального приспособления для высверливания точечной сварки, за счет которого можно вручную регулировать рабочую мощность аппарата.
Набор инструментов для высверливания точечной сварки.
Прежде чем начать рабочий процесс нужно подобрать определенную модель стержня. Его главными характеристиками должны являться прочность и заточенность. Затем подбирается аналогично необходимый диаметр детали.
Стоит напомнить, что он должен оказаться немного больше в миллиметрах, чтобы просверлить необходимое отверстие. Процедура не трудная, с ней справится даже новичок.
Накернивать не обязательно, однако специалисты советуют все же, применять сверло с маленьким диаметром, чтобы упростить рабочий процесс. Необходимо отметить, что запрещено проводить работу под наклоном.
Сверло должно соприкасаться с поверхностью материала только под прямым углом. Если невозможно соблюдать это условие, подбирается иной метод проведения процедуры. После того как модель сверла будет подобрана и оборудование настроение, специалист может приступать к выполнению работы.
Все этапы процедуры делаются только в периметре верхней части изделия из металла. Иными словами, обработке подвергается лишь сварочное крепление.
Сверло для точечной сварки своими руками
Довольно большое распространение получила технология точечной сварки. Это связано с повышением качества соединения и надежности получаемого шва, а также высокой производительности, которую можно достигнуть при применении подобной технологии.
Многие автовладельцы и мастера встречаются с ситуацией, когда нужно провести демонтаж приваренного элемента без его повреждения. В большинстве случаев для этого применяется специальное сверло, так как гидропробойник подходит не во всех случаях.
Рассмотрим особенности специального сверла, которое применяется для проведения подобное работы, подробнее.
Сверло для высверливания точечной сварки
Другие способы удаления точечной сварки
Есть несколько способов, как удалить сварные точки в труднодоступных местах. Они могут применяться в комплексе с высверливанием, если добраться к точке проблематично.
- Вырубка. Между деталями устанавливается острое зубило, резкими ударами точка срубывается. Детали деформируются, поэтому потребуется дополнительная правка. Облегчить процесс можно пневматическим зубилом или перфоратором
- Вышлифовывание. Абразивным кругом выбирается металл точки до появления четких очертаний соединения. Способ требует аккуратности, так как есть риск повреждения детали.
- Вырезание. Для этого потребуется аппарат плазменной резки. Им можно аккуратно насквозь вырезать точки, а отверстия заварить.
В зависимости от целей, которые стоят перед мастером и удобства применения можно применить любой из предложенных способов. Каждый случай уникален. стоит доверять своему опыту и интуиции.
голос
Рейтинг статьи
Каким должно быть сверло для высверливания точек контактной сварки?
Специальное сверло для высверливания точек контактной сварки можно сделать самому. Нужно заточить обычное сверло по металлу так, чтобы резали только внешние точки сверла, а по центру был точечный выступ для центровки.
Заточить такое сверло можно на точильном станке или даже болгаркой. В этой статье разберём вариант заточки сверла на точильном станке. Шлифовальный круг должен иметь нормальный, не закруглённый край, так как затачивание будет производиться именно при помощи края шлифовального круга.
Кончик сверла должен располагаться точно по центру. Режущие края сверла должны быть на одинаковом расстоянии от центра сверла. Края должны выступать на одинаковую величину, чтобы при начале сверления сверло не уводило в сторону и сверление начиналось равномерно двумя кромками.
Кончик сверла должен быть немного длиннее режущих кромок, то есть при начале сверления сначала будет касаться поверхности центральный выступ, а потом режущие боковые края.
Если центральная точка будет равной по высоте с наружными вершинками сверла, то не получится начать сверлить с центрального выступа, и сверло будет ходить по поверхности, при попытке сверления.
Углы режущих кромок должны быть примерно одинаковыми. Они не должны быть сильно острые или сильно тупые. Тупые углы кромок будут плохо врезаться в металл, а сильно острые будут быстро тупиться.
Способ заточки №1
Этот способ наиболее распространённый, его не один раз демонстрировали в видеороликах различные мастера. Нужно взять сверло по металлу диаметром 8 мм.
Лучше использовать сверло с содержанием кобальта, так как оно наиболее прочное и будет дольше служить до следующей заточки. Сначала его кончик нужно сделать плоским, затупив на точильном станке. Можно полностью затупить кончик, либо оставить немного не сточенными края.
Далее затачиваем краем шлифовального круга от центра к краям, оставляя посередине небольшой точечный выступ. Хоть кончик и будет сточен, центр будет заметен (где стыкуются витки спирали). Края стачиваются по виткам каждой спирали.
Таким образом, по бокам остаются режущие вершинки, а в центре острый кончик. Центр должен быть выше внешних вершинок на 1–1.5 мм. Проверить это можно, прислонив центральную часть сверла к плоскости. Сверло должно немного качаться на центральном выступе, касаясь внешних режущих кромок.
В завершение нужно аккуратно, также краем круга, подточить бока центральной части, сделав её острее, чтобы сверло лучше центрировалось и центральная перемычка не препятствовала сверлению. Каждый режущий край должен иметь одинаковую высоту, чтобы они резали металл в одно и то же время.
Как работать?
На первый взгляд простая технология применения инструмента, предназначенного для демонтажа точек сварки, имеет несколько особенностей. Специалисты придерживаются в своей работе следующих правил.
- Для работы используется электрическая дрель, у которой есть возможность для регулировки скорости оборотов.
- Работу по высверливанию нельзя выполнять на больших скоростных оборотах, так как штырь инструмента при этом может быть сломан из-за большой нагрузки.
- Для выполнения процесса сверления сверло устанавливают к точке высверливания в строго перпендикулярном положении. Никакие отклонения во время работы недопустимы, так как это может повредить поверхность высверливаемой детали.
Перед началом выполнения сверловочных работ рабочую поверхность нужно подготовить. Делают это следующим образом.
- Поверхность очищают от загрязнений и слоя краски – это в значительной степени повысит качество результата работы и снизит вероятность того, что инструмент соскочит во время сверловки. Зачистку выполняют с помощью наждачной бумаги.
- Хотя сверло можно использовать без предварительного кернения участка сверления, для удобства работы эту процедуру иногда выполняют, используя с этой целью отдельный керн.
Перед началом работы необходимо осмотреть все точки сварки и определить, инструмент какого диаметра потребуется применить для высверливания.
Когда подготовительные работы будут закончены, можно приступать к высверливанию. Для этого сверловочный инструмент ставят в патрон электродрели и наставив рабочую часть инструмента к точке сварки, плотно прижав сверло, начинают сверлить, стартуя с малых оборотов
В процессе выполнения сверловки важно не торопиться и следить за тем, чтобы не просверлить металлическую деталь насквозь. После окончания процесса высверливания точек сварного крепления, следующим этапом будет отделение одной детали от другой
Следует принимать во внимание, что фреза не просверливает точку сварки полностью насквозь, как это делает обычное сверло, принцип её действия иной – она сверлит по кругу в области точки сварки и позволяет отделить деталь от основания. После того как детали будут разъединены, оставшийся металл от сварки срезают болгаркой либо отрезным шлифовальным диском, а в некоторых – особенно сложных – случаях для разделения деталей используют зубило с молотком. При необходимости высверливания лицевой части сварочного крепления используют сверло, у которого имеется своеобразный конусовидный выступ в виде носика, с помощью которого центровка сверла удерживается в нужном положении
При этом сама заточка сверла – плоская
При необходимости высверливания лицевой части сварочного крепления используют сверло, у которого имеется своеобразный конусовидный выступ в виде носика, с помощью которого центровка сверла удерживается в нужном положении. При этом сама заточка сверла – плоская.
Ещё одним эффективным способом демонтажа точек сварки считается использование небольшой коронки с заточенными зубчиками. Это приспособление имеет в своей конструкции подпружинивающийся упор с центровкой, выполняющий роль ограничителя. Его можно регулировать с помощью специальной настройки. Коронка во время работы удаляет только область точки сварки, при этом не затрагивая лишние части металла детали.
Необходимый инструмент
Высверливать соединения точечной контактной сварки помогает следующий инструмент:
- дрель ручная (пневматическая или электрическая);
- набор свёрл или коронки по металлу подходящего диаметра;
- молоток, кернер для нанесения предварительной разметки на места точечной сварки, которые предстоит высверливать;
- электрическая шлифовальная машинка (по необходимости).
Перед тем как высверливать точечную сварку, необходимо подобрать сверла и коронки подходящего диаметра. Коронка с острыми зубцами лучше режет металл, она эффективнее, чем обычное сверло.
Используя молоток и кернер, в точке соединения делают небольшую вмятину. По предварительно полученной отметке проводится сверление дрелью.
Электрическая или пневматическая дрель для высверливания точечной сварки должна иметь регулятор оборотов. Это позволяет оптимально подобрать частоту вращения шпинделя инструмента.
Другие способы удаления точечной сварки
Есть несколько способов, как удалить сварные точки в труднодоступных местах. Они могут применяться в комплексе с высверливанием, если добраться к точке проблематично.
- Вырубка. Между деталями устанавливается острое зубило, резкими ударами точка срубывается. Детали деформируются, поэтому потребуется дополнительная правка. Облегчить процесс можно пневматическим зубилом или перфоратором
- Вышлифовывание. Абразивным кругом выбирается металл точки до появления четких очертаний соединения. Способ требует аккуратности, так как есть риск повреждения детали.
- Вырезание. Для этого потребуется аппарат плазменной резки. Им можно аккуратно насквозь вырезать точки, а отверстия заварить.
В зависимости от целей, которые стоят перед мастером и удобства применения можно применить любой из предложенных способов. Каждый случай уникален. стоит доверять своему опыту и интуиции.
Как правильно высверлить точечную сварку кузова в автомобиле
Точечная контактная сварка давно применяется при соединении металлоконструкций. Для автомобилестроения применение роботизированной точечной сварки стало настоящим спасением — вместо несущих рам, появилась возможность производить недорогие несущие кузова, по прочности и безопасности превосходящие старые технологии.
При необходимости ремонта такого изделия обычно пользуются методом высверливания точечной сварки. Этот метод имеет следующие достоинства:
Необходимые инструменты и приспособления
Чтобы быстро и качественно заменить кузовную деталь высверливанием, нам потребуются:
Дрель и «болгарка» должны быть с регулировкой оборотов — так легче добиться хороших результатов. Применение ручных механических дрелей непрактично — высверливание требует минимум 600 — 800 оборотов в минуту.
Высверливание может осуществляться насквозь — так снимается ремонтная часть из кузова-донора. Такой способ может осуществляться любой подходящей оснасткой по металлу.
Удалить металл вокруг точки можно коронкой. Она имеет специальный подпружиненный центрующий упор. Он является регулируемым ограничителем — правильно настроив, выбрать «лишнее» железо невозможно.
Коронка «выгрызает» металл вокруг точки, не истончая деталь. Этот способ применим к высверливанию поврежденной части на ремонтируемом кузове, когда нельзя повреждать места прилегания ремонтной детали.
Заточка сверла для точечной сварки
В процессе сварки контактной сваркой металл уплотняется, поэтому высверливать его довольно трудно. Сверла должны быть изготовлены из прочной быстрорежущей стали и иметь специальную заточку.
Для сквозного высверливания. Если детали планируется прокручивать насквозь, можно воспользоваться обычным сверлом, заточенным на конус. Диаметр подбирается на 1-2 мм шире сварной точки.
Для просверливания одной детали. Имеют практически плоскую заточку, в центре сверла есть выступ — поводок. Он предназначен для центровки и по внешнему виду напоминает маленькое сверлышко. Поводок может быть узким — подойдет для работы с тонкой жестью, и широким — подойдет для работы с толстым металлом. Диаметр подбирается по диаметру точки или чуть шире.
Корончатые сверла. Состоят из режущей части, направляющего поводка и хвостовика. Режущая часть может быть изготовлена из мягкого материала с твердосплавными напайками. Внутренний диаметр коронки должен быть на 1 мм шире точки. Особенность работы коронкой заключается в том, что она не высверливает материал точки, а выбирает металл детали вокруг нее.
Процесс высверливания
Отсоединение кузовной детали состоит из нескольких логичных этапов:
Новое сверло прослужит значительно дольше, если его не перегревать и работать аккуратно, дрель должна быть перпендикулярна обрабатываемой поверхности. Обороты лучше установить невысокие, изредка рабочую поверхность нужно смазывать. Толстые детали высверливаются в несколько приемов с периодическим охлаждением режущей части.
Другие способы удаления точечной сварки
Есть несколько способов, как удалить сварные точки в труднодоступных местах. Они могут применяться в комплексе с высверливанием, если добраться к точке проблематично.
В зависимости от целей, которые стоят перед мастером и удобства применения можно применить любой из предложенных способов. Каждый случай уникален. стоит доверять своему опыту и интуиции.
Источник
Как высверлить точечную сварку?
Зачастую, чтобы справиться с этой проблемой, специалисты используются специальные сверла для высверливания точечной сварки. Оно может использовать в машиностроении – заменить или отремонтировать кузов, убрать элемент, сваренный точечной технологией и т.д.
Сверла в данном виде сварки
Сверла для точечной сварки определить по внешнему виду достаточно легко. У его рабочего торца плоская поверхность, ось имеет конусообразный кернящий выступ под прямым углом. С его помощью убирают центровку сверла, которая является самым трудоемким этапом извлечения результата точечной процедуры.
Альтернативным вариантом для высверливания сварочных точек, считается применение специализированных коронок. В их структуру относят стержень с пружинистым и центрирующим свойством, к которому крепится диск с режущей поверхностью и несколько торцевых зубьев.
Изначально мастер должен вдавить кернящий выступ в металлическую поверхность, после чего, контролируя погружение коронки в саму конструкцию, происходит сверление материала возле сварочного шва.
Чтобы деталь была достаточно жесткой, конструкцию заключают в оправу. В сравнении с методами устранению рассматриваемой сварки при помощи стержня, стоит отметить, что материал детали и самой коронки может быть одинаковым.
Единственное отличие заключается в разновидности стали Р6М5, Р6М5К5 либо Р9К6. Зачастую такой предмет применяют в отечественном производстве для ремонта автомобиля. В сфере китайской промышленности предпочитают быстрорезу другой материал с типов 45Х.
Как работать со сверлами для точечной контактной сварки?
Одним из важных вопросов в сварочной промышленности является – как высверлить точечную сварку? Зачастую это необходимо при ремонте кузова машины или других работах, где требуется устранить данный вид сварки.
Чтобы изготовить сверло для высверливания точечной сварки своими руками необходимо воспользоваться твердыми материалами в виде титана либо его сплава. У детали также может быть либо одно, либо несколько наконечников для работы.
У изделия номенклатура довольно-таки большая, где можно отыскать деталь с необходимыми параметрами и размером. Стоит выделить одно правило, которое необходимо обязательно выполнить – диаметр применяемого стержня нужно подбирать больше на полтора миллиметра, чем само отверстие в высверливаемом месте.
Элемент прикрепляется к оборудованию для сверления – есть возможность применения механического метода, однако результат станет более качественным и быстрым с использованием электрической конструкции.
Прежде чем начать рабочий процесс нужно подобрать определенную модель стержня. Его главными характеристиками должны являться прочность и заточенность. Затем подбирается аналогично необходимый диаметр детали.
Инструмент и технология высверливания точечной сварки
При проведении ремонтных работ по кузовам автомашин либо по другим металлоконструкциям возникает необходимость разъединения деталей, скрепленные между собой точечной сваркой.
Данный вид соединения металлических элементов весьма распространён. Он позволяет быстро, качественно скреплять детали из тонкого металла между собой. Такие технологии широко используются в автомобилестроении.
Необходимый инструмент
Высверливать соединения точечной контактной сварки помогает следующий инструмент:
- дрель ручная (пневматическая или электрическая);
- набор свёрл или коронки по металлу подходящего диаметра;
- молоток, кернер для нанесения предварительной разметки на места точечной сварки, которые предстоит высверливать;
- электрическая шлифовальная машинка (по необходимости).
Используя молоток и кернер, в точке соединения делают небольшую вмятину. По предварительно полученной отметке проводится сверление дрелью.
Электрическая или пневматическая дрель для высверливания точечной сварки должна иметь регулятор оборотов. Это позволяет оптимально подобрать частоту вращения шпинделя инструмента.
Разъединение деталей
По местам, размеченным кернером, проводиться рассверливание до того момента пока весь металл не будет удалён в точке соединения.
Высверливать можно поверх лакокрасочного покрытия либо зачистить металл наждачной бумагой для получения ровной поверхности. По накерненным местам точечной сварки проводиться растачивание металлического элемента при помощи дрели.
Наборы (инструмент обработки сталей) для проведения такого вида работ не являются специализированными. Всё это можно приобрести в магазинах, торгующих электроинструментом.
Высверливать точечную сварку необходимо на низких и средних оборотах. Особое значение имеет угол заточки сверла. На торце делают острие, что позволит легко, быстро вести рабочий процесс, удаляя точечное соединение. Периодически электроинструмент необходимо останавливать, давая некоторое время на охлаждение.
В зависимости от площади контактной точки необходимо подбирать сверло, обычно оно может быть диаметром 6-8 мм
Если сварочная точка труднодоступна на конструкции, то такие места требуют более осторожной обработки
Можно для этого использовать специальную насадку на дрель, чтобы высверливать сварку под определённым углом.
Инструмент, питаемый от сети электроснабжения, также имеет функции регулировки оборотов. При проведении работ можно всегда опытным путём выставить необходимую частоту вращения шпинделя электроинструмента.
Заточка сверла для точечной процедуры
У любого сверла для высверливания точечной сварки есть основное назначение, но кроме этого необходимо регулярно затачивать деталь. Предметы, которые используют для заточки сверла также необходимо постоянно чистить.
Прежде чем затачивать для контактной сварки сверло нужно начинать процесс с подготовки – затупление. В этой процедуре лучше всего применить обычную с жесткой поверхностью наждачную бумагу.
Затем необходимо ею пройтись по боковым граням. Стоит обратить внимание, что режущую кромку нельзя затрагивать. Вместо бумаги иногда используют специальный камень. Им также обрабатываются и грани, чтобы подровнять края до качественного и ровного уровня.
Под конец затачивается стержень на середину длины. Главное, чтобы просверливать было удобно и легко, а для этого необходимо контролировать центровку.
Необходимо обратить внимание, что на сегодняшний день для высверливаемого отверстия применяют плазменную резку. С её помощью можно прожечь любую толщину конструкционной детали, созданной из железа.
Это достаточно дорогая услуга, из-за чего применяется в редких и крайне необходимых ситуациях. Многие мастера, которые работают с кузовами, все же применяют точечную сварку.
Благодаря соответствующим сверлам, работа становится легкой, не затратной по финансам, времени и силам, окупается за счет своих свойств и функций. Кроме этого необходимо акцентировать на том, что такие сверла нуждаются в регулярной заточки при помощи специальной конструкции.
Что представляет собой сверло для высверливания точечной сварки
Точечная сварка очень широко распространена и повсеместно используется, практически, во всех сферах промышленности и не только. Однако нередко возникает задача, суть которой заключается не в точечной сварке, а, наоборот, в ее удалении.
Часто, с данной процедурой сталкиваются автовладельцы, в процессе замены или ремонта кузовных деталей и т.д.
И тут гидропробойником удаётся воспользоваться, далеко, не всегда, поэтому наилучший вариант – специальное сверло для высверливания точечной сварки, установленное в патрон электродрели.
Сверло для точечной сварки «опознать» просто – его рабочий торец плоский, а по оси имеется заточенный на конус 90º кернящий выступ, благодаря которому можно избавиться от наиболее трудоёмкого этапа – центровки сверла. Поэтому умельцы часто для высверливания используют обычные свёрла, заточенные специальным образом.
Принципиально возможен и другой вариант высверливания точечной сварки – использование специальных коронок. Такой инструмент включает в себя центрирующий подпружиненный стержень, на который насажен режущий диск с несколькими торцевыми зубьями.
Предполагается, что сначала пользователь вдавливает керн в металл, а затем, по мере погружения коронки в его толщу, производит высверливание металла вокруг зоны сварного шва.
Для придания инструменту необходимой жёсткости, вся конструкция заключена в оправку.
Выполним сравнительную оценку эффективности обоих методов высверливания, предполагая, что металл коронки и сверла одинаков: быстрорежущая сталь Р18 (хотя инструменты такого рода изготавливаются также из сталей Р6М5, Р6М5К5 и даже Р9К6). Предпочтительно использовать инструмент отечественного производства: китайские производители могут вместо быстрореза предложить совсем иную сталь, типа 45Х с ожидаемо плохим финалом.
Коронка для точечной сварки
Инструмент – достаточно массивный, поэтому сначала рекомендуется плотно прижать к поверхности детали центрирующий стержень, а затем, на малых оборотах, приступать к вырезанию металла. Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется. Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Вторая проблема — неодновременность врезания зубьев коронки в сталь. Это происходит потому, что поверхность в зоне сварки имеет микронеровности, образовавшиеся в результате термического воздействия от электродов для контактной сварки. Результат – вероятная эксцентричность высверленного отверстия.
Специалисты советуют, — предварительно кернить места высверливания (например, при помощи шуруповёрта), поскольку нередки случаи, когда центрирующий стержень выскакивает из гнезда, и коронка начинает сверлить сталь совсем в другом месте. В этом случае для операции необходимо иметь два приводных инструмента.
Впрочем, не всё так плохо: коронки имеют двухстороннее исполнение, поэтому при затуплении достаточно перевернуть инструмент на 180º, и продолжать работу тем же комплектом.
Из чего состоит сверло для высверливания точечной сварки
Оно состоит из трёх участков:
- Керна (его высоту выбирают так, чтобы она была не менее толщины металла детали, обычно достаточно 2…3 мм).
- Основной режущей части. Она может быть обычной или с напылением нитридом титана, в этом случае долговечность сверла заметно увеличивается, а размеры режущей части не будут зависеть от температуры нагрева.
- Посадочной части под патрон электродрели.
Технология высверливания в этом случае несколько упрощается: вначале керн внедряется в металл изделия, а затем боковыми гранями сверла выполняется требуемая операция. В данном случае основная проблема – необходимость выдерживать инструмент строго перпендикулярно поверхности кузовной детали.
При выборе в пользу сверла для точечной сварки необходимо предварительно оценить точность расположения керна, для чего подойдёт штангенциркуль с ценой деления нониуса не 0,1 мм, а 0,01 мм.
Несоосность приводит к тому, что часть сверла работает по незакалённому металлу, а потому нагрузка на инструмент распределяется неравномерно.
Также придётся затрачивать больше времени на периодическую заточку сверла и собственно керна, тщательно выдерживая его угол при вершине и высоту.
Используя сверло для высверливания точечной сварки, также потребуется изменять число оборотов дрели: вначале оно должно быть небольшим, до 700…800 мин-1. Тем не менее, суммарная трудоёмкость операции всё равно меньше, чем в предыдущем варианте, а для высверливания достаточно использовать только один электроинструмент – дрель.
Сверла для точечной сварки
Точечная сварка очень широко распространена и повсеместно используется практически во всех сферах промышленности и не только. Однако нередко возникает задача, суть которой заключается не в точечной сварке, а, наоборот, в ее удалении. Чаще всего с данной процедурой сталкиваются автовладельцы, в процессе замены или ремонта кузовных деталей и т.д.
Специально для решения данной задачи были созданы специализированные сверла для точечной сварки повышенной прочности. С их помощью снять деталь, сваренную точечным методом, достаточно легко. Продаются они по высокой цене, но она с лихвой окупается их возможностями и функционалом. Стоит отметить, что сверла, при наличии специализированного оборудования, неоднократно можно подвергать заточке.
Достоинства сверла для высверливания точечной сварки
Относительно альтернативных способов удаления соединений, созданных с помощью с точечной сварки, использование специализированного сверла имеет ряд преимуществ.
- Отсутствие необходимости в проведении разнообразных подготовительных процедур. Процесс высверливания начинается сразу же без предварительного накернивания и т.д.
- Возможность удаления нескольких соединений подряд без пауз.
- При наличии оборудования, с помощью которого можно заточить сверло, срок его эксплуатации очень высок.
- В процессе высверливания второй лист металла не повреждается, это позволяет использовать снятую деталь в дальнейшем по ее основному назначению.
Большое количество различных изделий, устройств, детали автомобилей и т.д. соединяются между собой не разъемными способами (болты, гайки, шурупы и т.д.), а именно с помощью точечной сварки. Соответственно снять ее не повредив, используя разнообразные методы, достаточно проблематично. С помощью же сверла для сварки выполнить эту процедуру проще простого.
Стоит отметить, что, несмотря на достаточно узкую специализации сверла, для его использования подойдет абсолютно любая дрель. Однако лучше всего применять такое оборудование, которое позволяет производить регулировку рабочей мощности.
Конечно же, изделие не сможет выполнить всю работы за мастера, поэтому если деталь в последующем будет применяться еще раз, то работа требует повышенной аккуратности.
Как работать со сверлами для точечной сварки?
В качестве основного компонента для создания сверла для точечной сварки используются твердые материалы, например как титан, или же их сплавы. Сверло может иметь как один, так и два рабочих наконечника.
Номенклатура изделия достаточно обширна, среди широкого ассортимента найти сверло требуемого диаметра не составит проблем. Существует одна особенность, которую нужно соблюдать в обязательном порядке.
Она заключается в том, что диаметр используемого сверла, должен примерно на полтора миллиметра превышать размер высверливаемого соединения.
https://www.youtube.com/watch?v=YK3H2eAddTg
Изделие устанавливается в дрель, можно конечно использовать механическую версию, но работа будет выполнена в разы быстрее при применении электрического оборудования. Самым идеальным вариантом является такое устройство, которое позволяет выполнять настройку рабочей мощности оборудования.
Перед началом выполнения процедуры нудно точно определится с моделью сверла. Оно должно быть прочным и хорошо заточенным. После выбора определенной модели, по указанному выше принципу, требуется подобрать нужный диаметр изделия. Сам процесс никаких трудностей не вызывает даже у неопытного мастера.
Обязательная необходимость в накернивании отсутствует, но профессионалы своего дела все-таки рекомендуют выполнять его сверлом малого диаметра, так как это упрощает поставленную задачу. Рабочий крутящий момент оборудования должен быть равен примерно восьмистам оборотам в минуту.
Важно: ни в коем случае нельзя выполнять процедуры под углом, сверло должно контактировать с местом соединения строго перпендикулярно, если возможность соблюсти данное условия отсутствует, то для высверливания точечной сварки нужно выбрать какой-либо другой способ.
После выбора модели сверла и настройки оборудования можно начинать приступать к работе. Все манипуляции выполняются исключительно с верхней частью металлической детали, проще говоря, убираются только сварочные крепления.
Заточка сверла для точечной сварки
Каждое сверло, вне зависимости от его основного назначения, нуждается в периодической заточке. Изделия для удаления соединений точечной сварки не являются исключением. Как бы странно это не звучало, начинать выполнять заточку сверла нужно с его предварительного затупления. Для этого можно использовать обычную жесткую наждачную бумагу.
Далее обрабатываются боковые грани, но, ни в коем случае не режущие кромки. Альтернативой бумаге может стать наждачный камень. После заточки граней нужно проверить ее качество и ровность краев. В конце осуществляется заточка середины изделия. В данном процессе требуется соблюдать правильную центровку.
Как использовать
В отличие от сверла, инструмент можно использовать простой — бытовую дрель. Хорошо если у неё маленькая мощность и скорость (количество оборотов в минуту).
Это может быть электродрель с возможностью вручную регулировать скорость оборачивания. Так дрель не деформируется во время того, как вы будете удалять сварное соединение.
Вставьте сверло, которое вы выбрали (не важно, обычное или заточенное) в инструмент и проверните пару раз. Обязательно удостоверьтесь, что сверло хорошо село и не выпадет во время работы
Перед тем, как вы начнете сверлить, накерните точки сварки. Для этого используйте керн. Его диаметр может быть меньше двух миллиметров, это не критично. После керна отверстие можно расширить стандартным электросверлом до трёх миллиметров.
Это короткое действие уменьшит степень деформирования заготовки, когда вы будете окончательно высверливать ее.
Если вы всё подготовили правильно, настроили дрель, закрепили сверло и обработали сварочные точки приступайте к высверливанию шва самодельным или специальным сверлом.
Время, которое вы потратили на подготовку, «окупится», благодаря тому, что сам процесс высверливания длится несколько секунд.
Дрель с возможностью ручной регулировки желательно настроить так, чтобы она не выдавала больше 800 оборотов в минуту, чтобы не столкнуться с её поломкой.
Во время работы держите инструмент параллельно по отношению к конструкции, стараясь ни в коем случае не наклонять её слишком сильно. Само сверло должно чётко вертикально упираться в элемент, который вы высверливаете.
Сверло для высверливания точечной сварки: нюансы при работе и заточке
Многие специалисты по кузовному ремонту сталкивались с ситуацией, когда требовалось заменить какую-либо часть в конструкции авто, соединяемую со смежными элементами посредством точечной сварки. При этом далеко не всегда получается использовать для этого гидропробойник, так что лучшим решением для высверливания точечной сварки становится специальное сверло, размещаемое прямо в патроне электрической дрели.
Конструкция
По внешнему виду распознать сверло для точечной сварки довольно легко – по его оси располагается заточенный на 90 градусов на конус кернящий выступ, существенно упрощающий процесс центровки сверла. Рабочий торец же выполнен плоским. Исходя из этого, многие мастера зачастую пользуются обыкновенными сверлами со специальной заточкой для высверливания отверстий.
Однако возможен еще один метод высверливания точечной сварки при помощи специальных коронок. С этой целью используется инструмент, который состоит из подпружиненного центрующего стержня, поверх которого надевается режущий диск с зубьями по торцевой стороне. В процессе работы мастер должен первоначально вдавливать керн в металлическую поверхность, после чего, по мере опускания коронки в толщину материала, происходит высверливание области сварного шва. Для большей жесткости инструмент дополняется специальной оправой.
Стоит произвести сравнительную оценку эффективности представленных способов высверливания точечной сварки, предположив, что материал сверл с коронками будет идентичен, а именно быстрорежущая сталь Р18. Однако ничто не исключает возможности применения и других сталей, например, Р9К6, Р6М5К5 или Р6М5. Лучше всего пользоваться инструментом отечественного изготовления. Китайские же аналоги за место привычного быстрореза могут использовать другой материал, к примеру, сталь 45Х, эксплуатационный период которой существенно ниже!
Сверло для точечной сварки
Рассматриваемый инструмент предлагает 3 участка:
- Посадочный элемент для патрона электродрели.
- Основная режущая часть, которая может быть представлена как в обычном исполнении, так с напылением из нитрида титана. В последнем случае продолжительность службы сверла существенно выше, в то время как температура нагрева не станет влиять на габариты режущего элемента.С
- Керн. Как правило, его высота составляет порядка 2-3 миллиметров, при этом оставаясь больше толщины металла обрабатываемой детали.
В данном случае процесс высверливания сварки немного облегчается: первым делом керн входит в металлическую поверхность, после чего боковые грани сверла начинают постепенно выполнять нужную операцию. При таком подходе главной проблемой выступает то, что держать инструмент в строго перпендикулярном положении относительно кузовного элемента довольно затруднительно.
Выбирая сверло для точечной сварки стоит заранее позаботиться о точном расположении керна. С этой целью лучше всего использовать штангенциркуль с делением 0,01 миллиметра за место привычных 0,1 миллиметра
Важно подчеркнуть, что несоосность становится причиной того, что часть сверла проходит по незакаленному металлу, в результате чего инструмент начинает подвергаться неравномерным нагрузкам. Помимо этого, больше времени придется отводить на заточку керна со сверлом, каждый раз тщательно вымеряя его высоту и угол при вершине
Пользуясь сверлом с целью высверливания точечной сварки необходимо дополнительно периодически менять число оборотов инструмента, причем в начале работы количество оборотов должно оставаться небольшим, в районе 700-800 мин-1. И все равно суммарная трудоемкость будет оставаться ниже, нежели в прошлом случае, да и для работы потребуется лишь один инструмент – электрическая дрель.
Как высверлить точечную сварку на автомобиле?
Радиатор не вечен и может потечь, как правило, в неподходящее время. Однако это не значит, что нужно срочно обращаться в автомастерскую. Если утечка антифриза незначительна, достаточно заделать её холодной сваркой для радиатора. Тогда ремонт системы охлаждения двигателя автомобиля обойдётся дешевле и быстрее. А когда появится свободное время — заняться им основательно.
Причины повреждения и варианты ремонта
При эксплуатации материал радиатора подвергается температурной деформации, поэтому на нём могут образоваться усталостные трещины. Помимо этого нарушение герметичности происходит по следующим причинам:
- Механическое повреждение, полученное при ДТП или от камня, вылетевшего из-под колёс впереди идущего автомобиля. Иногда неопытный любитель случайно наносит повреждение при обслуживании радиатора своими руками.
- Нарушение правил эксплуатации — это не только не соблюдение графика очистки и промывки системы охлаждения. Применение некачественного антифриза, который замерзает при небольшом морозе, что способствует появлению трещин. Если его состав содержит агрессивные вещества, они со временем разъедят металл.
- Естественный износ происходит из-за коррозии металла, тогда отремонтировать радиатор не получится, придётся менять.
- Утечка в трубках, по которым охлаждающая жидкость поступает в радиатор.
- Трещины на радиаторных трубках.
- Не герметичность уплотнителей устраняется без сварки, простой заменой.
- Засорение трубок.
Иногда результатом плохого охлаждения является толстый слой грязи на радиаторе, препятствующий эффективному отводу тепла. Положение исправляется простым промыванием с помощью шланга. Повреждения можно отремонтировать сваркой, с помощью пайки, а мелкие трещины заделать специальными составами.
Определение места утечки радиатора для осуществления ремонта
Первым признаком утечки является снижение уровня антифриза в бачке и быстрый нагрев двигателя, о котором сообщит температурный датчик. Для проверки нужно открыть капот, и внимательно осмотреть радиатор. Если на нём или под ним есть следы тосола, пора приступать к ремонту.
Чтобы найти место повреждения сначала следует слить охлаждающую жидкость, затем радиатор снимается и промывается. После этого используется один из двух способов:
- Отверстия на радиаторе заглушаются (например, деревянными пробками), кроме одного. Через него заливается вода, и насосом или компрессором (подойдёт устройство для подкачки шин) создаётся давление. Через повреждение польётся струя воды.
- После заглушки всех отверстий радиатор погружается в ванну с водой. Через место повреждения начнут выходить воздушные пузырьки. Если их нет, компрессором создаётся избыточное давление.
Аргонодуговая технология
Аргоновую сварку используют для ремонта бачков с достаточно толстыми стенками. Попытка заваривания повреждений на сотах, у которых толщина металла 0,3 мм, может привести к его увеличению. Однако специалисту высокого класса иногда удаётся успешно справиться с этой задачей.
Аргонодуговая сварка автомобильного радиатора
Для сварки радиаторов из алюминия используются присадочные прутки из этого же материала и неплавящиеся электроды для создания дуги.
Чтобы окислы, образующиеся от взаимодействия алюминия с кислородом атмосферы, и разбрызгивание не препятствовали процессу, его производят в среде аргона.
Из всех способов ремонта сварка в среде аргона является самой надёжной. Прочность создаваемых швов не уступает заводской. Однако для этого вам придётся обратиться в автосервис, так как в домашних условиях использование данной технологии без специального оборудования и опыта работы невозможно.
Ремонт пайкой
Этот способ считается наиболее надёжным при самостоятельном ремонте. В зависимости от того из какого материала сделан радиатор используются разные технологии.
https://www..com/watch?v=YK3H2eAddTg
Пайка радиатора автомобиля
Медь и её сплавы
Для устранения повреждений потребуется обычный паяльник мощностью не менее 100 Вт или в виде топорика на 300 Вт. Подойдёт и вариант, нагреваемый открытым огнём, а при наличии компактной газовой горелки можно обойтись без них. Также необходимо запастись припоем, флюсом или паяльной кислотой.
Грязь с повреждения удаляется жёсткой щёткой и зачищается наждачной бумагой до блеска. Производят обезжиривание ацетоном. После нагрева паяльником и нанесения флюса на него кладутся кусочки припоя. Их нагревают до тех пор, пока не растекутся по поверхности.
Небольшое отверстие в радиаторе замазывается припоем, а значительное закрывается латкой. Её вырезают из того же материала, что и радиатор. После обработки наждачной бумагой одну сторону покрывают припоем. После наложения латки на подготовленное место повреждения её нагревают, чтобы слои припоя спаялись.
Ремонт радиаторов из алюминия
Сверло для высверливания точечной сварки. Особенности заточки
Специалистам по кузовному ремонту известна ситуация, когда необходимо снять элемент конструкции автомобиля, прикреплённый к смежным деталям путём точечной сварки. Гидропробойником удаётся воспользоваться далеко не всегда, поэтому наилучший вариант – специальное сверло для высверливания точечной сварки, установленное в патрон электродрели.
Конструкция
Сверло для точечной сварки опознать просто – его рабочий торец плоский, а по оси имеется заточенный на конус 90º кернящий выступ, благодаря которому можно избавиться от наиболее трудоёмкого этапа – центровки сверла. Поэтому умельцы часто для высверливания используют обычные свёрла, заточенные специальным образом.
Принципиально возможен и другой вариант высверливания точечной сварки – использование специальных коронок. Такой инструмент включает в себя центрирующий подпружиненный стержень, на который насажен режущий диск с несколькими торцевыми зубьями.
Предполагается, что сначала пользователь вдавливает керн в металл, а затем, по мере погружения коронки в его толщу, производит высверливание металла вокруг зоны сварного шва.
Для придания инструменту необходимой жёсткости, вся конструкция заключена в оправку.
Выполним сравнительную оценку эффективности обоих методов высверливания, предполагая, что металл коронки и сверла одинаков: быстрорежущая сталь Р18 (хотя инструменты такого рода изготавливаются также из сталей Р6М5, Р6М5К5 и даже Р9К6). Предпочтительно использовать инструмент отечественного производства: китайские производители могут вместо быстрореза предложить совсем иную сталь, типа 45Х с ожидаемо плохим финалом.
Коронка для точечной сварки
Инструмент – достаточно массивный, поэтому сначала рекомендуется плотно прижать к поверхности детали центрирующий стержень, а затем, на малых оборотах, приступать к вырезанию металла.
Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется.
Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Вторая проблема — неодновременность врезания зубьев коронки в сталь. Это происходит потому, что поверхность в зоне сварки имеет микронеровности, образовавшиеся в результате термического воздействия от электродов для контактной сварки. Результат – вероятная эксцентричность высверленного отверстия.