17.03.2020
- Когда стоит проводить заточку сверл
- Геометрия и части сверла
- Параметры, подлежащие восстановлению
- Зависимость угла заточки от материала
- Что применять для заточки
- Инструменты для проверки правильности заточки
- Как наточить сверло по металлу
- Способы заточки сверла по металлу для получения правильной задней плоскости
- Варианты обработки по числу скосов на кромке
- Инструкция для работы на станке
- Обработка на специальном оборудовании
- Как правильно затачивать сверла по металлу: видео-инструкция
- Важные моменты
- Как продлить срок службы резца
Затупившемуся инструменту можно и нужно возвращать остроту. Поэтому мы расскажем, как правильно заточить сверло по металлу: методы обработки, до какой геометрии доводить и так далее. В результате вы будете знать, что делать, чтобы полностью вернуть его характеристики и снова его использовать. Согласитесь, это гораздо практичнее, чем сразу покупать новое.
Внимание, как только вы заметите, что режущая кромка утратила исходный профиль, нужно тут же прекратить выполнение технологической операции. Потому что его кромка под воздействием сил трения нагрелась и стала мягкой, и продолжение работы вызовет еще большую деформацию, уже критическую, после которой восстановление станет невозможным.
Когда стоит проводить заточку сверл
Понять, что она необходима, можно по следующим, достаточно явным признакам:
- при погружении инструмента в толщу заготовки слышен резкий скрип;
- стружка выходит в виде мелкой крошки, а не длинной спирали;
- кромка быстро перегревается – стоит попробовать пальцем, и можно обжечься.
Итак, если заметите хотя бы один из этих тревожных знаков, немедленно останавливайтесь, иначе не избежите поломки. Если привычная операция стала занимать больше времени – например, раньше вы делали отверстие за 3 секунды, а теперь за 5 – это тоже говорит об износе.
В случае сомнений следует просто проверить кромку на ощупь: если она округлая или гладкая и, наоборот, с неровностями, сколами, заусенцами, это свидетельствует о том, что инструмент непригоден для дальнейшего использования и пора озаботиться вопросом восстановления.
Геометрия и части сверла
Конструкция рассматриваемого инстурмента достаточно проста и состоит из таких элементов:
- режущая кромка, непосредственно снимает стружку;
- шейка, выполняющая роль своеобразной перемычки;
- рабочая часть с нарезанными канавками, отводящими отходы;
- хвостовик, закрепляемый в станке (ручной дрели);
- по паре задних (затылок) и передних поверхностей, формирующих профиль;
- две спинки с ленточками, создающие внешнюю сторону.
При многократном выполнении технологических операций затупляется, а значит именно ей и требуется вернуть остроту.
Параметры, подлежащие восстановлению
Правильная заточка сверла по металлу позволяет нормализовать следующие характеристики:
Угол вершины, который кромки образуют вместе с перемычкой. Изначально, он зависит от качественных характеристик материала обработки (твердость так же важна, как вязкость) и способен составлять 60-150 градусов, а иногда и доходить до 180. В нашем случае необходимо, чтобы он стал 116-118 0, соответственно, его нужно привести к данному показателю.
Угол оси и режущей части – он обязан быть вполовину уже предыдущего, то есть 58-59 0, и симметричен относительно каждой стороны инструмента. Иначе будет наблюдаться неравномерный износ, что оборачивается более быстрым выходом инструмента из строя, а также неровными краями готовых отверстий.
Задний угол – должен быть зафиксирован в диапазоне 7-17 0 (зависит от того, из чего выполнена заготовка); любое отклонение фактического значения от номинального требуется исправлять, иначе производительность снизится в разы, да и поломка не заставит себя ждать.
Форма и длина кромок – важно, чтобы они были равными, в противном случае неизбежно возникнет биение, в результате которого не удастся выполнять отверстия строго заданного диаметра. Определять размеры (для выяснения симметричности) следует от края (вершины) до центральной точки перемычки.
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
Основные составные части спирального сверла.
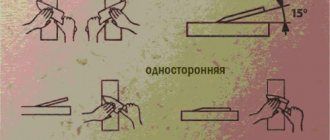
Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка.
При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик.
Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.
Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Зависимость угла заточки от материала
Выше мы уже упоминали, что количество градусов меняется в ту или иную сторону, исходя из того, что за деталь обрабатывается. Чем она меньше, тем кромка длиннее, лучше теплоотвод, дольше срок службы. Чем больше, тем труднее центрировать инструмент на начальном этапе выполнения технологической операции.
Есть универсальная величина – 118 0 (с допуском в 2 0) и 7-12 0 соответственно. Ее выбирают тогда, когда никаких подробностей не указано. Если же известно, из чего выполнена заготовка, следует отдать предпочтение рекомендованным величинам, которые мы для наглядности свели в таблицу.
| Материал | Угол, 0 | |
| задний | при вершине | |
| мягкая древесина, пластмасса, волокнистые структуры | 12-15 | 60 |
| твердые породы дерева, упругая резина, бакелит, ковкий каучук | 90 | |
| нержавейка, сплавы коррозионных и жаропрочных сталей | 12-14 | 127 |
| инструментальная сталь | 7-15 | 118-150 |
| медь | 12-15 | 100-118 |
| твердая бронза, конструкционные стали, чугун (работая с литьем, из него следует выполнять двойную заточку, делая угол переходной кромки в 70-75 0) | 7-12 | 118 +/- 2 |
| сплавы | ||
| титановые | 12 | 70-118 |
| магниевые | 135-140 | |
| алюминиевые | 12-17 | 90-140 |
| медные | 12-15 | 118-150 |
Что применять для заточки
Достаточной точности выстраивания угла можно достичь только в том случае, если инструмент будет надежно зафиксирован, а подачу обрабатывающего его приспособления можно будет регулировать в процессе. Такой подход позволит восстановить геометрию спиралевидных стержней размером от 3 до 19 мм.
Выполнить все работы с минимальными погрешностями и максимальной производительностью можно на станках. И сразу несколько версий подходящего оборудования, надежного, удобного в эксплуатации, экономичного и при этом мобильного, вы найдете в каталоге ижевского – выбирайте в пользу качества.
Теперь расскажем, как правильно точить сверла по металлу не на производстве, а в гараже или даже в домашних условиях, когда банально нет специализированной техники (покупка которой для разовых потребностей нецелесообразна). Для этого можно воспользоваться следующими машинами, инструментами, приспособлениями:
- болгарка – позволит удалить следы износа и довести нужную грань до 120 0, но для этого придется многократно по 1-2 секунды снимать стружку, вертикально зажав сверло в тисках;
- точило – следует сначала убрать со стержня все зазубрины (если они есть), а после закрепить его в фиксаторе и аккуратно оправить, слегка прижимая (под необходимым углом) к вращающемуся кругу;
- специальная насадка на дрель – достаточно установить ее, закрепить в ней сверло и включить, а после повернуть инструмент на 1800 для отладки второй грани; но этот вариант эффективен при малом затуплении, среднем диаметре (3,5-10 мм);
- надфиль или напильник – здесь правка производится вручную; это выбор только для резцов из сравнительно мягких материалов; использовать абразивный или алмазный брусок нецелесообразно, так как нужную геометрию выдержать будет проблематично.
Приспособления и технологии их применения могут быть разными, но после использования каждого из них в любом случае следует убедиться, что нужный результат достигнут.
Заточка мелких свёрл
К сожалению, инструмент диаметром меньше 4 мм заточить с использованием насадки или на станке невозможно. Поэтому такие сверла точат вручную, используя напильник или надфиль. Что касается последнего, то лучше выбирать с алмазным напылением. Даже если был использован напильник, доработать кромки необходимо надфилем.
Все сложность проводимой операции заключается в том, что режущий инструмент имеет небольших размеров плоскости и кромку. Поэтому рекомендуется для этого приобрести очки с четырёхкратным увеличением, а также воспользоваться лампой с хорошим световым потоком.
Принцип заточки точно такой же. Но есть и некоторые рекомендации:
- стачивать слой более 1 мм не рекомендуется;
- угол заточки сверла по металлу стандартный, но выдерживается на глаз;
- как показывает практика, первое сверло вы обязательно испортите, не стоит отчаиваться, навык приходит с опытом.
В видео показано, как точить сверла по металлу вручную:
Инструменты для проверки правильности заточки
Это могут быть:
- штангенциркуль;
- транспортир;
- линейка;
- угломер.
и другие – все вместе или по отдельности. Но для максимальной точности и удобства лучше воспользоваться универсальным шаблоном – с уже нанесенными шкалами длин и углами. Проще всего купить готовый, но так как в продаже он встречается не всегда, имеет смысл изготовить его самостоятельно, это несложно.
Можно реализовать одну из двух конфигураций:
- тонкая пластинка из листовой нержавейки, стали или даже жести с нанесенной алмазным карандашом разметкой;
- 2-3 гайки, сваренные между собой или скрепленные термоклеем, – угол на стыке их граней совершенно точно будет равняться 120 0, поэтому по нему легко проверяется вершина резца.
Как наточить сверло по металлу
С правильным выбором угла, доводкой, проверкой и корректировкой (если потребуется). Но прежде чем рассматривать каждый этап, отметим, что, работая на современном высокопроизводительном станке, используя привычную болгарку или классический абразивный круг, для собственной безопасности лучше использовать дополнительное приспособление-фиксатор.
Это может быть простейшее прижимное основание или втулка подходящего диаметра. Еще один вариант – шаблон с целым набором трубок с сечением разной ширины, под стержни всех распространенных размеров. Главное, чтобы выполнялись два условия:
- данный вспомогательный элемент успешно играет роль упора и делает движение резца назад невозможным;
- он же обеспечивает точное центрирование в течение всего времени выполнения работ.
Теперь взглянем на каждый шаг по порядку.
Выдержать угол
Отвечая на вопросы новичков о том, как научиться точить сверла по металлу, мастера отмечают, что в первую очередь нужно наловчиться понимать, до какой остроты доводить кромку. Это непосредственно зависит от стали, пластика, массива дуба или другого материала, для которого предназначен инструмент: чем мягче заготовка, тем тупее (шире) обязан быть угол, и наоборот. Выше мы приводили таблицу соответствия, ориентируйтесь по ней, но вот еще несколько любопытных соотношений для:
- силумина – 90-100 0;
- древесины – 135 0;
- магния и его сплавов – 85 0;
- текстолита и пластика – 90-100 0;
- гранита и керамики – 135 0;
- алюминия – 135 0.
По аналогии можно подбирать градус и для других случаев.
Выполнить доводку
Если вы посмотрите любой по-настоящему полный и грамотно продуманный ролик на тему «как правильно наточить сверло по металлу», видео наверняка будет содержать в себе этап, на котором мастер вооружается болгаркой или перфоратором с насадкой в виде абразивного круга и приступает к шлифовке кромки.
Зачем он это делает? Чтобы устранить незначительные дефекты, например, заусенцы или царапины. Геометрия режущей части при этом не меняется, а значит угол остается таким же, каким его уже выдержали. Вот только для максимально точного результата на данной стадии нужно зажимать стержень в тисках (или в другом столь надежном фиксаторе), чтобы он не ходил по сторонам.
Доводка – по-своему уникальная операция, так как она сочетает в себе сразу два вида обработки поверхности – и грубую, и финишную, – поэтому проводить ее просто необходимо.
Выполнить проверку
Те, кто по своему опыту знают, как правильно заправить сверло по металлу и заточить его, прекрасно понимают, насколько важно убедиться в качестве результата. Поэтому после правки инструмента они берут шаблон (выше мы рассказывали, как его изготовить) и убеждаются, что всем стандартам соответствуют следующие показатели:
- длины граней;
- углы – в вершинах, продольной кромки, наклона винтовых канавок.
Если какой-то параметр не отвечает норме, это обязательно следует исправить. В противном случае возникнет биение, и размер сделанного отверстия окажется больше необходимого.
Произвести подточку
Она актуальна для стержней, диаметр которых превышает 10 мм. Ее выполнение позволяет уменьшить наклон передней кромки и одновременно увеличить угол режущей грани.
Это позволит повысить ресурс инструмента и обеспечить его сопротивляемость крошению, а также сузить его, а значит и облегчить вхождение в заготовку (появится эффект скобления) и снизить негативное воздействие силы трения.
Инструменты
0 votes
+
Голос за!
—
Голос против!
Для того, чтобы просверлить в металлической или деревянной детали отверстие, используют сверла. Однако, они в процессе эксплуатации нуждаются в заточке. Если не заточить сверло, то работа с ним будет длительной, а качество отверстия — неудовлетворительным. О способах заточки сверл по дереву и металлу поговорим далее.
Оглавление:
- Особенности выбора сверла по дереву и по металлу
- Заточить сверло по дереву: схема выполнения работ
- Разновидности и заточка сверл по металлу
- Как заточить сверло по металлу: технология и особенности заточки
Особенности выбора сверла по дереву и по металлу
В процессе выбора того или иного сверла, прежде всего следует его визуально осмотреть. На его поверхности не должны присутствовать трещины, сколы или другие деформации, она должна быть гладкой и ровной. В соотношении с цветом данного приспособления определяется тип его конечной обработки, которая сказывается на прочности и длительности эксплуатации сверла.
Черные сверла имеют отличные эксплуатационные характеристики, так как они обрабатываются с помощью пара. Если цвет сверла желтый или золотой, то оно обработано титановым напылением. Данный процесс позволяет сверлу сбрасывать излишнее напряжение. Кроме того, длительность эксплуатации сверла значительно возрастает.
Сверло серого цвета свидетельствует о том, что его обработка не проводилась, поэтому эксплуатационные свойства такого инструмента находятся на низком уровне. Покупая дрель, вы получаете в комплектации к ней набор сверл, различающихся по диаметру, длине и типу использования.
Чаще всего, сверла подразделяются на инструменты, используемые ля сверления отверстий:
- на бетонных поверхностях;
- на деревянных поверхностях;
- на металлических поверхностях.
Каждая разновидность сверл отличается индивидуальными показателями внешнего вида и цвета. Для сверления деревянных поверхностей используются сверла в виде пера, змеи или спирали.
Самый распространенный диаметр сверла по дереву винтового составляет от трех до пятидесяти двух миллиметров. Данный инструмент имеет двойную ленту, которая обеспечивает точность сверления отверстия. При этом соскальзывание сверла в процессе работы исключено. Для удаления стружки сверло имеет отверстия в спирали, через которые она выходит. Оно подходит для сверления отверстия под дюбеля, монолитные и деревянные плиты, фанерные листы и т.д.
Змеевидный вариант сверла отличается наличием тщательно отшлифованной и фрезерованной спирали. С ее помощью делают отверстия в деталях, выполненных из шпона.
Сверло перовое по дереву отличается широкой сферой применения. Оно отличается удобством эксплуатации, а также имеет различные диаметры. Используется как для сверления мягкого дерева, так и для более твердых пород древесины. Сверло перьевое по дереву — отличный и универсальный вариант для сверления практически любых отверстий.
Винтовые сверла обеспечивают сверление против волокон древесины. Диаметры сверл по металлу и по дереву винтового типа бывают от одного до пяти сантиметров. Длина такого сверла составляет от четырех до десяти сантиметров.
Качество полученного отверстия определяется прежде всего правильность выбора сверла для того или иного материала, а также уровень заточки данного сверла.
Заточить сверло по дереву: схема выполнения работ
В ответе на вопрос как заточить сверло по дереву, существует множество нюансов, которые следует учитывать. Прежде всего, следует определить действительно ли сверло затупилось, возможно причина в его поломке иди износе. Признаками того, что сверло по дереву нуждается в дополнительной заточке является прежде всего тот факт, что работа по просверливанию отверстия протекает намного дольше, отверстия получаются неровными и некачественными. Также, такое сверло очень быстро нагревается и под воздействием слишком большой температуры деформируется.
Если опыт работы по заточке сверла по дереву у вас отсутствует, то рекомендуем изначально потренироваться на старых и уже изношенных сверлах. Если выполнить заточку неправильно, то дальнейшая эксплуатация или восстановление сверла будет невозможным. Сверло по дереву большого диаметра поддается заточке лучше, нежели сверла, используемые для сверления металлических поверхностей. Так как сверла по дереву изготавливаются из более податливых и мягких материалов. В данном случае, для заточки такого сверла достаточно домашних подручных инструментов.
В процессе заточки потребуется наличие заточного станка и емкости с водой, используемой для охлаждения сверла. Вода не допустит перегрев стали и деформацию сверла в процессе его заточки.
Если станок для заточки сверл у вас отсутствует, то используйте обычный напильник. Однако, в таком случае, процесс заточки будет длиться в несколько раз дольше. Главное правило качественной заточки сверла по дереву длинного, соблюдение правильный пропорций и геометрических форм. То есть, форма сверла должна быть точно такой же, как и после его покупки. Сверло по дереву кольцевое должно быть заточено с соблюдением определенного угла заточки.
В процессе использования станка для заточки, то в таком случае, следует аккуратно приставлять сверло к точильному диску. Для того, чтобы необходимые величины были максимально точными используйте дополнительные приспособления. Это может быть устройство, во внутрь которого устанавливается сверло и зажимается в нем.
Таким образом, сверло находится в специальном механизме и снижается риск получения ожогов, в следствие его нагревания. Кроме того, для того, чтобы не повредить руки, в обязательном порядке перед заточкой оденьте перчатки. После выполнения предварительной заточки, кромка постепенно доводиться до гладкой формы и идеального состояния. Это делается с помощью такого же станка, но на низких оборотах, После выполнения доводки сверло может эксплуатироваться по назначению.
Если заточка выполнена правильно, то срок эксплуатации сверла значительно увеличивается.
Заточка сверла по дереву видео в конце статьи.
Технология заточки сверла по дереву подразумевает выполнение таких действий:
1. Угол заточки сверла по дереву составляет девяносто пять градусов. Данное значение, в обязательном порядке выдерживается.
2. Сверло устанавливается исключительно на край точильного станка.
3. Для того, чтобы повысить точность работы, рекомендуем установить сверло во внутрь специального инструмента, например, шайбу.
4. Подверните ее задние кромки на несколько миллиметров, следите за ровностью каждой кромки.
5. После заточки, на станке следует снизить обороты и продолжить работу.
6. Старайтесь, чтобы перемычка на сверле была очень тонкой. Таким образом, удобство работы с инструментом увеличивается. Если сверло слишком тонкое, то перемычку точить не нужно.
7. Далее, следует охладить сверло и проверить его на работоспособность. Если отверстие получилось ровным и работа прошла быстро, то инструмент заточен правильно.
Разновидности и заточка сверл по металлу
Сверла по металлу различаются в соотношении с толщиной, размером, формой или областью применения. Сверло по металлу спиральное бывает:
- коническое сверло по металлу отличается наличием конического хвостовика, конусное сверло по металлу имеет диаметр от шести до шестидесяти миллиметров;
- ступенчатое сверло по металлу встречается редко;
- сверло по металлу с цилиндрическим хвостовиком;
- длинное сверло по металлу квадратной формы.
В соотношении с конечной обработкой сверла по металлу бывают:
- необработанные отличаются стандартным цветом стали;
- обработанными с помощью пара, имеют черный цвет;
- золотистого цвета, способны передавать излишнее напряжение;
- титановые сверла отличаются ярко желтым цветом.
Для изготовления сверл по металлу используется быстрорежущая сталь, инструментальная сталь с кобальтовыми добавками, легированная сталь, специальные типы металлов.
С помощью цилиндрических спиральных сверл производится обработка алюминиевых, медных, цинковых или магниевых сплавов. Титановые сплавы обрабатываются с помощью специального оборудования и сверл А-класса.
Конические сверла по металлу используются для сверления твердосплавных металлов. Они различаются в соотношении с маркой и типом стали, из которой изготовлены. Обработка того или иного металла зависит от угла заточки сверла. При этом, различают такие требования к углу заточки сверла по металлу:
- если сверло изготовлено из мягкого или цветного металла, то угол заточки составляет от восьмидесяти до девяносто градусов;
- если металл имеет среднюю степень жесткости и для чугунных металлов, угол заточки составляет от ста шестнадцати до ста двадцати градусов;
- для очень твердой стали угол заточки сверла составляет сто тридцать сто сорок градусов.
Как заточить сверло по металлу: технология и особенности заточки
В процессе эксплуатации любого сверла оно приходит в неисправность и нуждается в заточке. Для того, чтобы сэкономить средства на покупку нового сверла, особенно если оно выполнено из высококачественной стали, рекомендуем выполнить его заточку.
Сверла по металлу, в отличии от сверл по дереву, изготавливают из высококачественной стали, заточка которой требует особых навыков работы с точильным станком. Самые оптимальные и распространенные по диаметру сверла составляют шестнадцать миллиметров. Самым простым способом заточки такого сверла является использование точильного круга. Если такого оборудование в гараже нет, то следует установить сверло в электрическую дрель, зафиксировать ее в неподвижном положении, взять шлифовальный камень и начать заточку.
Учтите, что на глаза следует одеть защитную маску, а на руки — перчатки, так как сверло в процессе заточки слишком сильно нагревается. Подготовьте небольшой резервуар с жидкостью, которая будет постепенно охлаждаться.
Вода может быть заменена машинным маслом. Если не охлаждать сверло в процессе работы, то оно под воздействием высокой температуры деформируется.
Процесс заточки должен быть последовательным, вначале следует обработать заднюю часть поверхности. Старайтесь, чтобы сверло плотно прилегало к поверхности. Следите за углом заточки сверла, он должен находиться на одном уровне. Если осматривать сверло с боковой части, то он должен напоминать конусную форму.
Далее следует обработать режущую часть сверла. Также, следует с выдерживания определенного угла сверла. Далее, следует окончательно довести заднюю поверхность. Следите за направлением перемычки, она должна быть по размеру не более 0,4 мм для небольших сверл. Если диаметр сверла большой, то перемычка может составлять до одного сантиметра.
Перед началом работы, рекомендуем потренироваться на старых сверлах. После получения навыков работы с точильным кругом, приступайте к непосредственной заточке сверла. Учтите, что сверление производится не с помощью самого наконечника, а боковыми его сторонами, поэтому они также должны быть идеально заточены.
Если сверло имеет наконечник из победита, то технология его заточки немного отличается от стандартной. Предлагаем ознакомиться с рекомендациями по заточке сверла по металлу:
- старайтесь, чтобы кромка сверла располагалась параллельно к рабочей поверхности точильного круга или камня;
- заточка должна выполняться постепенно, не надавливайте сверло на круг;
- старайтесь, чтобы кромки были одинаковы по своей длине;
- о высоком качестве заточки сверла по металлу свидетельствует поверхность сверла, на которой отсутствуют какие-либо блики.
Первый вариант заточки является одноплоскостным. Данная заточка используется в том случае, если диаметр сверла не превышает трех миллиметров. Данная методика проводиться с особой аккуратностью, в противном случае, сверло может раскрошиться. Инструмент укладывается на круг и перемещается параллельно с его движениями.
Если диаметр сверла превышает три миллиметра, то следует использовать коническую заточку. В таком случае, сверло необходимо удерживать с помощью двух рук, постепенно затачивая его перья. Сверло легко прижимается к камню и немного покачивается в процессе заточки.
После выполнения заточки сверла, необходимо выполнить доводку. С ее помощью удастся избавиться от мелких зазубрин и производится шлифовка кромки. Для этих целей рекомендуется использование специального мягкого камня.
Учтите, что человек, выполняющий заточку должен обладать хорошим зрением. Также, в процессе работы необходимо организовать хорошее освещение. Для того, чтобы обеспечить большую точность заточки необходимо изготовить специальный инструмент. Он поможет зафиксировать сверло в неподвижном положении, по отношению к шлифовальному кругу.
Заточка сверла по металлу видео:
Способы заточки сверла по металлу для получения правильной задней плоскости
Методы классифицируются по тому, как обрабатывается затылок. Сегодня выделяют следующие их вариации:
- Одноплоскостная – актуальная для малых стержней (до 3 мм диаметром); нужно сделать 1 поверхность, под углом, аналогичному заднему и выбранном в пределах 15-25 0.
- Двухгранная – в затылочной части с разной степенью интенсивности затачиваются 2 плоскости; первая, в общем случае прилегающая – под 7-17 0, вторая – под 25-40 0. Тогда ребро пересечения в результате такого исполнения проходит под 0-40 0; в идеале оно должно быть 25-30 0 для материалов высокой степени твердости и 35-40 0 – для средних и мягких. Помните, если его завысить, уменьшите осевую силу, ослабите клин при резких наклонах, ухудшите теплоотвод и прочность.
- Коническая – по мере ее выполнения затылок становится криволинейной формы, так как задний угол постепенно увеличивается, причем сразу от лезвия. Самый узкий он на режущей части, где составляет от 7-17 0 (конкретное значение зависит от самой заготовки). Для достижения успеха в процессе стоит подкручивать хвостовик стержня сверху вниз.
Существуют и другие способы, например, винтовая заводская заточка сверла по металлу, а осуществляется она главным образом на станках; существует также цилиндрическая, хотя распространена она значительно меньше. Есть и ручной метод – эллиптический: для него, так же, как для фасонного, понадобятся абразивные круги специфического (непрямого) профиля.
Проверка заточки сверла
После того, как визуальный осмотр будет показывать, что режущие кромки гладкие и острые, проверьте, соблюден ли правильный угол заточки сверла по металлу и соответствует ли нормативам длина рабочих кромок. Для оценки понадобится специальный шаблон, угломер или транспортир, а также штангенциркуль.
Проверка штангенциркулем соответствия длин режущих кромок
Какие параметры нужно проверять?
- Не завален ли угол режущей кромки вперед. Наличие такой ошибки делает режущую кромку не самой высокой точкой зуба и формирует на задней поверхности горку. Из-за этого сверло трется о заднюю поверхность материала и не сверлит. Ошибку исправляют, затачивая сверло заново.
- Соответствуют ли длины режущих кромок от центральной точки на перемычке до боковых вершин режущих кромок. Это расстояние должно совпадать с обеих сторон, в противном случае диаметр итогового отверстия будет больше номинала.
- Проверить, что угол при вершине равен 120°. Определить угол заточки сверла по металлу можно при помощи покупного или самодельного шаблона. Важно проследить, чтобы углы при вершине совпадали у обоих зубов, иначе работать будет только одна сторона.
Правильная и неправильная заточка сверла
После проверки основных параметров просверлите любую заготовку из металла. Если заточка выполнена правильно, сверло будет плавно входить в металл, стружка равномерно выходить с двух сторон из канавок. А готовое отверстие будет превышать номинальный диаметр не более чем на 0,05–0,1 см.
После сверления заготовки подточите перемычку, чтобы уменьшить прилагаемое при работе усилие и уменьшить изнашиваемость инструмента.
Как изготовить шаблон для проверки заточки сверла?
Шаблон для проверки заточки сверла по металлу можно изготовить самостоятельно из листовой стали или жести. За ориентир можно взять шаблон из магазина. Самый простой шаблон можно изготовить из двух или трех гаек. Гайки идеально подходят для этих целей, так как являются правильными шестиугольниками, внутренние углы которых составляют 120°. Если же гайки соединить, угол между их гранями тоже будет равен 120°. Гайки можно приварить или приклеить друг к другу на термоклей.
Варианты обработки по числу скосов на кромке
Их два, и при каждом угол не остается постоянным, а меняется, постепенно сужаясь от центральной вершины к боковым. Это позволяет обеспечить равномерный отвод тепла и в принципе снизить нагрев инструмента.
Итак, 2 технологии:
Нормальная – выполняется ровная геометрия кромки, причем по всей ее длине. Очень популярная, в том числе за счет простоты в реализации.
Двухголовая – осуществляется под парой углов возле вершины; внимание, на первом этапе и на 4/5 режущей части необходимо придерживаться показателя в 116-140 0, тогда как на оставшейся, завершающей 1/5 диаметра (если за точку отсчета взять внешний край) – уже 66-100 0. Такой подход позволит создать главную зону с переходной, тем самым удлиняя полезную площадь, что поможет улучшить выброс стружки, а значит и повысить срок службы стержня.
Инструкция для работы на станке
Естественно, заточка спиральных сверл по металлу должна проводиться с соблюдением техники безопасности, согласно которой:
- маска или очки для защиты глаз и перчатки с подручниками обязательны;
- пока оборудование включено, нельзя касаться его работающих частей;
- даже после выключения к абразивному кругу запрещено дотрагиваться до тех пор, пока он не прекратит свое вращение и не остановится.
Теперь переходим к нюансам выполнения процедуры:
- Выравнивайте задние поверхности – так вам будет легче соблюсти нужный градус; подгонять углы можно с помощью нарисованной линии.
- Размещайте инструмент на указательном пальце правой руки, зафиксировав большим и придерживая за хвостовик левой, а после и управляя ею – так удобнее всего.
- Удерживайте стержень в процессе строго горизонтально, иначе рискуете снять перемычку и кромки; опускайте только заднюю часть и то плавно, не торопясь.
- Контролируйте силу нажима и помните, что все движения должны быть короткими и быстрыми – чтобы избежать перегрева; регулярно охлаждайте резец в подсоленной воде.
- Продолжайте, пока не уберете даже мельчайшие дефекты – важно добиться идеально ровной поверхности.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Обработка на специальном оборудовании
Мы подробно рассказали, как заточить сломанное сверло на станке, но ведь существуют и иные варианты. Например, использование специально созданных для заострения приспособлений, которые принципиально делятся на 2 вида.
Шлифовальные насадки – каждая из них представляет собой цилиндрический прибор. С одной стороны, у нее зажимы, благодаря которым она фиксируется на дрели, с другой – крышка с отверстиями разного размера. Вставляете в подходящее стержень, убеждаетесь, что он расположен строго горизонтально, и включаете электроинструмент на 10 секунд, а после поворачиваете хвостовик на 180 0 и повторяете процедуру. Минус здесь – в ограничении по диаметру (3-10 мм) и в необходимости контролировать направление подачи. Плюс – в доступной цене такой помощницы.
Стационарные приспособления – с неподвижной платформой и поворотной частью, на которой и закрепляется резец. Подносите последнюю к абразиву и удаляете все дефекты. Достоинство – в удобстве и безопасности пользования: вы легко и точно выставляете угол и не приближаете руку к диску. Недостаток – в отсутствии мобильности: для предотвращения вибраций основание нужно жестко фиксировать.
Важные моменты
Решая вопрос, строго придерживайтесь следующих требований:
- Держите стержень неподвижным, ни в коем случае не допуская его вращения вокруг оси; изменение положения хотя бы на градус повлечет за собой повторную выправку.
- Используйте только те диски и круги, поверхность которых идеально ровная; регулярно восстанавливайте ее с помощью эльборовых насадок.
- Давайте инструменту остыть после завершения операций по заострению, и только когда он естественным образом охладится, подставляйте его в шаблон и проверяйте.
Эти правила заточки сверл по металлу помогают добиться максимального качества обработки и продиктованы практикой, так что применяйте их.
Особенности выбора сверла по дереву
Когда появляется необходимость правильно подобрать сверло, то в первую очередь требуется обратить внимание на цвет. Так, к примеру, каждый оттенок изделия отвечает за тип конечной обработки, показывающей срок эксплуатации сверла и его прочность.
- Самым худшим вариантом можно считать серые изделия, которые ничем не обрабатываются и их эксплуатационные параметры довольно низки.
- Расцветка может быть золотистой, что говорит о титановом напылении и достаточно длительном сроке эксплуатации.
- Ничем не хуже по характеристикам и черные сверла, обработанные при создании паром.
Кроме того, стоит тщательно визуально изучить объект. Если на нем заметны следы деформации, то такое изделие лучше не использовать. Важно выбрать сверло без единой царапинки или трещины, его поверхность должна быть идеально ровной и гладкой.
Разновидности сверл по дереву
Как продлить срок службы резца
Чтобы его как можно дольше не приходилось править, стоит:
- избегать перегрева, который приводит к быстрому размягчению металла, а значит и к затуплению кромки;
- смазывать машинным маслом – это поможет снизить столь опасную силу трения и предотвратить резкое повышение температуры в зоне контакта;
- контролировать скорость вращения – ограничивайте ее, ориентируясь на твердость материала и нужный диаметр отверстия, но не гонитесь за быстротой, помните, что условия эксплуатации должны быть щадящими;
- своевременно убирать стружку, чтобы она не забивала углубление, иначе инструмент может застрять и даже сломаться;
- обрабатывать еще и перемычку с ленточкой – так вы улучшите стойкость и качество врезания, что позволить ослабить подачу, сохраняя должную производительность;
- делать несколько проходов, давая паузы между каждым из них – чтобы приспособление успевало остыть.
Мы рассказали, как правильно заточить сверло по металлу, видео этого процесса тоже предоставили, теперь вы можете смело приступать к обработке поврежденных стержней. А если вам нужно приобрести для этого станок, его найдете в каталоге завода-, обращайтесь и заказывайте качественное и современное оборудование.
Как устроено сверло
Для того, чтобы обновить рабочую часть верно, надо разбираться, какие у сверла есть составные элементы:
- рабочая часть, создается за счет сведения канавки и задних элементов;
- фронтальный элемент под рабочей частью;
- свод между частями сзади;
Во время использования сверла сильнее портится острие сверла, свод и граней сзади. В связи с этим, ремонт сверла происходит за счет выправления граней сзади, примыкающих к острию и своду сверла.
Но тут есть свои тонкости: чтобы обновить поверхность сверла и вывести четкий свод, углы затачивания надо ровнять по углы заточки должны соответствовать параметрам самого сверла.
Выполнение этих норм даст рабочей части сверла первой совмещаться с заготовкой, это и дает нам наибольшую отдачу от инструмента. Угол вершины сверла определяет длину рабочей части инструмента. Если он выведен верно, то стружка будет без проблем ложиться в желоб и удаляться из него. Ну а если угол будет острым, то вырастет площадь снимаемой полосы, желоб забьется стружкой, она не будет выноситься из отверстия. Ну, а слишком тупой угол снимает пользу от инструмента.
Сверла отличаются по используемому для них сырью и диаметру. Параметры сверл различаются от направленности материала. Сверла из металла лучше всего обрабатываются дома.
Любой сверлящий агрегат имеет две плоскости сзади, формирующие конус на конце инструмента и пару режущих кромок. Если Вы поставите сверло на плоскость, то кромки будут ее касаться, часть, расположенная за ними, будет расположена в стороне от них. Она расположена под определенным углом, который и называют «задним». Сбег ориентировочно должен составлять на каждый заворот 0,2 мм.