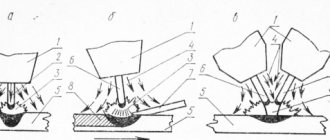
Преимущества горячего цинкования
Преимущества использования метода горячего цинкования:
- Возможность добраться до мельчайших элементов и зазоров;
- Полученные покрытия устойчивы к механическим повреждениям, истиранию, эрозии и ударам;
- Технология горячего цинкования — это явление диффузии, заключающееся в проникновении атомов цинка во внешний слой стали в расплавленном цинке;
- Покрытие, полученное в процессе горячего цинкования, имеет слоистую структуру;
- Состоит из сплавов железо-цинк и слоя чистого цинка, а наличие слоев сплава делает цинковое покрытие неразрывно связанным со стальной подложкой;
- Цинковое покрытие обладает антикоррозийными свойствами;
- Цинковое покрытие защищает сталь на долгие годы и не требует ухода;
- Эстетическая ценность;
- Возможность нанесения лакокрасочного или только покрытия краской (так называемая дуплексная система).
Для каких целей металлоконструкции подвергают оцинковке
Процесс подразумевает наложение тонкого слоя цинка, перед нанесением поверхность обрабатывается механическими и химическими способами. Покрытие обеспечивает защиту не только барьерную, но и электрохимическую реакцию.
Горячее цинкование используется в большинстве случаев при работе с металлами, так как оно наиболее подвержено градирующим процессам. Способ горячего цинкования является наиболее приемлемым, так как имеет сбалансированную стоимость процесса, высокий результат.
Основное назначение цинкования – повышение прочности металлоконструкции. Оцинкованную деталь не нужно окрашивать для защиты от коррозии, в совокупности процесс приближен к стоимости окраски, но имеет больше преимуществ.
Происхождение метода
В конце 17 века проводились первые опыты по погружению металлической детали в горячий цинк. Французский химик отметил появление защитного слоя после процедуры – оцинковка металла. В 1836 году во Франции отдается патент на применение горячего цинка с целью использования для антикоррозийных свойств металлоконструкций.
Метод горячего цинкования был налажен уже через 10 лет после открытого патента, а широкое распространение получил в середине прошлого века.
Изделия, обработанные цинком возможно использовать при любых условиях, кроме щелочной среды. Изготовление представлено некоторыми сложностями во время производства, однако они перевешиваются плюсами.
Достоинства и недостатки метода
Основными преимуществами метода является стоимость при долгосрочном использовании. Уход после процедуры горячего цинкования за деталью не требуется при отсутствии механических воздействий. Цинкование металлоконструкций имеет ряд преимуществ:
- Обработка может производится к деталям любой формы и сложности, так как подразумевает опускание изделия целиком в ванны с цинком.
- При незначительных механических повреждениях, покрытие имеет свойства к самовосстановлению, при некоторых случаях без вмешательства человека.
- Горячее цинкование осуществляется при обработке емкостей и труб, так как стойкость к коррозии и другим воздействиям повышается более, чем в 5 раз.
- В процесс обработки забиваются все мелкие недостатки изделий.
- Эксплуатация не требует дальнейшего ухода за поверхностями, так как защищена слоем цинка.
Недостатки существуют абсолютно при каждой работе, обработка цинковым слоем происходит неравномерно. Повышенный расход материала при выполнении работ, обусловленность формой ванны, детали большего размера обработать не получится. Изделия, обработанные слоем цинка получаются габаритнее, обработанные изделия могут доставить трудностей при монтаже или сварке.
Технология горячего цинкования
Обработка происходит в соответствие с ГОСТ, выполняется в множество этапов, которые требуют подготовки. Технология горячего цинкования применяется только после соблюдения всех условий по производству. Перед работами обезжириваются детали, происходит удаление масла, других составов.
Горячая оцинковка требует нескольких ванн и печей для сушки, печей для процесса, а также зоны, в которой детали подвергаются охлаждению.
Общими правилами установлена, что процесс разбит на этапы. Подготовка поверхности происходит в несколько раз, осуществляются различные работы. Цинкование, процесс состоящий их трёх фаз, которые тщательно соблюдаются. После завершения основных процессов происходит аспирация и транспортировка, действия происходят автоматически.
Подготовка поверхности
Особо важный этап – подготовка, включает множество подтипов:
- Обезжиривание происходит при средней температуре +70 ⁰С, происходит для равномерно расположенного слоя цинка. Если не удалится масляное загрязнение, оцинкованный кусок может обвалиться.
- После происходит промывание, в процессе которого удаляются средства, используемые при обезжиривании.
- Соляной кислотой производится травление, слой окалины удаляется с поверхности металла, под воздействие попадает и коррозия.
- После каждого воздействия определенного средства необходимо осуществлять промывку детали.
- Флюсование обеспечивает хорошее прилегании цинка к поверхности в последующем, противостоит окислению в процессе производства.
- Сушка детали производится в специально отведенной для этого печи.
Наиболее важным процессом отмечается флюсование. Флюс, благодаря химическим свойствам, окончательно удаляет серную кислоту, влагу. Горячее цинкование использует своеобразный флюсовой слой.
Оборудование
Процесс горячего цинкование требует большого помещения и видов оборудования. Основные станки и приборы для обработки:
- Сушильная и цинковальная печи.
- Теплообменник.
- Цинковальные ванны, их количество определяется разновидностью производимых частей.
- Ванна для охлаждения.
- Грейфер, предназначенный для удаления гарт цинка.
Перечисленное оборудование не включает в себя автоматизированную линию для транспортировки детали, подготовке к процессу и очистных сооружений, которые обязательно понадобятся для массового производства.
Цинкование
Определенная технология цинкования и ее соблюдение позволяют добиться прочности, надежности детали. Для получения результата необходимо следовать последовательности, которая описана в технологии горячего цинкования металлоконструкций:
- На этапе погружения детали, при повышении температуры, разрушается флюсовая пленка, которая служит для соединения цинка с металлом. Скорость процесса погружения подбирается оптимальной, нельзя допустить полное разрушение пленки, но и остаточный толстый слой.
- Продолжительность операции подбирается от сложности конструкции, время цинкования определено не более 10 минутами.
- Регулируется скорость вынимания для контроля остаточного слоя горячего цинка на металле.
Качественная сталь, соблюдение температурного режима обработки (450 ⁰С), степень охлаждения полностью зависят на готовый результат. Сушка изделия зачастую происходит на открытом воздухе.
Контроль качества покрытий по ГОСТ 9-307
Важные моменты при процедуре описаны контролем Госстандарта. Требований к обработке существует множество, основные из них:
- Требования к металлу, при данном разделе описаны категории изделий из стали, которые можно обрабатывать.
- Внешний вид и качество покрытия, а также толщина готового изделия определены согласно ГОСТу.
- Методы контроля качества определяются способами определения качества готовой продукции.
Что такое горячее цинкование
Горячее цинкование происходит путем погружения подготовленного для этого процесса продукта в цинк (Zn), нагретый до температуры примерно 450-500 градусов.
Результатом такой ванны является создание толстого слоя цинка как снаружи, так и внутри изделия — толщина цинка, например, в велосипедных стойках составляет от 40 до 110 мкм — на практике 1,5 мкм хватает примерно на 1 год.
Перед ванной рекомендуется предварительная обработка, которая используется для очистки стальных элементов от загрязнений, таких как: ржавчина, сварочный шлак, смазка или масла.
Через несколько минут (время, необходимое железу и цинку для завершения реакции между ними) сталь вынимают из ванны с цинком. Оцинкованная горячим способом поверхность толще, чем поверхность, полученная методом гальваники.
- В результате горячего цинкования получается прочное, прочное и полностью коррозионно-стойкое покрытие, эффективно защищающее стальные детали, в том числе горячеоцинкованную проволоку, прутки и другие металлические изделия.
- Этот вид покрытия также устойчив к механическим повреждениям. Оцинковка производится послойно. Все слои чрезвычайно прочны и вместе образуют эффективный защитный барьер, не теряя своих свойств даже в случае локального повреждения.
- Этому способствует многослойная структура — внешний слой мягкий и поглощает давление и удары, а внутренний слой твердый и защищает основу от повреждений. Кроме того, горячее цинкование придает стальным элементам особый эстетический вид, так как их соединение дает различные цвета.
- Такое возможно из-за разницы в теплоемкости отдельных элементов — детали с меньшей теплоемкостью приобретают металлический блеск, а элементы с большей теплоемкостью становятся серыми.
Первый слой, который появляется на поверхности элемента из оцинкованной стали, — это слой почти чистого цинка — Zn (минимальное содержание железа). Следующие слои — это так называемые слои сплава, то есть Zeta, Delta и Gamma.
Зета-слой содержит около 6% железа (Fe), следующий дельта-слой содержит около 10% железа, а последний гамма-слой представляет собой сплав железа с цинком, который содержит около 25% железа.
Технология
ОБЩИЕ ТРЕБОВАНИЯ К ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ ГОРЯЧЕГО ОЦИНКОВАНИЯ
Первой стадией технологического процесса является доставка металлоконструкций для оцинкования и входной контроль. Доставка металлоконструкций для оцинкования может производиться как автомобильным, так и железнодорожным транспортом.
Для входного контроля желательны электронные автомобильные весы для взвешивания металлоконструкций. Входной контроль поступающих металлоконструкций осуществляется согласно ГОСТ 9.307–89. После входного контроля должен быть определен дальнейший маршрут продукции для оцинкования: или непосредственно на участок навески изделий на траверсы, или, при необходимости, на участок предварительной подготовки поверхности металлоконструкций, где по результатам входного контроля может происходить очистка (пескоструйная, дробеструйная и т. п.), а также дополнительная механическая обработка (сверление дополнительных технологических отверстий, доводка нахлёсточных соединений, зачистка сварных швов от шлака и т. д.).
Операция навески изделий на траверсы осуществляется вручную. Изделия на участок навески могут подаваться автопогрузчиком, мостовым краном или др. способом. Для навески изделий на траверсы необходимо предусмотреть регулируемые по высоте подъемники — один комплект и более. После навески изделий на траверсу, траверса мостовым краном перемещается на накопитель, или непосредственно на участок химической подготовки поверхности.
На операцию обезжиривания траверсы с металлоконструкциями подаются мостовым краном. В ванне обезжиривания с поверхности изделия должны удаляться жиры, масла и др. загрязнения. Раствор ванны обезжиривания должен состоять из кислотного обезжиривателя и воды, при температуре раствора 35–40°С. Поставщика обезжиривателя Заказчик определяет сам. Обезжиривание производится методом погружения изделия в раствор на 5–60 мин. в зависимости от степени загрязнения изделия. Для операции обезжиривания необходимо предусмотреть одну или более ванну, которая должна заполняться и корректироваться при обязательном участии химика-технолога предприятия.
Операция травления применяется для удаления с металлоизделий ржавчины и окалины. Раствор в ванне травления состоит из 50% воды и 50% НС1 (33%). Температура раствора должна быть 15–20°С. Травление производится методом погружения металлоконструкции в раствор на 30–90 мин в зависимости от количества ржавчины и окалины на поверхности изделия. Для операции травления необходимо предусмотреть необходимое количество ванн, которые заполняются и корректируются при обязательном участии химика-технолога предприятия.
Промывка металлоизделия после травления осуществляется в ванне промывки в воде комнатной температуры путем погружения изделия в ванну и извлечения его без задержки. Технологический процесс предусматривает одну ванну для промывки после травления.
Флюсование применяется для удаления с поверхности изделия тончайших пленок окислов, солей железа и углеродсодержащих загрязнений. Флюс активирует поверхность, подлежащую оцинкованию, обеспечивая связь между основным металлом и цинковым покрытием. Раствор ванны флюсования готовится на месте при помощи солей, или приобретается готовый в жидком виде. Температура раствора в ванне флюсования составляет 45–65°С. Флюсование производится путем погружения изделия в ванну на 5 мин. Технологический процесс предусматривает одну ванну флюсования, которая заполняется и корректируются при обязательном участии химика-технолога предприятия.
После флюсования изделие направляется в сушильную камеру с передвижным цепным транспортёром, перемещающей траверсу внутри сушильной камеры. Во время передвижения происходит полное удаление влаги с поверхности и нагрев изделия. Температура в сушильной печи 100–120°С.
На операцию оцинкования траверса с металлоконструкциями доставляется с последней позиции сушильной камеры мостовым краном в печь оцинкования. Оцинкование производится путем погружения изделия в расплав цинка. Данный процесс можно разделить по времени на стадии:
- Погружение изделия в расплав цинка.
- Выдержка до полного выгорания флюса и до выравнивания температуры изделия и расплава цинка.
- Изъятие изделия из расплава цинка.
Состав ванны оцинкования: желательно Zn — 99,99%. Могут добавляться лигатуры алюминия, никеля и др. в количествах, обеспечивающих наилучшее качество оцинковки согласно самым современным требованиям. Температура расплава — 450°С. Общее время погружения изделия в расплав в среднем составляет 5–10 мин. Технологический процесс предусматривает одну ванну оцинкования, которая заполняется и корректируются при обязательном участии химика-технолога предприятия.
Охлаждение изделия непосредственно после оцинкования производится в ванне с горячей водой. Температура воды 60–80°С.
После охлаждения необходимо проводить визуальный контроль и замер толщины покрытия. Контроль качества покрытия осуществляется согласно ГОСТ 9.307–89.
При неудовлетворительном качестве покрытия изделия необходимо направить на участок химической подготовки поверхности и опустить в ванну расцинковки. Раствор в ванне расцинковки аналогичен раствору в ванне травления. В ванне расцинковки должен происходить процесс стравливания цинка, после чего должен производиться полный цикл повторного оцинкования.
После проведения контроля покрытия, траверсы с изделиями мостовым краном необходимо переместить на участок снятия готовой продукции. После снятия с траверс металлоконструкции погрузчиком или мостовым краном транспортируются на склад готовой продукции, где сортируются и упаковываются для дальнейшей отправки Потребителю.
ТРЕБОВАНИЯ К ПРОИЗВОДСТВЕННЫМ УЧАСТКАМ
- Участок предварительной химической подготовки металлоизделий
Участок предварительной химической подготовки металлоизделий может быть изолирован от остального производства защитной, химически стойкой конструкцией типа «короб», или каждая ванна может быть закрыта полипропиленовой крышкой. Приямок для установки ванн предварительной химической подготовки, согласно технологического процессу, футерован полипропиленом. Привод дверей входа/выхода «короба» выполнен в химически стойком исполнении.
Для наружного наблюдения за процессом необходимо предусмотреть смотровые окна по периметру «короба» и входные двери для обслуживания участка травления и оборудования, расположенного внутри защитного «короба».
В защитном коробе необходимо предусмотреть систему освещения в химически стойком исполнении. В «коробе» обеспечивается постоянное разрежение с помощью циркуляционного вентилятора. Число оборотов вентилятора может регулироваться автоматически в зависимости от создаваемого разряжения. Все оборудование «короба» выполняется в кислостойком исполнении.
Участок предварительной химической подготовки металлоизделий должен обеспечивать безопасную работу обслуживающего персонала, между ванными должны быть кислотостойкие площадки, а под ними специальные отсосные трубы, обеспечивающие отсос любых стекающих капель кислоты с перемещающихся металлоконструкций. Капли кислоты, а также агрессивный воздух из химических ванн при помощи специальных кислотостойких вентиляторов и трубопроводов попадают в очистительные установки, где после очистки чистый воздух удаляется в атмосферу, а частицы кислоты возвращаются в техпроцесс.
Для подготовки поверхности металлоконструкций перед оцинкованием технологический процесс предусматривает проведение на данном участке следующих технологических операций:
- обезжиривание;
- травление;
- промывку;
- флюсование.
Все ванны предварительной химической обработки имеют металлический каркас, футерованный полипропиленом толщиной 20 мм.
Все ванны заполняются и корректируются при обязательном участии химика-технолога предприятия.
Рабочая температура ванн травления, промывки и расцинковки должна быть 20°С, ванны флюсования в пределах 45–65°С, ванны обезжиривания в пределах 35- 40°С.
Нагрев ванн флюсования и обезжиривания обеспечивается отводящими газами от печи цинкования через теплообменник с помощью змеевиков. Управление процессом нагрева ванн осуществляется в автоматическом режиме.
Заполнение и корректировка ванн водой должна происходить посредством кислотостойких трубопроводов как от ванны промывки, так и водой, прошедшей через фильтр кислотных испарений.
Для хранения 32% соляной кислоты необходимо оборудовать химически изолированный и футерованный полипропиленом приямок для установки централизованной станции из 3 емкостей со стенками из кислотостойкого пластика, необходимой вместительности.
Перемещение траверс с металлоконструкциями осуществляется радиоуправляемыми мостовыми кранами необходимой грузоподъемности в химически стойком исполнении.
Высота до подкрановых путей может варьироваться в зависимости от максимальных габаритных размеров металлоконструкций, подлежащих оцинкованию, или габаритами имеющегося производственного помещения.
Экологические требования предельно допустимых концентраций должны обеспечиваться в том числе путем применения эффективных систем фильтрации. Количество вредных веществ, выбрасываемых в атмосферу после установок фильтрации, не должно превышать установленные законодательством нормы ПДК. В технологическом процессе раствор флюсовация должен подвергаться непрерывной очистке автоматической установкой очистки флюса.
- Участок сушки металлоконструкций
Для сушки металлоконструкций применяется конвейерная сушильная печь с высокотемпературным конвейером, который должен обеспечивать перемещение траверс внутрь печи с участка химической обработки на участок оцинковки.
Для нагрева изделий до температуры 100–120°С может использоваться тепло отводящих газов от печи оцинкования через рекуператор, а так же применяться индивидуальная газовая горелка и термостойкий вентилятор большой мощности.
Для равномерного нагрева металлоконструкций предусмотрен распределительный трубопровод нагрева камеры сушильной печи.
Сушильная печь находится в бетонном приямке, футерованным огнеупором.
Траверсы с изделиями на первую позицию сушильной камеры подаются мостовым краном, а потом перемещаться самостоятельно цепным транспортером.
В конструкции сушильной камеры предусмотрены две изолированные крышки пенального типа выхода/входа траверс, расположенные в верхней части сушки.
Контроль температуры сушильной камеры и система автоматического поддержания горения контролируются автоматически.
- Участок оцинкования
Участок оцинкования состоит из высокоскоростной печи с импульсным нагревом, ванны оцинкования, продольного защитного короба паров оцинкования, дымоулавителя с фильтрами для улавливания паров оцинкования и ванны охлаждения.
Ванна оцинкования изготовлена из высокоуглеродистой листовой стали толщиной 50 мм. Температура расплавленного цинка должна быть 450°С.
Для установки ванны оцинкования предусмотрена жесткая система фиксации стенок ванны относительно стенок печи.
При работе печи оцинкования в «ночном» режиме рекомендуется накрывать ванну изоляционной крышкой недеформируемой конструкции.
Для откачки расплавленного цинка из ванны оцинкования предусмотрен электрический насос необходимой производительности. Высокоскоростная печь с импульсным нагревом обеспечивает температуру расплавленного цинка в ванне оцинкования 450°С и регулируется автоматически, а нагрев осуществляется горелками, расположенными в торцевой части печи цинкования. Расположение горелок обеспечивает хорошее удержание температуры по высоте ванны, для достижения высокого качества оцинкования. Стены металлического каркаса печи имеют модульную изолирующую систему из керамических волокон высокой плотности, обеспечивающих максимальное удержание тепла.
Печь оцинкования может находиться в термоизолированном приямке.
Печь оцинкования имеет системы защиты от перегрева.
Вентилятор подачи воздуха к горелкам имеет автоматическую регулировку.
Отработанные газы от печи оцинкования направляются в систему возврата тепла с теплообменником газ/вода и могут использоваться как для нагрева ванн предварительной химической подготовки, так и/или для сушильной камеры.
Продольный защитный короб для улавливания паров оцинкования может быть неподвижно закреплен на кран балке и перемещаться вместе с ней и подвешенной траверсой от сушильной камеры до ванны цинкования, или стационарно позиционироваться над печью цинкования.
Конструкцией предусмотрена специальная система отсоса воздуха.
Внутренняя поверхность короба изготовлена из жаропрочной листовой стали и имеет гладкую поверхность. Внутреннее освещение короба выполнено в жаропрочном исполнении. Продольный защитный короб имеет модульную сборно-разборную конструкцию.
Ванна охлаждения изготовлена из легированной стали со стальными опорными рамами. Необходимо предусмотреть использование горячей воды для технологических целей. Ванна охлаждения должна быть расположена в гидроизолированном приямке.
Перемещение траверс с металлоконструкциями на участке оцинкования осуществляется радиоуправляемыми кран-балками необходимой грузоподъёмности.
В процессе опускания траверсы с изделиями в ванну оцинкования может автоматически включиться вентиляционная система для удаления паров оцинкования фильтр «белых дымов».
После полного погружения изделий в ванну оцинкования открываются боковые «шторки» продольного короба печи оцинкования для сбора цинковой золки с поверхности ванны, затем траверса с изделиями должна быть поднята над ванной для стекания и стряхивания цинка ручными приспособлениями.
После этого, траверса с изделиями помещается (при необходимости) в ванну охлаждения.
Траверсы с изделиями из ванны охлаждения мостовым краном перемещаются на участок разгрузки.
Экологические требования предельно допустимых концентраций обеспечиваются фильтрами для улавливания белых дымов. Эффективность очистки соответствует нормам ПДК, принятыми в РФ.
- Участок навески/съема и складирования металлоконструкций
На участок снятия с траверс изделия транспортируются мостовым краном или автопогрузчиком. На участке предусмотрен подъёмник подъема/опускания траверс. Траверсы на подъёмник устанавливаются мостовым краном необходимой грузоподъемности.
После снятия, изделий траверса перемещается на самоходную тележку.
Тележка транспортирует пустую траверсу на участок подготовки поверхности металлоконструкций.
На площадку складирования готовые изделия могут перемещаться мостовым краном или автопогрузчиком.
Участок может быть предназначен для предворительной механической очистки поверхности металлоконструкций перед химической подготовкой, также доработки металлоконструкций согласно ГОСТ 9.307–89.
- Участок предварительной подготовки поверхности
Участок может быть оснащен сварочными полуавтоматами, переносными сверлильными и фрезерными станками с магнитным креплением, электродрелями, радиальными и торцевыми шлиф-машинками.
Передача металлоконструкций на участок может производиться автопогрузчиком или мостовым краном.
Предельно допустимые концентрации паров соответствуют нормам ПДК, принятым в РФ. Эмиссия в газообразных неорганических хлористых соединениях, указанных как хлористый водород, соответствует Российским нормам и правилам EN.
- Экологические требования. Очистные сооружения
Предельно допустимые концентрации паров оцинкования в виде пылевидных эмиссий обеспечиваются путем применения дымоулавителя паров оцинкования (фильтра «белых дымов»). Эффективность улавливания составляет не менее 99%. Пылевидные эмиссии в отработанном газе соответствуют Российским нормам и правилам.
Раствор флюсования непрерывно очищается автоматической установкой очистки флюса в замкнутом цикле.
Вода из ванны промывки используется для пополнения ванн травления.
В технологическом процессе обезжиривания используется обезжиривающий раствор, который не насыщается маслами и обеспечивает работу ванн обезжиривания в замкнутом цикле.
- Автоматизация технологического процесса
Технологический процесс годготовки поверхности перед оцинкованием может быть автоматизирован. Заданные программой режимы отражаются на дисплее и автоматически регулируются. В технологическом процессе оцинкования используется автоматическая система управления для контроля и восстановления заданных температур в ванне оцинкования и сушильной печи. Система имеет соответствующие дисплеи для управления печью цинкования, системой восстановления тепла и системой нагрева ванн.
Для расплава цинка в ванне оцинкования предусмотрена программа для управления горелками печи оцинкования.
Обеспечение постоянной заданной технологическим процессом температуры в ваннах химической подготовки осуществляется автоматической системой регулирования. Заданные и фактические температуры отображаются на дисплее и автоматически регулируются.
Для непрерывного удаления железа из ванны флюсования и поддержания уровня рН в заданном режиме применяется установка автоматической очистки флюса.
Поддержание заданной температуры (100–120°С) в сушильной камере автоматически регулируется системой управления автономной газовой горелкой.
Вентиляционная система продольного короба печи оцинкования автоматически обеспечивает максимальную производительность при опускании изделий в ванну оцинкования.
Для осуществления общего временного контроля за процессами предварительной подготовки в ваннах линии оцинкования, предусмотрена установка сенсорного дисплея, на который выводится текущие показания от ванн.
В случае возникновения внештатной ситуации предусмотрена подача звукового и светового сигналов на каждом участке, а так же вывод на сенсорный дисплей информации о месте возникновения внештатной ситуации и алфавитно-цифрового кода внештатной ситуации.
Горячее цинкование — лучшая защита от коррозии
Защитное покрытие, полученное в результате горячего цинкования, представляет собой высокоэффективную защиту стальных элементов от вредного воздействия коррозионных процессов.
Если только оцинковка сделана правильно, мы получаем практически гарантию, что коррозия не повредит стержни или проволоку. Следовательно, горячее цинкование должно выполняться на основе установленных стандартов, предполагая, среди прочего, что толщина слоя горячего цинкования не может быть менее 40 мкм.
Соблюдение таких стандартов гарантирует эффективность процесса.
Толщина покрытия зависит от следующих факторов:
- Толщина стали;
- Химический состав стали (в основном влияет содержание фосфора и кремния);
- Температура цинковой ванны;
- Время, в течение которого элемент находится в ванне с цинком;
- Шероховатость поверхности.
Классы толщины цинкового покрытия (ГОСТ 14918-80)
| Класс толщины | Масса 1 м2слоя покрытия с двух сторон, г | Толщина покрытия, мкм |
| П (повышенный) | свыше 570 до 855 включ. | свыше 40 до 60 включ. |
| 1 | свыше 258 до 570 включ. | свыше 18 до 40 включ. |
| 2 | от 142,5 до 258 включ. | от 10 до 18 включ. |
Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904.
Оцинкованную сталь высшей категории качества изготовляют:
- с серповидностью рулонной стали не более 6 мм на 3 м длины;
- с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точности прокатки;
- с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм.
Оцинкованную сталь изготовляют из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523.
Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2.
Поверхность оцинкованной стали должна быть чистой со сплошным покрытием.
Не допускаются нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523.
На листах и полосах с необрезной кромкой не допускаются рванины кромок глубиной, превышающей предельные отклонения по ширине.
Для оцинкованной стали групп ХШ, ХП и ОН допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки.
Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок и местной шероховатости покрытия (сыпь), матовый и размытый узор кристаллизации цинка, следы от перегибов, полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки.
Примечание.
По требованию потребителя пассивная пленка должна иметь равномерную окраску.
Уменьшенная разнотолщинность цинкового покрытия (УР) должна быть:
- для класса П — не более 16 мкм;
- для класса 1 — не более 10 мкм;
- для класса 2 — не более 4 мкм.
Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК:
- класса П — не более 12 мкм;
- класса 1 — не более 8 мкм;
- класса 2 — не более 3 мкм.
Пруток и проволока горячеоцинкованные
Благодаря горячему цинкованию стальные прутки и проволока становятся очень устойчивыми к коррозии.
Использование таких элементов сегодня очень широко и включает, среди прочего, производство:
- Панелей и сеток для ограждений;
- Технические сетки,
- Фильтры;
- Стропы для подвесных элементов;
- Вешалки;
- Ручки ведра;
- Колючая, пастушья и мелованная проволока;
- Ограды.
Выбор материала
Толщина покрытия цинком зависит от свойств сплавов железа. Процент наличия кремния в стали и его распределение влияет на толщину цинкового покрытия, цвет и равномерность защитной пленки. По степени окисления сталь подразделяется на: кипящую, спокойную и полуспокойную. Самая тонкая цинковая пленка с гладкой и блестящей поверхностью образуется на изделиях и конструкциях из кипящей стали. На спокойных сталях цинк оседает в виде матового покрытия толщиной 100-180 мкм. На полуспокойных сталях цинковое покрытие может быть неравномерным.
Для цинкования используются составы, содержащие 90-96% цинка в виде хлопьев, пластин или порошка, летучие вещества и связующие агенты (органические смолы). Расплавы цинка могут легироваться алюминием, магнием, титаном.
Горячее цинкование или гальваническое воздействие
Горячеоцинкованные и гальванические покрытия различаются по свойствам, обусловленным течением отдельных технологических процессов.
Электрооцинкованные изделия характеризуются гладким, однородным, но очень тонким цинковым покрытием от 3 до 6 мкм.
Слой гальванического цинка, к сожалению, намного тоньше, чем покрытие, полученное путем горячего цинкования, что делает полученную антикоррозионную защиту менее устойчивой к механическим повреждениям и погодным условиям, как в случае изделий, оцинкованных горячим способом.
- Дополнительным недостатком электролитического цинкования является эффект Клетки Фарадея, благодаря которой изделие не оцинковывается в труднодоступных местах (внутренние углубления изделия, сварные швы). Этой проблемы нет в обработке горячим цинком, когда пруток или проволока, детали и инструменты полностью погружаются в расплавленный цинк и он проникает во все поры.
- Этот метод не позволяет проводить оцинковку плотно закрытых профилей из-за высокой температуры, поскольку вызывает расширение воздуха внутри материала и его разрыв. Однако повреждений можно избежать, проделав в профиле очень маленькие отверстия.
Хотя цена горячего цинкования немного выше, этот вид цинкования более выгоден из-за его гораздо большей механической прочности и устойчивости к коррозии, потому что продукт должен служить нам долгие годы без дополнительных финансовых затрат.
Чем холодное цинкование выгоднее горячего
Нам предлагают разные способы защиты металла от коррозии: холодное цинкование, горячее, гальваническое, газо-термическое, термодиффузионное и прочие. Каждый способ имеет свои плюсы и минусы.
Как понять, какой способ оптимален для вас и ваших металлических конструкций? Холодное и горячее цинкование – наиболее актуальные и распространенные.
В этой статье мы расскажем, что для вас окажется выгоднее – горячее цинкование или холодное.
Что такое цинкование?
Цинкование — нанесение на металл слоя цинка для защиты металла от коррозии.
При контакте металла и цинка возникает электрохимическая реакция. Цинк утрачивает свои электроны и расходуется первым, не давай коррозии образовываться на металле, до тех пор пока не истощится. Уже начавшийся процесс ржавления останавливается. Этот способ назван катодной или активной защитой.
Кроме этого, цинковое покрытие дает еще пассивную (барьерную) защиту, образовывает на поверхности плотную пленку. Пленка не пропускает влагу и кислород к защищенному железу. Все виды цинкования (нанесения цинка) дают металлу активную и пассивную защиту.