В базовый комплект гильотинных ножниц обычно входят лезвия, рассчитанные на обработку мягких низкоуглеродистых сталей и цветных металлов. Однако если требуется порезка высоколегированных материалов, то необходимо использовать режущий инструмент совсем другого качества, поскольку обычные ножи очень быстро потеряют остроту и даже могут сломаться.
Поэтому для изготовления изделий и заготовок из нержавейки приобретаются специальные особо прочные лезвия, и на станке производят замену ножей. Операция эта не столь сложна, но отличается определенной спецификой и требует некоторого умения.
Параметры, влияющие на качество гильотинной резки
Разрезание стального листа на гильотине происходит в результате относительного смещения двух прочных металлических ножей в вертикальной плоскости. При этом верхний нож может устанавливаться параллельно плоскости разрезаемого листа или под углом к нему. Во втором варианте расположения лезвия требуется меньшее усилие для выполнения работы. Угол наклона ножа к горизонтали называется углом реза и выставляется в зависимости от толщины и прочности обрабатываемого материала.
Вторым параметром, который обеспечивает качественный рез, является зазор между ножами. Это горизонтальное расстояние между вертикальными плоскостями движения режущих кромок лезвий. Величина этого зазора обычно составляет 6-9% от толщины разрезаемого металла и, кроме этого зависит от его прочности, то есть сорта стали или цветного сплава.
Регулировка гильотин по металлу
Производительность, точность и безопасность гильотин зависит от их своевременного технического обслуживания, включая регулировку положения ножей. Если ножи установлены неверно, вместо разрезания металл будет «закусываться» между ними, что будет приводить к росту доли слома в общем разрушении металла. В итоге разрез будет неровным, а часть металла будет потеряна в виде стружки как во время обработки на гильотине, так и при неизбежной последующей доводке торцов заготовок по линии разреза.
Важнейший параметр, влияющий на качество реза – начальный зазор между ножами гильотины. При слишком маленьком зазоре металл будет испытывать неравномерное усилие по своему сечению – более близкие к ножам слои будут работать на излом, тогда как разрезаться будут только более глубокие слои металла. При слишком большом зазоре начальное усилие в зоне реза может оказаться недостаточным, что может привести либо к поломке ножей, либо к слому металла по всей длине зоны обработки. Поэтому при регулировке зазора следует пользоваться таблицей, которая приведена в инструкции по эксплуатации гильотины. Для большинства моделей гильотин ориентировочная рекомендованная величина зазора составляет 10% от толщины разрезаемого листа – то есть, при разрезании листа толщиной в 2 мм зазор должен составлять порядка 0,2 мм.
Для регулировки зазора используется щуп, который обычно поставляется вместе со станком, а также регулировочные винты, расположенные в зоне крепления ножей. Некоторые промышленные модели станков способны производить регулировку автоматически по заданной толщине металла. После регулировки важно проверить, чтобы зазор был одинаковым по всей длине ножей.
Устройства для улучшения качества резки
Гильотинные ножницы с гидравлическим приводом обеспечивают плавный ход верхнего режущего ножа и благодаря наличию дополнительных устройств обеспечивают высокую точность реза, а также не могут быть перегружены во время работы. К таким устройствам относятся:
- передний и задний упоры для быстрого определения размеров;
- гидравлические или механические прижимы для надежного закрепления листа и получения разреза без образования заусенец или загибов;
- световая подсветка теневого обозначения линии разреза;
- возможность автоматизации технологического процесса.
При помощи передних упоров можно быстро определять размер выступающей части металлического листа, считывая показания с поверхности подвижной линейки между нижним ножом и ограничителем.
Положение заднего упора регулируется работой электромеханического привода с пульта управления или командами ЧПУ. Вручную задние ограничители выставляются вращением регулировочного колеса на фронте станка слева. Под колесом расположен механический счетчик фактического расстояния от линии реза до заднего упора.
На большинстве гильотинных станков две лампы, установленные на опускающейся траверсе обеспечивают отбрасывание тени строго по линии будущего реза. Это помогает визуально контролировать весь процесс и точно определять размеры.
В результате применения этих устройств и механизмов на высокотехнологичном оборудовании можно изготавливать изделия и заготовки из различных марок сталей, любых размеров и в широком диапазоне толщины металла.
Настройка гильотинных ножниц
В том случае, если зазор выставлен неправильно, можно не только испортить заготовку, но и повредить сам станок. Поэтому так важно перед покупкой гильотинных ножниц ознакомиться с правилами их настройки.
В этой статье мы рассмотрим правила настройки гильотинных ножниц, на конкретных примерах механических и гидравлических моделей от , являющегося одним из популярных поставщиков отечественного оборудования на различные производства.
При выставлении зазоров стоит отталкиваться в первую очередь от толщины заготовки или металлического листа. В среднем, соотношение зазора к толщине должно составлять 1/20 – 1/30 от толщины. Пожалуй, это является главным правилом при выставлении зазоров. Однако, стоит при этом помнить, что для гарантированной аккуратной линии среза, не стоит допускать давления на металл свыше 50 кг/мм2. Также не стоит обрабатывать на станке детали, с длинной равной длине рабочих органов и максимальными показателями толщины.
В случае, если прочность обрабатываемой детали превышает показатель в 50 кг/мм2, то нужно определить максимально допустимую толщину заготовки с помощью специальной формулы:
δ Х = δ√ 50/σВР, мм, где –
δ – допустимая толщина;
σВР – максимально допустимая толщина заготовки для определенной модели станка, что указывается в документации;
50 – прочность заготовки.
Для установки необходимого зазора между рабочими органами, необходимо придерживаться следующего соотношения:
• Толщина листа имеет показатель 1, 3/3, 3/6.3, 6.3/12.5 – то зазор между рабочими органами гильотинных ножниц должен быть соответственно – 0.15, 0.35, 0.5.
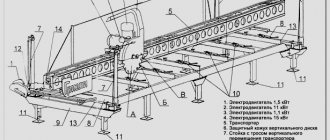
Для установки необходимого зазора между верхними и нижними ножами на гильотинах производства ПАО «Кувандыкский необходимо ослабить болты поз.1 и поз.3 рисунок 1, которыми крепится стол к станине. Вращая вручную маховик по стрелке, указанной на кожухе, опускать ножевую балку вниз до перекрытия ножей стола и ножевой балки (10 мм – перекрытие ножей).
Подвинуть стол вперед и установить необходимый зазор, затем, опуская ножевую балку вниз, промерить зазор по всей длине ножей слева направо. После установки зазора затянуть болты. Движение стола назад относительной ножевой балки осуществляется болтами позиции 2. Зазоры между направляющими и ножевой балкой обеспечить прокладками поз.4.
Следите, чтобы лезвия гильотинных ножниц всегда были острыми и хорошо заточенными – от этого зависит качество резки и эффективность работы станка.
Установка зазора между режущими кромками
Абсолютно ровный рез без заусенцев или загибов на гильотинных ножницах с гидравлическим приводом можно получить только при правильно установленном зазоре между ножами. В случае, если зазор слишком маленький, то металл будет иметь неровный край, а при большом – начнет загибаться во время резки.
Настройку положения режущих кромок необходимо проводить даже на качественном оборудовании. Производится она с помощью рычагов управления нижними направляющими роликами ножниц. Рычаги имеют несколько фиксируемых положений, из которых крайнее верхнее соответствует минимальному зазору. При работе числового программного управления регулирование производится автоматически при помощи двух горизонтально расположенных гидроцилиндров.
Особенности гильотин по металлу
Гильотины обладают такими основными преимуществами над другими способами разделения листовых заготовок:
- низкое усилие вследствие одновременного создания избыточного давления по всей длине зоны реза;
- незначительные потери металла в виде стружек;
- отсутствие сильного перегрева в зоне обработки, что исключает излишний отпуск или закалку металла при его разрезании.
Наиболее распространены такие виды гильотин:
- ручные, в которых источником усилия становится физическая сила оператора;
- электромеханические, в которых усилие создается электродвигателем;
- гидравлические;
- пневматические, в которых нож движется под воздействием сжатого воздуха.
По степени автоматизации различают варианты с ручным управлением, полуавтоматы и автоматические модели, некоторые из которых оборудованы ЧПУ.
Гильотина для раскроя металла
Первые установки имели ручной привод. Чтобы выполнять резание потребовалось установить не только сам нож, нужно еще иметь противорежущую пластину (неподвижный нож).
Общий вид современной ручной гильотины для раскроя металла: 1 – стол; противорежущая пластина; 3 – нож; 4 – кривошип; 5 – рычаг подачи ножа
Ручная гильотина по металлу позволяет резать сравнительно небольшие заготовки, ширина реза редко превышает 1200…1500 мм. При этом толщина разрезаемых деталей зависит от материала, использованного для изготовления.
Обычно на небольших производствах применяют подобные станки для стали толщиной до 0,5…0,7 мм. Можно обрубать пластик или разные виды пленок. На фабриках, производящих напольные покрытия, режут виниловую плитку.
В типографиях перед переплетом книг, брошюр и других изданий с помощью гильотин с ручным приводом формируют блоки. В дальнейшем их отправляют на пресс, где создается печатная продукция.
Процесс резания на гильотинном станке: 1 – стол для подачи материала; 2 – металлический лист; 3 – противорежущее лезвие; 4 – нож
Регулирование зазоров
При работе стараются уменьшить расстояние между кромками лезвий. Чем оно будет меньше, тем чище рез. Однако, при работе с металлом операторы вынуждены смещать неподвижный нож для увеличения зазора. С ростом толщины разрезаемого металла возникает необходимость в повышении расстояния.
Если не поступать подобным образом, то кромки лезвия будут крошиться. Металл претерпевает деформационные изменения. Он ведет себя как пластичное вещество, выдавливается между кромками.
Зазор δ между режущими кромками
Чем меньше толщина заготовок, тем ближе следует размещать лезвия относительно друг друга. В таблице 1 представлены рекомендации по зазорам в зависимости от толщины стали 08 сп.
Таблица 1: Зазоры между противорежущими кромками для ручной гильотины при рубке стали 08 сп
| Толщина листа, мм | Зазор между ножом и противорежущей пластиной, мм |
| 0,08…0,095 | 0,02 |
| 0,100…0,195 | 0,03 |
| 0,200…0,295 | 0,04 |
| 0,300…0,395 | 0,05 |
| 0,400…0,495 | 0,06 |
| 0,500…0,595 | 0,07 |
| 0,600…0,695 | 0,08 |
| 0,700…0,800 | 0,09 |
При работе на установках с гидравлическим или кривошипным приводом скорость перемещения ножа выше. Поэтому требуется несколько увеличить зазор (таблица 2).
Таблица 2: Зазоры между противорежущими кромками для механических гильотин
| Толщина листа, мм | Зазор между ножом и противорежущей пластиной, мм |
| 0,080…0,095 | 0,04 |
| 0,100…0,195 | 0,06 |
| 0,200…0,295 | 0,08 |
| 0,300…0,395 | 0,10 |
| 0,400…0,495 | 0,12 |
| 0,500…0,595 | 0,14 |
| 0,600…0,695 | 0,16 |
| 0,700…0,800 | 0,18 |
При высокой скорости смещения металла (механические ножи) происходит разогрев. Если не увеличить зазор, то через несколько последовательных резов кромки могут разогреться до такой степени, что металл может привариться к ножам.
Косой рез
При создании первых машин для массовых казней иногда происходил некачественный рез. Прямое лезвие не перерубало с первого удара кожу и костную ткань. Присутствующий при испытаниях установки Людовик XVI предложил изобретателю усовершенствовать устройство, изготовив падающее лезвие с наклоном. Вхождение со скольжением позволяет оптимизировать угол резания, перераспределяет нагрузку в устройстве.
Когда происходит резание, встреча кромки с разрезаемым материалом происходит не одновременно по всей длине ножа. Он постепенно внедряется в металл. Поэтому даже небольшой наклон, всего несколько градусов позволяют заметно снизить величину силы сопротивления резанию.
Установка активного лезвия под углом наклона β: 1 – активный нож; 2 – пассивный нож; 3 – разрезаемый материал
Современные небольшие ножницы гильотинного типа работают со значительными углами β. Так конструкторы добились заметного снижения усилий на ноже. На некоторых предприятиях на подобных малогабаритных станках работают даже женщины. Они справляются с заданием по раскрою металла.
Гильотинные ножницы для раскроя металла с ручным приводом