Сварочный электрод — это металлический стержень способный проводить электричество. Бывает несколько видов сварочных электродов, плавящиеся и неплавящиеся. На плавящиеся электроды нанесено специальное покрытие — обмазка, которая состоит из различных компонентов.
Основная задача электродной обмазки защитить сварочную ванну от воздействий извне, обеспечить бесперебойное горение дуги и создать шов, отвечающий особыми характеристиками. Поэтому в зависимости от поставленных задач сварки, производятся электроды с различной обмазкой: рутиловые, имеющие основное, целлюлозное и кислое покрытие.
Виды покрытия электродов: основное, рутиловое, кислое, целлюлозное
Отвечая на вопрос, чем отличаются рутиловые электроды от электродов с основным покрытием, можно понять, что основное отличие в составе обмазки. Наполнителем в данном случае служат различные вещества, процентное содержание которых сильно отличается для электродов с разными покрытиями.
По типу покрытий, электроды делятся на такие:
- Кислотные — буквенное обозначение (А);
- С рутиловым покрытием (Р);
- Имеющие основное покрытие (Б);
- С целлюлозной обмазкой (Ц);
- Имеющие смешанный тип покрытия (две буквы в обозначении);
- Электроды с прочими видами покрытий (П).
К смешанным типам покрытий, относятся электроды, на которые нанесено:
- Кислотно-рутиловое покрытие;
- Рутилово-целлюлозное покрытие;
- Рутилово-основное покрытие.
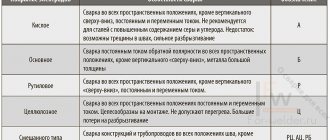
Характеристики электродов во многом зависят именно от типа покрытия. Поэтому очень важно понимать, где лучше всего использовать электроды с вышеперечисленными четырьмя покрытиями: основным, рутиловым, целлюлозным и смешанным.
Электроды с основным покрытием
Основу данного покрытия составляют фтористые соединения. По своему химическому составу, металл наплавленный электродами с основным покрытием, очень близок к спокойной стали. Сварочный шов отличается высокими показателями ударной вязкости, прочности и пластичности, благодаря низкому содержанию в составе покрытия электродов, неметаллических включений, газов, а также, вредных примесей.
Электроды с основным покрытием несколько уступают другим электродам, в плане чувствительности при сварке ржавых металлов. Также, в процессе сварки нередко образуются поры на швах. Электроды, имеющие основное покрытие достаточно чувствительны к воздействию влаги, поэтому они быстро отсыревают, требуя прокалки перед использованием.
Назначение сварочных электродов
Роль электродов сводится к формированию дуги в электродуговой сварке. Качество электродов напрямую влияет на эффективность работы и результат. Насколько стабильной будет дуга, как глубоко прогреется металл, легко ли разжечь дугу и другие нюансы во время сварки определяются выбором электродов. Они должны:
- поддерживать во время работы стабильную дугу;
- плавиться равномерно;
- формировать аккуратный шов с нужным химическим составом;
- создать условия для минимизации разбрызгивания раскаленного металла;
- способствовать повышению эффективности сварочных работ;
- обеспечивать прочность стыка;
- обладать низкой степенью токсичности.
Помимо этого, должен легко удаляться шлак, который образуется в процессе сварочных работ.
Электроды с рутиловым покрытием
Рутиловые электроды имеют в составе покрытия наибольший процент содержания природного диоксида титана (рутиловый концентрат). Сварочный шов, полученный с использованием рутиловых электродов, обладает меньшим растрескиванием, а по своим характеристикам, он соответствует полуспокойным и спокойным сталям.
По сравнению с другими электродами, рутиловые имеют гораздо больше преимуществ. В первую очередь, к ним относится лёгкое отделение шлака и стабильное поддержание сварочной дуги. Металл при сварке электродами с рутиловым покрытием меньше разбрызгивается, а сами электроды не так сильно подвержены влаге. Они стабильно варят даже на плохо подготовленных, ржавых металлах.
Классификация стальных покрытых электродов для ручной дуговой сварки
Классификация покрытых электродов, в зависимости от их назначения
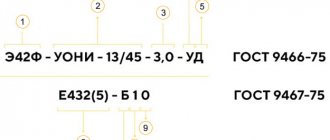
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые электроды для дуговой сварки делятся на следующие группы:
У — для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
Л — электроды данной группы применяют для сварки легированных сталей, а также для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа. Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
Т — данные электроды предназначены для сварки легированных теплостойких сталей. В — электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052). Н — электроды для наплавки поверхностных слоёв с особыми свойствами.
Классификация электродов, в зависимости от вида покрытия
А — электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды обладают высокой токсичностью из-за содержания оксида марганца, но, при этом, обладают высокой технологичностью.
Б — основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.). В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций, ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами с основным покрытием, получается сварной шов с высокой пластичностью. Данные электроды используют для сварки ответственных сварных конструкций.
Р — электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3, МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший название этой группе электродов. Рутиловые электроды для ручной дуговой сварки менее вредные для здоровья, чем другие. При сварке металла такими электродами толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет использовать данные электроды для выполнения швов в любом положении.
Ц — группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.). Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк, ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно использовать для выполнения сварки в любом положении. Преимущественно они используются при сварке металлов малой толщины. Недостатком их является пониженная пластичность сварного шва.
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру электродного стержня d), электроды подразделяются на группы:
М — с тонким покрытием (соотношение D/d не более 1,2). С — со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45). Д — с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8). Г — электроды с особо толстым покрытием (соотношение D/d более 1,8).
Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше номер группы, тем лучше качество электрода и выше качество сварки.
Классификация электродов по пространственному положению при сварке
Различают 4 группы электродов, в зависимости от допускаемого пространственного расположения свариваемых деталей:
1 — допускается сварка в любом положении; 2 — сварка в любом положении, кроме выполнения вертикальных швов сверху вниз; 3 — сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных снизу вверх; 4 — сварка в нижнем положении и нижнем «в лодочку».
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию электродов в зависимости от полярности сварочного тока, напряжения холостого хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды делятся на десять групп и обозначаются цифрами от 0 до 9.
Электроды с кислым покрытием
В составе обмазки электродов с кислым покрытием содержится наибольший процент кремния, марганца и оксиды железа. Электроды с кислым покрытием могут использоваться для сварки, как на переменных, так и на постоянных токах.
Однако электроды с данным видом обмазки имеют один существенный недостаток, это образование так называемых «горячих трещин». Кислотные электроды не образуют пор при сварке ржавого металла, или, например, при существенном удлинении сварочной дуги.
Виды и состав обмазки сварочных электродов
Для ручной дуговой сварки применяются электроды, состоящие из стержней длиной 25-45 см, на поверхность которых нанесен слой специального покрытия. На рынке представлено их несколько классов:
- стабилизирующие. В своем составе имеют элементы, которые отлично ионизируют сварочную дугу. В большинстве своем покрытие наносится на стержни тонком слоем — тонкопокрытые электроды;
- защитные. Покрытие выполнены из смеси разных материалов. Основная задача состава — защитить зону расплава от воздействия атмосферного воздуха. Помимо этого, они способствуют стабильному горению дуги, рафинируют и легируют шов;
- магнитные. Наносятся на стержень непосредственно в процессе выполнения сварочных работ. Напыление осуществляется под воздействием электромагнитных сил, которые образуются между проволокой под напряжением и ферримагнитным порошком, засыпанным в специальный бункер. Проволока или стержень подаются в сварочную зону именно через этот бункер.
Существуют такие основные виды электродных покрытий:
- руднокислые. В их составе есть окислы марганца и железа, кремнезема и много ферромарганца. Чтобы создать защитную среду в состав включаются органические вещества — крахмал, древесная мука, целлюлоза и прочие;
- рутиловые. Становятся все более популярными, благодаря развитию технологий по добыче рутиловых минералов. Основной его компонент — двуокись титана (TiO2). Помимо рутила в покрытиях содержатся и другие элементы: карбонаты калия и магния, ферромарганец, кремнезем;
- фтористо-кальциевые. В состав включены карбонаты кальция и магния, ферросплавов и плавикового шпата;
- органические. В составе преимущественно органические соединения. Чаще всего используется оксицеллюлоза с добавлением шлакообразующих материалов, раскислителей и легирующих присадок.
Электроды с целлюлозным покрытием
Обмазка целлюлозных электродов наполовину состоит из органических компонентов, чаще всего из целлюлозы. Сварочный шов, наплавленный целлюлозными электродами, содержит большой процент водорода. При сварке электродами с целлюлозным покрытием образуется равномерный обратный валик.
Электроды со всеми вышеперечисленными покрытиями предназначены для сварки низколегированных и углеродистых сталей. Все они применяются для того, чтобы получить сварные соединения, отличающиеся какими-то особыми характеристиками, которые требуют условия эксплуатации металлоконструкций.
Поделиться в соцсетях