Среди неразрушающих методов контроля сварных швов стилоскопирование металла – самый «древний». Он был внедрен в 30-е годы прошлого века. Применяется для проверки однородности соединений сосудов высокого давления, котлов, трубопроводов, нагруженных сварочных металлоконструкций. Стилоскопированием быстро определяют вредные примеси, хотя точность результата во многом зависит от зоркости оператора, метод надежный. Порядок стилоскопирования сварных швов регламентирован ГОСТ 7122-81, он указывается в нормативно-технической документации для многих видов работ: при производстве трубопроводов, сварных технологических емкостей, опорных конструкций.
Что такое стилоскопирование сварных швов, в чем суть данного метода
Существует несколько методов, применение которых позволяет выявлять мелкие дефекты шва перед использованием. Один из самых доступных – стилоскопирование, в основе которого лежит спектральный анализ. Способ направлен на выявление количества легирующих примесей в сварном шве. Иными словами, можно определить химический состав металла в месте соединения.
Определение
Стилоскопирование – это метод, который помогает быстро определить химический состав металла сварного шва на соответствие нормам нормативно-технической документации. Это поможет определить наличие углерода, серы, фосфора, хрома, никеля и т.д.
Общий порядок выполнения процедуры неразрушающего контроля установлен положениями приказа Ростехнадзора от 21 ноября 2022 года N 490. Данный нормативный документ определяет общие условия применения методов, безопасных для проведения анализа, а также определяет правила реализации соответствующих работ. Перечень основных методов неразрушающего контроля и типовые технологии их использования описаны в межгосударственном стандарте ГОСТ 18353-79. Указанный стандарт содержит около десяти различных позиций. Кроме того, в нем указывается, что этот список может быть дополнен другими способами проверки целостности объектов. В этом случае правила и условия их применения должны быть установлены федеральными нормами и правилами, утвержденными приказом Ростехнадзора.
Области применения
Контролю подвергаются любые изделия, выполненные из легированной стали (в ее состав, помимо стандартных примесей, вводят специфические элементы для достижения желаемой прочности, стойкости и других показателей. К таким элементам относится хром, азот, никель и др).
Химический состав шва проверяют у любых емкостей и труб, которые впоследствии будут подвергаться воздействию высокого давления и химически агрессивных сред.
Метод актуален для тех производств, где важно четкое соблюдение состава сплавов. Он не используется на небольших частных предприятиях, металлоконструкции которых не нуждаются в высоком уровне контроля.
Нормативные документы
Необходимость анализа обусловлена проектной и конструктивной документацией, техническими нормативами, которые устанавливает производитель металлоконструкций и оборудования.
- Трубопроводы горячей воды и пара — ПБ 10-573-034;
- Емкости и аппараты, которые работают под давлением — РД 26.260.15-2001, ПБ 10-576-03;
- Элементы энергетических установок (тепловые электростанции) — РД 34.17.416-96;
- Водогрейные и паровые котлы — ПБ 10-574-03;
- Технологические трубопроводы из теплоустойчивых и высоколегированных сталей – РД 51-31323949-38-98 (ОАО «Газпром»).
Как правило, метод стилоскопирования осуществляется в отношении узлов из нержавеющих и жаропрочных легированных сталей для выявления в них хрома и молибдена.
Технология
Процедура проверки несложная, но требует наличия специального оборудования и определенных навыков оператора.
Используемое оборудование
Стилоскоп – оборудование, которое позволяет провести стилоскопирование. Бывает двух типов: стационарный (используется в лаборатории) и переносной (подходит для производств).
Независимо от размера, они очень похожи и обладают рядом идентичных узлов.
Главный элемент стилоскопа – электрод, основной функцией которого является зажигание дуги на изделии. Чаще всего его изготавливают из стали, вольфрама или меди и устанавливают на головку прибора. При помощи шлифовального круга (реже токарного станка) конец электрода необходимо затачивать, чтобы он корректно работал. Специалист должен иметь при себе целый набор сменных электродов, потому что замеры можно производить только один раз, после чего они нуждаются в очередной коррекции.
Второй основной элемент стилоскопа – генератор, подсоединенный к корпусу. Благодаря ему, на сам стержень подается ток, который, в свою очередь, возбуждает дугу. От нее исходит свет, который, проходя через пары металла, проникает в щель. Ее ширина в зависимости от типа прибора колеблется от 0,01 до 0,02 мм.
Один из ключевых элементов стилоскопа – ряд линз, благодаря которому, можно определить точный химический состав примесей.
Трехлинзовая система, или фотометрический клин имеет разные фокусные расстояния. Он сначала принимает пучок света на две призмы, который затем отражается и направляется в объектив окуляра. Такая система, как правило, сменная и имеет разную степень увеличения.
Порядок проведения процедуры
Алгоритм действий:
- Поверхность шва зачищают, убирая с него шлак, пыль и частички металла.
- Образец располагают возле электрода.
- Зажигают разряд.
- Оператор отмечает, какой именно цвет спектра был у разряда (от красного до фиолетового).
- В специальном атласе стилоскопа отмечены все возможные области.
- Благодаря таблицам в атласе, можно определить соответствие точной концентрации примесей и яркости свечения.
- Опыт следует проводить несколько раз для получения более точного результата.
Лаборатория неразрушающего контроля сварных соединений
С 2005 года в нашей организации действует лаборатория неразрушающего контроля. В Екатеринбурге это одна из опытнейших лабораторий, где работают квалифицированные и ответственные специалисты. Мы проводим техническую диагностику и освидетельствование технических устройств тех производственных объектов, где высока вероятность аварий. Это химические, нефтегазовые предприятия, трубопроводы и др. Экспертиза с применением традиционных и новейших методов неразрушающего контроля проводится как на стадии строительства объектов, так и в процессе их эксплуатации. ООО «Корпорация «Энергокомплекс» имеет свидетельство об аттестации лаборатории и отвечает требованиям Системы неразрушающего контроля.
в Екатеринбурге проводит техническое диагностирование оборудования, материалов и сварных швов разрушающими и неразрушающими методами контроля при возведении, монтаже, ремонте либо реконструкции особо опасных производственных объектов.
Области проведения неразрушающего контроля качества сварки
- Газораспределение и газоснабжение
- Горнорудная промышленность
- Нефтегазовый сектор
- Металлургия
- Котлонадзор
- Химически опасные и взрывопожароопасные производства
- Ж/д транспорт
- Строительство
- Подъемные сооружения
Испытания проводятся непосредственно на базе нашей лаборатории неразрушающего контроля сварных соединений либо на территории заказчика.
Методы технической диагностики и неразрушающего контроля
- Визуально-измерительный метод контроля.
Первичная диагностика заготовок под сварку и сварных швов.
- Радиационный (радиографический) метод контроля.
Высокоточное выявление размеров и характера скрытых дефектов внутри шва при помощи рентгена за короткое время. При необходимости к документам прилагаются снимки проверенных сварных соединений.
- Ультразвуковой метод контроля.
Определение внутренних дефектов сварных швов и металлических конструкций с помощью ультразвука.
- Ультразвуковая толщинометрия.
Метод, применяющийся в условиях, когда невозможно обойтись одними лишь механическими измерительными инструментами. УЗТ позволяет получить данные о толщине стенки изделия, имея доступ к нему только с одной стороны.
- Магнитопорошковый метод контроля.
Выявление скрытых дефектов изделий из ферромагнитных сплавов. Метод основывается на принципе магнитного рассеяния, которое возникает над дефектом при намагничивании объекта.
- Контроль проникающими веществами.
Определение наружных дефектов путем нанесения специальных индикаторных веществ — пенетрантов.
- Вибрационно-диагностический метод контроля
Контроль техсостояния объектов в режиме постоянного либо периодического слежения за уровнем вибрации.
- Электрический метод контроля
Обнаружение дефектов различных материалов; замер толщины стенок, покрытий и слоев; распределение металлов по маркам; контроль диэлектрических или проводящих материалов
Разрушающий контроль конструкционных материалов и соединений
Наша лаборатория имеет большой опыт в области проведения испытаний методом разрушающего контроля. В настоящее время с его помощью можно получить наиболее полную и верную информацию о возможности эксплуатации материала или соединения в тех или иных условиях. Однако данный метод имеет недостаток: продукция, прошедшая испытания, становится непригодной для дальнейшего использования.
Для исследования берутся отдельные образцы объекта контроля, затем делаются выводы о качестве всей партии.
Методы разрушающего контроля
- Статические испытания (на сжатие/растяжение, изгиб)
- Динамические испытания (на ударный изгиб)
- Исследования на стойкость к коррозии
- Измерение твердости материала по Бринеллю
- Сплющивание и расплющивание
- Металлографический контроль сварных швов
- Стилоскопирование на наличие легирующих элементов
Все методы механических испытаний материалов регламентированы государственными стандартами.
Исследования позволяют проверить правильность выбранных материалов, режимов и технологий; соответствует ли сварное соединение ТУ и иным нормативам, принятым в данной области. По результатам механических испытаний также оценивают квалификацию сварщика.
Лаборатория разрушающего и неразрушающего контроля готова предложить свои услуги для всех заинтересованных лиц. Мы имеем достаточный опыт в проведении исследований с помощью данных методов и все необходимое оборудование.
Для расчета стоимости и проведения контроля желательно предоставить следующие данные : количество и размеры объектов контроля (диаметр и/или толщина), чертежи или схемы объектов контроля, нормативные документы на оценку качества и методику проведения контроля.
Свидетельство об аттестации:
© 2015-2018 ООО «Корпорация «Энергокомплекс» Екатеринбург, ул. Чкалова, 124, офис 15 8, 3-666-817, 3-666-818
Преимущества и недостатки метода
Метод широко распространен, благодаря ряду положительных аспектов:
- Способ абсолютно безопасен и для его применения необходимо соблюдать только правила электробезопасности.
- Целостность изделия после проведения анализа сохраняется. Работу диагностируемого оборудования можно не останавливать.
- Цена процедуры относительно невысока.
- Портативный стилоскоп легко можно разместить рядом с рабочей поверхностью, благодаря небольшим габаритам.
Несмотря на то что метод прост и безопасен, его применение затрудненно из-за некоторых недостатков:
- Сложность подготовки и обучения специалистов. В среднем занимает от 2 до 6 месяцев.
- При стилоскопировании нельзя выявить наличие углерода и серы, которые способствуют разрушению шва.
- Свечение дуги оказывает на сетчатку глаз негативное влияние. Его можно снизить, используя специальные защитные очки.
- Использовать данный метод можно только в помещениях, оборудованных вентиляцией, иначе газы способны нанести вред дыхательной системе оператора.
Законодательная база Российской Федерации
Бесплатная горячая линия юридической помощи
- Энциклопедия ипотеки
- Кодексы
- Законы
- Формы документов
- Бесплатная консультация
- Правовая энциклопедия
- Новости
- О проекте
Бесплатная консультация
Навигация
Федеральное законодательство
- Конституция
- Кодексы
- Законы
Действия
- Главная
- «СОСУДЫ И АППАРАТЫ СТАЛЬНЫЕ СВАРНЫЕ. ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ. ОСТ 26 291-94» (утв. Роскоммашем от 21.04.94 и Госгортехнадзором РФ от 28.04.94) (ред. от 15.05.96)
5.6. Стилоскопирование сварных соединений
5.6.1. Стилоскопирование сварных швов должно проводиться для установления марочного соответствия примененных сварочных материалов требованиям проекта и инструкций по сварке или настоящего стандарта.
При стилоскопировании следует руководствоваться Инструкцией по стилоскопированию основных и сварочных материалов и готовой продукции.
5.6.2. Стилоскопированию должны подвергаться сварные швы работающих под давлением деталей из сталей марок 12ХМ, 12МХ, 15ХМ, 10Х2М1А-А, 20Х2М, 1Х2М1, 15Х2МФА-А, 10Х2ГНМ, 15Х5М, 15X5, 08X13, 08Х17Н13М2Т, 10X17H13М2Т, 10Х17Н13М3Т, 08Х17Н-15М3Т, 03Х16Н15М3Т, 08Х21Н6М2Т, 06ХН28МДТ, 12Х18Н10Т, 08Х18Н10Т, 08Х22Н6Т и металл коррозионностойкой наплавки в объеме не менее указанного в табл. 19.
5.6.3. В процессе стилоскопирования следует определять в металле шва наличие хрома, молибдена.
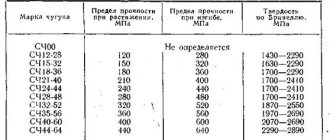
Объем контроля стилоскопированием
| Группы сосудов | Количество контролируемых сварных швов и металла коррозионностойкой наплавки от общего количества, % |
| 1, 2 | 100 |
| 3, 4 | 50 |
| 5 | 25 |
5.6.4. Должны контролироваться:
каждый сварной шов в одной точке через каждые 2 м;
места исправления каждого сварного шва;
наплавка не менее чем в одной точке.
5.6.5. Контроль стилоскопированием допускается не проводить:
при невозможности осуществления контроля из-за недоступности сварных швов (ввиду конструктивных особенностей сосуда, по условиям техники безопасности);
из-за малых размеров шва (например, швы обварки теплообменных труб).
5.6.6. При получении неудовлетворительных результатов допускается повторное стилоскопирование того же сварного соединения на удвоенном количестве точек.
При неудовлетворительных результатах повторного контроля должен проводиться спектральный или химический анализ сварного соединения, результаты которого считаются окончательными.
5.6.7. При выявлении несоответствия марки непользованных присадочных материалов хотя бы на одном из сварных соединений сосудов 3, 4 и 5-й групп стилоскопирование металла шва должно быть проведено на всех сварных соединениях, выполненных данным сварщиком или данным механизированным способом сварки.
5.6.8. Дефектные сварные швы, выявленные при контроле, должны быть удалены, швы вновь сварены и подвергнуты стилоскопированию.