| Место | Наименование | Характеристика в рейтинге |
| Лучшие недорогие сверлильные станки бюджетного класса |
| 1 | Einhell BT-BD 501 | Лучшая настольная сверлилка |
| 2 | Jet JDP-8L | Самая качественная сборка |
| 3 | Калибр СС-13/400А | Высокая точность и аккуратность |
| 4 | RedVerg RD-4113 | Оптимальное сочетание цены и качества |
| 5 | Nexttool ВСС-13 | Лучшая цена |
| Лучшие сверлильные станки среднего класса |
| 1 | Bosch PBD 40 | Самый эффективный станок в категории |
| 2 | Elitech СТС 5525ВПЛ | Лучшая функциональность. Плавная регулировка скорости вращения. |
| 3 | ЗУБР ЗСС-550 | Точное сверление, горизонтальное перемещение |
| 4 | Einhell BT-BD 701 | Высокое качество исполнения |
| 5 | Ryobi RDP102L | Самый надежный станок |
| Лучшие сверлильные станки премиум-класса |
| 1 | Dewalt Dwe1622k | Светодиодная подсветка, высокая производительность |
| 2 | MESSER MDM-32 | Высокая мощность, встроенный бачок для СОЖ |
| 3 | JET IDP-15BV 230V | Плавная регулировка скорости |
| 4 | Euroboor ECO 100/4 D | Лучший станок для сверления больших отверстий |
| 5 | PROMA BY-3216PC/400 | Высокая устойчивость к непрерывной эксплуатации. Самый продолжительный срок службы |
Сверлильный станок необходим не только на производственных предприятиях. В домашней мастерской, ремонтных цехах и гаражных боксах – везде, где есть потребность в высокой точности проведения данного вида работ, которые без специального станка осуществить совершенно невозможно.
В нашем обзоре представлены лучшие модели, имеющиеся в наличии на российском рынке. Для удобства читателя рейтинг был разделен на несколько категорий по стоимости (и соответственно, по качественному уровню и функциональности) моделей. Оценочная составляющая определялась как совокупность технических характеристик и имеющегося положительного опыта эксплуатации оборудования разными потребителями.
Лучшие виды премиальных сверлильных станков
Это уже профессиональное оборудование, предназначенное для решения относительно сложных задач, включая серийное производство. Для этого она должна быть достаточно надежной и эффективной.
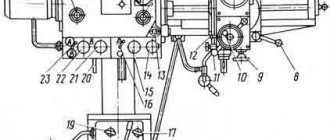
PROMA BY-3216PC/400
Интересный пример из Чехии, работающий от трехфазной сети и поэтому предназначенный в основном для фабрик, заводов и других малых предприятий. При отсутствии перегрузок он прослужит много лет.
Особенности:
- скорость вращения – 125-1975 об/мин;
- максимальный диаметр сверла – 32 мм;
- ход шпиндельного пальца – 150 мм;
- размеры – 1060x640x1510 мм
- вес – 260 кг;
- мощность двигателя – 1500 Вт;
Преимущества:
- усиленное основание 310×380 обеспечивает дополнительный рабочий стол;
- сито защищает оператора от попадания стружки;
- имеет освещение и охлаждение;
- до 8 скоростей.
- С автоматической подачей;
недостатки:
- Не подходит для бытового использования;
- Требуется напряжение 380 вольт.
Euroboor ECO 100/4 D
Возможно, лучший вертикальный бур для металла, или, по крайней мере, один из них точно. Компактный и очень легкий для своего класса, но мощный, со спиральными ножами диаметром до 32 мм и кольцевыми ножами, он эффективно решает широкий спектр задач толщиной до 10 см. Также возможна обработка негабаритных деталей.
Рабочие параметры:
- скорость вращения – 42-620 об/мин; мощность двигателя – 1900 Вт;
- мощность двигателя – 1900 Вт
- вес – 28 кг
- размеры – 365х190х510 мм.
Преимущества:
- База вращается – в продольном направлении на 20 0 и в угловом направлении на 30 0;
- 4 скорости;
- мощный магнит с магнитной силой 3 тонны для идеальной фиксации;
- также могут быть установлены на крупногабаритных объектах.
Недостатки:
- Слишком дорого для домашнего использования.
JET IDP-15BV 230V
Настольная дрель американского производства для профессионального использования, идеально подходит для быстрого вырезания отверстий в чугуне и стали. Он может питаться от сети, что расширяет спектр его применения. Производитель предоставляет 2-летнюю гарантию на все свои модели.
Особенности:
- Скорость вращения – 450-2000 об/мин;
- Максимальный диаметр сверла – 20 мм;
- Шаг шпинделя – 85 мм;
- размеры – 1780x425x214 мм.
- вес – 50 кг;
- мощность двигателя – 750-1100 Вт;
Преимущества:
- прозрачный пластиковый экран защищает от искр, пыли, стружки;
- прочная 73-миллиметровая опорная труба эффективно поглощает вибрации;
- Регулировка осуществляется максимально плавно благодаря плате управления;
- Стол может вращаться вокруг колонны как против, так и по часовой стрелке.
Недостатки:
- Сравнительно высокий износ.
MESSER MDM-32
Мощная, самонастраивающаяся, легкая в освоении и простая в эксплуатации, эта машина из Южной Кореи является примером современной производительности.
Параметры:
- Скорость – 100-830 об/мин;
- Мощность двигателя – 1550 Вт;
- Вес – 15 кг;
- Размеры – 300x280x480 мм.
Плюсы:
- кнопки и ручки в пределах досягаемости оператора;
- относительно глубокое проникновение инструмента – до 55 мм;
- имеется резервуар для охлаждающей жидкости.
Конс:
- Только 1 скорость.
Dewalt Dwe1622k
Настоящий лидер среди наших лучших настольных дрелей для дома, гаража, производства. Поскольку его можно использовать где угодно, он достаточно компактен и без проблем может питаться от сети 220-230 вольт. Оснащенный магнитом, он надежно удерживает заготовку. Не нагревая заготовку, он обеспечивает быструю обработку.
Особенности:
- скорость вращения – 350-450 об/мин; мощность двигателя – 1200 Вт;
- мощность двигателя – 1200 Вт;
- максимальный диаметр сверла – 50 мм;
- вес – 14,55 кг.
Преимущества:
- имеется автоматическая подача охлаждающей жидкости;
- Светодиодное освещение позволяет работать даже в темноте;
- он защищен от перенапряжения;
- после аварийного отключения, он не перезапускается при восстановлении питания.
Недостатки:
- Одна из самых дорогих моделей.
Особенности изготовления сверл, дополнительные методы улучшения характеристик инструментов
Расскажем об особенностях выполнения самых важных операций, входящих в технологию изготовления сверл, и опишем методы, которые используют для улучшения основных характеристик инструментов.
Термическая обработка
Имеет очень важное значение. От правильности выполнения термической обработки напрямую зависят износостойкость инструмента и качество стали.
Закалку проводят в ваннах с расплавленными солями или в печах (электрических и газовых). В некоторых случаях для изготовления сверл применяют оборудование с вакуумом или восстановительной атмосферой.
Для отпуска используют масла, щелочи, соли и воду. Часто заготовки охлаждают на воздухе.
Обратите внимание! Режимы термообработки имеют особую важность. Поэтому все процессы контролируются автоматически.
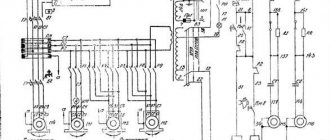
Контактная стыковая сварка
Выполняется на специальных электросварочных машинах. Существуют три технологии.
- Сварка непрерывным оплавлением без подогрева. Технология отличается высокой производительностью. Недостаток — большой расход металла на оплавление и осадку.
- Сварка с подогревом прерывистым оплавлением. Протекает немного дольше. Расход металла значительно уменьшается.
- Сварка с подогревом сопротивлением. Металл практически не расходуется, но операция требует высокой квалификации рабочих.
Чаще всего используют второй метод.
Фотография №3: контактно-стыковая сварка
Дополнительные методы улучшения основных характеристик сверл
Перечислим технологии, которые применяют при изготовлении сверл для дополнительного улучшения их свойств.
- Цианирование. Поверхности рабочих частей насыщают азотом и углеродом. Цианирование повышает прочность инструментов в 2–3 раза.
- Сульфидирование. Поверхностные слои сверл насыщают серой. Сернистые соединения снижают трение и повышают износостойкость инструментов в 1,5–2 раза.
- Обработка водяным паром. После нее инструменты помещают в масло. На поверхностях образуются черные пленки окислов. Прочность сверл, прошедших такую обработку, увеличивается вдвое.
Оснастка для станка
Чтобы сделать машину максимально полезной, важно не только выбрать саму машину, но и приобрести для нее подходящие аксессуары. Например, сами тиски, если они не входят в комплект. Лучше всего приобретать винтовой вариант, который обеспечивает максимальный зажим и высокую точность. Тиски этого типа обычно не имеют люфта. Они могут быть закреплены на столе станка. Кстати, тиски также могут иметь ряд функций – например, способность вращаться и фиксироваться практически в любом положении.
Существуют универсальные недостатки. Они дороже винтовых зажимов, но в отличие от них их можно устанавливать как вертикально, так и горизонтально.
Сверлильные тиски
Важно: Тиски не предназначены для зажима заготовок шириной или длиной более 10 см.
Зажимные губки используются для удержания больших заготовок. Если нужно зажать трубу или шар, необходима призма. Если вы хотите сверлить без разметки, вы можете использовать направляющие для сверла, чтобы направлять сверло и предотвращать его движение в сторону. В результате получаются очень точные отверстия, которые даже точнее, чем при направленном сверлении.
Метчики для сверлильного станка
Что еще вам может понадобиться? Это могут быть резьбовые резцы, зенкеры, развертки и многое другое. Каждый из них используется для различных видов работ: например, метчики используются для нарезания внутренней резьбы. Вам следует приобрести их, если вы планируете выполнять эту работу.
Технология изготовления сверл
Технологический процесс изготовления спиральных сверл по металлу с коническими хвостовиками состоит из такой последовательности операций.
- Отрезка заготовки для хвостовой части.
- Отрезка заготовки для рабочей части.
- Зачистка торцов у хвостовой части.
- Зачистка торцов у рабочей части.
- Очистка заготовки на пескоструйном аппарате.
- Сварка.
- Отжиг.
- Обдирка наплыва у сварного шва.
- Правка заготовки после сварки.
- Подрезка торца со стороны хвостовика.
- Сверление и зенкерование центрового отверстия со стороны хвостовика.
- Обточка наружного центра со стороны рабочей части.
- Обточка рабочей части по диаметру, предварительная и окончательная.
- Обточка хвостовика на конус, предварительная и окончательная.
- Обточка хвостовика под лапку и подрезка торца.
- Фрезерование лапки.
- Фрезерование спиральных канавок.
- Фрезерование спинки зуба.
- Термообработка и очистка на пескоструйном аппарате.
- Полирование спиральных канавок.
- Шлифование центров.
- Шлифование хвостовика на конус.
- Шлифование рабочей части по диаметру с обратным конусом.
- Заточка сверла.
- Контроль и клеймение.
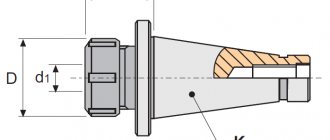
Элементы спирального сверла[ | ]
Спиральное сверло представляет собой цилиндрический стержень, рабочая часть которого снабжена двумя (реже четырьмя) винтовыми спиральными канавками, предназначенными для отвода стружки и образования режущих элементов — ленточек.
- Рабочая частьРежущая часть
имеет две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок, по которым сходит стружка, с задними поверхностями, а также поперечную режущую кромку (перемычку), образованную пересечением задних поверхностей. - Направляющая часть
имеет две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью
ленточки
(узкая полоска на цилиндрической поверхности сверла, расположенная вдоль винтовой канавки и обеспечивающая направление сверла при резании, а также уменьшение трения боковой поверхности о стенки отверстия).
- Хвостовик
— для закрепления сверла на станке или в ручном инструменте.
Поводок
для передачи крутящего момента сверлу или
лапка
для выбивания сверла из конусного гнезда.
, обеспечивающая выход круга при шлифовании рабочей части сверла.
Углы сверла[ | ]
Угол при вершине 2φ=118° и угол наклона винтовой канавки ω=27°.
- Угол при вершине 2φ
— угол между главными режущими кромками сверла. С уменьшением 2φ увеличивается длина режущей кромки сверла, что приводит к улучшению условий теплоотвода, и, таким образом, к повышению стойкости сверла. Но при малом 2φ снижается прочность сверла, поэтому его значение зависит от обрабатываемого материала. Для мягких металлов 2φ=80…90°. Для сталей и чугунов 2φ=116…118°. Для очень твёрдых металлов 2φ=130…140°. - Угол наклона винтовой канавки ω
— угол между осью сверла и касательной к винтовой линии ленточки. Чем больше наклон канавок, тем лучше отводится стружка, но меньше жёсткость сверла и прочность режущих кромок, так как на длине рабочей части сверла увеличивается объём канавки. Значение угла наклона зависит от обрабатываемого материала и диаметра сверла (чем меньше диаметр, тем меньше ω). - Передний угол γ
определяется в плоскости, перпендикулярной режущей кромке, причём его значение меняется. Наибольшее значение он имеет у наружной поверхности сверла, наименьшее — у поперечной кромки. - Задний угол α
определяется в плоскости, параллельной оси сверла. Его значения так же, как и переднего угла, изменяются. Только наибольшее значение он имеет у поперечной кромки, а наименьшее — у наружной поверхности сверла. - Угол наклона поперечной кромки ψ
расположен между проекциями главной и поперечной режущих кромок на плоскость, перпендикулярную оси сверла. У стандартных свёрл ψ=50…55°.
Переменные значения углов γ и α создают неодинаковые условия резания в различных точках режущей кромки.
Углы сверла в процессе резания[ | ]
Спиральное сверло диаметром 80 мм c коническим хвостовиком Морзе № 6. Углы сверла в процессе резания отличаются от углов в статике, так же, как и у резцов. Плоскость резания в кинематике получается повёрнутой относительно плоскости резания в статике на угол μ, и действительные углы в процессе резания будут следующими: