Инструкция по нарезанию резьбы с использованием плашки
Плашка (лерка) представляет собой металлический диск с расположенным в центре круглым лепестковым отверстием. Лепестки имеют режущие кромки, нарезающие резьбу определенного размера и формы. Плашки изготовлены из металла, твердость которого больше, чем у материала трубы. Это быстрорежущая или легированная сталь.
Плашки бывают цельными и разъемными. Цельные плашки являются более точным инструментом, но быстрее изнашиваются.
Порядок работы следующий:
- Подготовка трубы. очистка от грязи, обезжиривание поверхности.
- Закрепление в тисках. При работе по месту расположения трубы используют газовый ключ.
- Снятие торцовой фаски. Срез трубы должен быть выполнен под прямым углом к ее оси. Фаску снимают шлифовальным кругом или напильником.
- Место нарезания смазывают техническим маслом.
- В держатель вставляют плашку, винты затягивают, обеспечивая ее фиксирование.
- Плашку приближают к торцу трубы перпендикулярно к оси, не перекашивая. Плавно нажимая, вращают плашку по часовой стрелке. Первые бороздки помогут закрепиться инструменту, далее процесс пойдет легче.
- Работу выполняют не спеша, с равномерным усилием. Большая скорость не ускорит процесс, но может ухудшить качество. Правильные параметры получают за счет прохождения режущих кромок по всей длине плашки.
- Не допускают отсутствия на поверхности нарезки смазки, при необходимости опрыскивают маслом из распылителя.
- После получения резьбовой линии нужной длины плашку, проворачивая, снимают, поверхность очищают от стружки с помощью ветоши, щетки или кисточки с мягким ворсом.
Работу можно выполнять в два этапа. Сначала используют черновую плашку, затем осуществляют доводку чистовой. Принцип работы соответствует указанному выше.
Все о плашках
Плашка или лерка — это приспособление, которым нарезается наружная резьба разного типа. Представлена маленькой гайкой, на которой находится кромка и стружечный отвод. Резьбовое приспособление может быть с размерами резьбового шага от восьми до десяти.
Шаг резьбы — это расстояние между соседними резьбовыми витками.
Областью работы плашек являются железные трубы и стержни. У резьбы бывает коническая и цилиндрическая форма. Для получения качественно выполненной резьбы нужно нарезать одним прохождением. Плашка имеет режущую кромку. Чтобы выполнить цилиндрическую резьбу пользуются плашками с двумя частями рабочей области — калибрующая и режущая. Калибрующей частью формируется конечный диаметр и резьбовой профиль.
Классификация плашек
Лерки делятся на: трубчатые, квадратные, круглые и шестигранные.
Также их разделяют по структуре:
- цельная;
- раздвижная(призматическая);
- разрезанная.
Круглая лерка имеет самое широкое распространение. Ей нарезается резьба одним прохождение, а не несколькими как раздвижными. Эти плашки могут нарезать резьбу с разными шагами. А также ими можно сделать нарезку трубной и дюймовой резьбы. Рабочая часть круглых плашек не подвергается шлифовке. Наружный диаметр будет зависеть от размера стружкоотводчиков и от размера требуемой резьбы.
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
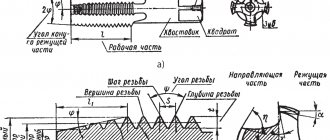
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.
Рис. 4. Клупп (косой)
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.
Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Виды плашек
Данный инструмент классифицируется по форме корпуса и конструкции. В зависимости от формы корпуса существуют следующие виды плашек:
- трубчатые;
- квадратные;
- шестигранные;
- круглые.
Устройство плашки более всего характеризует конструкция корпуса, которая может быть:
- цельной;
- раздвижной;
- разрезной.
Кратко остановимся на наиболее популярных конструкциях. Наибольшее применение получила круглая плашка, с помощью которой можно нарезать резьбу не более второго класса точности, применяется для нарезания метрических, трубных и дюймовых резьб с крупным, обычным или мелким шагом. При ручной работе данный тип инструмента фиксируется в воротке стопорными винтами, при машинной – в специальных резьбонарезных патронах. С помощью винтов можно изменять диаметр нарезаемой резьбы.
Наружный диаметр круглой плашки зависит от диаметра резьбы и стружечных отверстий. Чем больше диаметр стружечных отверстий, тем легче осуществляется удаление стружки. Но, соответственно, необходим и больший расход материала, и более высокие размеры комплектующих – воротков, патронов и т. д.
Для получения резьбы высокого класса точности (метрической, конической, трубной) применяются цельные плашки, обладающими наибольшими показателями жесткости. Недостатком является уменьшенная износостойкость в сравнении с инструментом в других типах корпусов.
Раздвижные плашки. Состоят из двух частей, которые устанавливаются в клупп и крепятся там посредством винта и сухаря. Винтом регулируется диаметр резьбы. Как правило, продаётся клупп с набором плашек различного диаметра. Также регулируемыми являются и разрезные планки, но их недостатком является малая жесткость и, соответственно, уменьшение точности резьбы. Также данный тип плашек немного пружинит, что приводит к изменению диаметра в пределах 0,1 – 0,3 мм.
Происхождение и внешний вид
Цихлазома северум относится к семейству цихлид и ведет свое начало с водоемов Южной Америки. Первые упоминания о них встречаются в записях австралийца Иоганна Наттерера, обнаружившего необычных рыбок, обитающих в бассейне реки Амазонка.
Но встретить северум можно и в других водоемах. Бразилия, Гвиана, Колумбия, Венесуэла, верховья Рио Негро – основные места обитания цихлазом.
При визуальном сравнении отличия северуса от дискуса становятся очевидными. На фото слева цихлазома северум, справа дискус.
Внешний вид Heros severus напоминает представителей семейства дискус (Discus Cichlid). Из-за этого ее часто называют «ложным дискусом». Однако истинные дискусы гораздо крупнее северумов.
Severum оправдывает свое название, в переводе с латыни означающее суровый, сдержанный. Это выражается как во внешнем облике рыб, так и в их темпераменте.
Округлое тело цихлид, приплюснутое с двух сторон, окрашено в серовато-зеленый цвет с коричневыми вкраплениями. Благодаря сплюснутому с боков корпусу рыбки легко маневрируют в воде, обходя густую растительность и поваленные ветви деревьев.
Как правильно нарезать витки на водопроводной трубе?
Если вы прокладываете новый участок в системе отопления (водоснабжения), нарезку можно выполнить на верстаке. Заготовка располагается строго горизонтально (или вертикально) с помощью специальных тисков.
Даже ручной инструмент, будь то клупп для нарезания резьбы, или вороток с плашкой, создает внушительный крутящий момент. Поэтому, чтобы нарезать резьбу на водопроводной трубе своими руками, ее нужно сильно зажать.
Если заготовка проворачивается, можно испортить витки. Многие домашние мастера используют для фиксации не тиски с зажимом типа «ласточкин хвост», а списанные суппорта со старых токарных станков.
Произведя замеры, отрезаете трубу с учетом обработки торца под заход плашки (клуппа). Затем производится разметка длины резьбового соединения: например, на трубе отопления, в точке соединения с радиатором, необходимо предусмотреть сгон.
Прежде чем начать нарезку, торец обрабатывается напильником под конус, для нормального захода клуппа или плашки.
Если этого не сделать, заход будет выполнен с перекосом, и через пару витков, резьба будет сорвана. Восстановить испорченный участок невозможно, трубу придется обрезать.
Работа плашкой
С помощью этого инструмента можно с легкостью нарезать витки на трубе, вокруг которой нет предметов в радиусе 50 см. Либо с торца, либо сбоку, должно быть место для воротка.
Разумеется, не всегда есть возможность подобраться к системе трубопроводов, особенно при выполнении ремонтных работ. Есть модели воротков с одной рукоятью, которыми можно нарезать резьбу вдоль стены: так называемые трещотки.
Но сама конфигурация плашки не позволяет удерживать приспособление строго по оси. Если усилие на резцах неравномерное (а с одним рычагом иначе и быть не может), есть риск запороть витки.
Поэтому, прежде чем нарезать резьбу с помощью трещотки, следует несколько раз потренироваться на ненужных кусках трубы.
Важно! При работе с плашкой (леркой) особенно важна правильная подготовка трубы.
Если клупп может «простить» некоторые огрехи, то слабо проточенная фаска на торце, или капля от сварки, может сбить плашку с прямого хода. Нарезка выполняется в 2-3 прохода: с использованием плашек разной глубины резцов.
Сначала номером 1 производится разметка, снятие первого слоя. Затем №2 (и №3) прорезают витки до рабочей глубины.
Видео инструкция по нарезанию резьбы на трубу без клуппа (с помощью плашки)
Работа клуппом
Многие начинающие мастера не знают, как нарезать резьбу возле стены. Именно для этого и подходит клупп, поскольку его конструкция предусматривает самоцентровку относительно оси трубы, следовательно, устраняется перекос инструмента.
Опытные мастера рекомендую нарезать клуппом любую трубную резьбу, этот инструмент упрощает процесс и повышает качество внешней резьбы.
Работать с клуппом несложно, он представляет собой конструкцию со сменными резцами. То есть, материал обоймы может быть из относительно мягкого (а значит податливого) металла, а резцы – из твердой легированной стали.
Положение резцов регулируется в процессе нарезания: это позволяет выполнять первичный, вторичный и чистовой проходы, не снимая клупп. То есть, вы просто затягиваете режущие части, каждый раз углубляя витки.
Резцы расположены таким образом, что сохранять прямолинейность вдоль оси трубы несложно. Вероятность срыва витков минимальна. Поэтому с работой клуппом в труднодоступных местах справится даже новичок.
Есть электрические модели клуппа, в которых с помощью редуктора создается мощный крутящий момент на блоке резцов. Оператору необходимо лишь направлять инструмент вдоль трубы.
Подготовленная заготовка смазывается консистентным составом, устанавливается глубина первого прохода, и включается питание. Нет необходимости делать обратные вращения, как на воротке, следить за отводом стружки – все это выполняется автоматически.
Неважно, что вы делаете: ремонт водоснабжения, или монтаж системы отопления. С помощью такого инструмента работа выполняется в разы быстрее. Разумеется, не бесплатно: стоимость электрического клуппа довольно высокая
Как правильно пользоваться ручным клуппом — Видео инструкция
Нарезаем резьбу электрическим клуппом
https://youtube.com/watch?v=PGIJ4763zg4
Металл для изготовления
Для различных видов плашек , метчиков, других металлорежущих инструментов используют углеродистые стали популярных марок У10А и У12А. Их закаливают до получения твердости HRC 60-62 единицы. Такой показатель делает их наиболее стойкими при резании металла и других твердых материалов.
Читать также: Диод fr154 характеристики аналоги
Намного лучшие показатели красностойкости у инструментальной стали с добавлением легирующих элементов:
Металлорежущие инструменты, изготовленные из подобного материала, например, плашка для нарезания резьбы или метчик протяжка, обладают более высокими режущими свойствами. Обрабатываемость намного лучше, чем у углеродистых сталей. Красностойкость с легирующими добавками также имеет отличные показатели.
Типы и свойства резцов
Токарный резец по металлу состоит из державки и рабочей головки. Качество обработки деталей напрямую зависит от этих элементов. Державка имеет прямоугольное или квадратное сечение. С ее помощью резец фиксируется на токарном станке.
Рабочей головкой обрабатывают детали. Она составлена из различных режущих плоскостей и кромок. Угол затачивания головки обусловлена материалом, из которого изготовлена деталь.
Наружную и внутреннюю резьбу нарезают резьбонарезными резцами разных типов.
Самые используемые из них:
- стержневые;
- призматические;
- круглые.
Стержневые резцы состоят из стержня с рабочей головкой. Эти типы бывают разных профилей. Самые износостойкие — резцы, к которым припаяны твердосплавные рабочие грани. Они не нуждаются в частом точении, так как долго остаются острыми.
Призматические резцы применяют для обработки только внешней стороны болванки. Их преимущество перед стержневыми – способность обрабатывать большие поверхности. Но их следует чаще подвергать перетачиванию.
Круглые резцы используют в процессе нарезания резьбы внутренней и наружной. Эти инструменты очень удобны в работе, область использования их достаточно широка. Круглые резцы допускают многоразовое перетачивание.
По конструктивным отличиям металлорежущие инструменты делятся на несколько типов:
- прямые;
- изогнутые;
- отогнутые;
- оттянутые.
Вершина любого резьбового инструмента — скругленная головка или фаска. Профиль резьбы формируется резцом должной конфигурации. Режущими инструментами гнутой формы нарезают резьбовую нить на поверхности болванки.
Прямые резцы здесь используются редко. Резьбу внутри детали совершают изогнутыми резцами, иногда прямыми, закрепленными в специальном держателе.
Резцы разделяются по категориям:
- изготовленные из быстрорежущей легированной стали;
- с напаянными на рабочий элемент твердосплавными пластинами;
- режущие приспособления со сменными многогранными пластинами, закрепленными на головке.
По направлению следования винтовой нарезки, инструменты дифференцируют на правые и левые. При работе первыми подача идет слева направо, вторыми — подача идет влево. Правые используют чаще.
Режем резьбу плашкой
Заклепки и клинья
В древние времена прочность сборным конструкциям придавалась такими способами соединения как клинья (в деревянных изделиях) и заклепки (в изделиях из металла). Главным недостатком подобных соединений была и остается невозможность повторного использования крепежных приспособлений.
Клинья и заклепки имеют одноразовое использование, а это требует излишних затрат. Первые резьбы также имели существенное ограничение, поскольку они изготавливались не на станках для нарезания, а при помощи шаблонов, которыми резьбу выковывали на раскаленном металле. О взаимозаменяемости деталей, имевших внешнюю и внутреннюю резьбу, изготовленную таким образом, речь не шла.
Способы нарезки резьбы на водопроводной трубе
Способы нарезки делятся на два типа: ручной и автоматический. В первом случае потребуется комплект резьбонарезных устройств. Для нарезки наружной резьбы применяются плашки клуппы, для внутренней – метчики. Размеры инструментов определяют по справочным таблицам. Автоматическая нарезка происходит на станках или электроинструментом. Метод отличается точностью и подходит для труб любого диаметра. На станках выполняется фрезерование и накатка резьбы.
Нарезание плашкой
Выбор типа инструмента зависит от требований к качеству. Лучший результат достигается при использовании цельной плашки, которая обладает высокой жесткостью. Недостаток устройства – быстрый износ. Подпружиненные плашки (с разрезом в одном из осевых отверстий) позволяют менять диаметр резьбы в пределах 0,3 мм. Их жесткость снижена, резцы служат дольше, но чистота нитей теряется.
Подготовленная труба зажимается в тиски. Плашка помещается в держатель и фиксируется винтами. На обрабатываемый участок и резцы наносится смазка. Инструмент надевается на трубу под прямым углом. Вращение происходит плавно, по часовой стрелке. После изготовления нескольких витков удаляется стружка и возобновляется смазка. Для качественной нарезки после черновой плашки используется чистовая. Готовая резьба очищается ветошью.
Использование клуппа
Использование трубного клуппа удобнее, чем плашки. Инструмент стоит дороже, но для выполнения большого объема работы лучше выбрать его. Клупп дает чистый виток, раздвижная конструкция позволяет регулировать диаметр резьбы. Установка направляющих уменьшает риск появления перекосов, облегчает процесс нарезания. Если в конструкцию входит трещотка, около плашки располагают храповое колесо. При его повороте перемещается головка инструмента. Трещотка незаменима в стесненных условиях работы.
Труба зажимается в тиски, оставляется небольшой участок. Короткая выступающая часть не позволит металлу прогнуться от приложенных усилий. Труба и резцы смазываются машинным маслом. Выступающая часть вставляется в направляющую клуппа. Нарезка происходит короткими вращательными движениями. Периодически осуществляется поворот назад для отрезания стружки. В процессе работы добавляется смазка
При нарезании резьбы на водопроводных трубах важно следить за количеством витков
Работа метчиком
Внутренняя резьба выполняется метчиком. Его диаметр должен быть чуть больше, чем трубы. При работе рекомендуется пользоваться комплектом из двух-трех деталей. Они выполняют черновую и чистовую нарезку. Первый инструмент проводит основную работу, удаляя до 70% стружки. У чистового метчика небольшая заборная часть и полный профиль нарезки. Инструменты различают по канавкам на хвостовике:
- одна – черной;
- две – средний;
- три – чистовой.
Внутренняя часть трубы требует очищения и смазки. Метчик вставляется вертикально, хвостовик закрепляется в воротке. Вращение ведется по часовой стрелке. При работе с мягким металлом инструмент периодически выворачивают и вычищают стружку. Обязательно применяется смазка. После окончания работы проводится проверка качества резьбы.
Трубные плашки
На водопроводной трубе резьба немного отличается от обычной, прежде всего размерами. Связано это с тем, что привязка идет от дюйма. Только есть одна загвоздка. Если труба имеет 10 дюймов, то это не значит, что ее диаметр равен 2,54*10 = 25,4 мм. Ее диаметр будет коло 33 миллиметров. Связано это с тем, что перевод в метрическую систему сопровождается добавлением двух толщин стенок.
Трубные плашки
Чтобы такой путаницы не возникало и с плашками, их начали выпускать отдельно для водопроводных труб. Отличить их от стандартных довольно легко – на корпусе присутствует маркировка в виде латинской буквы «G».
Таким образом, получается, что есть лерки на G1/2, G ¾, и так далее.
Вообще же трубные инструменты позволяют изготовить нарезку на трубе с размерами от G1/8 до G2.
Виды резьбы на трубах
Резьба – это чередование выступов и впадин на поверхности, расположенных по винтовой линии. Она бывает наружная и внутренняя, левая и правая. Распространенные виды:
- трубная цилиндрическая;
- трубная коническая;
- дюймовая цилиндрическая (стандарт США);
- круглая;
- дюймовая.
В монтажных сантехнических работах обычно используется два первых типа. Они применяются для соединения водопроводной арматуры:
- Цилиндрическая (G) – профиль представлен равнобедренным треугольником с вершиной 55°. Выступы и впадины закруглены. Рекомендуется для труб диаметром до 6 дюймов.
- Коническая (R) – резьба имеет треугольный профиль, образует конусность 1:16, отличается высокой герметичностью соединения деталей.
Трубная резьба бывает дюймовой и метрической, соответственно, измеряется в дюймах и миллиметрах.
Маркировка
Маркировка, которая обычно ставится на хвостовик, помогает специалисту различать разные типы метчика и быстро находить нужный. Например, метрический вид будет маркироваться буквой M, а его размер измеряется в миллиметрах. Производители предлагают широкий ассортимент этого приспособления, поэтому в продаже можно найти метчик, позволяющий добиться практически любой резьбы.
Трубные метчики распознаются по букве G, но измеряются уже в дюймах. Есть как распространенные размеры, так и редкие. Мастер подбирает их исходя из особенности работы. Конический тип метчика обозначается первой буквой наименования – К.
Инструменты для нарезания резьб на трубах
Как нарезать резьбу на трубе? Исключая технологии механизированного нарезания (например, на токарно-винторезных станках), для нарезки резьбы на трубах применяют два типа приспособлений: плашки (лерки) и клуппы.
Ручная плашка как инструмент для нарезки трубной резьбы представляет собой устройство, состоящий из двух частей – собственно рабочей, и корпуса (плашкодержателя), снабжённого двумя рукоятками, при помощи которых производится вращение плашки по наружному диаметру трубы. Удобен в применении набор резьбы на трубах вручную, который состоит из нескольких комплектов плашек наиболее употребительных диаметров. Объясняется это тем, что для качественного соединения следует применять черновую плашку, для первичного прохода, и чистовую, того же диаметра – с целью калибровки профиля. Можно, конечно, пользоваться и одной леркой, но её износ в этом случае будет намного выше, особенно, если трубопровод изготовлен из высокоуглеродистой стали.
В отличие от лерки, клупп для нарезки представляет собой более конструктивно сложный инструмент. Он имеет трещотку, которая фиксирует резьбонарезную часть в определённом положении, пока рукоятка проворачивается на следующий оборот. Поэтому резьба получается более качественной.
Кроме ручного резьбообразующего инструмента, в практике используется и механизированный инструмент для получения трубной резьбы. Наиболее компактный и удобный в быту станок для нарезки резьбы оснащается электрическим приводом. Однако в этом случае цена вопроса оказывается значительно более высокой, поэтому электрические резьбонарезатели оправдывают себя лишь тогда, когда предстоит оформлять резьбу на длинном участке трубы.
Подготовка к нарезке
Перед тем, как нарезать резьбу на трубе, поверхность металла следует очистить. Износ инструмента возрастает, если исходная поверхность изделия не очищена от поверхностной ржавчины и окалины, имеет остатки лакокрасочного покрытия и т.п. Поэтому перед началом работ детали следует тщательно очистить. Стойкая окалина удаляется с использованием органических растворителей, а короткие детали – переходники, сгоны и т.п. – можно очищать, окуная их в горячий (не менее 60 °С) раствор буры.
Зачистка трубы
После очистки изделие осматривается для выявления поверхностных неровностей (они часто бывают на трубах б/у), а также при искривлениях оси элемента. Малейший изгиб приводит, во-первых, к искажению нарезаемого профиля, а, во-вторых, провоцирует резкое снижение стойкости, когда на один из сегментов рабочей части инструмента всегда приходится увеличенное усилие резьбообразования.
Непосредственно перед работами нужный участок трубы смазывается. Подойдут смазки со средней вязкостью, например, масло «Индустриальное 40». Густую смазку (солидол) можно нанести и на рабочий профиль плашки.
Как нарезать резьбу самостоятельно
Сначала необходимо подготовить материалы и инструменты:
- электродрель;
- сверло необходимого сечения (выбрать из таблицы);
- стандартный комплект метчиков;
- вороток с зажимным квадратом;
- керн, тиски;
- молоток 300 г;
- смазочный материал;
- ветошь, тряпки.
Пошаговая инструкция, как нарезать резьбу метчиком :
- Разметить на детали место под отверстие. Поставить керн на пересечении двух линий.
- Сильным ударом молотка по керну наметить место для будущего отверстия.
- Зажать сверло в патрон электродрели, выставить малые обороты, смазать сверло,просверлить отверстие.
- Сверлом большего сечения снять фаску.
- Вставить черновой метчик квадратной головкой в отверстие воротка, зажать двумя ручками.
- Вращая вороток двумя руками, нарезать резьбу, М12 — основной шаг резьбы .
- Для проверки качества вкрутить в нарезанную резьбу болт М12. Он должен закручиваться не туго, но в то же время, не болтаться в резьбе.
Алгоритм движения:два оборота вперед, один — в обратную сторону. Рекомендуется работать с небольшим усилием. Если инструмент заедает в металле, совершить несколько движений назад. Периодически смазывать поверхности, продолжая работу. Повторить операцию со средним, затем чистовым метчиком.
Смазывать нитки резьбы при нарезании лучше всего старым свиным салом.
Как нарезается резьба на трубке своими руками
Чтобы произвести резьбовое нарезание на трубе своими руками, первоначально требуется выполнить ряд подготовительных мероприятий:
- Тщательно зачистить трубку в области, где планируется получить резьбу.
- Зачистить торцевую часть изделия при помощи напильника.
- Смазать рабочую зону для уменьшения сопротивления.
Чтобы процесс нарезки резьбы был удобным, а конечный результат удовлетворял требованиям, перед проведением действий нужно закрепить изделий в тисках. Это позволит зафиксировать деталь, чтобы можно было совершать необходимые действия двумя руками. После этого проводятся следующие действия:
Используется вороток с плашкой необходимого диаметра, при помощи которой осуществляется черновой проход
При этом важно держать плашку строго перпендикулярно по отношению к трубе. Черновой проход является основой нарезки резьбы, поэтому не стоит торопиться, и выполнять действия медленно, но качественно. Черновой рез позволяет получить 2-3 нитки резьбы. Именно столько ниток резьбы нужно для того, чтобы инструмент занял надежное положение. На следующем шаге следует скрутить черновую плашку, и воспользоваться чистовой
С её помощью нарезается необходимое количество нитей на трубе, которую планируется устанавливать в систему водоснабжения или отопления. После каждого прохода нужно делать 0,5 оборота назад, чтобы очистить место реза от стружки. На завершающем этапе следует воспользоваться третьей плашкой, которой осуществляется контрольный проход.
При резьбовом нарезании важно, чтобы все действия выполнялись медленно, и с каждым последующим витком осуществлялась очистка места реза от металлической стружки
Инструменты для нарезки резьбы
Резьбонарезной инструмент
Для ручных резьбонарезных работ применяются следующие инструменты:
- Плашка (лерка) – цельнометаллическая шайба с 4 стружкоотводящими канавками, 4 гребенками лезвий из прочных инструментальной стали на внутренней поверхности. Для работы плашку помещают в оправу с двумя ручками – плашкодержатель.
- Метчик – стержень, состоящий из квадратного в поперечном сечении хвостовика, 4 гребенок лезвий, 4 канавок для удаления стружки. При нарезке резьбовой части в трубах метчик фиксируют в метчикодержателе.
- Ручной клупп – специальный резьбонарезной комплект, состоящий из сменных плашек с расположенными внутри резцами и направляющими для труб, оснащенной трещоткой оправы, ручки, удлинителей.
Для резьбонарезных работ автоматическим (машинным) способом необходим токарный одношпиндельный станок по металлу.
Помимо нарезных инструментов для данного вида работ необходим штангенциркуль, угловая шлифмашинка (болгарка), напильник, машинное масло.
Общие сведения
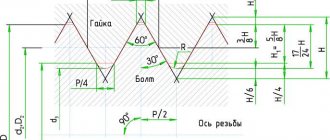
Вершина резца при перемещении с постоянной скоростью подачи вдоль вращающейся заготовки, врезаясь, оставляет на ее поверхности винтовую линию (рис. 4.42).
Наклон винтовой линии к плоскости, перпендикулярной оси вращения заготовки, зависит от частоты вращения шпинделя с заготовкой и подачи резца и называется углом μ подъема винтовой линии (рис. 4.43). Расстояние между винтовыми линиями, измеренное вдоль оси заготовки, называется шагом Р винтовой линии. Если отрезок на поверхности детали, равный шагу винтовой линии, развернуть на плоскость, то из прямоугольного треугольника АБВ можно определить
tgμ= P/(πd),
где d — диаметр заготовки по наружной поверхности резьбы.
При углублении резца в поверхность заготовки вдоль винтовой линии образуется винтовая поверхность, форма которой соответствует форме вершины резца. Резьба — это винтовая поверхность, образованная на телах вращения и применяемая для соединения, уплотнения или обеспечения заданных перемещений деталей машин и механизмов. Резьбы подразделяются на цилиндрические и конические.
В зависимости от назначения резьбового соединения применяют резьбы различного профиля.
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ее ось. Широко применяются резьбы с остроугольным, трапецеидальным и прямоугольным профилями.
Резьбы бывают левые и правые. Винт с правой резьбой завертывают при вращении по часовой стрелке (слева направо), а винт с левой резьбой — против часовой стрелки (справа налево). Различают однозаходные и многозаходные резьбы. Однозаходная резьба образована одной непрерывной ниткой резьбы, а многозаходная — несколькими нитками резьбы, эквидистантно расположенными на поверхности детали. Число ниток легко определить на торце детали, где начинается резьбовая поверхность (рис. 4.44, а и б).
Различают ход Ph и шаг Р многозаходной резьбы. Ход многозаходной резьбы (ГОСТ 11708—82) — это расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360° между одноименными точками одного витка одной нитки резьбы, измеренное параллельно оси детали. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов:
Ph= кР,
где k — число заходов.
Профиль
По профилю различают метрические, трубные дюйм-плашки, трапецеидальные резьбонарезные инструменты. Каждая разновидность имеет свои особенности:
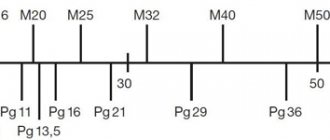
Метрические. Как следует из названия, нарезают метрическую резьбу. Обозначаются буквой «М», после которой идет цифра, указывающая на диаметр резьбы в миллиметрах. Стандартами предусмотрены размеры до 68 мм, каждому соответствует мелкий или крупный шаг. Размеры, примеры обозначения, правила приемки таких плашек по ГОСТ 9740.
Читайте здесь: Какой выбрать напильник: классификация, виды и рейтинг лучших моделей
Трубные цилиндрические. Визуально легко определить по букве «G» на корпусе. Резьба такого типа измеряется с помощью английской единицы – дюйм, составляющей 25,4 мм.
Так, обозначение G 1/2” значит, что перед нами лерка для трубной резьбы на полдюйма. Нашли широкое применения для патрубков отопительного оборудования и систем водоснабжения. Диапазон размеров от G 1/8” до G 2”.
Трубные конические. Чтобы не путать их с остальными разновидностями, маркируются символом «К». Применяются, когда необходимо получить коническую резьбовую поверхность – в ответственных соединениях, работающих под давлением или узлах станков.
Трапецеидальные. Сечение ниток представляет собой равностороннюю трапецию. Распространены в силовых парах, преобразующих вращение в поступательное перемещение. Самый простой пример – ходовой винт и гайка станочных и слесарных тисков.
Станок для нарезки углублений
Комплектация возможна в разных модификациях, все зависит от завода-производителя. Однако суть у всех станков одинакова – с их помощью нарезается резьба в промышленных масштабах. К преимуществам необходимо отнести:
Существует функция программирования параметров диаметра и шага с автоматическим включением реверса.
Есть режим стружкоудаления. В комплект входит набор патронов. Настройка скорости вращающего механизма. Большая экономия времени на производимый процесс. Полное использование возможностей станка. Повышенная износостойкость. Сжатие материала накатным роликом обеспечивает чистоту поверхности. Увеличение прочности на 10-30 процентов по сравнению с механической обработкой.
Общие сведения о нарезании резьбы
В процессе нанесения резьбы обрабатывают стержень или отверстие. Как результат, на поверхности появляются чередующиеся выступы – витки или спиральные канавки.
В перечень основных характеристик резьбы входит:
- Шаг. Для его определения требуется вымерить расстояние между вершинами или впадинами на соседних витках.
- Профиль. Сечение витка может иметь трапецеидальную, треугольную или прямоугольную форму. Элементы санитарно-технического типа оснащаются только треугольным профилем.
- Угол профиля.
- Глубина. Дистанция от вершины до основания резьбы.
- Диаметр. Может быть наружным, средним и внутренним.
Для определения наружного диаметра потребуется измерить промежуток между двумя параллельными сторонами резьбы. Удобнее всего провести эту процедуру, имея под рукой штангенциркуль. Средним диаметром является дистанция от вершины до основания профилей, находящихся по противоположным участкам детали. Внутренний диаметр определяет дистанцию, отделяющую друг от друга противоположные впадины.
Станок для нарезки желобов
В производстве часто используются специальные станки. По конструктивным особенностям они во многом напоминают станки с вертикальной ориентацией. Среди особенностей отметим:
- Показатель диаметра и шаг резьбы регулируются.
- При необходимости можно тщательно настроить количество и скорость вращения режущего элемента.
- Практически все модели характеризуются возможностью обработки наружной и внутренней поверхности.
Современные станки могут применяться даже при нарезании тонкостенных изделий. Трудности могут возникнуть только в случае, когда заготовку нельзя снять и установить вертикально.
Некоторые технические характеристики и отдельные виды плашек
Сразу нужно сказать, что все подобные инструменты используются только вместе со специальными держателями.
Такие зажимные инструменты, как правило, могут нормально функционировать сразу с несколькими диаметрами лерок. Например, один держатель используется сразу со всеми лерками диаметром до 1 см, такой же один держатель используется со всеми лерками диаметром от 12 мм до 24 мм, и такая же ситуация с инструментами с диаметрами от 27 мм до 42.
Инструмент для нарезки резьбы
Как уже было сказано ранее, есть инструменты, которые способны нарезать резьбу на трубе в метрической и дюймовой системе исчисления. Вышеуказанные размеры приведены для метрической системы. На корпусе всегда будет присутствовать маркировка в виде буквы «М». Полное же обозначение будет содержать еще и шаг резьбы, то есть 8,10 и так далее.