Технические характеристики
Электроды Э42 предназначены для сварки как постоянным, так и переменным током. Они могут иметь как кислое, так и рутиловое напыление. Флюсовая обмазка, сгорая в пламени электродуги, выделяет защитные газы, препятствующие доступу кислорода воздуха к сварочной ванне. Она также способствует повышению стабильности горения дуги и доставляет в рабочую зону легирующие присадки. При работе с кислым покрытием шовный материал бывает подвержен образованию трещин, особенно при несоблюдении режимов сварки. Рутиловое покрытие избавляет от такого риска, шовный материал по своей степени раскисления близок к спокойной или полуспокойной стали.
Сварка электродами
По своему химическому составу электроды Э42 относятся к группе обычных и содержат следующие элементы:
- С — 0,08%;
- Mn7%;
- Si1%;
- S035%;
- P035%.
Электроды обладают следующими физико-механическими и рабочими характеристиками:
- Сопротивление на разрыв — 420 мпа.
- Длина при диаметре 4 миллиметра — 45 см.
- Диапазон сварочных температур: -20 °С — +20 °С.
- Расход на 1 кг шва — 1,6 кг электрода.
- Ударная вязкость шовного материала -150 Дж/см2.
- Относительное удлинение шва — до 22%.
- Диапазон диаметров — от 4 до 12 мм.
Указанные параметры достигаются при условии соблюдения технологии сварочных работ и режимов сварки.
Аналоги электродов Э42
Особенности эксплуатации
Электроды Э42 просты в применении, легко поджигаются и хорошо переносят броски напряжения. Большинство видов варит ржавый и влажный металл без потери прочности и пластичности соединения.
Шлаковая корка на поверхности шва легко отделяется, что удешевляет и ускоряет финишную обработку.
Режимы сварки
Это понятие обозначает действия и параметры, призванные обеспечить высокое качество шва при заданных условиях.
Режимы сварки обеспечивают высокое качество шва.
Показатели делятся на 2 группы:
- основные;
- дополнительные.
К первым относят:
- род и силу тока;
- диаметр электрода;
- напряжение дуги.
К дополнительным:
- пространственное положение шва;
- скорость перемещения расходника;
- состав и толщину металла.
Электродами Э42 варят на постоянном и переменном токе, в первом случае – при обратной полярности. Ампераж связан с диаметром расходника и толщиной соединяемых заготовок.
Данные сведены в таблицу:
Рекомендуем к прочтению Какие электроды используются по нержавейке
| Толщина свариваемых деталей, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
Неправильный выбор электрода приводит к тому, что диаметр становится:
- Уменьшенным. Повреждается обмазка, дуга теряет стабильность.
- Увеличенным. Плотность тока падает, дугу водит по поверхности заготовки. Т.к. сложно выдержать постоянную длину, шов получается кривым, теряет прочность.
Режим сварки подбирают с учетом возможностей инвертора, т.е. максимального для данной модели ампеража. Вертикальные и потолочные швы варят расходником диаметром 4 миллиметра, независимо от толщины соединяемых деталей.
Режим сварки подбирают с учетом возможностей инвертора.
Скорость процесса влияет на ширину шва. При быстром перемещении тот сужается, и наоборот. Необходимо поддерживать оптимальную скорость, определяемую опытным путем.
В противном случае наблюдаются следующие последствия:
- Ускорение. Материал не успевает прогреться и расплавиться, стык получается плохо проваренным.
- Замедление. Металл вытекает, сечение наплавки и, как следствие, ее прочность уменьшаются.
Оптимальная длина дуги – 3-4 мм. Растягивание дает негативный эффект:
- За время пути от электрода до заготовки металл успевает окислиться.
- Дугу водит по поверхности, тепло распределяется на большую площадь, и материал хуже прогревается. Расплавленные капли застывают на нем, засоряя шов.
Ширина стыка и глубина провара зависят от траектории движения расходника. Помимо прямолинейного перемещения, применяют «зигзаг» и «елочку».
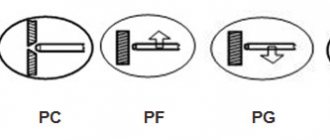
Существующие ограничения
Расходники Э42 не подходят для следующих условий:
- Выполнения вертикальных швов сверху вниз. Металл из сварочной ванны вытекает на необработанный участок.
- Соединения заготовок из средне- и высоколегированной стали, чугуна, цветных металлов.
- Сварки постоянным током прямой полярности (электрод-отрицательной).
Расходники Э42 не подходят для вертикальных швов.
В последнем случае катодом выступает расходник. В сравнении с анодом температура у него выше (для плавящихся изделий).
Соединяемые детали прогреваются хуже, глубина провара уменьшается; обмазка на электроде выгорает слишком быстро и не дает стыку требуемой защиты.
Возможна ли работа с нержавейкой
Такие материалы варятся электродами, в составе которых присутствуют никель и хром. Э42 к этой категории не относятся, поэтому для работ с нержавеющими сталями непригодны.
Хранение электродов
Покрытие расходников, благодаря пористой структуре, является гигроскопичным, т.е. имеет склонность впитывать влагу. Отсыревшая обмазка крошится и плохо горит, вследствие чего шов не получает защиты от атмосферного кислорода, становится непрочным и хрупким.
Поэтому к месту хранения электродов выдвигаются следующие требования:
- Относительная влажность – менее 50%.
- Показания на термометре – не ниже +15°С. Значит, в холодный период года расходники должны находиться в отапливаемом помещении.
- Отсутствие перепадов температур.
- Защита от прямых солнечных лучей.
Если упаковка вскрыта, расходники рекомендуется переложить в специальный герметичный пенал.
П. 2 и 3 призваны исключить конденсацию влаги на изделиях.
Указанные условия соблюдаются и в том случае, если электроды находятся в герметичной заводской упаковке. При повышенной влажности они и в ней могут со временем отсыреть.
Если упаковка вскрыта, расходники рекомендуется переложить в специальный герметичный пенал с утепленными стенками. Его можно изготовить своими руками из пластиковой трубы среднего или большого диаметра.
Рекомендуем к прочтению Описание электродов с рутиловым покрытием
Перед использованием изделия подвергают прокалке, т.е. прогревают с целью высушить обмазку. Время процедуры и температура указаны на упаковке, необходимо строго их придерживаться. Перегрев особенно опасен для расходников с органическими веществами в обмазке.
Высушенные электроды пригодны к работе в течение 8 часов. Если за это время ими не воспользовались, прокалку можно повторить. Но количество процедур ограничено и для разных моделей составляет 2-4. Последующий нагрев приведет к отслоению покрытия.
Область применения
Электроды типа Э42 различных диаметров широко применяются для сварки конструкционных низко углеродистых сталей. Кроме того, ими можно варить и легированные сплавы 14Г2 и 09Г2.
Они популярны как среди домашних мастеров, так и при монтаже индустриальных металлических конструкций.
Кроме того, ГОСТ допускает их применение для сварки тонкостенных труб и резервуаров низкого давления.
Сварка нержавейки
Существуют следующие ограничения по применению:
- Не подходят, если дуговая сварка выполняется в вертикальном положении (сверху вниз).
- Не подходят для применения по нержавейке, по меди и другим цветным металлам.
- Несовместимы с высоколегированными сталями.
- Не подойдут для чугуна.
Скачать ГОСТ 9467-75
Кроме того, недопустимо пытаться варить отсыревшими электродами.
Выбор
Для начала узнайте диаметр стержня. Выбрать его несложно — он просто должен быть таким же, как и ширина сечения металла, который вы будете варить.
Электрод 4-6 миллиметров без проблем справляется с толстыми деталями, а для тонких берите два миллиметра и меньше.
Чтобы не потеряться среди разнообразия марок, смотрите на госстандарты каждой. В этом случае выбор полностью ваш. Если цена для вас главное, возьмите АНО-6. А, если у вас высокие запросы к сварному соединению — берите ОК 46.00.
Можете также поговорить об этом с продавцом-консультантом.
Производитель не главный критерий. От него в основном зависит цена, но и качество у разных заводов тоже разное. Если вы не хотите тратить лишнего на стержни, вам подойдут расходники, сделанные на российских заводах.
Отличительные особенности и специфика применения
Тип Э42 представляет собой универсальное изделие массового применения. Однако для него можно отметить некоторые особенности электродов Э42:
- Получаемое в результате применения сварное соединение выходит прочным и пластичным, обладает высокой стойкостью к нагрузкам на излом.
- Образующаяся корка шлака легко отделяется от шовного материала.
- Соединение отличается высокой однородностью структуры, низкой пористостью и отсутствием каверн.
- Изделие не требует высокой квалификации и наработки опыта для успешного применения, достаточно точно соблюдать режимы сварки и технологию выполнения шва.
- Легкий розжиг дуги.
- Низкий расход материала на килограмм шва.
- Широкий ассортимент флюсовых обмазок.
- Широкий выбор диаметров – до 12 мм.
- Отличное соотношение цена/качество и цена/функциональность.
Электроды небольших диаметров успешно применяют для сварки конструкций в домашних условиях, как инверторным сварочным аппаратом, так и устаревшими громоздкими сварочными трансформаторами и выпрямителями. При соблюдении заданного расстояния от кончика стержня до детали броски напряжения в сети оказывают незначительное влияние на стабильность дуги.
Электроды Э42 диаметр 5,0 мм
Диаметры 6-12 мм применяются в основном в промышленных условиях, вместе с профессиональными высокопроизводительными сварочными постами, развивающими рабочий ток до 600-800 ампер. Электроды Э42 диаметром 8 мм позволяют сваривать детали толщиной свыше 8 мм за один проход, что делает их конкурентоспособными по производительности с полуавтоматическими аппаратами, использующими сварочную проволоку.
Э42 не рекомендованы для работы по высоколегированным сплавам, по нержавейке, по цветным сплавам, по чугуну.
Расшифровка аббревиатуры и марки
Для электросварки необходимо иметь:
- Электрод.
- Соединяемые элементы металлоконструкций.
- Источник питания для сварочного трансформатора.
Электродом в процессе сварки называется металлический стержень, подводящий ток к свариваемым стальным элементам. Для расплавления металла при ручной дуговой сварке используется более сотни типов стержней. Один из них — стержень типа Э42.
В маркировке этого типа приведена прочностная характеристика, что является главным фактором.
Э — электрод для сварки электрической дугой.
42 — прочность 420 МПа.
Металлические стержни диаметром 4−6 мм применяют для сварки углеродистых и низколегированных сталей. Наиболее известные марки электродов — ОЗС-42, ОЗС-12И/42, ОМА-2, Огонек и ОЗС-23.
Существует улучшенный тип этих электродов — Э42А марки УОНИ-13/45. Они используются для сварки металлоконструкций, требующих повышенной надежности и работающих при больших попеременных нагрузках, в том числе в условиях низких температур. А также для толстых листовых материалов. Технические характеристики электродов Э42А требуют проводить сварку только постоянным током с короткой дугой, исключая отсыревшие стержни.
Ограничения по применению
Существуют и ограничения по применению. Главное из них — непригодность электрода для выполнения вертикальных соединений в направлении «сверху вниз», особенно больших диаметров. На это указывает цифра «2» в обозначении типа. При вертикальном перемещении сварочной ванны часть расплавленного металла будет затекать в пространство не проваренного шва. Чем больше диаметр электрода, тем больше будет масса сварной ванны и тем проще расплаву преодолеть силы поверхностного натяжения и стечь вниз.
Также электроды данного типа непригодны для сваривания нержавеющих и высоколегированных сталей, чугунов и сплавов цветных металлов.
Важно также правильно подбирать электрод по диаметру, исходя из толщины свариваемых заготовок.
Кроме того, недопустимо пытаться варить отсыревшими электродами. Покрытие в таких условиях становится проводником, разжечь дугу будет очень сложно. Шовный материал будет впитывать водород, и образовывать нежелательные поры. Поддержание стабильной дуги также будет затруднено частыми залипаниями электрода.
Аналоги
Электродные стержни Э42 производят одновременно не меньше десяти компаний. Найти электроды, которые впишутся в ваш бюджет и сценарий работы будет несложно благодаря их распространённости.
Искать замену в этом случае бессмысленно, но ситуации бывают разное. И, если одна из таких случилась с вами, выбирайте стержни Э42А. Их покрытие создаёт кислую среду на изделии, предупреждая появление пор.
Но учтите, что для изделий, сваренных с участием Э42А, страшны горячие трещины.
Если Э42А не удовлетворяет вас, смотрите на материал проволоки, из которой сделаны аналогичные стержни. Сравните материал с составом сплава или стали свариваемых деталей.
Электрод должен быть похож по составу на элементы, чтобы совместимость была высокой. Можете искать аналог и по покрытию электрода. У Э42 оно из рутила.
Металл шва или наплавка
Наплавка — это сварочная операция, в ходе которой наносят слой металлического расплава (его называют присадочным материалом) на внутреннюю или внешнюю поверхность детали. Наплавку выполняют с целью:
- восстановить первоначальные размеры изношенной детали;
- довести размеры до проектных при изготовлении детали обнаружении устранимого брака;
- создать покрытие одного металла слоем другого, в целях повышения коррозионной стойкости или придания специальных физических или химических свойств;
- упрочнить поверхностный слой.
Наплавка
Электрод ведут по поверхности детали в заданном месте. Верхний слой металла детали плавится, и вместе с металлом электрода образует слой наплавки. При необходимости наплавляют несколько слоев. Несмотря на то, что существуют специальные наплавочные электроды, Э42 также можно применять для наплавки относительно небольших объемов металла.
Диаметры
Толщина электрода считается по диаметру сердечника из сварочной проволоки. Изделия серии Э42 выпускаются диаметром от 1,6 до 6 миллиметров. Это дает возможность подобрать подходящую толщину как для тонколистовых, так и для солидных конструкций различной пространственной конфигурации. Диаметр покрытия электрода серии э42 зависит от толщины стержня. Толщинам 1,6-3 мм соответствует привычная длина в 25-30 см, электроды диаметром 4 мм Э42, а также 6-миллиметровые, выпускаются как 30, так 45-сантиметровыми. Отгружаются изделия в пачках или в герметичных контейнерах.
Варианты покрытия
Рабочие качества электрода и особенности его использования во многом определяются материалом флюсового покрытия. Существует несколько вариантов:
- Кислое. Основано на окислах кремния и железа, в качестве добавки применяется окисел марганца. Соединение, сделанное с помощью такого покрытия, склонен к образованию горячих микротрещин.
- Рутиловое. Основано на диоксиде титана. По сравнению с предыдущим вариантом существенно снижена вероятность образования горячих микротрещин. Позволяет получить более стабильную и мощную электрическую дугу. Снижает разбрызгивание расплава и связанные с ним потери металла. Улучшает формирование и однородность шва, формирует легко отделяемую корку из шлаков, что снижает трудоемкость последующих операций по зачистке.
- Основное. Базируется на основаниях — соединениях фтора в смеси с карбонатами. По степени раскисления соответствует сталям спокойного типа. Шовный материал приобретает высокую пластичность и ударную вязкость, причем как при комнатной, так и при пониженной температуре. Также снижена вероятность появления горячих микротрещин.
Электроды «Тянь-Шань» тип Э42
Для любого вида покрытия сохраняется требование к использованию только в сухом виде. При попытке использования влажных электродов производители снимают с себя гарантийные обязательства по качеству шва. Продукция поставляется в герметично запечатанных целлофаном коробках, распечатывать их следует непосредственно перед началом работы. Если электроды все же подмокли, их необходимо просушить и прокалить в муфельной печи.
Также независимо от варианта покрытия необходимо тщательно соблюдать технологию и режимы сварочных работ.
Марки электродов
Э42А-УОНИ-13/45
-3.0-УД ———————————— Е432(5)-Б 1 0
Марка определяется ГОСТом или патентуется отдельно производителем, если ее обозначение отличается от общепринятых стандартов. Указывает на предназначение расходных элементов. Среди стандартных марок по ГОСТу существуют следующие:
- АНО-4, -6, -17, -21, -24, -36, -37, -27, УОНИ 13/45, 13/55, МР-3, -5, ТМУ-21У, ВН-48 — для сварки низколегированных и углеродистых сталей.
- ОЗЛ-6, -8, -17У, -9А, -25Б, ЗИО-8, АНЖР-3У, -13, НИИ-48Г — для сварки высоколегированной стали.
- ЦЧ-4, МНЧ-2 — для сварки чугуна.
- Т-590, -620, -6Л, -12М, ЭН-60М, ОЗН-400 — для наплавки поверхностного слоя.
- ЦМ-7С, ОК-46, АНО-1, ОЗС-3, ОЗС-12 — для подводной сварки.
Некоторые производители создали собственные марки электродов для всех этих процессов и запатентовали обозначения. Самой распространенной является ОК от ESAB.
Требования ГОСТ
Требования к электродам типа Э42 изложены в ГОСТ-9567-75-Э42. В нем определены такие параметры, как линейные размеры стержня и покрытия, ряд диаметров, вес, расход материала на 1 кг шва, ударная вязкость шва и относительное удлинение, перечисленные в начале статьи.
Кроме того, в ГОСТ 9467-75-Э42А выдвинуты повышенные требования к шовному материалу, прежде всего к ударной вязкости и относительному удлинению. К временному сопротивлению на разрыв повышенные требования не выдвигаются, ряд диаметров также остается без изменений. Таким образом, шов с применением типа Э42А получится столь же прочным, но более тягучим и гибким. Повышены также требования к процентной доле серы, фосфора и их соединений.
Сертификация качества
Сварочные электроды типа Э42А имеют сертификат ГОСТ Р, подтверждающий соответствие ГОСТ 9466-75; сертификат НАКС; Речной Регистры РФ: Свидетельство об одобрении, Свидетельство о признании №ВВФ030; Морской Регистр Судоходства РФ: Свидетельство об одобрении сварочных материалов; Санитарно-эпидемиологическое заключение на электроды.
К сведению! Хотя сертификация электродов в РФ является добровольной, тем не менее, материал Э42А всегда имеет сертификат, поскольку применяется для работы в тех местах, где требуется повышенная ответственность.