Нарезание резьбы [ править | править код ]
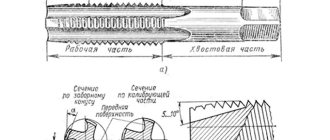
Метчик хвостовой частью крепится в вороток, рабочей частью вводится в отверстие, в котором при проворачивании воротка возвратно-поступательными движениями нарезается резьба. Рабочая часть метчика имеет режущую и калибрующую части. Задняя поверхность для исключения трения её об обрабатываемую деталь выполняется затылованной (некруглой). Профиль резьбы метчика должен соответствовать профилю нарезаемой резьбы.
При нарезании резьб часто используют комплекты из двух или трёх метчиков (чернового, среднего и чистового), отличающихся размерами и точностью профиля; на вязких материалах (к примеру титановых сплавах) используются комплекты из пяти метчиков. Для выполнения большинства бытовых слесарных работ достаточно двух метчиков, именно такие комплекты поступают в розничную торговлю.
Различают метчики для глухих и сквозных отверстий.
Метчики изготавливаются из твёрдого сплава либо из быстрорежущей стали.
Метчики могут использоваться на токарных и сверлильных станках и обрабатывающих центрах (машинные метчики), а также для нарезания резьб вручную. Машинный метчик отличается от ручного формой заходной части. Метчик закрепляют на станке в специальном патроне (патрон с осевой компенсацией) либо обычном цанговом патроне с цангой для метчиков. Также в последнее время в качестве альтернативы патронам с осевой компенсацией стали появляться цанги с компенсацией, которые можно использовать на обычном цанговом патроне.
Для получения внутренних резьб пластическим деформированием (накатыванием) применяют бесстружечные метчики (раскатники). Их основным отличием от режущих метчиков является отсутствие стружечных канавок.
Существуют также гаечные метчики, используемые для изготовления гаек. Такой метчик имеет более длинные хвостовик и заходную (калибрующую) режущую часть.
При нарезании резьбы метчик предварительно смазывают консистентной смазкой, например, солидолом. Периодически проворачивают метчик в обратную сторону, чтобы обломить образовавшуюся стружку. Если использовать метчик не по порядку номера (например, чистовой вместо чернового), то его можно легко сломать.
Метчик относится к металлорежущему типу инструментов, с помощью которого наносится внутренняя резьба и калибруется существующая. Способ нанесения – ручной или автоматизированный, зависит от размера заготовки. По внешнему виду метчик схож с винтом или валиком цилиндрической формы. Максимальный диаметр резьбы – до 50 мм как для глухих, так и сквозных отверстий. Для производства метчиков используют сталь марки – Р9, Р18, Р6М5.
Метчик и плашка
Инструменты, о которых пойдет речь, предназначены для нарезания резьбы, и вполне разумно отнесены в группу резьбонарезающих инструментов. В нее входят разнообразные инструменты для получения наружной и внутренней резьбы — метчики, плашки, резцы, специальные головки, накатные плашки, шлифовальные круги и многие другие инструменты. Своим названием метчик, очевидно, обязан старинной технологии выполнения внутренней резьбы. Вкратце, ее суть такова. На плотную, прочную полоску материала — ткани, кожи, бумаги наносились наклонные линии. Затем полоску укрепляли или наклеивали на стенку отверстия и прямые наклонные линии превращались в винтовые. Специальным резцом, закрепленном на длинной рукояти, царапали стенку отверстия по намеченным линиям. Конечно и процесс был достаточно утомительным, и резьба некачественная. Поэтому каждая пара винт-гайка подгонялась индивидуально друг по другу. Ни о какой взаимозаменяемости, свинчиваемости, постоянстве геометрических параметров резьбы не могло быть и речи. Изготовление резьбовых соединений было под силу только очень искусным мастеровым. Взамен резьбы, обеспечивающей разъемность соединения, применялись различные клинья, скобы, штыри, шпоны. Из-за техногических трудностей конструкцию часто вообще делали неразъемной. Идея стандартизации резьбы принадлежит английскому инженеру Иосифу Витворту. Исследователи истории инструментов описывают ряд способов образования резьбы в отверстии. Это литье, впаивание в отверстие проволочной спирали. С развитием техники появился стержень, имевший на граненной поверхности спираль. Таким инструментом еще нельзя было в полной мере образовывать весь профиль нитки резьбы, но удобней было намечать ее расположение, что и определило название инструмента — метчик, «наметчик». В XV-XVI веках их делали трех- и четырехгранными, так как на ребрах легче получались режущие зубья. Характерно, что такой великий инженер, как Леонардо да Винчи серьезно занимался проблемой образования внутренних резьб и разрабатывал метчики.
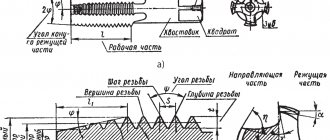
Что же представляет собой метчик? Прежде всего он очень похож на винт. В принципе это и есть винт, но превращенный в режущий инструмент. Для такого превращения пришлось применить несколько, казалось бы, простых с первого взгляда, но исключительно важных конструктивных решений. Судите сами, можно ли закрутить винт или болт в гладкое отверстие, диаметр которого несколько меньше диаметра стержня с резьбой? Несмотря на все старания, этого не произойдет и резьба не нарежется. Дело упростится, если в начале винта резьбу срезать на конус. Такое простое решение не только создает заборный конус и улучшает центрирование торцовой части винта в отверстии, но и более равномерно распределяет силу резания между витками. Однако в данном случае резание все же происходить не будет. Ведь для резания, как мы знаем, необходим клин — зубья с передними и задними поверхностями и острыми режущими кромками. Кроме того, образовавшаяся стружка должна удаляться из зоны резания, не препятствовать ему. Почти все эти задачи решаются, если сделать продольные канавки в теле винта. С их помощью образуются передние поверхности и углы, обеспечивается достаточное пространство для стружки и обратное движение винта. Канавки можно сделать прямые — вдоль оси винта или винтовыми с малым углом уклона. Но одних канавок мало. Необходимо еще создать у зубьев соответствующие задние поверхности с рациональными задними углами, что достигается затылованием заборной части по наружному диаметру. Вот теперь мы можем сказать, что винт, сделанный из твердого и прочного материала, превратился в инструмент — метчик. Остается только добавить, что коническая заборная часть метчика выполняет основную работу по нарезанию резьбы, за ней идет калибрующая часть метчика, предназначенная для направления инструмента в отверстии, калибрования и зачистки резьбы. Калибрующий участок метчика также имеет конус но очень незначительный и к тому же направленный в обратную сторону, что уменьшает трение инструмента о материал детали. Вполне понятно, что профиль зубьев на калибрующей части соответствует полному профилю резьбы, в отличие от заборной, режущей части.
а — общий вид метчика; б — сечения метчика; в — бесканавочный метчик
Мы говорим о канавках на метчике, как о важном положительном конструктивном решении, без которого невозможно было бы превратить винт в инструмент. Все это так, канавки нужны. Их даже стараются сделать побольше, но при этом соблюдают меру, так как именно канавки ослабляют тело метчиков и приводят к их частой поломке. Стремление сделать инструмент прочнее привело к созданию так называемого бесканавочного метчика. Прежде всего заметим, что название «бесканавочный» не полностью соответствует фактическому положению. На самом деле канавки у бесканавочного метчика есть, но они прорезаны только на небольшой длине, обычно равной двойной длине режущей части. Это особые канавки, так как стружка перемещается по ним по ходу метчика в направлении рабочей подачи. Вперед, а не назад! Такой эффект достигается благодаря прорезке канавок в направлении, обратном направлению резьбы и под углом 10-15°. Из-за коротких канавок бесканавочный метчик стал прочнее других метчиков, у которых канавки проходят через заборную и калибрующую части, да еще и немного захватывают хвостовик. Однако бесканавочные метчики забивают стружкой глухие отверстия, поэтому их применяют для нарезания резьб в сквозных отверстиях.
Метчики подразделяются на ручные (слесарные) и машинные. Последние прорезают весь профиль резьбы на всю глубину сразу. Ручные же делят его на две или три части. Соответственно ручные метчики по этой причине изготовляют по две или три, а для крупных резьб и более штук в комплекте на один размер резьбы. Их различают по числу кольцевых канавок, нанесенных на хвостовике: одна — первый номер, начальный, две — средний и т.д. Машинные метчики имеют укороченный заборный конус, немного более глубокие стружечные канавки и специальные места крепления на хвостовиках с тем, чтобы обеспечить быстрый и удобный способ установки метчика в патрон станка. Крупные метчики иногда изготовляют сборными. В корпус крепят несколько пластин гребенчатой формы. Их устанавливают и выверяют по специальным калибрам — кольцам.
Родные сестры метчиков — плашки. Они тоже предназначены для нарезания резьбы, но только на наружных цилиндрических поверхностях. Плашки имеют режущие зубья с передними и задними углами, сошлифованные на заборных конусах. Конусов этих два — с обеих сторон плашки, дабы долго не думать, с какой стороны начинать ею работать. А посредине у плашки расположены калибрующие зубья без задних углов и с полным чистовым профилем резьбы.
Плашка
Плашки отличаются оригинальностью в расположении стружечных канавок. Во-первых, они у них направлены не к оси отверстия или винта, как у метчиков, а в противоположную сторону. Во-вторых, это уже не тесные канавки метчиков, которые так легко забиваются стружкой, а просторные полости.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Литература
Применение
Резьбонарезной инструмент по конструкционным особенностям и применению подразделяется на типы:
- • ручной, где зубья расположены по окружности. Используется в слесарных работах и при ручном способе нарезки;
- • гаечный, для сквозных отверстий на гайках. С удлиненным или изогнутым хвостовиком;
- • машинный, для создания глухих отверстий машинным способом. Обработка происходит на токарных станках;
- • комбинированный, возможно использование как ручного, так и машинного способа несения резьбы на деталь.
Инструмент позволяет наносить все виды резьбы – метрическая, дюймовая, трапецеидальная.
Виды плашек, применяемых в слесарном деле
В слесарном деле применяют различные виды плашек. Их классифицируют по трем основным критериям.
Конструкция
Для нарезания резьб применяют круглые, раздвижные и разрезные лерки.
- Инструменты первого типа — это стандартные плашки, которые представляют собой цельные кольца. Они имеют высокую жесткость. Резьба, нарезанная при помощи круглой лерки, имеет высокую точность.
- Разрезные плашки имеют поперечные разрезы. Заготовки при нарезании резьб такими лерками фиксируются менее надежно. Из-за этого ухудшается точность. Отклонения варьируются в пределах от 0,1 до 0,3 мм. Такие плашки используют для изготовления деталей и изделий, которые не применяются в ответственных соединениях.
- Раздвижные модели имеют квадратную форму и состоят из двух частей. Они устанавливаются в клуппы и фиксируются. Такие плашки максимально удобны в использовании. При помощи специального винта можно регулировать диаметр резьбы.
Фотография №3: Раздвижные плашки
Тип нарезаемой резьбы
По этому критерию лерки делятся на 6 групп.
- Метрические плашки. Применяются в слесарном деле чаще всего. С их помощью нарезают самые распространенные метрические резьбы с треугольным профилем на шпильках, болтах и иных разновидностях крепежа. Угол резьбы — 60°. Метрические лерки маркируются буквой «М».
- Трапециевидные плашки. Имеют маркировку Tr. Эти инструменты применяют для нарезания специальных резьб на деталях, которые используются в подвижных механизмах.
- Дюймовые плашки. Их применяют для нарезания дюймовых резьб различных типов, которые используются в таких странах, как США, Канада и Великобритания. Маркировка BSW/BSF означает, что резьба имеет крупный профиль с углом при вершине в 55°. Лерки UNC/UNF предназначены для получения американских унифицированных резьб. У них угол при вершине равен 60°.
- Конические плашки. Маркируются буквой «К». Применяются для получения резьб конического типа. Эти инструменты имеют удлиненные заборные части, что позволяет нарезать резьбу по всей длине заготовки. Угол при вершине — 60°.
- Трубные плашки. Используются для нарезания резьб на трубах и запорно-регулирующей арматуре. Маркируются буквой G. Трубными плашками нарезают дюймовые резьбы.
- Конические трубные плашки. Маркируются буквой R. У таких лерок угол заборного конуса может варьироваться от 30 до 55°. При помощи таких плашек нарезают резьбы на детали, используемые в водопроводах высокого давления.
Фотография №4: Дюймовая плашка
Направление нарезаемой резьбы
Плашки бывают правыми и левыми. Первые используют чаще всего. С их помощью нарезают обычные резьбы по часовой стрелке на различные крепежные элементы. Левые плашки применяют гораздо реже. С их помощью изготавливают детали вращательных механизмов. Резьба нарезается против часовой стрелки.
Конструкционные особенности
Метчик любого типа состоит из рабочей области, шейки и хвостовика. Вся механическая работа приходится на рабочую область, которая в сою очередь имеет заборную часть, и два типа зубьев – режущие и калибрующие. Роль крепежа выполняет хвостовик, который фиксируется на станках в специальном резьбонарезном патроне, а при ручных работах в воротке или метчикодержателе. Характерной особенностью для ручных метчиков является их комплектность – не менее 3 штук. Каждый со своей рабочей функцией: черновой, серединный и чистовой.
Что такое метчик?
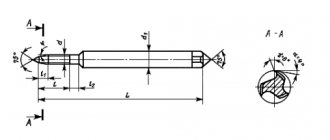
В общем случае метчик представляет собой стержень с режущими кромками, образованными прямыми или винтообразными прорезями. Его главное предназначение – создание внутренней резьбы. Метчик включает рабочую и хвостовую части. Рабочая часть, соответственно, содержит режущую и калибрующую зону. Рабочая часть выполнена, обычно, в виде продольных стружечных канавок (иногда – в виде винтовых канавок). Режущая зона имеет коническую форму, калибрующая зона – цилиндрическую. Хвостовик выполнен в виде цилиндра с квадратом на конце.
Чертеж метчика.
На режущей поверхности рабочей части выполнены зубья определенной формы, задающей параметры резьбы. Выделяются следующие параметры заточки зубьев: задний угол (6-10º), передний угол (для стали – 5-15º, для бронзы – 0-5º, для легких сплавов – 25-30º). Метчики производятся с разной точностью обработки их поверхности, что определяет класс точности при нарезании резьбы.
Метчики подразделяются по форме – цилиндрические и конические; по назначению – ручные, машинные и гаечные; по комплектности – одиночные и комплексные (набор из 3-4 штук для последовательного изготовления резьбы с повышенным шагом). Основным материалом для метчиков является сталь У10А и У23А.
Выбор метчика производится по следующим параметрам: шаг и глубина, диаметр отверстия для нарезания, тип отверстия (глухое, сквозное), класс точности. Кроме того, по обрабатываемому материалу метчики подразделяют на типы: для легких сплавов, для нержавеющих сталей, для углеродистой стали и чугуна.
Как нарезать внутреннюю резьбу метчиком
Для создания внутренней резьбы в готовых отверстиях необходимо подобрать соответствующий метчик по размеру и характеристикам. Практически все показатели по выбору и качеству резьбы регулируются нормативные документом ГОСТ 19257-73. Рекомендации по работе:
- • для изделий, полученных литьем или штамповкой требуется дополнительная подготовка прежде чем наносить резьбу. Отверстие зенкеруется или рассверливается для увеличения диаметра;
- • для точной и качественной резьбы рекомендуется хвостовик метчика крепить в патронах с реверсивными, самоцентрующимися и плавающими свойствами;
- • со всех обрабатываемых заготовок предварительно снимается фаска;
- • в процессе нарезания обязательно применяются охлаждающие и смазывающие растворы.
Типы резьбы: метрическая, дюймовая и трубная.
- Метрическая – параметры резьбы измеряются в мм, с соответствующей маркировкой «М».
- Дюймовая – используется для конической формы метчиков, измеряется в дюймах.
- Трубная – для цилиндрических метчиков, резьба наносится на трубные соединения.
Нанесение резьбы с помощью плашек
Соединение с помощью болтов можно смело назвать самым популярным видом крепежа. Однако, даже сверхкачественная резьба с течением времени придет в негодность. И здесь существует два пути – можно обратиться за помощью к профессиональному слесарю либо нанести резьбу самостоятельно. В любом случае, для данной операции будет необходим набор лерок или плашек – так именуются ручные инструменты для нанесения наружной резьбы. Посредством их возможно быстро отреставрировать изношенный метиз либо изготовить искомую деталь к уже существующей шпильке/болту.
Классификация лерок (плашек) по конструкции
Первой характеристикой, отличающей одну плашку от другой считается корпусная конструкция. По данному показателю они делятся на:
- Плашки округлые – их корпус являет собой полноценное кольцо, через кое пропускается рабочая заготовка. В силу повышенной жесткости в итоге образуется качественный виточный профиль на отличной резьбе;
- Плашки (лерки) раздвижные – они состоят из 2-х элементов и предназначаются для изготовления резьбовых площадей разных диаметров;
- Плашки разрезные – их резьбовой диаметр по разбегу может составлять от 0,1 — 0,3 миллиметров, в связи с чем их необходимо использовать при нанесении неточной резьбы.
Классификация по резьбовой направленности
По данному основанию плашки могут подразделяться:
- Левые – применяются редко и особенно в специфичных автозапчастях, механизмах вращения, и в тех случаях, где правая нарезка может раскрутиться;
- Правые – наиболее популярное направление, применяется на винтах, болтах, осях.
Классификация по профилю
По профилю плашки могут быть:
- Метрические – имеют метрическую резьбу, маркируются литерой «М», после которой следует число, указывающее диаметр в миллиметрах. Стандартными являются размеры до 68 мм, при этом каждому стандарту соответствует крупный или мелкий шаг (в РФ это регламентирует ГОСТ 9740);
- Цилиндрические трубные – маркируются латинской буквой «G», их резьба измеряется в дюймах (относительно метрической системы 1 дюйм = 2, 54 мм);
- Конические трубные – они будут промаркированы буквой «К», используются для получения резьбовой поверхности в виде конуса в особо ответственных соединениях, которые установлены в местах работы элементов под повышенным давлением (например, рабочие узлы производственных станков);
- Трапецеидальные – их нитевое сечение представляет собой равностороннюю трапецию. Они применяются в силовых парах, где вращение преобразуется в поступательные передвижения (например, гайка и ходовой винт в слесарных и станочных тисках).
Плашкодержатели
Для того, чтобы произвести нарезку, одной плашки будет недостаточно. Необходимо еще применять и устройство-помощник для удержания и зажима лерки – оно именуется плашкодержателем. Одно подобное приспособление сразу же рассчитано на несколько размеров – от мелких до больших. Плашка устанавливается вовнутрь и удерживается винтом.
Материал изготовления
Для производства плашек-лерок стандартно используют быстрорежущую сталь Р18 либо Р6М5. Они хороши по параметрам «цена/качество», обладают увеличенным эксплуатационным периодом и отлично справляются с мелким ремонтом и бытовыми работами.
Технология нарезания резьбы с помощью плашек
В основном, принцип действий достаточно прост, однако, и тут имеются собственные нюансы:
- На стадии подготовки нужно сточить небольшое притупление на торце детали с помощью напильника (инструмент будет лучше врезаться);
- Крепко-накрепко закрепить плашку в держателе, убедиться, что она не проворачивается;
- Выполнить два полных оборота, чуть-чуть нажимая рукой на лерку;
- После того, как инструмент вошел в деталь, нужно выполнять 2-3 полных оборота и одно действие по пол-оборота назад – так нанесение производится более качественно.
ВАЖНО! Нужно постоянно контролировать положение держателя по отношению к обрабатываемому элементу – он должен постоянно находиться перпендикулярно в отсутствии наклона!
Особенности выбора набора плашек и метчиков
Прежде всего надо четко разделять все инструменты и ориентироваться в наборе. Существуют профессиональные варианты комплектов, а бывают и любительские, предназначенные для бытового использования.
Для начала стоит определиться с типом плашек/метчиков. Например, какая система предполагается для более предпочтительного использования – дюймовая или метрическая. В России чаще применяют метрическую систему. Тут можно визуально опознать лерки этой системы по признаку их конической формы и установленному метрическому шагу резьбы. Также стоит учесть и тот факт, чтобы резьбы лерки были треугольного профиля – это видно по последним виткам лезвий. Таким образом, пользуясь подобным инструментом гайка сможет наворачиваться на восстановленную резьбу.
Точность нужной резки будет достигаться за счет разрезных плашек, а если точная резка не нужна, то имеет смысл брать набор с цельными лерками. Конечно, большинство профессионалов советуют приобретать набор, в котором имеются все существующие виды резок.
Отдельно нужно помянуть о кейсах – наборы могут находиться в удобных пластиковых или деревянных ящиках, они позволяют с комфортом транспортировать весь инструмент. А при необходимости – легко им воспользоваться.
Касательно материала изготовления – в данном случае мудрствовать много не нужно – инструмент по определению изготавливается из высокопрочной высокоуглеродистой стали. Однако, все же стоит избегать откровенного контрафакта – обычно азиатские «ноу-нейм»-производители изготавливают свои наборы из мягких металлов.
Машинные и машинно-ручные метчики
Для калибровки и создания резьбы в глухих и сквозных отверстиях разной формы используют инструмент – метчик, машинного или машинно-ручного типа.
— Машинные металлорежущие инструменты применяют для работы на токарных, сверлильных, агрегатных и револьверных станках, чтобы нарезать резьбы всех видов. Они намного быстрее обрабатывают изделия, их можно использовать для конвейерного производства и больших заказов. Оснасткой этого типа можно нарезать резьбу за один подход, если нужна резьба с шагом до трех миллиметров. Резьбу крупного шага изготавливают на несколько проходов метчиком по металлоизделию.
— Машинно-ручными оснастками можно выполнять нарезку резьбы и ручным способом, и с помощью сверлильных устройств (станков). Инструмент выпускается в количестве одной или двух штук. В наборе из двух метчиков один металлорежущий инструмент применяют для черновых работ, а другой – чистовых. Часто комплект машинно-ручных оснасток используют для работы с разными видами материалов: мягкую сталь и чугун обрабатывают одним инструментом, а твердую сталь обрабатывают двумя метчиками. От просто ручных резьборезов машинно-ручные виды отличаются видом хвостовика – там имеется квадрат и кольцевая выточка, благодаря которой оснастка не вываливается из патрона в процессе обработки изделий. Машинно-ручным изделием для работы с металлом можно делать резьбу в автомобильных деталях, нарезать крепёжную резьбу и мелкометрическую, цилиндрическую и коническую. В сквозных проймах и глухих.
Рейтинг лучших наборов метчиков и плашек на 2022 год
Ручные наборы
3-ье место: 5545 ЕРМАК М3-М10
Отличный и недорогой набор отечественного производства, прекрасно подойдет для бытовых нужд. Хоть и комплект инструментов невелик, но способен справиться с самыми распространенными домашними задачами. Кейс изготовлен из пластика, имеет поролоновые выемки для хранения инструмента.
| Наименование | Показатель |
| Количество предметов | 14 |
| Материал кейса | Пластик |
| Общий вес, грамм | 600 |
| Страна-производитель | Россия |
| Габариты, миллиметры | 15х20х15 |
| Цена, рублей | 1300 |
5545 ЕРМАК М3-М10
Достоинства:
- Бюджетная цена;
- Прочный материал изготовления инструментов;
- Достаточная функциональность для бытовых задач.
Недостатки:
- Непрочный кейс.
2-ое место: Stayer Master 28020-h24
Расширенный по функционалу комплект от иностранного производителя. Вполне способен справляться не только бытовыми задачами, но может быть использован и для несложного мелкого ремонта автозапчастей. Поставляется в металлическом кейсе, отделения для инструмента изготовлены из пластика.
| Наименование | Показатель |
| Количество предметов | 24 |
| Материал кейса | Металл |
| Общий вес, грамм | 1200 |
| Страна-производитель | Норвегия |
| Габариты, миллиметры | 30х20х30 |
| Цена, рублей | 2100 |
Stayer Master 28020-h24
Достоинства:
- Расширенный функционал;
- Адекватная цена;
- Двойная система измерений (дюймы и метры).
Недостатки:
- Неудобный кейс.
1-ое место: «Berger» BG31TDS
Во многом универсальный комплект, ибо может использовать как по слесарной, так и по автомобильной части. Большинство плашек и метчиков для стандартных нарезов в нем присутствуют. Отличное качество заточки позволяет не прилагать чрезмерных усилий при работе. Кейс выполнен из стали, имеет прочное замочное запирание.
| Наименование | Показатель |
| Количество предметов | 31 |
| Материал кейса | Металл |
| Общий вес, грамм | 1300 |
| Страна-производитель | Дания |
| Габариты, миллиметры | 30х20х30 |
| Цена, рублей | 3400 |
Berger» BG31TDS
Достоинства:
- Отличное качество нарезки;
- Надежный кейс;
- Прочный материал инструмента.
Недостатки:
- На практике отсутствует плашка М12х1.25 (на фото ее нет, а в описании есть).
Наборы для станков
3-ье место: ЗУБР Профессионал 28110-H24
Как и большинство профессиональных наборов, этот отличается большим количеством инструментов в комплекте, широким диапазон их применения, использования сразу нескольких систем разметки. Все инструменты выполнены из высокоуглеродистой прочной стали и способны выдерживать максимальные нагрузки при установке в станках.
| Наименование | Показатель |
| Количество предметов | 24 |
| Материал кейса | Металл |
| Общий вес, грамм | 900 |
| Страна-производитель | Россия |
| Габариты, миллиметры | 30х15х20 |
| Цена, рублей | 4700 |
ЗУБР Профессионал 28110-H24
Достоинства:
- Использует две системы – трубную и метрическую;
- Прочный метал изготовления инструмента.
Недостатки:
- Не выявлено (для своего сегмента).
2-ое место: SKRAB 33895
Данный комплект отличается удобным расположением предметов в кейсе – снизу метчики, сверху плашки. Для удержания инструмента под внутреннюю резьбу имеется специальный ворот с рельефными рукоятями. Также поставляется универсальный плашкодержатель под все размеры. Пользователи отмечают высокое качество нарезки как при машинном, так и при ручном способе работы.
| Наименование | Показатель |
| Количество предметов | 45 |
| Материал кейса | Пластик |
| Общий вес, грамм | 1100 |
| Страна-производитель | Тайвань |
| Габариты, миллиметры | 30х20х30 |
| Цена, рублей | 9700 |
SKRAB 33895
Достоинства:
- Удобное расположение предметов в кейсе;
- Универсальный держатель для лерок;
- Комплектация особым воротом.
Недостатки:
- Высокая цена.
1-ое место: Matrix 773110
Максимально профессиональный набор на 110 предметов. Способен выполнить абсолютно любую работы как в бытовом, так и в производственном плане. Полностью подходит для обработки деталей из любых материалов – алюминия, чугуна, стали и меди. Все инструменты выполнены из инновационной сверхпрочной режущей стали 9ХС.
| Наименование | Показатель |
| Количество предметов | 110 |
| Материал кейса | Пластик |
| Общий вес, грамм | 1500 |
| Страна-производитель | Тайвань |
| Габариты, миллиметры | 50х30х50 |
| Цена, рублей | 11000 |
Matrix 773110
Достоинства:
- Актуальное соотношение цена/качество;
- Инструмент изготовлен из новейшей стали;
- Практическая универсальность и много функциональность.
Недостатки:
- Не выявлено.
Метчики – протяжки
Чтобы получить крупнопрофильную резьбу в металлоизделии, используют метчик-протяжку. Им обрабатывают сложные сквозные или трапецеидальные отверстия. Протяжки могут работать только в токарном станке. Резьба нарезается за один проход вдоль отверстия. От других видов этот метчик отличается более точным исполнением и жёсткостью. Он работает на растяжение, а не на сжатие, как обычные резьбонарезные инструменты. За счет функции протяжки толщина спила уменьшается, а длина режущей части – увеличивается.
Гаечные метчики
Инструменты гаечного типа предназначены для резьбонарезания в гайках разного диаметра. Конструкция гаечного метчика такова, что инструмент не нужно выворачивать в конце процесса обработки отверстия гайки. Гаечные оснастки могут быть с разными хвостовиками: изогнутыми и удлинёнными. С изогнутыми – применяют в работе с гайконарезными автоматами. Хвостовик у гаечного метчика в любом случае длиннее, чем у других видов, это необходимо для того, чтобы нанизывать на него гайки по мере нарезания в них резьбы. Это увеличивает скорость и производительность.
Слесарные метчики
Для работы с отверстиями разного вида и формы мастера берут комплект из слесарных метчиков. Резьбонарезные оснастки изготавливаются комплектами, в которые входят черновые инструменты конусной формы, получистовые и чистовые цилиндрические оснастки. Слесарными метчиками можно обработать деталь вручную. Комплектом металлорежущих оснасток мастер может выполнить нарезку крупной и метрической резьбы. Метчики для слесарных работ бывают левыми и правыми в зависимости от направления их вращения.
Виды метчиков для нарезания резьб
В зависимости от способа нарезки существуют следующие виды метчиков – ручные, машинно-ручные и машинные. Ручные оснащены квадратной хвостовой частью для фиксации в воротке, выпускаются 2-х и 3-комплектными. Машинно-ручные метчики могут быть установлены и в вороток, и в патрон станка. Для нарезания резьбы в сквозном отверстии выпускаются с шестью нитками на рабочей части, для глухих отверстий – с тремя. Машинные метчики предназначены исключительно для установки в патрон станка, имеют винтовые и укороченные канавки.
Кратко перечислим некоторые специальные виды метчиков:
- Гаечные – имеют длинную хвостовую часть для нанизывания гаек, что позволяет нарезать резьбы в нескольких изделиях без выворачивания инструмента. Предназначены для машинной нарезки.
- Метчики для левой резьбы – обозначаются литерами LH, имеют тот же шаг и диаметр как инструмент с метрической резьбой.
- Метчики дюймовые – инструмент для нарезки резьб в дюймовой системе измерений. Выпускаются 2-х или 3-комплетными в трех классах точности.
- Метчики трубные – позволяют нарезать трубные резьбы с дюймовой системой измерения в диапазоне от 1/8 до 2 дюймов. Выпускаются в ручном и машинно-ручном исполнении, в двух комплектах с острым и тупым заходом.
- Метчики конические – применяются для подготовки соответствующего типа резьб метрических (К) и трубных (Rc). Отличаются наличием удлиненной начальной заборной части с неполной резьбой, постепенно переходящей в полную.
Из каких материалов изготавливаются метчики
Плашки металлорежущего инструмента изготавливают из высококачественной стали разных марок: инструментальной, быстрорежущей, легированной. Технология современного производства позволяет делать метчики из твердосплавной стали и из стали порошковой, в последнем случае инструмент получает способом спекания порошков. Метчики из твёрдых сплавов более качественные, так как обладают устойчивостью к высоким температурам, износостойкость и могут долго работать на быстрых скоростях, что позволяет обработать большое количество металлоизделий. У оснасток, сделанный из порошков стали тоже есть свое преимущество – это высокая прочность за счет меньшей твердости инструмента.
ГОСТы
Машинно-ручные с канавками прямыми/винтовыми/укороченными изготовленные из углеродистой стали регулируются ГОСТ3266-71-71/ГОСТ17933-72/ГОСТ 17931-72. Гаечные метчики с прямым/изогнутым хвостовиком производятся из низколегированной стали согласно ГОСТ1604-71/ГОСТ6951-71. Машинно-ручные, где зубья расположены в шахматном порядке из нержавеющей стали – ГОСТ17927-71. Гаечные с шахматным расположением и прямым хвостовиком (метчики из жаропрочной стали) по ГОСТу 17929-72. Машинные с винтовыми или укороченными типами канавок (инструмент из легких сплавов) – ГОСТ 17932-72/17930-72.
Лерки для ручного нарезания резьбы
При ручном нарезании резьбы заготовка (стержень, труба) неподвижна, а вращается сам инструмент. Окружная скорость скольжения при этом отсутствует, поэтому лерки для нарезки резьбы практически не нагреваются до высоких температур. Для снижения механического износа резьбообразующего профиля, и уменьшения усилия необходимый под нарезку участок заготовки смазывают. При больших разницах между диаметром исходной заготовки и диаметром резьбы смазывать необходимо и внутреннюю поверхность лерки.
Считается, что для формирования полноценного резьбового профиля диаметр исходной заготовки (для наиболее популярных диаметров) должен соответствовать следующим значениям:
Диаметр нарезаемой резьбы М6 М8 М10 М12 М16 М20
Диаметр исходного стержня (или трубчатой заготовки),мм 5,80…5,95 7,75…7,90 9,70…9,95 11,80…11,95 15,80…15,95 19,80…19,95
Примечание. Приведённые в таблице данные могут использоваться также и для определения диаметра исходной заготовки под последующее формообразование резьбы на автоматах с плоскими плашками.
Важным элементом для правильного выбора лерки является материал, из которого она изготовлена. Особенность процесса резьбонарезания – постепенное нарастание усилия, с резким его снижением к концу процесса – предопределяет повышенную вязкость материала лерки, в противном случае резьбовый профиль интенсивно выкрашивается. Поэтому оптимальным выбором будут лерки из легированной инструментальной стали Х12Ф1 или 9ХС, при твёрдости 59…61HRC. Для нарезания резьб на жаропрочных и легированных сталях подойдёт инструмент из быстрорежущей стали марок Р6М5 или Р9К6, с твёрдостью 60…63 HRC. Цена таких лерок будет высокой, поэтому их использование оправдано лишь при больших объёмах производства резьбовых деталей. Для бытовых целей вполне допустимо использовать лерки, изготовленные из углеродистых инструментальных сталей У10 или У12.
Наиболее высокий рейтинг из предприятий, которые производят подобную инструментальную оснастку, имеют предприятия Ижевска, Челябинска, Владивостока, Самары, Брянска, Нижнего Новгорода (Россия), Орши, Минска (Белоруссия), Львова (Украина). В эксплуатации отлично зарекомендовали себя лерки зарубежного производства от UFC (Италия) и CM Tools (Финляндия).
https://youtube.com/watch?v=lsww6icPhaE%3F
Подготовка к нарезанию резьбы
Отверстие перед нарезкой резьбы готовят несколькими способами – затачиванием, обтачиванием или сверлением поверхности металлической заготовки. Для наружной резьбы необходимо диаметр уменьшить на 0,1 – 0,4 миллиметра. В начале участка, на котором будет резьба, делают фаску методом затачивания – это нужно, чтобы притупить заход резьбы. А если перед резьбонарезкой отверстие растачивают, его диаметр увеличивается до 0,4 мм. Отверстие под резьбу должно быть диаметром немного больше, чем диаметр самой резьбы – это позволяет предотвратить поломку резьборежущей оснастки.
Как вытащить сломанный метчик из отверстия
Метчик может сломаться, если резьба нарезается в отверстии с низким диаметром, также может произойти защемление стружки при извлечении инструмента.
Способы извлечения
- 1. Сдвоенные концы жесткой проволоки нужно просунуть в канавки метчика и выкрутить его;
- 2. Можно пирварить к сломанному инструменту ручку и с помощью нее извлечь;
- 3. Существуют специальные оправки и зенкера, которые помогут справиться с данной проблемой;
- 4. Если часть метчика осталась снаружи, можно приварить к нему хвостовик с квадратным наконечником;
- 5. Высверливание винтовыми сверлами;
- 6. Выжигание электроэрозионными станками;
- 7. Вытравливание разбавленной азотной кислотой.
Набор метчиков и плашек спасет нас в тех ситуациях, когда нужно создать резьбу. Конечно, сегодня это больше атрибут машиностроения, причем, в большинстве случаев, эти операции механизированы, однако у домашних умельцев иногда появляются задачи подобного рода.
Лерки и метчики – как различать?
Нарезать резьбу приходится в нескольких исполнениях – внешнюю и внутреннюю. Для этого необходимы разные инструменты, но принцип их действия очень близок. Может быть, многие слышали где-то такие слова, как лерки, метчики, плашки. Это как раз те приспособления, которые и помогают осуществить данную задачу. Различия тут достаточно простые, если не углубляться в конструкцию и классификации каждого приспособления. Мы постараемся указать на них в нескольких выражениях, чтобы не путать вас.
Лерки, они же плашки, создают резьбу внешнюю, то есть по верху какого-то изделия, например, трубы. Конечно, делают это на заводе-изготовителе, но если вдруг вы решили сделать дома ремонт и обрезали трубы, то новую резьбу создать поможет именно такой инструмент. Сегодня эти два названия отождествляют, раньше разделяли. Леркой считали неразборное приспособление, а плашкой – разборное и регулируемое. Считалось, что лерка создает более качественную резьбу.
Метчики же используются для образования резьбового разъема внутри какой-то детали или ее заготовки. Многие, чтобы описать инструмент, просят представить обычный винт, на котором особым образом вырезаны канавки, которые чередуются с режущими зубьями. Одним концом данное приспособление крепят к станку (при механической нарезке) или воротку (при ручной работе), это место называется хвостовиком. Другим концом метчик вставляют в отверстие и вращают; продвигаясь, он образует резьбу.
Особенности резьбы
В общем случае нарезать резьбу – значит прорезать винтообразную канавку по поверхности, имеющей цилиндрическую или коническую форму. По расположению поверхности резьба подразделяется на наружную (винт, болт) и внутреннюю (гайка). По своему назначению резьба может быть крепежной или ходовой. Форма профиля может применяться треугольная, прямоугольная и трапецеидальная. Направление может быть левым или правым.
Крепежная резьба в основном выполняется треугольной и изготавливается на деталях крепления. Ходовая со сложным профилем и ручным способом нарезается крайне редко.
Классификация разновидностей резьбы.
К основным параметрам относится:
- наружный диаметр;
- шаг;
- угол подъема;
- угол профиля.
По своему виду наибольший интерес представляют метрическая, дюймовая и трубная резьба. Метрическая обладает треугольным профилем, как крепежная резьба цилиндрического типа с мелким и крупным шагом. Метрическая используется наиболее часто. Основной ее параметр – угол профиля резьбы, который должен быть равен 60º. Трубная имеет цилиндрическую форму и используется для соединения трубчатых деталей.
Размеры метчиков или что учесть при работе?
Работа, которую выполняют данные инструменты, может быть серийной, поэтому большинство приспособлений – это метчики машинно-ручные, то есть ими можно пользоваться и на станках, и в домашнем хозяйстве. Причем несложно догадаться, что с таким объемом работ может справиться только очень крепкий материал, поэтому изготавливают их из твердых сплавов, чтобы износ был минимальным, либо быстрорежущих сталей, чтобы процесс происходит быстрее и легче.
Чтобы получить качественную нарезку, желательно подбирать размеры метчиков под отверстие. Если предстоит создавать резьбу большого диаметра, то для лучшего эффекта последовательно нужно использовать несколько размеров, чаще всего хватает двух-трех. Если вы обрабатываете мягкий материал, то придется «растянуть» удовольствие от работы на пять метчиков. Когда отверстия вовсе нет, сначала используется сверло, метчик вступает в игру уже позже. Причем для металлических заготовок сверло тоже должно быть довольно крепким.
Стоит внимательно выбирать профиль инструмента для нарезки, ведь то, что вы получите в отверстии, зависит именно от него.
Не стоит путать метчики для сквозных и глухих отверстий, потому что при неверном выборе деталь отправится в брак. Также при нежелании использовать универсальный резьбовой инструмент, приобретая машинный или ручной метчик, обращайте внимание на хвостовик, подойдет ли он для вашего крепления. Иногда стружечный вариант образования резьбы не подходит, тогда можно использовать накатывание, где формируются канавки, вследствие пластических деформаций. Для этого также необходим особый метчик.
Описание и характеристики
Такой набор представляет собой пластиковый чемоданчик, в котором собраны плашки, метчики и другие инструменты. С их помощью можно нарезать нужную резьбу. Рассматриваемые комплекты часто используются на станциях технического обслуживания, слесарных мастерских и промышленных предприятиях. Изготавливают их из высококачественных материалов, а именно инструментальной быстрорежущей стали, хром-ванадиевой стали, латуни, а также пластика.
Элементы набора
- Метчики — от нескольких до десятков штук, в среднем 20 штук;
- Плашки с определенным диаметром посадки;
- Экстракторы разных модификаций;
- Кернер метрический;
- Плашко- и метчикодержатели;
- Адаптер для плашкодержателя;
- Отвертка и кейс.
В зависимости от размеров кейса меняется и количество инструментов. Комплекты инструментов различаются по весу, габаритам, диапазону метрической резьбы и шагу такой резьбы. Однако выбор данных комплектов лучше всего производить с приобретением дополнительных аксессуаров.
Метрический крепеж
К набору очень часто заказывают метрический крепеж. С его помощью получают как разъемные, так и неразъемные соединения в различных исполнениях. Оснастка в магазинах представлена в достаточно широком варианте, который представляет собой следующее собрание элементов:
- Крюк с метрической резьбой;
- Оцинкованная штанга с резьбой;
- Оцинкованный винт с полукруглой головкой;
- Гайки с фланцем различных исполнений;
- Оцинкованная шестигранная гайка.
В качестве дополнений выступают разводные ключи и дополнительные ящики. При этом разводные ключи могут быть как с трещоткой, так и с цифровой регулировкой. Что касается ящиков, то они могут понадобиться в том случае, если требуется брать с собой только часть инструментов. Данные товары образуют прекрасное сочетание для специалиста любого уровня, а также просто на бытовом уровне и стандартном домашнем хозяйстве.
Набор метчиков – плюсы и минусы такого инструмента
Теоретически все кажется простым в работе с метчиками, но это не совсем так. Если разобрать процесс подробнее, то это довольно затратное мероприятие в плане физической силы, особенно, если вы принялись за работу вручную. Ведь нарезать металл металлом непросто, огромны силы трения, стружка не такая податливая, как в деревянных изделиях при сверлении, она также очень сопротивляется при выходе по канавкам. Из-за наличия канавок в корпусе метчика, прочность корпуса несколько понижена, поэтому эти приспособления часто ломаются, особенно, когда используется тонкий размер.
Но не все так удручающе, ведь не зря метчик использовался раньше и не пропал из инструментария до сих пор. Сам по себе он устроен несложно, прост в изготовлении и применении, не надо долго думать, как же им пользоваться и куда закрепить. Точность резьбы достаточно высокая, а для очень требовательных деталей ее можно повысить улучшением качества самого метчика, что проще, чем строить сложные приборы контроля самого процесса нарезки. Сделав более совершенный метчик, вы уже можете рассчитывать на такую же совершенную резьбу.