ГОСТ 3266-81
ГОСТ 3266-81 Группа Г23 Межгосударственный стандарт. Метчики машинные и ручные. Конструкция и размеры Machine and hand taps. Design and dimensions
МКС 25.100.50 ОКП 39 1300 Дата введения 1982-07-01
Постановлением Государственного комитета СССР по стандартам от 29 января 1981 г. N 328 срок введения установлен с 01.07.82. Взамен ГОСТ 3266-71 Издание (февраль 2003 г.) с Изменением N 1, принятым в январе 1999 г. (ИУС 4-99) Изменение N 1 принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 6 от 21.10.94)
За принятие изменения проголосовали.
| Наименование государства | Наименование национального органа по стандартизации |
| Азербайджанская Республика | Азгосстандарт |
| Республика Армения | Армгосстандарт |
| Республика Беларусь | Госстандарт Беларуси |
| Грузия | Грузстандарт |
| Республика Казахстан | Госстандарт Республики Казахстан |
| Киргизская Республика | Киргизстандарт |
| Республика Молдова | Молдовастандарт |
| Российская Федерация | Госстандарт России |
| Республика Узбекистан | Узгосстандарт |
| Украина | Госстандарт Украины |
1. Настоящий стандарт распространяется на машинные метчики и ручные метчики для нарезания метрической резьбы по ГОСТ 24705-81*, трубной резьбы по ГОСТ 6357-81 и дюймовой резьбы поОСТ НКТП 1260. * На территории Российской Федерации действует ГОСТ 24705-2004. — Примечание изготовителя базы данных.
Требования стандарта являются обязательными, кроме пп.4, 8, 10-12. (Измененная редакция, Изм. N 1).
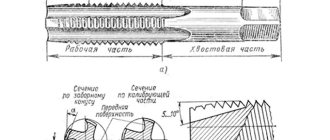
2. Метчики должны изготовляться одинарными и комплектными для сквозных и глухих отверстий.
3. Конструкция и размеры метчиков должны соответствовать:
коротких метчиков с усиленным хвостовиком для метрической резьбы — указанным на черт.1 и в табл.1; коротких метчиков с шейкой для метрической резьбы — указанным на черт.2 и в табл.2; коротких метчиков с проходным хвостовиком для метрической резьбы — указанным на черт.3 и в табл.3; метчиков для метрической резьбы с проходным удлиненным хвостовиком — указанным на черт.3 и в табл.4; комплектных метчиков из трех штук для метрической резьбы — указанным на черт.3 и в табл.5; метчиков для дюймовой резьбы 1/4? — 3/8? — указанным на черт.2 и в табл.6; метчиков для дюймовой резьбы 7/16? — 2? — указанным на черт.3 и в табл.6; метчиков для трубной резьбы — указанным на черт.3 и в табл.7
Черт.1
(img) Размеры в мм
* Предельные отклонения размера d для хвостовиков в посадочной части: повышенной точности — h9, нормальной точности — h11.
Исполнение 1
Исполнение 2 для диаметров d1 больше или равных 15 мм
* Для метчиков диаметром d1 < 3,5 мм — ?=8°, диаметром d1 > 3,5 мм — ?=10° ** Размер для справок Черт.2
(img) Размеры в мм
* Предельные отклонения размера для хвостовиков в посадочной части: повышенной точности — h9, нормальной точности h11. Примечание. Для метчиков с шейкой допускается увеличение длины рабочей части до (l+(l2/2) . Исполнение 1
* Для метчиков диаметром d1 ? 3,5 мм — ?=8°. Для метчиков диаметром диаметром d1 ? 3,5 мм — ?=10°. . ** Размер для справок. Исполнение 2 Черт.3
Короткие метчики с проходным хвостовиком для метрической резьбы
(img) Размеры в мм* Предельные отклонения размера d для хвостовиков в посадочной части: повышенной точности h9, нормальной точности — h11.
Метчики с проходным удлиненным хвостовиком для метрической резьбы
(img) Размеры в мм
* Предельные отклонения размера d для хвостовиков в посадочной части: повышенной точности — h9, нормальной точности — h11.
Метчики комплектные из трех штук для метрической резьбы
(img) Размеры в мм
* Предельные отклонения размера для хвостовиков в посадочной части: повышенной точности — h9, нормальной точности — h11.
Примечание. Допускается изготовлять метчики диаметром 12 мм с обратными центрами.
Пример условного обозначения короткого метчика с проходным хвостовиком для метрической резьбы номинальным диаметром 8 мм, шагом 1,25 мм, длиной 72 мм, 2-го класса точности исполнения 1, правого: Метчик 2621-2535.2 ГОСТ3266-81 То же, левого: Метчик 2621-2536.2 ГОСТ3266-81
Метчики для дюймовой резьбы
(img) Размеры в мм
* Предельные отклонения размера d для хвостовиков в посадочной части: повышенной точности — h9, нормальной точности — h11.
Примечание. Для метчиков с шейкой допускается увеличение длины рабочей части до (l+l2/2) . Пример условного обозначения чистового метчика с номинальным диаметром резьбы d=1/2? степени точности правого, исполнения 2: 2624-0159. D ГОСТ 3266-81 То же, исполнения 1: 2625-0159. D ГОСТ 3266-81
Метчики для трубной резьбы
(img) Размеры в мм
* Предельные отклонения размера d для хвостовиков в посадочной части: повышенной точности — h9, нормальной точности — h11.
Пример условного обозначения чистового метчика с обозначением размера резьбы 1/2? степени точности А2, исполнения 1 правого: 2625-0029.А2 ГОСТ 3266-81 То же, левого: 2625-0030.А2 ГОСТ 3266-81 (Измененная редакция, Изм. N 1).
4. На метчиках с номинальным диаметром резьбы d?10 мм допускается кольцевая проточка, указанная на черт.4 Черт.4
5. Одинарные метчики для глухих отверстий предназначены для нарезания резьбы в отверстиях, допускающих увеличенный сбег резьбы, по сравнению с указанным в ГОСТ 10549-80.
6. Размеры квадратов — по ГОСТ 9523-84. Предельные отклонения длины квадрата метчиков для хвостовиков диаметров, мм, должны быть не более:до 18 ±0,8; св. 18 ±1,6.
5, 6. (Измененная редакция, Изм. N 1).
7. Центровые отверстия формы A и R — по ГОСТ 14034-74.
8. Метчики для метрической резьбы с номинальным диаметром резьбы от d 3 до 10 мм и метчики для дюймовой резьбы от 1/4? до 3/8? по соглашению с потребителем допускается изготовлять без шейки с диаметрами хвостовиков по табл.8. Таблица 8
9. Допуски на резьбу метчиков для метрической резьбы — по ГОСТ 16925-93, метчиков для дюймовой резьбы — по ГОСТ 7250-60, метчиков для трубной резьбы — по ГОСТ 19090-93.
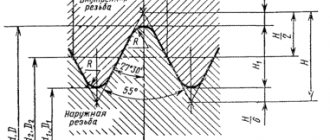
10. По согласованию с потребителем допускается изготовлять метчики с передними и задними углами, отличающимися от указанных в стандарте. Метчики с диаметрами резьбы от 1 до 1,6 мм допускается изготовлять острозаточенными с задним углом ? = 25°.
11. Число зубьев и размеры профиля стружечных канавок указаны в рекомендуемом приложении 1.
12. Значения передних углов метчиков в зависимости от обрабатываемого материала указаны в приложении 2.
13. Технические требования — по ГОСТ 3449-84.
14. Размеры метчиков с проходным хвостовиком для метрической резьбы диаметром свыше 52 мм по ИСО 529-93 приведены в приложении 3. (Введен дополнительно, Изм. N 1).
Приложение 1 (рекомендуемое). Профили стружечных канавок метчиков
Приложение 1 Рекомендуемое
Размеры профилей стружечных канавок приведены на чертеже и в табл.1-3 Для диаметров резьбы d ? 5,5 мм Для диаметров резьбы d > 5,5 мм
Примечание. По согласованию с потребителем допускается изготовлять метчики для диаметров резьбы от 6 до 17 мм с числом зубьев z = 4
Для метрической резьбы
(img) Размеры в мм Для дюймовой резьбы
(img) Размеры в мм Для трубной резьбы
(img) Размеры в мм
Приложение 2 (справочное). Значения передних углов машинно-ручных метчиков в зависимости от обрабатываемых материалов
Приложение 2 Справочное
Приложение 3 (обязательное). Размеры метчиков диаметром свыше 52 мм ПО ИСО 529-93
Приложение 3 Обязательное
* Предельные отклонения размера для хвостовиков в посадочной части: повышенной точности — h9, нормальной точности — h11.
Приложение 3. (Введено дополнительно, Изм. N 1) Электронный текст документа подготовлен ЗАО «Кодекс» и сверен по: официальное издание М.: ИПК Издательство стандартов, 2003