Сварные конструкции — это герметичные сплошные соединения нескольких (обычно двух) деталей, сделанных из металла. Сваривать элементы конструкции могут двумя способами: контактным и дуговым. Принятая классификация сварных конструкций выглядит следующим образом:
- Нахлёст. При этом поверхности металлических элементов близко. Их плоскости параллельны друг другу. Тогда получается, что сваренные фрагменты частично закрывают друг друга.
- Стык. Плоскости сваривают торцами. В итоге они располагаются на одной и той же поверхности.
- Угол. Мастер состыковывает плоскости под определённым углом.
- Тавровый способ. Это соединение боковой поверхности одного из элементов с торцом второго. Получившаяся конструкция напоминает букву Т. Вот почему соединение называется тавром.
- Торцевой метод. В таком случае две детали кладутся бок о бок (близко друг к другу) и свариваются торцами. Получается один шов, который находится вдоль объединённого торца.
Общие данные
Металлоконструкции применяются повсеместно: здания промышленные и гражданские, производственные объекты и оборудование, части транспортных путей и т.д. Существуют разные способы для соединения металлоконструкций, различают:
- Заклепочные соединения;
- болтовые соединения;
- сварные соединения;
Сварка становится частым решением при выборе способа соединения элементов из металла, поскольку сварная конструкция обладает рядом достоинств:
- Относительная простота изготовления;
- Высокая скорость производства работ;
- Большой выбор материалов и оборудования для сварки;
- Возможность создания конструкций сложной конфигурации;
- Создание равнопрочного герметичного соединения;
- Соединение металлических сеток и арматурных каркасов.
Поговорим подробнее о сварных металлоконструкциях.
Классификация
Классификация сварных металлических конструкции подразделяют по:
По материалам заготовок, из которых выполняют:
- Трубные
- Листовые
- Профильные
- Стержневые
По материалу, из которого изготовлена конструкция:
Металлические:
- Из черной стали;
- Из низко, средне и высоколегированной стали;
- Из цветных металлов;
- Из сплавов;
Неметаллические:
- Полиэтиленовые;
- Полипропиленовые;
- Композитные;
По типу объекта промышленности, на котором монтируются:
- Нефтяные;
- Газовые;
- Теплоэнергетические;
- Конструкции атомной энергетики;
- Судовые;
- Авиационные;
- подъемные сооружения.
Знаменитые сварные конструкции
Самыми популярными объектами данного типа являются:
- Эйфелева башня. Она привлекает внимание туристов необычным строением.
- Сиднейский театр. Основой здания являются сваи. Крыша сделана из гибкого и прочного металла.
- «Небесное дерево» (Япония). Телевизионная башня создана на основе связанных между собой металлоконструкций. Здание высотой 68 м выдерживает интенсивные подземные толчки. Внешняя часть башни выполнена из стальных труб.
- «Бурдж-Халифа» (Дубай). Здание имеет сварной металлический каркас.
Виды сварных конструкций из металла
Металлоконструкции — это то, без чего очень сложно себе представить самое современное строительное производство. Наряду с железобетоном, они являются наиболее частым решением для промышленных, общественных и гражданских зданий и сооружений, машиностроения и других отраслей промышленности. Наиболее частыми видами (группами) строительных металлических сварных конструкций стали:
- Колонны.
- Балки.
- Связи.
- Обечайки.
- Корпуса.
- Стержневые.
- Решетчатые.
- Фермы.
- Сварные опоры (для трубопроводов или оборудования).
- Листовые.
Поговорим более подробно о некоторых сварных конструкциях, о их особенностях при изготовлении и монтаже. Их производство осуществляется на предприятиях, изготавливающих металлоконструкции и прямо на строительно-ремонтной площадке.
Сварка различных конструкций
| В категории материалов: 38 Показано материалов: 1-20 | Страницы: 1 2 » |
Сортировать по: Дате · Названию · Рейтингу · Комментариям · Просмотрам
Рекомендуем приобрести:
Сварочные столы и плиты TEMPUS — в наличии на складе!
Большой выбор: Стол стационарный, Стол подъемный, Стол пятисторонний, Комплект оснастки Доставка по всей России!
Сварка трубы — стык неповоротный при 45° расположении трубы
Особенность сварки заключается в расположении шва в пространстве. Необходимо иметь навык в сварке швов во всех пространственных положениях…
Сварка различных конструкций | | Комментарии (0)
Сварка трубы — стык неповоротный при горизонтальном расположении трубы
Сварка этих сварных швов является самым сложным по выполнению и требует особых навыков и высокого мастерства сварщика. Только при твердых навыках в сварке в нижнем положении, вертикальных швов (раздел 3.3) и потолочных швов (раздел 3.4) можно добиться качественной сварки трубы неповоротной в горизонтальном положении. При постоянном поступательном движении электрода необходимо постоянно изменять угол наклона электрода по отношению к поверхности периметра трубы (рис. 68а и 68б, поз. 1-11). Труба делится вертикальной осевой на два участка. По положению сварного шва в пространстве каждый участок можно разбить на три положения…
Сварка различных конструкций | | Комментарии (0)
Ручная дуговая сварка трубы — стык неповоротный при вертикальном расположении трубы
Сварка трубы в данном положении приравнивается к сварке горизонтальных швов, но отличается тем, что при поступательном движении электрода необходимо постоянно изменять угол наклона электрода по отношению к шву вокруг периметра трубы. Если требуется качественное формирование обратного валика без выборки и подварки, то сварка выполняется электродом диаметром 3 мм. Сварочный ток выбирается в зависимости от толщины основного металла, зазора между кромками и толщины притупления и лежит в минимальном или среднем диапазонах. Наклон электрода 80°-90° к вертикальной плоскости нижней трубы…
Сварка различных конструкций | | Комментарии (0)
Сварка конструкций различных сооружений и зданий
Корпуса вращающихся цементных и обжиговых печей могут иметь длину до 230 и диаметр до 7 м (рис. XIX. 18). Корпус печи диаметром до 3,6 м изготовляют на заводе в виде готовых отдельных монтажных элементов (обечаек), которые потом собирают. При большем диаметре невозможно транспортировать готовые обечайки корпуса, поэтому их изготовляют из трех частей (третинок) либо не заваривают один продольный стык обечайки и сворачивают ее до габаритного диаметра. Последний способ возможен при толщине корпуса не более 30 мм.
Сварка различных конструкций | | Комментарии (0)
Сварка конструкций доменных цехов
Конструкции доменного цеха состоят из кожуха доменной печи, воздухонагревателей, пылеуловителей, скрубберов, электрофильтров, галерей подачи материалов, бункерной эстакады, литейного двора и других сооружений.
Сварка различных конструкций | | Комментарии (0)
Технология сварки стальных конструкций промышленных зданий и сооружений
Наиболее распространенными конструкциями являются балки, ригели, колонны двутаврового сечения, стыки (рис. XIX. 12) которых сваривают при укрупнении конструкций либо в проектном положении. Порядок сварки стыка балки составного сечения при ее укрупнении приведен на рис. XIX.12,1. Как видно из рисунка, для сварки стыка в наиболее удобных положениях балку дважды кантуют (рис. XIX.12, б, в), при этом в первую очередь сваривают стык стенки, затем стыки полок и в последнюю очередь поясные швы, которые на заводе недоваривают для облегчения сборки стыка и уменьшения сварочных напряжении.
Сварка различных конструкций | | Комментарии (1)
Технология изготовления рулонных заготовок и других листовых конструкций
Рулонные заготовки для днищ и корпусов вертикальных цилиндрических резервуаров вместимостью до 5000 м3 собирают и сваривают из отдельных листов на двухъярусной установке (рис. XIX.1).
Сварка различных конструкций | | Комментарии (0)
Основные требования к сварным конструкциям
Главное требование — это соответствие эксплуатационному назначению. Конструкции должны быть прочными, жесткими и надежными, а также экономичными и минимально трудоемкими при изготовлении и монтаже. Каждая конструкция проходит три этапа: проектирование, изготовление и сборка или монтаж. Проектирование начинается с вариантов компоновки возможных схем конструкции и заканчивается методами изготовления, сборки или монтажа.
Сварка различных конструкций | | Комментарии (0)
История развития металлических конструкций
Железо для изготовления металлических конструкций до XVII в. производилось в России в небольших количествах кустарным способом. В 1698 г. указом Петра I был основан первый государственный металлургический завод в Невьянске, положивший начало промышленной металлургии.Железные элементы строительных конструкций в виде скреп — затяжек для восприятия распора каменных сводов начали применяться в XII—XIV вв. (Успенский собор во Владимире, XII в.).
Сварка различных конструкций | | Комментарии (0)
Сварка листовых конструкций
Для листовых конструкций применяют листовой и фасонный прокат (листы, уголки, швеллеры и т.д.). Существует масса сварных листовых конструкций, начиная от сложных несущих рам, баков, балок, мостов, стоек и до очень простых по конструкции, например бытовой бак для воды.
Сварка различных конструкций | | Комментарии (0)
Клееносварные соединения
Клееносварные нахлесточные соединения применяют в конструкциях из алюминиевых сплавов. Клеевая прослойка повышает сопротивляемость конструкции коррозии, а также воспринимает на себя часть усилия. Кроме того, клеевые прослойки способствуют устранению раскрытия нахлестки и смягчают концентрацию напряжений, повышая тем самым работоспособность конструкций.
Сварка различных конструкций | | Комментарии (0)
Болтовые соединения
Болтовые соединения применяются в конструкциях комбинированного характера. Часть соединений, выполняемых в цеховых условиях, проектируется сварными, другая часть, выполняемая на монтаже, — с применением болтов. Как правило, это болты высокой прочности, изготовляемые из сталей 40 X, 40ХФА, имеющих предел прочности при растяжении более 1000 МПа. Распределение усилий в сварном соединении с такими болтами происходит более равномерно, чем в сварном соединении с заклепками.
Сварка различных конструкций | | Комментарии (0)
Соединения при сварке пластмасс
Сварка горячим воздухом. При сварке воздух, нагретый в специальной горелке до 250—300 °С, в зоне сварки несколько охлаждается. Сварка осуществляется присадочным прутком, подающимся в разделку шва вручную или полуавтоматом.Сварка нагревательным элементом. Позволяет сваривать угловые, тавровые и стыковые соединения. Одним из способов этой сварки является электроимпульсная сварка очень тонких пленок толщиной в сотые доли миллиметра. При этом узкая металлическая лента прижимается к нахлестке соединяемых пленок, нагревается током и быстро охлаждается. Соединения обладают достаточной прочностью.
Сварка различных конструкций | | Комментарии (0)
Сварка деталей тяжелого и энергетического машиностроения
В тяжелых машинах габариты, вес и сечения деталей часто оказываются настолько велики, что получение заготовок требуемого размера и формы с помощью ковки или литья вызывает большие трудности. Преодоление этих трудностей обеспечивается расчленением крупной сложной детали на более простые по форме элементы меньшего веса с последующим соединением сваркой. При этом технологичность составной детали во многом определяется выбором расположения и конструктивного оформления стыков между отдельными элементами. Поэтому вопросы расчленения крупной детали необходимо решать с учетом как методов получения заготовок отдельных элементов, так и приемов их сборки, сварки и последующей механической и термической обработки.
Сварка различных конструкций | | Комментарии (0)
Сварка деталей общего машиностроения
Большинство деталей машиностроения можно выполнить сварными из отдельных заготовок более простой формы. Применительно к индивидуальному производству деталей тяжелых: машин такой подход, как правило, оправдывается. Однако для деталей, выпускаемых в условиях серийного, а тем более массового производства, целесообразность изготовления детали составной с помощью сварки не является бесспорной. Эта целесообразность существенно зависит от технологичности ее конструкции, т. е. от характера расчленения детали, метода получения заготовок, их обработки, удобства выполнения и трудоемкости сборочно-сварочных операций, возможности механизации процесса изготовления, величины искажений размеров и формы от сварки, необходимости и характера последующей термической и механической обработки и т. п.
Сварка различных конструкций | | Комментарии (0)
Сварные соединения арматуры железобетона
В настоящее время в строительстве применяют преимущественно сборные железобетонные конструкции, изготавливаемые индустриальными методами на заводах. Монолитные железобетонные сооружения строятся значительно реже. Все сварные соединения блоков сборных железобетонных изделий, взаимные соединения их (закладные части), а также соединения арматуры монолитного железобетона выполняют электрической сваркой.
Сварка различных конструкций | | Комментарии (0)
Изготовление арматурных сварных конструкций
Процесс изготовления арматуры слагается из заготовительных операций, электросварки стержней, сеток или плоских каркасов и укрупнительной сборки пространственных каркасов.
Сварка различных конструкций | | Комментарии (0)
Эффективность использования сварки в деталях машин
Изделия тяжелого машиностроения — станины, прессы, валы, различные тепловые установки большой мощности — выпускаются индивидуально или мелкими сериями. Сварные рамы, барабаны имеют толщину стенок до 100 мм и более. При этом часто свариваются электрошлаковым способом. В исключительных случаях в деталях машин толщина достигает более 2 м.
Сварка различных конструкций | | Комментарии (0)
Сосуды, работающие под давлением
При изготовлении сосудов приходится выполнять прямолинейные, кольцевые и круговые стыковые швы. В зависимости от толщины стенок приемы выполнения каждого из них имеют свои особенности; разнообразна и применяемая оснастка.
Сварка различных конструкций | | Комментарии (0)
Негабаритные емкости и сооружения
При изготовлении емкостей и сооружений большого размера из листового проката целесообразно основной объем работ выполнять на заводе-изготовителе. Для этого каждую конструкцию расчленяют так, чтобы отправочные элементы имели возможно большие размеры, но в пределах габарита железнодорожного подвижного состава.
Сварка различных конструкций | | Комментарии (0)
1-20
21-38
Металлические сварные фермы
Стальные сварные фермы представляют собой плоскую решетчатую систему из металлических элементов, позволяющую перекрывать большие пролеты зданий и сооружений.
Ферма— это элемент конструкции здания, служащий для опирания кровельной системы (прогонов, настила, кровельного пирога) и передачи нагрузки от неё на колонны или стены.
Металлические фермы часто используются при строительстве промышленных зданий, поскольку зачастую технологический процесс не позволяет установить промежуточные стойки.
Также наиболее широко стальные фермы применяются в строительстве социальных и административных зданий. Таких как: торговые центры, кинотеатры, стадионы, бассейны и многие другие.
Именно для таких зданий характерно наличие большого свободного внутреннего пространства. Металлическая сварная ферма состоит из:
- Узлов верхнего пояса.
- Раскосов.
- Стоек.
Раскосы, в свою очередь, подразделяются на опорные и рядовые. Опорные раскосы располагаются в месте опирания фермы. Они несут большие нагрузки, поэтому зачастую их сечение больше, чем у рядовых раскосов (или же выше марка стали).
Фермы могут быть однородными, а также комбинированным. Поскольку в своём составе могут сочетать элементы, выполненные из разных марок сталей.
Именно комбинированные металлоконструкции являются эффективным решением их применение наиболее рационально в случаях когда, нагрузки на элементы которых значительно отличаются. Раскосы, а также стойками фермы соединяются с нижним, а также с верхним поясом напрямую, либо с помощью фасонок. Их элементы могут быть выполнены из:
- Квадратной трубы.
- Прямоугольной трубы.
- Круглой трубы.
- Уголка.
- Различных профилей.
Именно стальные фермы являются наиболее частым решением. Фермы разрабатывают для конкретного объекта строительства или же выполняют подбор по серии, выполнив соответствующие расчеты.
Чертежи ферм разрабатываются в разделе КМ и КМД, там же прописываются основные инструкции по производству, а также установке сооружений.
Классификация сварных конструкций
Единых способов деления полученных методом сварки элементов на категории не существует. Однако можно классифицировать конструкции по технологии формирования, назначению, рабочим качествам.
По способу изготовления заготовок
При соединении стальных деталей получают такие виды конструкций:
- литоштампованные или литосварные;
- листовые;
- штампосварные;
- кованосварные.
По назначению
С учетом сферы применения конструкции бывают:
- машиностроительными;
- судовыми;
- авиационными;
- строительными;
- вагонными;
- иными.
Рекомендуем к прочтению Как выполняется сварка выпускных коллекторов
Сварка судовой конструкции.
По особенностям использования
На основании условий эксплуатации конструкции делятся:
- На балки – детали, работающие на поперечный изгиб. Путем жесткого соединения таких элементов получают рамы.
- Колонны – детали, подвергающиеся сжатию и продольному сгибанию.
- Решетчатые элементы, которые состоят из прутов, объединяемых в узлы. Они испытывают как растяжение, так и сжатие. Категория подразделяется на арматурные каркасы, фермы, мачты.
- Конструкции, подвергающиеся повышенному давлению. При их изготовлении нужно соблюдать требования к герметичности швов. К этой категории относятся емкости и резервуары, трубопроводы.
- Транспортные корпусные конструкции. Такие виды испытывают воздействие динамических нагрузок. К их жесткости предъявляются повышенные требования. Конструкции должны иметь достаточную прочность при небольшом весе. К транспортной категории относятся автомобильные кузова, корпусы вагонов.
Как производится сварка металлических ферм
Сварка производится либо в заводских условиях, либо на строительно-ремонтных площадках площадке. В заводских условиях изготовление ответственных конструкций, такие как фермы для перекрытия общественных, промышленных зданий, а также объектов.
Как правило, металлические фермы большого пролета делят на отправочные марки (раздел КМ), которые доставляют на строительно-ремонтную площадку. Там производят укрупнённую сборку отправочных марки, а также монтаж согласно разработанной технологии.
Длина отправочных марок обычно не превышает 12 метров, это необходимо для безопасной транспортировки отправочной марки по автомобильным дорогам или же иным способом.
На строительной площадке изготавливают менее ответственные, такие как фермы для козырьков входов, для навесов. Простую ферму можно изготовить своими руками, к примеру для гаража, или для теплицы. На сайте mrmetall.ru вы найдете полезную информацию по выбору стали, подбору электродов, а также всю необходимую технику.
Последовательности операций при сварке металлической фермы
Как при сварке любого другого изделия, до начала работ необходимо ознакомиться с нормативной документацией по изготовлению и разработанной технологией в полном объеме. С чертежами раздела КМ, КМД, технологическими картами, а также подготовить необходимые материалы, инструменты, организовать рабочее место.
Соединение отдельных узлов (изотавливаемых из труб или профиля) ведут от средних узловых элементов к опорным. С начало варят имеющиеся стыковые соединения деталей, далее переходят к тавровым, а также угловым. Далее провариваются швы с большей толщиной. Сборка производится с помощью прихваток длиной в 25-40 мм. Швы располагающиеся рядом друг с другом необходимо выполнять, выдержав технологическую паузу.
Выполнение данного условия необходимо для уменьшения деформаций. Только после полного остывания металла, где будет накладываться близко расположенный шов. Конец каждого продольного соединения (при соединении раскосов, стоек или прочих узлов с фасонкой) необходимо вывести на торцевую части привариваемого узла на величину 2см.
Особенности сварки типовых сварных конструкцийпрезентация урока для интерактивной доски на тему
Слайд 1
Особенности сварки типовых конструкций 21 января 2014 г.
Слайд 2
Классификация В зависимости от характерных особенностей работы сварных конструкций можно выделить основные типы сварных элементов и конструкций: Балки — конструктивные элементы, работающие в основном на поперечный изгиб. Жестко соединенные между собой балки образуют рамные конструкции. Колонны — элементы, работающие преимущественно на сжатие или на сжатие с продольным изгибом. 21 января 2014 г.
Слайд 3
Решетчатые конструкции представляют собой систему стержней, соединенных в узлах таким образом, что стержни испытывают главным образом растяжение или сжатие. К ним относят фермы, мачты, арматурные сетки и каркасы. Оболочковые конструкции испытывают избыточное давление. Основные требования, предъявляемые к ним, — герметичность соединений. К этому типу относят различные емкости, сосуды и трубопроводы. 21 января 2014 г.
Слайд 4
Корпусные транспортные конструкции подвергаются динамическим нагрузкам. Они должны быть высокой жесткости при минимальной массе. Основные конструкции данного типа — корпуса судов, вагонов, кузова автомобилей. Детали машин и приборов работают преимущественно при переменных, многократно повторяющихся нагрузках. У них должны быть точные размеры, обеспечиваемые главным образом механической обработкой заготовок или готовых деталей. Примеры таких изделий — станины, валы, колеса. 21 января 2014 г.
Слайд 5
Особенности сварки типовых конструкций Технологический процесс изготовления деталей из проката начинается с подбора металла по размерам и маркам стали и может включать в себя следующие операции: правку, разметку, резку и обработку кромок, гибку и очистку под сварку. 21 января 2014 г.
Слайд 6
Правка. Ее проводят в холодном состоянии, ограничивая относительное остаточное удлинение наиболее деформированных участков величиной около 1 % или радиусом изгиба, равным 50 толщинам листа. Если необходимы большие деформации, правку выполняют после нагрева до температуры 900… 1000°С. Волнистость листов и полос толщиной 0,5…50 мм устраняют при пропуске их между верхним и нижним рядами валков листоправильных машин путем многократного изгиба. Листы толщиной более 50 мм правят под прессом. 21 января 2014 г.
Слайд 7
Саблевидность (искривление в плоскости) поддается правке в ограниченной степени. При правке или гибке в вальцах листовых заготовок со стыковыми швами усиление шва может приводить к появлению трещин. Мелко- и среднесортовой , а также профильный прокат правят на роликовых машинах, работающих по той же схеме, что и листоправильные . Крупносортовой прокат правят на правильно-гибочных прессах путем изгиба. 21 января 2014 г.
Слайд 8
Разметка Индивидуальная разметка трудоемка. Наметка более производительна, однако изготовление специальных наметочных шаблонов и их хранение не всегда целесообразно. Применение разметочно-маркировочных машин с пневмокернером обеспечивает скорость разметки до 8… 10 м/мин при точности ± 1 мм. Использование приспособлений для мерной резки проката, а также газорезательных машин с масштабной фотокопировальной системой управления или программным управлением позволяет обходиться без разметки. 21 января 2014 г.
Слайд 9
Резка и обработка кромок Механическую резку листовых дета- лей с прямолинейными кромками из металла толщиной до 40 мм, как правило, проводят на гильотинных ножницах или прессножницах . При длине отрезаемого элемента 1…4 м погрешность размера составляет ±(2,0…3,0) мм при резке по разметке и ±(1,5…2,5) мм при резке по упору. 21 января 2014 г.
Слайд 10
С помощью дисковых ножниц вырезают листовые детали с непрямолинейными кромками толщиной до 20… 25 мм. При поперечной резке фасонного проката применяют пресс-ножницы и комбинированные ножницы с фасонными ножами или дисковые пилы. При наибольшем размере деталей 1 …4 м допускаемые отклонения в размерах могут составлять соответственно ±(1,0… 2,5) мм. 21 января 2014 г.
Слайд 11
Разделительная термическая резка менее производительна, чем резка на ножницах, но более универсальна, и ее применяют для получения стальных заготовок разных толщин как прямолинейного, так и криволинейного профиля. Наряду с газопламенной кислородной резкой применяют плазменно-дуговую резку, посредством которой обрабатывают практически любые металлы и сплавы. 21 января 2014 г.
Слайд 12
Механическую обработку кромок на станках проводят: для обеспечения требуемой точности сборки для образования фасок, имеющих сложное очертание если по техническим условиям требуется удаление металла кромок после резки (огневой или на ножницах). 21 января 2014 г.
Слайд 13
Гибка Для получения цилиндрических и конических поверхностей из листовых элементов толщиной 0,5…50 мм гибку проводят в листогибочных вальцах. При отношении радиуса изгиба к толщине листа более 25 гибку выполняют в холодном состоянии, при меньшем значении — в горячем. Требуемую кривизну в месте продольного стыка достигают либо предварительной подгибкой кромок, либо путем калибровки уже сваренной обечайки. 21 января 2014 г.
Слайд 14
Листовые элементы с поверхностью двоякой кривизны получают гибкой в специальных вальцах с валками переменного сечения, горячей штамповкой, а также штамповкой взрывом. Горячую гибку толстого листового металла осуществляют на прессах. При поперечной гибке профильного проката и труб используют роликогибочные машины и трубогибочные станки. Продольной гибкой получают гнутые профили разнообразных сечений и гофрированные листы. 21 января 2014 г.
Слайд 15
Очистка Листовой и профильный прокат, а также заготовки под сварку можно очищать с помощью вращающихся механических щеток или в дробеструйных камерах. При необходимости последующего монтажа на открытом воздухе очистку дополняют нанесением антикоррозионного покрытия, позволяющего производить сварку без его удаления. Применяют также химическую очистку методом окунания и струйным методом. 21 января 2014 г.
Слайд 16
Сборочные операции Их проводят для обеспечения правильного взаимного расположения и закрепления деталей собираемого изделия. Собранный узел должен обладать жесткостью и прочностью, необходимой как при извлечении его из сборочного приспособления и транспортировке к месту сварки, так и для уменьшения временных сварочных деформаций. Поэтому собранные детали наиболее часто фиксируют с помощью прихваток. Размеры и расположение прихваток выбирают из условий жесткости и прочности, а также из соображений возможности их полной переварки при укладке основных швов. 21 января 2014 г.
Слайд 17
Использование сборочносварочных приспособлений позволяет в некоторых случаях обходиться без прихваток. Сварочные приспособления обеспечивают не только кантовку изделия, но и перемещение сварочной головки относительно изделия или изделия относительно головки со скоростью сварки. 21 января 2014 г.
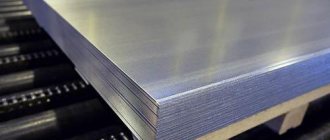
Металлические листовые конструкции.
Металлические листовые сварные конструкции наиболее часто применяются в промышленности, к ним относятся: резервуары, цистерны, бункеры, газгольдеры, настилы и т.д.Для листовых металлоконструкций свойственно объединение несущих, а также ограждающих функций.
Для листов зачастую применяется автоматическая, полуавтоматическая, электрошлаковая сварка. Детали имеют большую протяженность, а также к ним предъявляются более строгие требования по прочности соединения и его герметичности. Ознакомиться с последовательностью выполнения швов можно на изображении.
Способы сварки
Еще одна классификация это по способу сварки. Существует много способов сварки, различающихся по условиям выполнения. На производстве (заводе), как правило, применяют:
- Полуавтоматическую сварку в среде СО2.
- Автоматическую электросварку в среде защищающего газа (для сварки электрическим током толстого металла сварка под слоем флюса).
- В монтажных работах, применяют: Ручную дуговую сварку. Автоматическую и полуавтоматическую (редко); Ручную сварку в среде аргона неплавящимся электродом (в основном применяется для алюминия и нержавейки).
Какие типы сварных соединений существуют
Шов образующиеся в результате кристаллизации или пластической деформации (сварка давлением) материала стыкуемых элементов. Представляет же собой пространство на стыке. Сварные швы можно поделить на:
- Заводские.
- Монтажные.
Они имеют разные обозначения на чертежах, поэтому внимательно изучите проектную документацию, до такого как приступить к выполнению работ по возведению данной сварочной конструкции.
Независимо от того заводской шов или монтажный, он должен соответствовать предъявляемым требованиям и обеспечивать равнопрочность соединения. Существует много типов сварных соединений, предлагаем наглядно ознакомиться с наиболее применяемыми и распространенными:
- Стыковое соединение.
- Угловое соединение.
- Тавровое соединение.
- Нахлёсточное соединение
Допуски указываются в нормативной документации, а именно в ГОСТ Р 13920-2017.
Дефекты сварочных швов
Недостатки бывают внутренними или наружными. К первому типу относятся:
- Горячие или холодные трещины. Первые появляются в период нагрева, вторые – остывания.
- Поры, представляющие собой заполненные газом полости. Появляются при слишком быстром ведении электрода.
- Посторонние включения, состоящие из вольфрама, оксидов или шлака. Возникают из-за разрушения газового облака, защищающего сварочную ванну. При появлении таких дефектов требуется повторная разделка кромок с последующей сваркой.
Рекомендуем к прочтению Описание метода радиографической дефектоскопии
К внешним дефектам относятся:
- Несплавления или непровары. При многослойной сварке шов в некоторых местах не формируется. Это снижает прочность конструкции.
- Прожоги, образующиеся при сквозном проплавлении кромок. Появлению дефекта способствует медленное ведение электрода при высокой силе тока.
- Наплывы, являющиеся результатом попадания расплава на основную поверхность.
- Кратеры, образующиеся в местах отрыва дуги. Отверстия появляются при выполнении работ начинающими сварщиками.
- Оксидные пленки или окалины, появляющиеся при взаимодействии шва с воздухом.
- Свищи, образующиеся при неправильной подготовке деталей.
Разновидности и классификация дефектов
Контроль качества соединений исключает подобные проблемы. Увидеть некоторые дефекты, например, прожоги или наплывы, можно на этапе первичного осмотра.
Как выполнять сварочные швы правильно
Чтобы выполнить сварной шов правильно, во-первых, необходимо ознакомиться нормативной сварочной и проектной документацией. Необходимая проектная документация представляется в виде основного комплекта чертежей марки КМ, и КМД (конструкции металлические, конструкции металлические деталировочные). В альбоме раздела КМ вы получите общие сведения о металлических сварных конструкциях объекта строительства (или его части):
- Общий вид;
- состав конструкций (сколько балок, колонн, ферм, связей и др. деталей);
- основные узлы соединения;
- указания к выполнению работ;
- сведения о нагрузках на конструкции;
- спецификация металлопроката.
В разделе КМД вы найдете:
- подробные чертежи каждого металлического элемента;
- детально разработанными узлы соединения элементов;
- уточненную спецификацию металлопроката.
Читайте примечания и указания к выполнению работ на чертежах. Там могут содержаться важные моменты, без соблюдения которых изготавливаемая металлоконструкция не будет отвечать применяемым к ней требованиям.
Сборку и сварку элементов необходимо производить только при наличии документально разработанной технологии работ по сварке данной конструкции.
Документация выполняется в виде технологических карт и (или) проекта производства (ППСР) на сварочные работы. В них детально отражены все вопросы по процессу и материалам.
Последовательность выполнения сварки
Расскажем более подробно как правильно выполнить шов. Для этого важно вести работы поэтапно:
1 этап: Ознакомление с технической документацией на сварку.
2 этап: Подготовка рабочего места, оборудования и материалов (о том, какие именно выбрать материалы для сварки, можете ознакомиться на нашем сайте mrmetall.ru).
3 этап: Осуществление самих сварочных работ.
4 этап: Неразрушающий контроль получившегося шва.
Выбор способа зависит от множества условий и различных факторов. Основные из них: толщина элементов, длина выполненного шва, тип используемой сварки и шва, ответственность заваренной конструкции и т.д.
Техника сварки металлоконструкций
Для швов различной протяженности необходимо применять специальные методы сварки.
Короткие швы протяженностью >250 мм выполняются «напроход». Это когда сварщик зажигаю дугу ведет ее от одного края изделия к другому без остановки в процессе сварки.
Швы протяженностью 1000 мм называются средними. Такие швы правильно выполнять от центра изделия и перемещаться к краям. Наилучший способ осуществлять 2 сварщикам параллельно. При таком подходе два сварщика ведут работу к краю шва, стараясь выполнять ее с одинаковой скоростью.
Длинными называются швы протяженность которых превышает 1000 мм. Для соединения столь протяженных швов используется несколько различных методов.
Первым является обратноступенчатый способ. При его использовании шов делиться на участки, которые заваривают путем провара 150-200 мм шва. Останавливаясь и выполняя следующий шов так, чтобы его конец пришел в начало предыдущего.
Сварка идет в одном направлении, а расположение нового участка в противоположном. Это легко понять посмотрев на картинку ниже.
Аналогично обратноступенчатым методом можно произвести сварки от середины изделия к краям. Два сварщика выполняют работу на своей половине изделия. Этим способом можно заварить, как и за один проход изделие малой толщины, так и толстые, несколькими проходами.
Участок каждого сварщика делится на более мелкие участки.
Процесс, как и в предыдущем случае идет в одну сторону, а наложение новых швов в другую.
Еще один способ – вразброс. Шов делиться на равные участки количеством 5-6 участков. Далее варят участок по центру.
Также накладывая швы небольшой протяженности в противоположном направлении от направления сварки. Далее варятся наиболее удаленные участки по краям и завершают процесс средних участков шва. Каждый из этих методов значительно сократит деформации конструкции после сварки.
Соединение элементов сварных металлоконструкций
Рассмотрим признаки, по которым классифицируют сварные соединения:
- расположение примыканий деталей;
- тип сварного соединения;
- технология сварки;
- условия осуществления процесса сварки;
- толщина детали;
- марка стали, из которой изготовлены детали.
В зависимости от геометрии расположения элементов различают четыре вида стыковых швов:
- Встык – примыкание элементов конструкции идет в одной плоскости.
- Внахлест – края заготовок перекрывают друг друга.
- Угловое соединение – связывает кромки элементов металлоконструкции под любым углом.
- Тавровое – смыкание одной из заготовок с другой происходит торцевой плоскостью.
Наиболее часто встречающимся видом соединения элементов сварных металлоконструкций являются угловое и встык. Давайте рассмотрим правила проведения таких сварочных работ.
При стыковом соединении сварной шов изготавливают прямым полным проваром всей толщины элементов конструкции. Также можно использовать технологию сварки с выводными планками. При проведении работ вне цеха элементы соединяют сваркой только с одной стороны и последующей подваркой корня на сварном шве. Таким образом работа проводится только по одной кромке, постепенно заполняя весь зазор между краями заготовок.
Соединение с выводными планками (подкладками) имеет ряд отличий. Первое – подкладки ставятся со стороны краев соединяемых заготовок. Второе различие в зазорах – при сварке вручную между кромками должно быть около 7 мм, а при автоматизированной сварке – 1,6 см. Третье – выбор толщины планки зависит от режима сварки и величины тока. Важно подобрать ее так, чтобы в процессе проведения работы на подкладке не образовался прожог.
Довольно часто при стыковых соединениях элементов сварных металлоконструкций заготовки имеют различную толщину. Тогда применяют фрезеровку или строжку, выбирая угол наклона края более толстой заготовки. Для растянутых частей конструкции (например, консоли и подвески) он равен уклону 1:8, а для сжатых (например, для стойки и опоры) – 1:5.
Большая нагрузка, чем на стыковые соединения, выпадает на угловые, причем наибольшей является растягивание по толщине заготовки. По этой причине были разработаны определенные требования к такому соединению:
- Запрещается использование углового одностороннего стыкового шва в нагружаемых конструкциях. Для них необходимо двустороннее соединение. Причина: вверху валика снижается концентрация деформаций.
- В случае невозможности создания двустороннего соединения, делают одностороннее, но разделку кромок не проводят, а сварка проходит при минимальном количестве наплавляемого метала. Таким образом, шов полностью не проплавляется.
- При возникновении статических нагрузок на сварную металлоконструкцию используется сварка неполным соединением, при этом кромки обоих элементов разделываются.
- Разделку кромок лучше проводить К-образным способом, вместо V-образного.
- При любой возможности необходимо заменять угловое соединение тавровым стыком элементов металлической конструкции.
Одним из важных факторов, влияющих на качество соединения, является режим сварки. Повышенная сила тока может стать причиной неравномерного распределения металла в месте соединения. При малой толщине заготовок и большом токе могут появляться прожоги. Но и небольшие показатели силы тока могут стать причиной плохого качества шва. Возникают области недовара, что приводит к недостаточной прочности шва, а также к образованию трещин внутри соединения.
На качество шва оказывает влияние и скорость, с которой проходит сварка. При высоких показателях не провариваются стыки шва, зазор заполняется не полностью. А при небольшой скорости образуются прожоги, металл же, заполняющий зазор, растекается и создает выпуклости. Специалисты советуют внимательно контролировать скорость сварки, чтобы в среднем она составляла 20 м/ч.