Прокаливаемость и закаливаемость стали
Прокаливаемость важнейшая характеристика стали, определяющая выбор марки стали в зависимости от размеров закаливаемой заготовки.
Закаливаемость стали характеризует твердость правильно закаленной стали и измеряется в единицах твердости. Чем больше содержание в стали углерода, тем больше искажения решетки мартенсита и выше твердость. Легирующие элементы на закаливаемость влияют слабо.
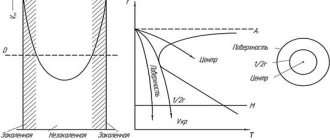
Прокаливаемость – это способность стали получать закаленный слой определенной глубины. Скорость охлаждения уменьшается от поверхности детали к центру, поэтому при большой толщине детали может оказаться, что в ее сердцевине скорость охлаждения меньше критической (рис.49). В этом случае на мартенсит закалится только поверхностный слой детали, а сердцевина будет незакаленной, с мягкой феррито-перлитной структурой.
Рис. 49. Изменение скорости охлаждения по сечению детали
Прокаливаемость это расстояние от поверхности до того места, где в структуре наблюдается 50% мартенсита и 50% троостита (полумартенситная зона). Твердость полумартенситной зоны зависит от содержания углерода в стали (рис.50). Прокаливаемость выражается в мм и зависит от состава стали, а точнее от величины критической скорости закалки. С увеличением содержания углерода и легирующих элементов, критическая скорость закалки уменьшается, и глубина прокаливаемости увеличивается.
Рис. 50 Твердость полумартенситной зоны углеродистой стали.
Для характеристики прокаливаемости стали в справочниках приводят величину критического диаметра.
Критический диаметр – это максимальный диаметр цилиндрического прутка, который прокаливается насквозь в конкретной охлаждающей среде.
Чем больше прокаливаемость стали, тем лучше. Углеродистая сталь при охлаждении в воде имеет критический диаметр всего 10-15 мм. Прокаливаемость стали зависит главным образом от содержания легирующих элементов, которые затрудняют диффузионный распад аустенита, уменьшая тем самым критическую скорость охлаждения при закалке. Чем больше легирующих элементов в стали, тем выше ее прокаливаемость. Чем больше размер заготовки, тем более легированная сталь должна быть применена. Кроме того прокаливаемость больше при увеличении размера зерна аустенита и повышении его химической однородности.
Закаливаемость и прокаливаемость сталей определяют опытным путем. Значения этих характеристик для различных сталей приведены в справочниках.
Для определения прокаливаемости применяют стандартный метод торцевой закалки. Стандартный цилиндрический образец после нагрева в печи быстро переносят в специальную установку, в которой его охлаждают струей воды под напором только с торца. После полного охлаждения по его образующей производят замер твердости, начиная от торца, и строят кривую прокаливаемости. Величину прокаливаемости определяют по расстоянию от торца до полумартенситной зоны (рис.51), твердость которой известна заранее по экспериментальным данным, и определяется в основном содержанием углерода.
Рис. 51. Изменение твердости по длине образца после торцевой закалки.
Определение критического диаметра для изделий простой формы (шар, цилиндр, параллепипед) может быть проведено с достаточно высокой точностью с помощью специальной номограммы (рис.52). Исходной физической характеристикой является расстояние до полумартенситной зоны, полученное экспериментально в результате торцевой закалки. Эта величина откладывается на шкале сверху номограммы. От этой точки опускается перпендикуляр до линии идеального охлаждения и из нее проводится горизонтальная линия до пересечения с линией охлаждения в воде, в масле, или на воздухе. А из этих точек опускаются перпендикуляры до шкал тела определенной формы расположенных внизу номограммы.
Рис. 52. Определение критического диаметра по данным торцевой закалки
Прокаливаемость важнейшая характеристика стали, определяющая выбор марки стали в зависимости от размеров закаливаемой заготовки.
Закаливаемость стали характеризует твердость правильно закаленной стали и измеряется в единицах твердости. Чем больше содержание в стали углерода, тем больше искажения решетки мартенсита и выше твердость. Легирующие элементы на закаливаемость влияют слабо.
Прокаливаемость – это способность стали получать закаленный слой определенной глубины. Скорость охлаждения уменьшается от поверхности детали к центру, поэтому при большой толщине детали может оказаться, что в ее сердцевине скорость охлаждения меньше критической (рис.49). В этом случае на мартенсит закалится только поверхностный слой детали, а сердцевина будет незакаленной, с мягкой феррито-перлитной структурой.
Рис. 49. Изменение скорости охлаждения по сечению детали
Прокаливаемость это расстояние от поверхности до того места, где в структуре наблюдается 50% мартенсита и 50% троостита (полумартенситная зона). Твердость полумартенситной зоны зависит от содержания углерода в стали (рис.50). Прокаливаемость выражается в мм и зависит от состава стали, а точнее от величины критической скорости закалки. С увеличением содержания углерода и легирующих элементов, критическая скорость закалки уменьшается, и глубина прокаливаемости увеличивается.
Рис. 50 Твердость полумартенситной зоны углеродистой стали.
Для характеристики прокаливаемости стали в справочниках приводят величину критического диаметра.
Критический диаметр – это максимальный диаметр цилиндрического прутка, который прокаливается насквозь в конкретной охлаждающей среде.
Чем больше прокаливаемость стали, тем лучше. Углеродистая сталь при охлаждении в воде имеет критический диаметр всего 10-15 мм. Прокаливаемость стали зависит главным образом от содержания легирующих элементов, которые затрудняют диффузионный распад аустенита, уменьшая тем самым критическую скорость охлаждения при закалке. Чем больше легирующих элементов в стали, тем выше ее прокаливаемость. Чем больше размер заготовки, тем более легированная сталь должна быть применена. Кроме того прокаливаемость больше при увеличении размера зерна аустенита и повышении его химической однородности.
Закаливаемость и прокаливаемость сталей определяют опытным путем. Значения этих характеристик для различных сталей приведены в справочниках.
Для определения прокаливаемости применяют стандартный метод торцевой закалки. Стандартный цилиндрический образец после нагрева в печи быстро переносят в специальную установку, в которой его охлаждают струей воды под напором только с торца. После полного охлаждения по его образующей производят замер твердости, начиная от торца, и строят кривую прокаливаемости. Величину прокаливаемости определяют по расстоянию от торца до полумартенситной зоны (рис.51), твердость которой известна заранее по экспериментальным данным, и определяется в основном содержанием углерода.
Рис. 51. Изменение твердости по длине образца после торцевой закалки.
Определение критического диаметра для изделий простой формы (шар, цилиндр, параллепипед) может быть проведено с достаточно высокой точностью с помощью специальной номограммы (рис.52). Исходной физической характеристикой является расстояние до полумартенситной зоны, полученное экспериментально в результате торцевой закалки. Эта величина откладывается на шкале сверху номограммы. От этой точки опускается перпендикуляр до линии идеального охлаждения и из нее проводится горизонтальная линия до пересечения с линией охлаждения в воде, в масле, или на воздухе. А из этих точек опускаются перпендикуляры до шкал тела определенной формы расположенных внизу номограммы.
Рис. 52. Определение критического диаметра по данным торцевой закалки
Оборудование и особенности проводимого процесса
Чтобы провести технологический процесс обработки материала, необходимо использовать определенное оборудование. Для нагрева применяют специальные печи. Они могут работать от электричества, на газу, твердом топливе. Помимо нагревательной конструкции нужно подготовить ёмкость, заполненную водой или маслом. Она нужна для быстрого охлаждения заготовки.
Изготовление камеры для закаливания металла
Основным материалом для изготовления корпусов домашних печей для закалки стали являются твердые огнеупоры в виде блоков различных размеров и шамотная глина. В такой печи достигается температура свыше 1200 °C, поэтому в ней можно закалить изделия не только из углеродистой или инструментальной, но и из высоколегированной стали. При изготовлении домашних печей из шамотной глины сначала делают картонный каркас по форме и размеру рабочей камеры, который затем покрывают слоем шамота. Поверх его наматывают нагревательную спираль, а затем накладывают основной теплоизолирующий слой. При такой конструкции область нагрева изолирована от нагревательного элемента, что важно, когда необходимо закалить сталь, чувствительную к окислам и выгоранию углерода.
Самой же распространенной конструкцией домашних закалочных печей являются установки, тепловые корпуса которых выполнены из шамотного кирпича или аналогичных ему огнеупоров. Рабочая температура у таких материалов более 1400 °C, поэтому в подобных печах можно закалить практически любой вид стали и многие тугоплавкие сплавы. Конструктивно такая домашняя печь похожа на обычную печь на дровах, только имеет гораздо меньшие размеры. Нагрев металла в ней осуществляется с помощью электрической спирали, уложенной в пазы по периметру внутреннего пространства. Если необходимо качественно закалить сталь, ее необходимо нагреть до точно заданной температуры, поэтому большинство таких домашних самоделок оснащено терморегуляторами (их свободно можно приобрести на «Алиэкспресс»).
На видео ниже показано устройство такой домашней печи с торцевой загрузкой и терморегулятором, который позволяет закалить сталь с точным соблюдением температурных режимов. Ее тепловой корпус изготовлен из муллитокремнеземистых огнеупорных плит ШПТ-450.
Подробное описание конструкции и рекомендации по созданию печи с верхней загрузкой, в которой можно закалить изделия длиной до 54 см, можно посмотреть в следующем видео. Здесь тепловой корпус печи изготовлен из шамотного кирпича (типа ШБ) и также используется терморегулятор. Кроме верхней загрузки, особенностью этого устройства является спираль из кантала, который служит во много раз дольше традиционного нихрома и фехраля.
Вопрос № 2. Что называется прокаливаемостью стали? Какие факторы влияют на прокаливаемость
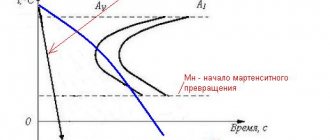
Прокаливаемость — способность стали получать структуру мартенсита на определённую глубину. Она характеризуется критическим диаметром: DКР — максимальный диаметр цилиндрического образца, в центре которого после закалки образуется мартенситная структура (сквозная прокаливаемость) или структура полумартенсита (50% мартенсита + 50% троостита).
Для деталей, воспринимающих рабочую нагрузку равномерно по всему сечению, необходима сквозная прокаливаемость для получения однородной отпускной структуры и, следовательно, одинаковых свойств по всему сечению.
Факторы, влияющие на прокаливаемость
Накопленные к настоящему времени данные свидетельствуют о том, что на прокаливаемость стали оказывают влияние следующие факторы: химический состав стали; величина зерна аустенита; скорость кристаллизации стали; условия прокатки стали; исходная структура; условия термической обработки (температура нагрева, продолжительность, условия охлаждения — природа охлаждающей среды и скорость ее перемешивания), химическая микронеоднородность твердого раствора, определяемая дендритной ликвацией, внутренней адсорбцией в твердых растворах, характером взаимодействия растворенных атомов между собой, процессом образования и растворения карбидной фазы и присутствующими в сталях несовершенствами кристаллической решетки.
Прокаливаемость тем выше, чем выше устойчивость переохлажденного аустенита и меньше критическая скорость закалки.
Легирующие элементы. Основное влияние на прокаливаемость стали оказывают легирующие элементы. Легирующие элементы, растворенные в аустените (кроме кобальта), смещая С-кривую вправо, повышают его устойчивость, Vкр снижается, а прокаливаемость увеличивается. Для повышения прокаливаемости в стали добавляют хром, марганец, кремний, никель, молибден, вольфрам, малые добавки бора. Легированные стали с более высокой прокаливаемостью используют для изготовления крупных деталей.
Легирующие элементы, находящиеся в виде карбидов, нитридов (V, Ti, Nb) уменьшают устойчивость аустенита, снижая прокаливаемость.
Влияние размера зерна аустенита. Зародыши феррито-цементитной структуры преимущественно образуются по границам зерен аустенита. Чем крупнее зерно, тем меньше суммарная протяженность границ, меньше число возникающих зародышей и выше устойчивость аустенита. Повышение температуры и длительности нагрева приводит к укрупнению зерна, и, следовательно, к увеличению прокаливаемости.
Условия термической обработки. Рассматривая вопрос о роли условий термической обработки на прокаливаемость стали, следует иметь в виду два момента: 1) температуру и продолжительность нагрева; 2) скорость охлаждения.
С повышением температуры нагрева под закалку и увеличением продолжительности выдержки прокаливаемость стали, как правило, увеличивается, хотя и неравномерно для различных плавок одной и той же стали.
Однако повышение температуры и удлинение выдержки ограничиваются опасностью получения крупноигольчатого мартенсита, что отрицательно сказывается на свойствах термически обработанной стали. Поэтому для каждой стали всегда определяют оптимальные температуры закалки и длительности нагрева.
Необходимо, однако, отметить следующее. Выбор строго постоянной температуры закалки для всех плавок стали той или иной марки нельзя считать строго оправданным. Нежелательно использование плавок, расположенных у левой границы полосы прокаливаемости, из-за их недостаточной прокаливаемости, а плавок, расположенных у правой границы этой полосы, — из-за того, что сталь этих плавок более склонна к образованию трещин при закалке.
Закалочная среда. Практика показывает, что закалочная среда и скорость ее перемешивания оказывают значительное влияние на глубину закалки деталей. На выбор закалочной среды в основном влияют величина изменения линейных размеров при закалке, величина остаточных напряжений и склонность стали к трещинообразованию. В свою очередь закалочная среда определенным образом обусловливает выбор стали.
Исходная структура. Одним из важных факторов, определяющих прокаливаемость, является структурное состояние стали перед закалкой, в частности дисперсность карбидной фазы.
Существовавшая ранее точка зрения, согласно которой прокаливаемость тем глубже, чем дисперснее карбидная фаза, в последнее время подверглась серьезной коррекции. Например, для подшипниковых сталей ШХ15 и ШХ15СГ существует оптимальная дисперсность карбидной фазы, при которой обеспечивается максимальная прокаливаемость. Можно полагать, что и для сталей других марок справедливо это положение.
Дефекты при закаливании стали
Причиной возникновения дефектов при закалке стали является ряд физических и химических факторов, возникающих при отклонении от заданных параметров термического процесса или из-за неоднородности закаливаемой заготовки. Неравномерный нагрев или охлаждение изделия может привести к его деформации и возникновению внутренних трещин. Эта же причина может вызвать неодинаковость фазовых превращений в различных частях изделия, в результате чего металл будет иметь неоднородную по составу и твердости структуру. Пережог стали происходит вследствие проникновения кислорода в поверхностный слой металла, что приводит к возникновению окислов, разъединяющих его структурные элементы и изменяющих физические свойства поверхностного слоя. Причиной обезуглероживания при закалке стали является выгорание углерода при попадании в печь избыточного количества кислорода. Эти виды дефектов неисправимы, а единственный способ борьбы с ними — это проверка герметичности печи или закалка в вакууме и инертных газах.
Окалины и критическое снижение концентрации углерода при калении
Даже небольшая концентрация кислорода в закалочной печи приводит к появлению поверхностной окалины, которая является следствием окисления металла при его термообработке. Эта же причина может вызвать уменьшение количества углерода в поверхностном слое заготовки. Полностью избавиться от таких явлений можно только путем применения вакуумных печей, обеспечивающих так называемую светлую закалку, а также при нагреве изделия в среде азота или аргона. Для минимизации окисления и обезуглероживания закалочная печь должна быть максимально герметичной, что в какой-то мере ограничивает приток кислорода в ее рабочее пространство.
Для закалки металлов рекомендуют использовать трансформаторное или индустриальное масло И-20. Частнику достать его непросто, поэтому хотелось бы услышать в комментариях к этой статье ваше мнение о возможности использования для закаливания стали отработанного автола или другого автомобильного масла.
Источники
- https://www.rocta.ru/info/kak-pravilno-samomu-zakalit-metall-i-stal-v-domashnih-usloviyah/
- https://WikiMetall.ru/metalloobrabotka/zakalka-stali.html
- https://HeatTreatment.ru/zakalka-stalej
- https://WikiMetall.ru/metalloobrabotka/kak-zakalit-metall.html
- https://metalloy.ru/obrabotka/termo/zakalka-metalla-v-domashnih-usloviyah
- https://martensit.ru/termoobrabotka/zakalka-metalla/
- https://plavitmetall.ru/obrabotka/zakalka-stali-v-domashnix-usloviyax.html
- https://metmastanki.ru/kak-zakalit-stal-v-domashnih-usloviyah
- https://www.rinscom.com/articles/kalenyy-metall-kharakteristiki-i-osobennosti-materiala-instrumenty-dlya-obrabotki-primenyaemye-tekhn/
Прокаливаемость стали. Факторы, определяющие прокаливаемость стали
Прокаливаемость стали. Под прокаливаемостью понимают глубину проникновения закаленной зоны, т. е. свойство стали закаливаться на определенную глубину от поверхности. Если, например, сверло диаметром 50 мм, изготовленное из инструментальной углеродистой стали, закалить в воде, а затем замерить твердость его в поперечном сечении, то окажется, что во внутренней зоне, расположенной вдоль оси сверла (сердцевине), твердость будет почти такой же, как до закалки, в то время как в наружной зоне, расположенной у поверхности, твердость резко повысится. Проверив затем микроструктуру, можно будет убедиться, что в сердцевине она будет перлитного типа, а у поверхности — мартенситного. Несквозная закалка объясняется неравномерным охлаждением детали при закалке: поверхность всегда охлаждается быстрее, чем сердцевина. Неравномерность охлаждения вызывается различными условиями теплоотвода у поверхности и в сердцевине. При погружении раскаленной детали в закалочную среду поверхность, соприкасаясь с холодной жидкостью, охлаждается с большой скоростью, в то время как отвод теплоты от сердцевины затруднен толщей горячего металла, и потому она охлаждается медленно. В результате скорость охлаждения поверхности оказывается выше критической, и поверхность закаливается, а скорость охлаждения сердцевины получается ниже критической, и последняя не закаливается. Очевидно, можно представить себе, что на некоторой глубине от поверхности скорость охлаждения будет равна критической. Тогда ясно, что слои металла, расположенные на большей глубине, не закалятся, а слои, расположенные на меньшей глубине, т. е. ближе к поверхности, закалятся.