ГОСТ 21631-76
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЛИСТЫ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
| ЛИСТЫ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ Технические условия Sheets of aluminium and aluminium alloys. Specifications | ГОСТ 21631-76 |
Дата введения 01.07.77
Настоящий стандарт распространяется на листы из алюминия и алюминиевых сплавов, предназначенные для нужд народного хозяйства и экспорта.
(Измененная редакция, Изм. № 3).
Классификация
Листы специального и общего назначения из Al и Al-сплавов выпускают:
- без нанесения плакирующего слоя, с нормальной (А), утолщенной (У) или технологической (Б) плакировкой;
- без термообработки, в том числе это могут быть отожженные (М) листы – если у них удовлетворительные механические свойства, после термомеханической обработки: полу нагартованные (Н2), нагартованные (Н), а также естественно состаренные после закалки (Т), искусственно состаренные после закалки (Т1) и нагартованные после закалки с естественным старением (ТН),
- с обычным, высоким (В) или повышенным (П) уровнем отделки поверхности;
- с нормальной точностью размеров толщины, ширины, длины, с повышенной точностью всех трех параметров, или выборочно по двум или одному параметру.
Величина предельно допустимых отклонений по толщине листового проката – меньше у проката, изготовленного с повышенной точностью.
Производство алюминиевых листов марки АД1Н
Изготовление сплава марки АД1Н и алюминиевого проката проходит в несколько этапов.
Прежде чем за производство алюминия примутся электролизные заводы, необходимо получить исходное сырье — глинозем. Добывают его методом смешения дробленого боксита, прогретого горячим паром с щелочью.
После ряда химических реакций в растворе щелочи, появляется оксид алюминия с формулой — Al2O3. Это и есть искомый глинозем. Полученным веществом заполняют ванны для дальнейшего электролиза. Процесс электролиза протекает в специальных ваннах в присутствии расплавленного криолита, под действием температуры 950-970°C и тока, с напряжением в сотни ампер. В результате химической реакции получается расплавленный алюминий, который затем подвергается рафинации, фильтрации и обработке флюсами. Весь описанный выше технологический процесс направлен на получение технического алюминия с долей примесей не более 1 % от общей массы вещества. Такой алюминий маркируется литерой «А».
Затем алюминиевый сплав проходит процедуру дегазации и направляется на разливку по формам. Отвердевшие слитки алюминия пригодны для дальнейшей переработки. При получении горячекатаного алюминиевого листа, технологический процесс проходит следующим образом: сплав в жидком состоянии сразу поступает на линию непрерывной разливки. Дальнейшие действия зависят от оснащенности предприятия и принятой технологии. Получение горячекатаного листа марки АД1Н происходит одним из способов:
- Методом горячего проката получают ленту, толщина которой составляет 4 – 12 мм. После чего горячекатаную заготовку обжимают до требуемой толщины в клетях станов холодного проката.
- Получение листа любой толщины на станках холодного проката.
Первый способ предполагает поступление расплавленного алюминия в клети горячего проката, откуда он направляется к валкам-кристаллизаторам, где металл, соответственно, остывает и кристаллизуется. Тянущие ролики доставляют полученную алюминиевую ленту к наматывающему устройству, где готовый прокат сматывается в рулоны. Толщина горячекатаных полос, как уже писалось выше составляет 4-12 мм, а ширина может варьировать от 1000 до 1600 мм. В большинстве случаев горячекатаные алюминиевые листы используют в качестве заготовок для холодного проката, поле которого можно получить более тонкие листы. Ширина полос определяется перед прокаткой и горячекатаное полотно нарезается вращающимися ножницами на полосы требуемой ширины/длины.
Подготовленные по ширине и длине полосы направляются в клети стана холодного проката, где получают конечный продукт – алюминиевые листы марки АД1Н. Полученные листы проходят процедуру отжига и отправляются на упаковку. Если же прокат изготавливают из нагартованного алюминия, процедуру отжига не проводят. Для того, чтобы нагретые валки не оказали влияния на размер получаемого проката (его толщину), всю процедуру производят с использованием охлаждающей смазки.
Деформирующийся сплав АД1 после холодной прокатки позволяет получить листы, толщина которых составляет 0,3 – 10,5 мм. При этом коэффициент вытяжки составляет 40 — 100. При работе на станах холодного проката со сплавом АД1 на обжатие металла требуется больше мощности, а также необходима установка электродвигателей. Алюминиевый лист марки АД1, полученный методами холодного или горячего проката полностью соответствует стандартам качества.
Для производства алюминия требуется мощный энергетический источник, так как некоторые этапы, в частности электролиз, требуют повышенных энергетических затрат. По этой причине, большинство заводов по выработке алюминия, располагается вблизи электростанций.
Стоит отметить, что алюминиевый лист марки АД считается одним из самых распространенных типов продукции, выпускаемой металлургической промышленностью, так как уступает только листам черного проката.
Точность, чистота поверхности, физико-механические свойства, состав алюминиевых листов АД1Н регулируются нормативами ГОСТа21631-76. В частности, на поверхности качественных алюминиевых листов не должно содержаться трещин, инородных вкраплений или раковин. Плакированные листы не должны иметь следы царапин или других видов механического повреждения. Края листа обрезаются под углом 900 и не содержат заусениц или рваных границ.
Производители алюминиевых листов марки АД1Н четко соблюдают контроль качества выпускаемой продукции. От каждой партии отбираются контрольные образцы, по которым сверяют соответствие размеров, плоскости и состава.
Если алюминиевые листы изготавливаются методом холодной штамповки, в качестве сырья для их производства служит прокат, толщина которого не превышает 10 мм. В числе основных преимуществ листов, полученных методом холодной штамповки:
- получаемые детали отличаются меньшим весом;
- изделия имеют высокую точность и качество поверхности;
- за одну смену на станке можно произвести порядка 40 тыс. деталей;
- процесс штамповки может происходить в автоматическом режиме
Детали, полученные методом холодной штамповки хорошо переносят дальнейшую обработку, в том числе: гибку, резку, вытяжку, формовку и др.
Маркируются алюминиевые листы при помощи клейма или стойкой краски. Упаковываются в материалы не подверженные коррозии и препятствующие воздействию атмосферы на продукцию.
Сортамент
Размеры толщины, ширины и длины Al листов указаны в привязке к техническим характеристикам листового проката: применяемого сплава, плакированного слоя, термической и термомеханической обработки. Параметры, с отклонениями в пределах допуска должны соответствовать нормам, установленным настоящим ГОСТ.
Таблица. Размеры
| Марки Al и Al-сплавов | Толщина, мм (от – до включительно) | Длина (от – до включительно), мм | Ширина, мм |
| Без термообработки | |||
| А7, А6, А5, А0 | 5,0-10,5 | 2000 | 600, 800. 900,1000, 1200. 1400,1500, 1600,1800. 2000 |
| АД0, АД, АД1, АД00, | |||
| В95А, | 1000. 1200, 1425, 1500, 2000 | ||
| 1915 | 1200, 1500. 2000 | ||
| А5, А6, А7, А0, АД0, АД, АД1, АД00, АМцС, АМц, АМг2, АМг5, АМг3, АМг3, АМг6Б, АВ, Д1А, Д16А, В95-1А, В95-2А, ВД1А, ВД1Б, ВД1, АКМА | 1000, 1200, 1400, 1500, 1600, 1800, 200 | ||
| После отжига, в мягком состоянии | |||
| А5, А6, А7, А0, АД, АД0, АД1, АД00, | 0,3 – 10,5 | 2000 | 600, 800, 900, 1000, 1200, 1400. 1500,1600,1800, 2000 |
| Д12 | 0,5 – 4,0 | 3000 – 4000 | 1200, 1500 |
| А5, А6, А7, А0, АД0, АД1, АД00, АД, АМцС, АМц, АВ, АМг2 | 0,5 – 0,7 | 2000 – 4000 | 1000, 1200, 1400, 1500, 1600 |
| 0,8 –10,5 | 2000 – 7000 | 1000, 1200, 1400, 1500, 1600, 1800, 2000 | |
| АМг6, АМг6Б, АМг5, АМг3 | 0,5 – 0,7 | 1000, 1200, 1400, 1500, 1600 | |
| 0,8 – 10,5 | 1000, 1200, 1400, 1500, 1600, 1800, 2000 | ||
| АМг6У | 2,5 – 5,5 | ||
| 1565ч | 0,5 – 0,7 | 1000, 1200, 1400, 1500, 1600 | |
| 0,8 –10,5 | 1000, 1200, 1400, 1500, 1600, 1800, 2000 | ||
| 1580 | 1,0 –10,5 | ||
| Д1А, Д16, Д16А, Д16Б, | 0,5 – 0,7 | 2000 – 4000 | 1000, 1200, 1400, 1500, 1600 |
| 0,8 – 4,0 | 2000 – 7000 | 1000, 1200, 1400, 1500, 1600, 1800 | |
| 4,5 –10,5 | 2000 | ||
| Д16У | 0,5 – 0,7 | 2000 – 4000 | 1200, 1500 |
| 0,8 – 4,0 | 2000 – 7000 | ||
| В95А | 0,5 – 0,7 | 2000 – 4000 | 1000, 1200, 1425, 1500 |
| 0,8 – 4,0 | 2000 – 7000 | 1000, 1200, 1425, 1500, 2000 | |
| 4,5 – 10,5 | |||
| В95-2А, В95-2Б, В95-1А, АКМ, АКМА, АКМБ | 1,0 –10,5 | 1200, 1400, 1500 | |
| ВД1, ВД1А, ВД1Б | 0,8 –10,5 | 1000, 1200, 1400, 1500, 1600, 1800, 2000 | |
| 1915 | 0,8 | 2000 – 5000 | 1200 |
| 1,0 – 4,5 | 1200, 1500 | ||
| В полунагартованном состоянии | |||
| А5, А6, А7, А0, АД, АД0, АД1, АД00, | 0,8 – 4,5 | 2000 – 4000 | 1000, 1200, 1400, 1500 |
| АМц, АМцС, АМг2, АМг3 | 0,5 – 0,7 | 2000 – 7000 | 1000, 1200, 1400, 1500, 1600 |
| 0,8 – 4,0 | 1000, 1200, 1400, 1500, 1600, 1800, 2000 | ||
| Д12 | 0,5 – 4,0 | 3000 – 4000 | 1200, 1500 |
| В нагартованном состоянии | |||
| А5, А6, А7, А0, АД, АД0, АД1, АД00, | 0,3 – 10,5 | 2000 | 600, 800, 900, 1000 |
| 0,5 – 0,7 | 2000 – 7000 | 1000, 1200, 1400, 1500, 1600 | |
| 0,8 – 4,0 | 1000, 1200, 1400, 1500, 1600, 1800, 2000 | ||
| АМц, АМцС, АМг2 | 0,5 – 0,7 | 1000, 1200, 1400, 1500, 1600 | |
| 0,8 – 4,0 | 1000, 1200, 1400, 1500, 1600, 1800, 2000 | ||
| ВД1А, ВД1Б, ВД1, АКМА | 0,8 – 4,0 | 1000, 1200, 1500 | |
| ММ | 1,0 – 4,5 | 2000 – 4000 | 1000, 1200, 1400, 1500 |
| Естественно состаренные, после закалки | |||
| АВ, Д1А, Д16, Д16А, Д16Б, | 0,5 – 0,7 | 2000 – 5000 | 1000, 1200, 1400, 1500, 1600 |
| 0,8 –10,5 | 2000 – 7200 | 1000, 1200, 1400, 1500, 1600, 1800, 2000 | |
| Д16У | 0,5 – 4,0. | 1200, 1500 | |
| Д19А | 0,5 – 10,5 | 600, 800, 900, 1000, 1200, 1400, 1500, 1600, 1800, 2000 | |
| В95-1А, В95-2А, ВД1А, ВД1Б, ВД1, АКМА | 0,8 – 10,5 | 2000 – 7000 | 1000, 1200, 1500, 1600, 1800, 2000 |
| 1915 | 1,0 – 4,5 | 2000 – 5000 | 1200, 1500 |
| 5,0 – 10,5 | 2000 –7000 | 1200, 1500, 2000 | |
| Искусственно состаренные, после закалки | |||
| АВ | 0,5 – 0,7 | 2000 – 5000 | 1000, 1200, 1400, 1500, 1600 |
| 0,8 –10,5 | 2000 – 7000 | 1000, 1200, 1400, 1500, 1600, 1800, 2000 | |
| В95А | 0,5 – 0,7 | 2000 – 5000 | 1000, 1200, 1425, 1500 |
| 0,8 – 4,0 | 2000 – 7200 | 1000, 1200, 1425, 1500, 2000 | |
| 4,5 – 10,5 | 2000 – 7000 | ||
| Нагартованные, после закалки и естественного старения | |||
| Д16, Д16А, Д16Б | 1,5 – 7,5 | 2000 – 7200 | 1000, 1200, 1400, 1500 |
Листовой прокат немерной длины должен нарезаться в пределах норм, установленным настоящими техническими условиями. Интервалы между значением длины – 500 мм.
Алюминиевые листы по ГОСТ 21631-76
Алюминиевые листы изготавливают по ГОСТ 21631-76 «Листы из алюминия и алюминиевых сплавов». Этот стандарт имеет довольно большой объем, а также весьма «рыхлое», трудное для восприятия изложение. Ниже представлен ознакомительный обзор ГОСТ 21631-76 с выделением наиболее важных моментов. В профессиональной деятельности нужно применять полный и актуализированный текст стандарта.
1 Классификация алюминиевых листов по ГОСТ 21631-76
1.1 Способ изготовления алюминиевых листов: 1) неплакированные – без дополнительного обозначения; 2) плакированные: с технологической плакировкой – Б; с нормальной плакировкой – А; с утолщенной плакировкой – У.
1.2 Состояние материала алюминиевых листов: 1) без термической обработки – без дополнительного обозначения; 2) отожженные – М; 3) полунагартованные – Н2; 4) нагартованные – Н; 5) закаленные и естественно состаренные – Т; 6) закаленные и искусственно состаренные – Т1; 7) нагартованные после закалки и естественного старения – ТН.
1.3 Качество отделки поверхности алюминиевых листов: 1) высокой отделки – В; 2) повышенной отделки – П; 3) обычной отделки – без обозначения.
1.4 Точность изготовления алюминиевых листов: 1) повышенной точности по толщине, ширине, длине, или по одному или двум из этих параметров; 2) нормальной точности по толщине, ширине и длине – без дополнительного обозначения.
2 Сортамент алюминиевых листов по ГОСТ 21631-76
2.1 Стандарт задает номинальную толщину алюминиевых листов от 0,3 до 10,5 мм с шагом от 0,1 мм до 0,5 мм. Предельные отклонения зависят от толщины и ширины листов и точности их изготовления.
2.2 Примеры
1) Предельные отклонение по толщине листа толщиной 0,3 мм и шириной 1000 мм: – повышенной точности: – 0,07 мм; – нормальной точности: – 0,10 мм.
2) Предельные отклонение по толщине листа толщиной 10,5 мм и шириной 1000 мм: – повышенной точности: – 0,48 мм; – нормальной точности: – 0,50 мм.
3 Алюминий и алюминиевые сплавы для листов по ГОСТ 21631-76
Алюминиевые листы изготавливают: 1) из алюминия марок А7, А6, А5, А0 по ГОСТ 11069-74; 2) из алюминия марок АД00, АД0, АД1, АД по ГОСТ 4784-97; 3) из алюминиевых сплавов по ГОСТ 4784-97: – АМц, АМцС, ММ, Д12; – АМг2, АМг3, АМг5, АМг6; – АВ; – Д1, Д16; – В95, 1915; 4) из алюминиевых сплавов по ГОСТ 1131-76: В95-1, АКМ, В-95-2, ВД1.
4 Плакировка алюминиевых листов по ГОСТ 21631-76
4.1 Для плакировки листов из алюминиевых сплавов Д1, Д16, АМг6, ВД-1 и АКМ применяют алюминий с следующим химическим составом:алюминий – не менее 99,30; железо – не более 0,30 %; кремний – не более 0,30 %; медь – не более 0,02 %; марганец – не более 0,025 %; цинк – не более 0,1 %; титан – не более 0,15 %; магний – не более 0,05 %; прочие примеси, каждая – не более 0,02 %.
4.2 Для плакировки листов из алюминиевых сплавов В95, В95-2, В95-1 применяют алюминиевый сплав со следующим химическим составом:алюминий – основной компонент; цинк – 0,9-1,3 %; железо – не более 0,3 %; кремний – не более 0,3 %; медь – не контролируется; марганец – не более 0,025 %; титан – не более 0,15 %; маний – не контролируется; прочие примеси, каждая – не более 0,05 %.
4.3 Толщина плакирующего слоя на алюминиевых листах по ГОСТ 21631-76
4.3.1 Листы толщиной от 0,5 до 1,9 мм: 1) технологическая плакировка: не более 1,5 % от толщины листа; 2) нормальная плакировка: не менее 4,0 % от толщины листа; 3) утолщенная плакировка: не менее 8,0 % от толщины листа. 4.3.2 Листы толщиной свыше 1,9 до 4,0 мм: 1) технологическая плакировка: не более 1,5 % от толщины листа; 2) нормальная плакировка: не менее 2,0 % от толщины листа; 3) утолщенная плакировка: не менее 4,0 % от толщины листа. 4.3.3 Листы толщиной свыше 4,0 до 10,5 мм: 1) технологическая плакировка: не более 1,5 % от толщины листа; 2) нормальная плакировка: не менее 2,0 % от толщины листа;
5 Плоскостность алюминиевых листов по ГОСТ 21631-76
5.1 Требования к отклонениям от плоскостности алюминиевых листов по ГОСТ 21631-76 зависят от: – химического состава алюминиевых сплавов; – состояния материала листа; – ширины листа; – длины листа; – способа прокатки — горячей или холодной. 5.2 Отклонение от плоскостности листа контролируют при свободной его укладке (каждой стороной) на плоскость поверочной плиты: 1) по всей поверхности листа, включая длинные стороны; 2) по коротким сторонам, включая длинные стороны до 300 мм от углов листа. 5.3 Первая группа листов: из алюминиевых сплавов АВ, Д1, В95, Д16, 1915, В95-1, В95-2, АКМ, ВД1: – в отожженном и – в закаленном и состаренном состояниях. Эта группа листов имеет самые жесткие допуски по отклонениям от плоскостности. Например, для «среднего» листа толщиной 5 мм, шириной 1500 мм и длиной 4000 мм отклонение 1) должно быть не более 22 мм, а отклонение 2) — не более 40 мм. 5.4 Вторая группа листов: из алюминия всех марок и всех алюминиевых сплавов в: – в полунагартованном и нагартованном состояниях; – отожженном состоянии (кроме перечисленных в 6.3). Эта группа листов имеет умеренные допуски по отклонениям от плоскостности. Например, для того же «среднего» листа толщиной 5 мм, шириной 1500 мм и длиной 4000 мм отклонение 1) должно быть не более 25 мм, а отклонение 2) — не более 40 мм. 5.5 Третья группа листов: из алюминия и алюминиевых сплавов: – в отожженном состоянии толщиной выше 4 мм, изготовляемых способом горячей прокатки; – без термической обработки. Третья группа имеет самые широкие допуски по плоскостности. Например, для того же «среднего» листа толщиной 5 мм, шириной 1500 мм и длиной 4000 мм отклонение 1) должно быть не более 30 мм, а отклонение 2) — не более 45 мм.
6 Качество поверхности алюминиевых листов по ГОСТ 21631-76
6.1 Поверхность листов всех групп отделки должна быть: глянцевая или матовая, без трещин, рванин, расслоений, пузырей, пережога, налета селитры, пятен коррозионного происхождения, диффузионных пятен, шлаковых включений, участков без плакировки (на плакированных листах), размытых беловатых пятен от закалки, а также неметаллических включений металлургического производства. 6.2 Стандарт устанавливает также специальные требования к качеству поверхности алюминиевых листов высокой и повышенной отделки.
Обозначение
Условное обозначение листового проката из Al и сплавов на основе Al включает информацию о металлопродукции в следующей последовательности: о марке сплава, плакировании, термообработке, размерах: толщина х ширина х длина, уровне точности изготовления. Далее указывается номер и год настоящего ГОСТ. В заключении ставится буква, свидетельствующая о качестве отделки поверхности.
Пример: Лист АМг6 Б Н2 4,5 П х 1400П х 2500 ГОСТ 21631-2019 П
Лист из деформируемого Al-сплава – АМг6, с технологическим плакированием, в полу нагартованном состоянии, толщиной 4,5 мм, шириной 1400 мм, длиной 2500 мм, с повышенной точностью размеров толщины и ширины, произведенный по техническим условиям ГОСТ 21631-2019, с отделкой поверхности повышенного качества.
Стоимость алюминиевого листа АД1Н
Ознакомится с текущими ценами на ассортимент товара можно в каталоге. Однако конечная стоимость заказа рассчитывается в индивидуальном порядке и зависит от многих факторов, в том числе: вес, количество, арка, размеры и т.п.
Также при расчёте стоимости нужно учесть логистику: расстояние, необходимость хранения продукции на складах, количество перевалок (если есть), упаковка и т.д. Кроме того на конечную стоимость продукции может повлиять сезонность и скачки валютного курса.
Требования к планируемому слою
Толщина плакирующего слоя является нормируемой величиной. Она устанавливается в процентах от толщины листа до плакировки.
Таблица. Нормы толщины плакирующего слоя
| Толщина листов, мм | 0,5 – 1,9 | 2,0 – 4,0 | 4,5 – 10,5 |
| Плакирование | Толщина, в зависимости от способа плакировки, % | ||
| Нормальное | 4 | 2 | 2 |
| Технологическое | 1,5 | 1,5 | 1,5 |
| Утолщенное | 8 | 4 | – |
Плакирующий слой наносится на поверхности с обеих сторон. В качестве плакирующего материала применяют алюминий, легированный цинком, с минимальным содержанием примесей. Выбор материала осуществляется в зависимости от назначения листовой продукции. Имеется уточнение по сплаву АМг6 – утолщенная плакировка составляет не менее 4% от толщины.
Сортамент и характеристики
В зависимости от способа изготовления, габариты алюминиевых листов АД1Н могут варьировать:
- по толщине: 0,3 — 10,5 мм;
- по ширине: 600 — 2000 мм;
- по длине: 2000 — 7000 мм.
Листы алюминиевые марки АД1Н не нуждаются в дополнительной обработке механическими способами. При необходимости повысить пластичность материала, прокат проходит термическую обработку. Эта процедура улучшает качество материала, облегчая штамповку (что особенно важно при изготовлении деталей сложной формы) и свариваемость алюминиевых листов.
Алюминиевые листы марки АД1Н производятся в различных модификациях, которые зависят от сферы их дальнейшей эксплуатации:
Для пищевого производства выпускается пищевой алюминий. Из него изготавливают посуду, упаковочную тару для транспортировки и хранения продуктов. К алюминиевым листам марки АД1Н пищевого назначения предъявляются жесткие требования в плане состава. Для данного сплава включение мышьяка, свинца, цинка, бериллия и других элементов, оказывающих негативное действие на организм человека не должно превышать допустимые стандартом нормы. Максимально возможная концентрация этих веществ отражена в нормативах ГОСТов 17151-2019 и 51016–97. Помимо этого, изделия, изготовленные из пищевого алюминия должны сертифицированы.
Алюминиевый лист марки АД1Н гофрированный. Данный тип продукции отличается повышенной устойчивостью к атмосферному воздействию, высокими антикоррозийными свойствами и длительным периодом эксплуатации. Изделия из гофрированных листов хорошо переносят влажный и тропический климат. Чаще всего используются при облицовке строений, возведении заборов и т.п. Поставляются гофрированные листы рулонами. По форме гофры могут быть закругленными или с четкими гранями.
Алюминиевый лист АД1Н перфорированный. Перфорированные листы по всей своей площади имеют равноудаленные отверстия одинакового диаметра. Наносят перфорацию либо сразу, во время проката, либо на специализированных станках непосредственно перед использованием. Такой прокат отличается малым удельным весом и долговечностью. Востребован в мебельной промышленности и строительной сфере.
Требования к механическим свойствам
Таблица. Показатели механических свойств при усилии на растяжение
| Марки Al и Al-сплавов | Сведение о термической обработке (б/т – без обработки) | Предел текучести, МПа | Временное сопротивление, МПа | Относительное удлинение, % |
| АД0. АД1.АД00, АД, А7. А6, А5. А0, | М | – | 60 | А7. А6, А5. А0 – 20; АД0. АД1.АД00, АД – 25-30 |
| Н2 | – | 100 | 6 | |
| Н | – | А7. А6, А5. А0 – 145; АД0. АД1.АД00, АД – 130-145 | А7. А6, А5. А0 – 3; АД0. АД1.АД00, АД – 4-5 | |
| б/т | – | 70 | 15 | |
| АМц, АМцС | М | – | 90 | 18-22 |
| Н2 | – | 145 | 5-6 | |
| Н | – | 185 | 1-4 (от толщины) | |
| б/т | – | 100 | 10 | |
| ММ | Н | Испытания не проводят | ||
| Д12 | М | – | 155 | 13 |
| Н2 | – | 220 | 2 | |
| АМг2 | М | – | 165 | 16-18 |
| Н2 | 145 | 235-315 | 5-6 | |
| Н | 215 | 265 | 3-4 | |
| б/т | – | 174 | 7 | |
| АМгЗ | М | 80-100 | 185-195 | 15 |
| Н2 | 195 | 245 | 7 | |
| б/т | 80 | 185 | 12-15 (от толщины) | |
| АМг5 | М | 130-145 (от толщины) | 275 | 15 |
| б/т | 130 | 12-15 | ||
| АМг6, АМг6Б | М | 140-155 | 305-315 | 15 |
| б/т | 155 | 315 | ||
| АМгБУ | М | 130 | 275 | 15 |
| 1565ч | М | 160-175 (от толщины) | 335 | 15 |
| б/т | 175 | |||
| Н2 | 265 | 360 | 10 | |
| 1580 | М | 260-280 | 360-380 | 12-15 |
| Н2 | 310 | 400 | 10 | |
| АВ | М | – | в пределах 145 | 15-20 |
| Т | – | 175-195 | 16-20 | |
| Т1 | – | 295 | 8-10 | |
| б/т | – | 175- 295 (от старения) | 7-14 (от толщины) | |
| Д1А | М | – | 145-235 | 12 |
| Т | 180-195 | 365-375 | 15 | |
| б/т | 180 | 355 | 12 | |
| Д16, Д16Б | М | – | 145-235 | 10 |
| Т | 290 | 440 | 10-13 | |
| ТН | 360 | 475 | 8-10 | |
| Д16У | М | – | 135-235 | 10 |
| Т | 230-270 (от толщины) | 365-405 | 13 | |
| Д16А | б/т | 255 | 415 | 10 |
| ТН | 335-345 (от толщины) | 425-455 | 8-10 | |
| М | – | 145-235 | 10 | |
| Т | 270-275 | 405-425 | 10-13 | |
| В95А | М | – | в пределах 245 | 7 |
| Т1 | 400-410 | 480-490 | 6-7 | |
| б/т | 410 | 490 | 6 | |
| АКМА | М | в пределах 245 | 10 | |
| Т | 315 | |||
| Н | Испытания не проводят | |||
| б/т | 315 | 10 | ||
| АКМБ, АКМ, В95-2А, В95-2Б, В95-1А | М | – | в пределах 245 | 10 |
| Т | – | 315 | ||
| б/т | Испытания не проводят | |||
| 1915 | М | – | в пределах 245 | 10 |
| Т | 165-195 (от периода старения) | 275-315 | ||
| б/т | 265-315 | |||
| ВД1А, ВД1Б, ВД | М | – | в пределах 245 | 10 |
| Н | Испытания не проводят | |||
| Т | – | 335 | 12 | |
| б/т | – | |||
Требования к поверхности
На поверхности листов, имеющих повышенную и высокую отделку, с обеих сторон:
- не допускается шероховатость поверхностей, более 125 мкм;
- должны полностью отсутствовать, надрывы, следы от валков, полосы и пятна от пригара;
- могут присутствовать: мелкие металлические закаты площадью в зависимости от ширины листа;
- пузыри – для отделки качеством В – не более 20 мм² на 1 м², для отделки П – не более 40 м²;
- допускаются мелкие вмятины, цвета побежалости, насечки длиной не более 4 мм, легкая потертость – не более 1% от площади листа;
- разрешены следы выкрашивания заката, единичные и групповые (менее 5) царапины, глубиной не более 0,02 при ширине проката до 1,2 м и до 0,05 на листах шире 1,2 м.
Глубина допустимых дефектов не может быть больше 50% предельного допуска по отклонениям размера толщины. Царапины, насечки, вмятины не должны нарушать слой нормальной и утолщенной плакировки.
Защитные покрытия
Повысить прочность и антикоррозийные качества алюминиевого листа марки АД1Н помогает оксидная пленка, нанесение которой на поверхности листового проката называется – анодированием. Выполняется процедура анодирования с погружением листового проката в раствор кислот и использованием метода электролиза. Толщина такой пленки составляет до 250 мкм, и обеспечивает надежную защиту.
Помимо утилитарной у анодирование есть и эстетическая функция. Меняя состав электролита, можно наносить на поверхность листа пленку разного цвета.
Кроме анодирования защитные пленки можно наносить при помощи плазменных установок, которые в последнее время стали пользоваться большой популярностью. Покрытия, нанесенные плазменным методом отличаются более высокой прочностью и широким спектром расцветок.
Приемка и технический контроль качества
Качество поверхности определяют на каждом изделии – визуально, без применения приборов. Глубину дефектов и шероховатость проверяют профилометром и индикаторным глубиномером. Проверка шероховатости – по требованию заказчика.
Плоскостность проверяется на соответствие нормам посредством укладки листа, поочередно каждой стороной на плоскость контрольной плиты и измерением отклонений лекалом
Контроль размерных параметров осуществляют, путем обмера: толщины – микрометром, длины и ширины – рулеткой. Проверяется каждое 10-е изделие.
Химический состав определяют на пробах, взятых от 2-х изделий из партии – химическим или спектральным анализом. Образцы проб отбираются в соответствии ГОСТ 24231-80.
Микроструктура исследуется металлографическим способом или методом вихревых токов, по разработанным производителем методикам.
Для контроля механических свойств из отобранного из партии листа (не менее 1), поперек направлению прокатки, вырезается плоский, установленной, пропорциональной формы образец. Регламент испытаний: листы толщиной: 0,8-2,5 мм – ГОСТ 11701-84, толщиной: 3,0-10,5мм – ГОСТ-1497-84. В протоколе испытаний указывают min и max значения. Временное сопротивление, предел текучести и относительное удлинение не контролируется у листов, произведенных по технологии, обеспечивающей нормативы.
Правила хранения и транспортировки
Клеймо с маркой сплава, знаком термообработки и плакировки, размерами, номером партии и штампом технического контроля ставится на расстоянии до 30 мм, по стороне, являющейся шириной изделия. В партии может быть: заклеймен 1 верхний лист, все листы или по согласованию с потребителем без клеймения.
Производитель обеспечивает хранение с защитой от действия коррозии. Листы упаковываются в пачки. При транспортировке, каждое грузовое место маркируется согласно правилам ГОСТ 14192-96.
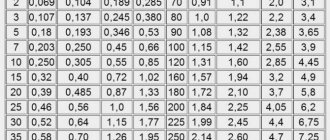
Таблица. Приложение А – теоретически масса
| Толщина (мм) | Расчетный вес (кг) – 1 метра листа (по средней плотности), при ширине проката (мм) | |||||||
| 600 | 1000 | 1200 | 1400 | 1500 | 1600 | 1800 | 2000 | |
| 0,3 | 0,473 | 0,715 | – | – | – | – | – | – |
| 0,4 | 0,646 | 1,001 | 1,168 | – | – | – | – | – |
| 0,5 | 0,818 | 1,288 | 1,511 | 1,762 | 1,793 | 2,013 | – | – |
| 0,6 | 0,981 | 1,545 | 1,854 | 2,142 | 2.295 | 2,447 | ||
| 0,7 | 1,153 | 1.831 | 2.198 | 2.543 | 2,724 | 2,905 | ||
| 0,8 | 1,308 | 2.117 | 2,524 | 2,923 | 3,131 | 3,34 | 3.704 | 4,114 |
| 0,9 | 1,480 | 2.404 | 2,87 | 3,324 | 3,56 | 3,797 | 4,22 | 4,686 |
| 1,0 | 1,635 | 2.647 | 3,160 | 3,664 | 3, 925 | 4,185 | 4,681 | 5,20 |
| 1,2 | 1,98 | 3.22 | 3,846 | 4,465 | 4,783 | 5,10 | 5,659 | 6,286 |
| 1,5 | 2,453 | 4,006 | 4,774 | 5,506 | 5,898 | 6,30 | 7,05 | 7.83 |
| 1,6 | 2,625 | 4,292 | 5,117 | 5,906 | 6,327 | 6,747 | 7,562 | 8,40 |
| 1.8 | 2,970 | 4,864 | 5,804 | 6,707 | 7,184 | 7,662 | 8,591 | 9,543 |
| 1,9 | 3,142 | 5,151 | 6,147 | 7.108 | 7,613 | 8,12 | 9,105 | 10,114 |
| 2,0 | 3,314 | 5,437 | 6,456 | 7.488 | 8,021 | 8,554 | 9.594 | 10,657 |
| 2,5 | 4,131 | 6,796 | 8,105 | 9,43 | 10,101 | 10.772 | 12,089 | 13,428 |
| 3,0 | 4,95 | 8,155 | 9,788 | 11,332 | 12,14 | 12,945 | 14,533 | 16,143 |
| 3,5 | 5,81 | 9,586 | 11,470 | 13,314 | 14,262 | 15,21 | 17,08 | 18,971 |
| 4,0 | 6,67 | 11,016 | 13,136 | 15,296 | 16,385 | 17,474 | 19,625 | 21,80 |
| 4,5 | 7,531 | 12,447 | 14,853 | 17,298 | 18,53 | 19,761 | 22,197 | 24,657 |
| 5,0 | 8,35 | 13,806 | 16,553 | 19,28 | 20,653 | 22,025 | 24,744 | 27,486 |
| 5,5 | 9,24 | 15,267 | 18,31 | 21,32 | 22,835 | 24,35 | 27,354 | 30,381 |
| 6,0 | 10,104 | 16,63 | 19,943 | 23,226 | 24,876 | 26,526 | 29,801 | 33,098 |
| 6,5 | 10,967 | 18,063 | 21,663 | 25,232 | 27,024 | 28,817 | 32,376 | 35,96 |
| 7,0 | 11,831 | 19,496 | 23,367 | 27,217 | 29,151 | 31,085 | 34,926 | 38,791 |
| 7,5 | 12,694 | 20,93 | 25,09 | 29,223 | 31,30 | 33,375 | 37,502 | 41,652 |
| 8,0 | 13.515 | 22,292 | 26,74 | 31,15 | 33,361 | 35,574 | 39,975 | 44,398 |
| 8,5 | 14,378 | 23.725 | 28,46 | 33,154 | 35,51 | 37.865 | 42,55 | 47,26 |
| 9,0 | 15,242 | 25,16 | 30,164 | 35,14 | 37,636 | 40,133 | 45,10 | 50,091 |
| 9,5 | 16,105 | 26,592 | 31,884 | 37,145 | 39,784 | 42,424 | 47,676 | 52,951 |
| 10,0 | 16,926 | 27,954 | 33,553 | 39,111 | 41,90 | 44,668 | 50,226 | 55,783 |
| 10,5 | 17,79 | 29,39 | 35,274 | 41,117 | 44,038 | 46,96 | 52,802 | 58,644 |
Теоретический расчет массы произведен для Al и Al-сплавов, приняв усредненное значение плотности материала – 2,71 г/см. Для справки: плотность сплавов АМг5 и АМг6 – 2,65 г/см