Загнуть металлическое изделие можно разными способами, но без специнструментов качество будет низким. С помощью кромкогиба можно решить многие вопросы, связанные с подготовкой деталей из листов металла.
Его особенности:
- возможность гиба конкретной длины,
- отсутствие сварочных швов.
Это позволяет предупредить образование коррозии в будущем, изготовить элементы повышенной прочности. Техника работы с техническим средством проста. На его шкале достаточно установить необходимые параметры гиба, вставить плоскость между основной и прижимной деталью и, двигая, загибать кромку.
Для этого не нужны значительные усилия и нагрев металла. Обработку изделий из меди, алюминия, металлических сплавов и углеродистой стали выполняют способом сгибания на станках или вручную.
Устройство ручных кромкогибов
Кромкогибочные станки сконструированы так, что усилие одномоментно действует по всей протяженности кромки или листовой заготовки. В результате в одно и то же время осуществляется деформация края, но металл не корежится, а ложится ровным швом.
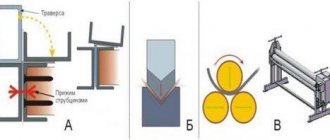
Конструкции такого оборудования подразделяются на виды:
- ротационных,
- прессовых,
- поворотных.
Современный рынок предоставляет возможность приобрести разные конструкции листогибочного устройства, но его можно изготовить собственными руками.
Кромкогибочный инструмент внешне похож на листогибочные изделия, но конструктивно устройства отличаются друг от друга. Длина рабочей области отбортовки у ручных кромкогибов может быть небольшой, ведь параметры высоты борта и радиуса закругления не меняются.
Если при большой протяженности кромкообразования необходимо выполнять процесс одновременно, принцип работы кромкогиба более похож на технологию листогиба, различие, по сути, только в способе прижимания заготовки.
Гидравлический листогиб своими руками
Гибочный станок для листового металла вполне можно изготовить в домашних условиях.
Такое оборудование нужно далеко не каждому домашнему мастеру, но зато тем, например, кто занимается кровельными работами, он поможет в значительной мере увеличить собственный заработок. А для кого-то, возможно, и вовсе станет первым станком будущего завода.
Сферы применения
Приспособления для сгибания металла применяются в разных отраслях. Их используют для создания фальцев из кровельного железа, изготовления из жестяных или металлических листов воздуховодов прямоугольной формы, подготовки краев изделий под сварочные работы, деталей геометрических форм. Ручные кромкогибы активно применяются для строительных, ремонтных работ. Они востребованы во время проведения ремонта автомобилей.
К числу преимуществ такой технологии, кроме небольшой толщины получаемых краев и невысокой стоимости металлического проката, следует добавить высокую стойкость к износам.
Где применяется кромкогиб?
Приспособление нашло применение во многих сферах промышленности. В частности, его можно использовать для формирования фальцев кровельного железа, воздуховодов, и выполнять подготовку кромок изделия для сварных соединений. Сегодня авторемонту отдается одно из первых мест в применении устройства, так как автомобили с каждым годом становятся наиболее популярными среди населения.
Основные разновидности
Кромкогибочное оборудование выпускается в виде мобильных и стационарных моделей. Конструкции станков массивны и практически не разбираются.
Они монтируются непосредственно на месте использования, а передвигаются только при помощи технических средств.
Модели могут быть:
- ручными,
- пневматическими,
- гидравлическими.
Особое место в линейке изделий у сегментных ручных приспособлений, предназначенных для изготовления корпусов, ящиков, т.е. изделий, «закрытых» со всех сторон». Благодаря разной комплектации, сегменты устанавливаются произвольно. Такое оборудование позволяет получить любую длину гиба, не превышающую рабочую длину станка.
Друг от друга модели инструмента отличаются не только мощностью, эффективностью и толщиной обрабатываемых материалов, но и разновидностью металла.
Портативные модели кромкогибов с постепенным формообразованием состоят из:
- двух прорезиненных ручек, при этом одна может быть подвижной, другая нет,
- рычажной системы для приложения усилий,
- рабочих губок с профилем, соответствующим параметрам кромки
- регулируемого ограничителя хода в виде шлицевого винта, снабженного резьбой.
Наиболее простой конструкцией обладают ручные изделия роликового вида. Весь процесс осуществляется рукояткой, а основную задачу по деформированию металла выполняют ролики. Ширина гиба регулируется специальным ограничителем, установленным на направляющих инструмента.
В роликовом кромкогибе трение во время скольжения губок заменяет трение качения при вращения роликов. При этом формообразующее усилие значительно снижается, но конструкция инструмента менее универсальна, потому что невозможно изменить параметры кромкообразования из-за одной пары роликов. К тому же, кромкогибы с роликами не дают возможности осуществить отбортовку малых радиусов внутри изделия.
Существенным недостатком портативных моделей ручного инструмента считается их недостаточная точность. В процессе движения приспособления вдоль линии будущего края постепенно увеличивается погрешность, которая может достигнуть более миллиметра. Это недопустимо при таких работах, как кузовной авторемонт, поэтому качество кромок зависит от опыта мастера. Из-за таких технических характеристик роликовый кромкогиб целесообразно использовать только для решения несложных задач.
Более функционален станок с гидравлическим приводом. Благодаря высокой мощности он отлично справляется с заготовками из металлических листов даже значительной толщины.
Разновидности кромкогибов
Принцип его действия заключается в перемещении по ширине обрабатываемого листа, в результате чего металлическое изделие постепенно сгибается по назначенному шву. Максимальная ширина обрабатываемой заготовки составляет 0,8 мм.
Портативный кромкогиб ручного применения включает следующие компоненты:
- подвижные прорезиненные ручки;
- рычажная система, с помощью которой регулируется сила нажатия;
- рабочие губки, соразмерные ширине кромки;
- ограничитель хода, представленный в виде резного винта.
К отрицательным свойствам ручного приспособления можно отнести невысокую точность выполняемых кромкогибочных операций. При ручном передвижении инструмента деталь может выйти из искомого положения, что ведёт к образованию погрешности. В результате такого производственного огреха обрабатываемый объект может обрести некорректную форму.
Роликовые приспособления более ограничены в своём действии, так как одной пары встроенных роликов недостаточно для того, чтобы производить операции по формированию тонкой отбортовки небольшого радиуса. В данном случае можно осуществить замену роликов, подстраивающихся под форму отгиба, но подобное трудоёмкое вмешательство в изделие сомнительно.
Кромкогибочный инструмент гидравлического типа позволяет совершать более технологичные и насыщенные операции. Большой мощностный потенциал данного устройства допускает обработку кромок значительной толщины. Станки с электромеханическим и пневматическим приводом также отличаются высокими показателями обработки изделий.
Гидравлический кромкогиб
Как сделать ручной кромкогиб для авторемонта
В целях экономии можно изготовить самодельный кромкогиб для кузовного ремонта. Он значительно облегчит изготовление, например, латки на пороге или крыле автомобиля.
При этом место ремонта не будет выступать над поверхностью, что сократит время и затраты на шпаклевку и покраску.
Роликовую модель для сгибания жести можно изготовить из:
- пары подшипников,
- болта для оси диаметром, равным внутреннему диаметру подшипников,
- толстой пластины металла,
- рукоятки от «болгарки».
Процесс изготовления роликовой модели для сгибания жесть
- Отрезав от болта два отрезка, одинаковой длины, посадить на них подшипники.
- В пластине просверлить отверстия для сварки.
- Установить в пластину подшипники с расстоянием в 1 мм друг от друга.
- К центру пластины с противоположной от подшипников стороны приварить гайку для рукоятки от «болгарки».
Шлифовальный и обдирочный инструмент
Чтобы сделать дерево идеально гладким, необходим шлифовальный инструмент. Маленькие фигурки и детали из древесины шлифуют вручную шлифовальной бумагой, наждачкой, совершая монотонные механические движения. Чтобы заглаживать края, торцы изделий, применяют рашпили. Это специальные напильники для дерева с крупной насечкой.
Для больших площадей используют электрические деревообрабатывающие машинки, к ним относятся:
- болгарки со шлифовальными насадками;
- ленточные шлифмашинки;
- эксцентриковые (орбитальные);
- плоскошлифовальные (вибрационные).
Ленточный инструмент больше подходит для грубой зачистки, снятия толстого слоя краски или выравнивания поверхности. Более тонкую шлифовку проводят эксцентриковыми и плоскошлифовальными агрегатами.
https://youtube.com/watch?v=eE7APGHLIGU
Инструмент жестянщика
Такой кромкогиб необходим во время авторемонта для плавного перехода латки металла к основе. После рихтовки обе плоскости должны быть соосны друг с другом.
На тонком листе железа невозможно гарантировать надежность соединения сварного шва встык. Приспособление позволяет подготовить профиль кромки под сварку внахлест. Он значительно упрощает процесс ремонта кузова автомашины, если требуется согнуть металл под углом 90 градусов, т.е. делать кромку или отбортовку. Кромкогибочные устройства для авторемонта отличаются простой конструкцией и невысокой ценой, поэтому их самостоятельное изготовление не всегда нецелесообразно. Иногда лучше купить такую оснастку, для которой в домашнем хозяйстве найдется дополнительное применение.
Видео инструкция как пользоваться кромкогибом жестянщика
Как сделать дырокол своими руками для бумаги
Чтобы легче было проколоть лист, предварительно шило лучше разогреть на газовой горелке. Можно также использовать обычную зажигалку.
В этом случае важно внимательно следить за тем, насколько сильно разогрет паяльник, по неосторожности можно сделать отверстие большого размера, получить ожог. Дырокол – механическое приспособление, которое предназначено для быстрого пробивания отверстий в бумаге. Есть инструменты, которыми можно работать с более плотными материалами
Производители предлагают дыроколы, которые одновременно могут делать одно или четыре отверстия
Есть инструменты, которыми можно работать с более плотными материалами. Производители предлагают дыроколы, которые одновременно могут делать одно или четыре отверстия
Дырокол – механическое приспособление, которое предназначено для быстрого пробивания отверстий в бумаге. Есть инструменты, которыми можно работать с более плотными материалами. Производители предлагают дыроколы, которые одновременно могут делать одно или четыре отверстия.
В некоторых случаях под рукой не оказывается нужного инструмента и следует знать, чем можно заменить дырокол.
Чтобы сделать аккуратные отверстия в бумаге или открытке, через которые будет в дальнейшем фиксироваться лист, можно использовать шило. Такие инструменты могут быть разного диаметра, можно поэкспериментировать, если дырокола не оказалось под рукой.
Шилом можно также делать отверстия в тонком пластике. Предварительно стрежень лучше разогреть, так будет работать значительно легче. В процессе не стоит забывать о правилах безопасности, чтобы не травмироваться.
Пневматический кромкогиб
У мастеров особо популярны кромкогибы с пневматическим приводом, работающие как «поворотная балка». Пневмопривод способствует значительному давлению (до 6,2 бар) на обрабатываемое изделие. Но применять такое оборудование можно, работая с листовым металлом не толще 1,2 мм. В этом случае ширина кромки будет не более 12 мм.
При желании собственноручно смастерить пневмостанок, необходимо учитывать, что для его работы требуется расход воздуха минимум 113 л/мин.
Пневмодырокол
Это универсальная модель инструмента. С одной стороны конструкция оснащена механизмом для пробивания отверстий, с другой — губками для формирования кромки.
Благодаря этому можно одновременно загибать кромку и делать отверстия в металле для крепежа. Именно поэтому инструмент нередко называют пневмопробойником. Его рабочая часть изготавливается из быстрорежущей стали. Прорезиненные рукоятки изделия оснащаются пружинами. Они способствуют уменьшению давления на ладони, что облегчает процесс пробивания и обработки.
Любая модель дырокола-кромкогиба работает значительно быстрее и эффективнее ручных аналогов, поэтому интенсивно используются на автостанциях техобслуживания и в автосервисах.
Как пользоваться?
Работа ручного кромкогиба заключается в нескольких этапах.
- Обездвиживание обрабатываемой детали. Лист, который обрабатывает мастер, не должен совершать лишних движений.
- Настройка ширины обработки. С помощью регулировочного элемента выставляется ширина кромки.
- Установка обрабатываемого листа металла между движущимися створками (или роликами) рабочей части инструмента.
- Собственно, прилагаемое усилие. С его помощью формируется кромка на краю листа.
Длинные ручки (до полуметра) позволяют приложить приличное усилие, чтобы лист металла поддался. Ведите инструмент по краю листа как можно ровнее, чтобы обжимаемый участок выглядел чётко и аккуратно.
Видеообзор роликового листогиба WUKO Combo Bender 5000 вы можете посмотреть ниже.
Как устроен кромкогибочный станок
Конструктивно станок для гибки металла состоит из нескольких деталей:
- опорной поверхности,
- рабочего основания,
- прижимного элемента,
- обжимающего пуансона,
- рычагов-ручек.
Некоторые модели оснащаются дыроколом и ножом для подрезания кромок. В стандартной конструкции опорной плоскостью размерами1м х 1,5 м служит стол из дерева или металла с мощными ножками. Горизонтальный крепеж основания делается из швеллера №№ 8 или 6,5. Металлические конструкции соединены сваркой, а деревянные – болтами.
Прижим
Для зажима поверхности при загибании кромок припособление оснащается прижимной штангой — уголком с полочкой 0,05 м. Она осуществляет прижим к пунсону под заданным углом. С обеих сторон механизма прижима просверлены отверстия под болты. Также для прижима используются «барашки» с шпильками, приваренными к основанию. Более сложные зажимные детали комплектуются пружинами.
Пуансон
Для изготовления пуансона часто используется трубный отрезок квадратного профиля. Проектирование детали предусматривает ее горизонтальное вращение вокруг оси. При этом верхняя грань впереди основания точно совпадает с пуансоном.
Для этого торцы оснащаются петлями. Прижим располагается точно по вертикали, чтобы не возникало перекосов при гибке металла. Пуансон к кромке основания примыкает без зазоров, чтобы линия сгиба была точной. В нерабочем состоянии верхняя грань пуансона расположена в одной плоскости с плоскостью стола. Если конструкция имеет отклонения, приспособление будет работать, но с увеличенным радиусом изгиба, что приводит к закруглению прямой линии.
Привод
Ручной привод из пары трубных отрезков соединяется сваркой с передней или боковой частью пуансона. Он может быть в виде скобы или телескопического рычага. Длина рычага прочно фиксируется для конкретных положений с помощью штифтов, соединяющих насквозь отверстия с шагом в 0,1 м. Такая рукоятка способствует равномерному распределению нагрузки, регулируя усилия воздействия на поверхность в зависимости от ее толщины. Например, телескопическая форма рычага при кузовных работах позволяет увеличить усилия более чем в 2 раза.
Кромкогиб ручной для авторемонта своими руками. Чертежи и видео
Отбортовка кромок в листовых деталях автомобиля при его ремонте – неэнергоёмкая операция, поэтому даже при значительных объёмах работ целесообразно обзавестись не приводным, а ручным кромкогибом.
Технологическое преимущество такого процесса заключается в том, что заготовку под давлением можно оставить настолько, насколько это требуется для преодоления упругой инерции материала.
Ручными кромкогибами обычно формируют кромки листового металла толщиной до 0,8…1,0 мм, при высоте борта до 20 мм.
Немного о конструкции самодельного листогиба
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
ВАЖНО! Все работы с металлом необходимо выполнять в защитных рукавицах.
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
Конструкция и принцип работы видны на чертежах.
Кронштейногиб своими руками не уступающий заводскому
Мне для работы потребовался кронштейногиб. Заводской инструмент для гибки держателей желобов стоит около 5000 руб. Посмотрел картинки в интернете и повторил конструкцию.
Устройство кронштейногиба хорошо понятно из фото ниже.
Инструмент в работе.
По словам пользователя, он согнул при помощи самодельного кронштейногиба много крюков для водосточных желобов, и самоделка показала себя только с лучшей стороны.
Пошаговая инструкция по изготовлению
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.
- Металлопрокат нарезаем болгаркой на куски по 1 метру. Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.
- Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
- Из стойки стабилизатора – делаем ось, на которую петли будут опираться. ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма.
- Тщательно измеряем и размечаем на уголке выборку для крепления оси.
- Строго по размеру стачиваем лыски для установки полуосей. Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку.
- Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
- Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
- В результате должна получиться конструкция, с идеальной соосностью в торцах.
- Приставляем уголки друг к другу.
- Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
- Углы относительно друг друга должны быть расположены следующим образом:
- Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.
- Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
- Металлический прижим будет располагаться следующим образом:
- Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке. Нижняя сторона прижимного уголка стачивается под углом 45 градусов. ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке.
- Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
- В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
- Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
- Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
- Рукояти привариваем с нижней части поворотного уголка (траверсы).
Популярное: Клупп для нарезки резьбы на трубах: чем отличается от плашки?
Делаем станину для листогиба
Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.
Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.
Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато.
При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает. Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Временная конструкция по упрощенной схеме
Рассмотренный вариант листогиба делается для регулярных работ, и фактически является стационарным устройством. Если вам необходимо срочно выполнить разовую работу по изготовлению жестяных изделий – можно создать более простое устройство.
Для изготовления понадобятся:
- Три уголка 40-50 мм, ширина по вашим потребностям;
- Пара дверных петель;
- Две мощные струбцины;
- Два прута (круга) в качестве ручек.
Два уголка скрепляются между собой петлями, как можно более плотно.
Третий, более короткий уголок, при помощи струбцин прижимает заготовку и нижнюю траверсу к верстаку. Такой станок не слишком удобен, но это компенсируется простотой изготовления. Вариант изготовления выбирать вам.
Простое решение для гибки листов
Этот самодельный листогиб можно изготовить за 30-60 минут.
Потребуется минимальное количество материалов:
- Уголок №5 длиной 1,5 метра.
- Швеллер №18 — 20, в качестве станины. Длиной 1,5 — 2м.
- Водопроводная труба 2-3 м., для изготовления рукоятки
- две дверные петли, лучше гаражные.
Как собрать конструкцию видно из приложенных фотографий. Станок простой, но эффективный, если вам, конечно, не требуется особая точность для гибки листов.
Обратите внимание на размеры листов, которые собираетесь гнуть. Приваривать петли необходимо с запасом. Прибавьте к ширине листа 20-30 см, чтобы лист свободно проходил между петлями, сделайте разметку и смело приваривайте.
Какие бывают гибочники
Конечно, можно купить готовый гибочник, например, известный Эдельвейс, но и стоят такие станки немало, а вот при самостоятельном изготовлении не потребуются особые финансовые затраты. Есть несколько видов металлогибочных станков:
- Ручные загибочные станки. Гибка металла происходит за счет приложения физической силы. Несмотря на кажущуюся простоту конструкции, с их помощью можно производить практически все необходимые операции с листовым металлом, в том числе фальцегибочные работы.
- Гидравлические листогибы. Очень похожи на ручные станки, но приложение силы происходит за счет гидравлического привода.
- Роликовые кромкогибочные станки. Отличаются от предыдущих не только конструкцией, но и принципом работы. В них лист не гнется по определенной линии, а плавно закругляется. Такие станки необходимы для изготовления труб и иных подобных изделий.
Ручные и гидравлические станки проще в изготовлении, чем роликовые. Чертежи кромкогиба своими руками легко найти, но не везде расписан сам процесс их производства.
Инструменты и материалы
Ручной кромкогиб – идеальный помощник для любителя возиться с листовым железом и жестью. Но чтобы приступить к изготовлению самодельного инструмента, потребуется более подробно изучить его конструкцию.
Ручной станок имеет:
Есть несколько вариантов материалов и исходного инструментария, из которых можно было бы сделать кромкогиб. Например, его вполне доступно переделать из плоскогубцев.
Но важно также и то, чтобы станок в итоге не только с лёгкостью создавал кромки, но и позволял делать эту работу с хорошим качеством.
Для создания ручного станка по одному из чертежей потребуется иметь под рукой:
- швеллер под №5, используемый для создания основания;
- швеллер №6.5, из которого изготавливается прижим;
- толстостенный уголок;
- пуансон обжимного типа под №5;
- лист стали толщиной 5 мм для изготовления щеток;
- для ручки – скоба диаметром 15 мм.
Для кромкогиба с отбортовкой необходимы следующие детали:
- струбцина;
- ограничитель;
- подпружиненный прижим;
- опорный кронштейн;
- верхний прижим;
- пуансон;
- поворотная ось для ручки.
Самостоятельное изготовление
Следуя чертежам, можно сделать своими руками ручной кромкогиб для обработки металла незначительной толщины при авторемонте.
Для него достаточно:
- уголка,
- балки из металла,
- петель с болтами,
- струбцин,
- рукоятки,
- стола,
- сварочного аппарата.
Подготовительный этап
- Изготовить основу из двутаврового профиля.
- Уголок болтами прикрепить к верху балки.
- Три петли приварить под уголок.
- Плотный прижим металла обеспечить двумя струбцинами.
Для легкости поворота станка во время сгибания листа металла по обеим сторонам приделать ручки. С помощью струбцин прикрепить станок к столу.
Для обработки изделие кладется между профилем и уголком. Щель для него образуется после откручивания уголка. Металлический лист выравнивается по краю и загибается поворотом приспособления за рукоятки.
Станок для сгиба длинных прямых кромок
Изготовление своими руками ручного кромкогиба для длинных прямых кромок следует начать с изучения чертежей, а также подбора оборудования и необходимых материалов:
- пары отрезков швеллеров для основания и пуансона,
- уголков с прямолинейными кромками.
- сварочного аппарата,
- листа стали,
- стальных осей — прутков сечением 10 мм,
- щеток с щетиной из стали,
- скобы под ручку.
4 основных детали:
- основание,
- прижим,
- пуансон,
- ручка.
Вначале надо снять фаски по ребру обжимного пуансона, приварить к нему оси. Оси самого прутка должны совпадать с ребром уголка. На концах рабочей части прижима делаются выборки.
Для сборки основание с пуансоном зажимается в тисках. При этом стенки первой и второй полок должны быть в одной плоскости. Зазор между деталями получится за счет прокладки из картона. После этого элементы крепко фиксируются в тисках.
На оси пуансона надеваются щетки с металлической щетиной. Эти составляющие крепятся к основанию с помощью струбцины – рамки с подвижным зажимом.
Затем щетки привариваются к швеллеру, а в основании просверливаются отверстия, в которые вкручиваются зажимные болты. На шпильки метизов заворачиваются, гайки. Потом они привариваются сваркой к швеллеру.
После выкручивания болты вставляются в отверстия прижима и на них закручиваются гайки-ограничители.
Рукоятка-скоба приваривается к уголку. Завершающий этап сборки конструкции — установка в тисках.
Инструменты и материалы
Ручной кромкогиб – идеальный помощник для любителя возиться с листовым железом и жестью. Но чтобы приступить к изготовлению самодельного инструмента, потребуется более подробно изучить его конструкцию.
Ручной станок имеет:
Есть несколько вариантов материалов и исходного инструментария, из которых можно было бы сделать кромкогиб. Например, его вполне доступно переделать из плоскогубцев.
Но важно также и то, чтобы станок в итоге не только с лёгкостью создавал кромки, но и позволял делать эту работу с хорошим качеством.
Для создания ручного станка по одному из чертежей потребуется иметь под рукой:
- швеллер под №5, используемый для создания основания;
- швеллер №6.5, из которого изготавливается прижим;
- толстостенный уголок;
- пуансон обжимного типа под №5;
- лист стали толщиной 5 мм для изготовления щеток;
- для ручки – скоба диаметром 15 мм.
Для кромкогиба с отбортовкой необходимы следующие детали:
- струбцина;
- ограничитель;
- подпружиненный прижим;
- опорный кронштейн;
- верхний прижим;
- пуансон;
- поворотная ось для ручки.
Ручной кромкогиб для отбортовки
Отбортовка – это способ загиба кромки на цилиндрических или овальных изделиях. В процессе работы происходит растяжение материала. Его величина зависит от свойств и толщины материала, наклона угла отбортовки, параметров кромки.
Отбортовку выполняют на станке или с помощью ручного кромкогиба своими руками. Такая технология обработки необходима при подготовке к паечным, сварочным работам, при изготовлении любого фланца.
Составление технического задания
Благодаря возможностям Интернета можно достаточно быстро подыскать необходимый комплект чертежей, а на канале YouTube даже посмотреть рекламно-информационные ролики об устройстве и принципе действия требующегося агрегата. Однако все эти материалы являются строго индивидуальными, а потому предназначались их авторами под конкретные листогибочные операции. Поэтому перед сооружением листогиба своими руками необходимо сделать правильный выбор его будущих технических характеристик. Главными из них должны быть следующие:
- максимальная ширина изгибаемого металла, мм;
- наибольшая толщина заготовки, мм;
- желаемый диапазон углов гибки;
- габаритные размеры механизма (длина, ширина, высота);
- требуемая точность гибки.
Непосредственный выбор предельных значений перечисленных параметров зависит от условий применения станка, который будет гнуть изделия из листовых металлов. В частности, при сооружении кровли придётся, скорее всего, иметь дело с оцинкованной жестью или сталью толщиной не более 1 мм. При обработке меди чаще употребляется ещё более тонкий лист или полоса, а при изготовлении своими руками ограждений и перил, наоборот, толщина металла может составлять 2 — 3 мм.
При выборе оптимальной ширины заготовки – листа или полосы – следует исходить из того, что ширина детали редко когда превысит 1000 мм (в крайнем случае смежные заготовки затем можно будет соединить в фальц с помощью того же станка).
Чертеж самодельного листогибочного станка
Самым сложным пунктом технического задания считается выбор оптимального диапазона значений углов гибки металлов. Если с верхним пределом – 180° – всё понятно, то нижнее значение должно быть выбрано весьма грамотно. Естественным следствием гибки большинства листовых металлов в холодном состоянии является пружинение – самопроизвольное уменьшение фактического угла гиба в связи с упругими свойствами деформируемого металла. Пружинение зависит от:
- Пластичности материала: например, для низкоуглеродистой стали максимальный угол пружинения составляет 5 — 7°, а для высокоуглеродистых – до 10 — 12°. Ещё больше пружинят легированные стали и сплавы. В частности, для алюминиевого сплава АМг6 наибольшее пружинение может составлять 12 — 15°;
- Толщины изгибаемой детали: с уменьшением толщины металла пружинение снижается;
- Угла гибки: при уменьшении данного угла пружинение практически всех металлов возрастает. В частности, при сравнительно малых углах гибки (до 15 — 20°) согнуть заготовку из большинства видов листовых металлов и сплавов обычным способом на заданную величину вообще невозможно: приходится использовать агрегаты с одновременным продольным растяжением листа. Такие станки своими руками сделать неосуществимо: потребуется установка и отладка специального гидравлического привода. Поэтому в подобных случаях проще изгибать деталь обычными ударами киянки по, например, деревянной матрице.
Ручной кромкогиб своими руками – экономия семейного бюджета
Многим интересно, как самому сделать кромкогиб, насколько это сложно. Изготовление простой конструкции займет несколько вечеров, а сэкономит несколько тысяч рублей. Еще одним аргументом может стать экстренность использования.
Например, для авторемонта использование ручного кромкогиба, изготовленного своими руками, сэкономит еще время и нервы. Но такое оборудование может проигрывать заводским изделиям по точности и технологичности.
Видео — как изготовить кромкогиб самостоятельно
Как выбрать
В линейке инструментов от фирмы WUKO присутствует несколько моделей различных ручных листогибов, подходящих под разные требования. Принцип их действия одинаков: роликовый механизм загибает кромку при протягивании инструмента вдоль листа вручную. Инженерами компании в конструкции листогиба оригинально реализован процесс отбортовки металлического листа: роликовые направляющие одновременно служат рукоятью инструмента и метрической шкалой, позволяющей выставить необходимое расстояние для гибки. Видео демонстрирует, как работает инструмент.
Wuko Mini Bender. Самая простая модель ручного листогиба – Wuko Mini Bender имеет одну пару роликов. Модель 2022 позволяет делать загиб от 5 до 20 мм. Существуют варианты с возможностью получения более высокого борта: 2030 и 2050.
WUKO DUO BENDER. Для более высокой производительности выпускаются модели с двумя парами роликов. Они также различаются по величине загиба – от 200 мм (модель 3200) до 350 (модель 3350). Так же есть разновидность WUKO DUO Bender 3350 PLUS, укомплектованная дополнительной съемной ручкой и планкой для опоры. Модели с двумя рядами роликов предназначены для работы на прямолинейных участках.
- WUKO Uni Bender. Для работы на криволинейных участках, особенно при устройстве купольных конструкций, целесообразно применять специальные ручные роликовые листогибы. Они имеют дополнительный опорный ролик, упрощающий движение инструмента по радиусу.
- DISC-O-BENDER. Этот инструмент предназначен для формирования лежачего фальца при изготовлении горизонтальных швов, примыканий ендов, и прочих работах.
Модельный ряд роликового инструмента для ручной гибки предназначен для профессиональных кровельщиков и жестянщиков, выполняющих различные задачи по устройству фальцевой кровли и других изделий из листового металла. Ручные листогибы применяются как дополнительные удобные инструменты к листогибным и фальцеобразующим станкам, но при необходимости можно использовать ручной роликовый листогиб и для изготовления небольшого объема картин при монтаже кровли своими руками. Если вы решили использовать ручной роликовый листогиб для создания картин на кровлю, не забывайте, что формирование каждого изгиба происходит в несколько приёмов: инструмент отбортовывает кромку постепенно, за несколько проходов, поэтому изготовление всего необходимого объёма картин даже для относительно небольшой крыши загородного дома займёт довольно продолжительное время.
Самостоятельное изготовление
Конструкция ручного бендера проста и элегантна. В интернете можно найти чертежи, позволяющие при наличии доступа к токарному и фрезерному станкам и умении ими пользоваться повторить инструмент самостоятельно. Однако нужно учитывать, что инструмент заводского изготовления имеет специальное покрытие роликов – наиболее нагружаемой части.
Разнообразные изделия из жести и металлического листа, полученные способом гибки, популярны и востребованы как в профессиональном строительстве и машиностроении, так и для мелкого бытового ремонта и хозяйственных нужд. Вполне работоспособный листогиб своими руками для листа толщиной до 1,2 мм из черного, оцинкованного или цветного металла можно сделать в условиях домашней мастерской или небольшого металлообрабатывающего цеха.
Как выбрать кинематическую схему гибочного станка
Наиболее доступны для изготовления своими руками станки, в которых листовой металл будет изгибаться в результате поворота подвижной траверсы. Принцип действия такого станка заключается в следующем.
Подлежащая гибке заготовка устанавливается на направляющую плоскость нижнего стола станка и фиксируется по упору, который закреплён на опорной раме устройства (желательно предусмотреть регулировку упора).
В направляющих рамы листогиба двигается возвратно-поступательно верхняя траверса, которая при своём движении вниз зажимает своей линейкой изгибаемое изделие.
Впереди нижнего стола находится поворотная балка, которая может поворачиваться вокруг своей оси. Поворот может производиться рукояткой от рычажного привода, но может быть изготовлен вариант с ножным приводом. В последнем случае руки оператора остаются свободными, что облегчает манипулирование заготовкой при её прижиме к линейке верхней траверсы. Кроме того, при ножном управлении листогибом меньше устают руки.
Набор гибочного инструмента на верхней и поворотной балках может изменяться. Проще всего с этой целью заказать комплект пуансонов и матриц с требуемыми радиусами гиба, и стандартными посадочными местами. В заказ придётся отправить все детали – линейку, прижим и т.п. – которые потребуют для своего изготовления квалифицированных фрезерных работ.
Скос верхней балки будет определять наибольшее значение угла гиба, на который может изменить свою ось листовой металл.
Что того, чтобы сделать такой агрегат своими руками, потребуются следующие материалы:
- стальной швеллер номером от 6 и выше;
- комплект стальных уголков, предназначенных для изготовления своими руками опорной рамы станка;
- толстолистовая широкополосная сталь, из которой будут изготавливаться поворотная, верхняя и нижняя балки;
- крепёжные изделия в ассортименте;
- пруток для изготовления ручного рычажного привода поворота балки.
Для облегчения работ можно воспользоваться также слесарными тисками, направляющими от списанного токарного станка, а также массивными петлями от стальных входных дверей.
По подобному принципу можно сделать и самодельный листогиб, используя деревянные детали. Он, правда, сможет изгибать только алюминий и тонколистовую сталь (до 1 мм толщины), но во многих случаях этих возможностей бывает вполне достаточно, а трудоёмкость работ по сооружению листогиба своими руками заметно снизится. В частности, отпадает потребность в сварочных операциях. Следует отметить, что рабочие детали такого станка должны изготавливаться только из древесины твёрдых пород (сосна, ель не подходят).
Определившись с принципом действия листогиба, можно поискать и подходящие чертежи. Впрочем, человек с инженерным образованием, сможет изготовить комплект чертежей и самостоятельно. Преимущество такого варианта состоит в том, что ряд рабочих чертежей оперативно видоизменяется и перерабатывается под конкретные возможности и исходные материалы.
Чертежи листогиба должны учитывать способ его установки. Для небольших агрегатов, например, станок для гибки может быть передвижным или даже переносным. В противном случае придётся, используя сварку, сделать устойчивое основание, иначе излишняя подвижность станка будет снижать точность работ на нём.
По готовности станка необходимо выполнить его проверку на работоспособность и точность. Для этого изгибают тестовую полоску из толстого картона необходимой толщины. Если гиб выполнен правильно, то высота полок полоски будет одинаковой, а на её поверхности не останется следов от деформирующего инструмента.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
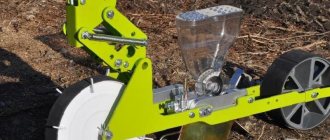
Эффективный листогибочный станок из металлических балок
Чтобы изготовить данный вариант вам необходим верстак с относительно гладкой и ровной поверхностью, материал — предпочтительно металл, но и дерево подойдет. Также понадобятся уголки с размерами полок 4-5 см, толщина — не более 5 мм.
Размеры данных деталей зависят в первую очередь от того, какой объем работ вы собираетесь выполнять. Вы можете также взять металлические балки, которые пригодятся только в том случае, если сложность и тяжесть работ действительно высока.
Вам будут необходимы: петля для дверей в размере двух штук, винты с диаметром от 1,5 см до 2,5, пружины. Обязательно нужен аппарат для сварки и перфоратор.
Чтобы сделать листогибочный станок из балок следуйте следующим инструкциям:
- Две балки кладут вместе, на концах врезают петли для дверей. Край должен быть срезан под сорок пять градусов. Третью балку должны срезать идентично, учитывайте что глубину нужно увеличить, потому как данная деталь должна быть более подвижной, в отличие от остальных.
- К одной из балок вы должны приварить две детали с обеих сторон. Их задача заключается в том, что они позволяют прикрепить фиксирующий болт.
- К деталям нужно прикрепить болты.
- Теперь необходимо прикрепить третью балку, а сверху прикрепить пластинки из металла, по центру которых необходимо сделать отверстия с диаметром больше, чем у болтов.
- Обрежьте пружины так, чтобы она приподнимала третью балку на один сантиметр максимум.
- К верхней части винта обязательно прикрепить два обрезка, которые будут использоваться как ручки.
- На третью балку теперь приваривайте ручку из любого понравившегося вам материала. После этого вы можете начинать работать.
Благодаря данному рецепту у вас получится такой станок, с помощью которого можно будет гнуть детали действительно внушительных размеров и толщины. Такой станок обязательно пригодится при строительстве чего-либо, ведь балки большого размера в магазине стоят действительно немало.