Виды листогибов
Для различных работ с металлическим листом используются листогибы разного вида:
- с поворотной балкой;
- роликовые;
- валковые;
- механические и гидравлические прессы.
Они отличаются своими техническими возможностями и сферой применения. Все разновидности можно сделать как в мобильном или ручном, так и в стационарном вариантах.
- Трубогибы с поворотной балкой — наиболее распространенные и удобные для самостоятельного изготовления. Они могут работать с листами большого размера, изгибая как кромки высотой в несколько сантиметров, так и стенку в 30–70 см под углом до 120 0 . Несложно и выполнить догибку для создания фальцевого соединения.
- Ручной роликовый листогиб используется для гибки кромок и невысоких стенок при кузовном ремонте, кровельных работах, установке подоконников и соединении крупных листов жести. Подобрав профиль ролика, можно выполнить довольно сложный профилированный изгиб, формируя, например, крыло или фрагмент бампера машины или декоративный элемент отделки забора или ограждения балкона.
- Валковый трубогиб применяется для гибки полукруглых желобов или труб полного сечения. Он может регулироваться по радиусу передвижением валков: опорных — по горизонтали, а прижимного — по вертикали. Такой самодельный валковый листогиб легко оснастить электроприводом с цепной или шестеренчатой передачей.
- Прессы понадобятся для гибки как тонкого, до 1 мм, так и толстого, до 2–3 мм металла. Они способны не только гнуть металл под углом до 90 0 , но и перфорировать его или склеивать под давлением. Для смены вида операций понадобиться только сменить пуансон и матрицу.
Как они работают, показано на рисунке:
Все разновидности станков не отличаются сложностью, важно только определиться с предстоящими задачами и выбрать модель установки, которая поможет решить максимум задач по металлообработке. Например, при изготовлении коробов или кровельных работах валковый станок мало чем поможет, а при установке водосточных систем он станет незаменимым, в то время, как поворотный сможет помочь только частично
Самодельный дырокол
Сделать дырокол можно и самому, особенно если вы понимаете принцип его действия и умеете соединить нужные части между собой. Каждый умелец придумывает свою конструкцию, но основа у них приблизительно одинаковая:
- Должен быть моторчик или несколько, который запускает конструкцию в действие и работает от какого-нибудь источника питания. Некоторые заказывают моторчики отдельно, новые и несложные. Другие берут их из уже неиспользуемых бытовых приборов, например, швейной машинки.
- Нужны иголки для проделывания отверстий. Основное требование к ним – прочность. И если вы заметили, что даже у приобретенного в магазине дырокола иглы быстро начинают гнуться, то их можно смело заменять саморезами. Отверстия проделываются даже лучше, в них легче продевать проволоку, да и прослужат они намного дольше.
- Для основания можно взять любые доски или обрезки от мебели, ульев и прочих деревянных остатков, которые у вас есть.
- Некоторые приделывают к конструкции ручку и крепления для планок, как на покупных моделях, другие же обходятся и без них, просто держа планку руками.
Это интересно Безрамочное пчеловодство для начинающих
Преимущество самодельного дырокола в том, что вы можете сделать нужное количество отверстий в планках, размещать их на таком расстоянии, как вам больше нравится, и возможность экспериментировать.
Опишем короткую инструкцию одного из вариантов дырокола своими руками:
- Вам понадобится двигатель, подвижной стол или мебельные обрезки для основания, диоды от старой аппаратуры, концевик, тумблер, мебельные шариковые направляющие, шурупы, сверла и винтики для крепления.
- Делаете из досок основание, прикрепляете шурупы к моторчикам и крепите на нужном расстоянии друг от друга.
- Соединяете все элементы между собой по схеме.
Сделать такое приспособление можно за один вечер и у вас появляется свой дырокол, который сэкономит массу времени.
Видео: дырокол для рамок – экономим время и трудозатраты.
Штампованный бетон своими руками
Нанесение узора (штампование) невозможно без основания, которое изготавливается из обычного бетонного раствора. При этом заливка будущей садовой дорожки предусматривает в процессе её создания — армирование металлической сеткой.
Штампованный бетон своими руками сделать достаточно просто, а начинается процесс его изготовления вот с чего:
- Выполняется разметка будущей дорожки, и обозначаются её границы.
- По разметке производится снятие грунта, на глубину не менее чем 20 см.
- Затем происходит засыпка выемки щебнем. При этом подушка должна иметь толщину не менее 15 см, с обязательной утрамбовкой.
- Вовнутрь выемки укладывается металлическая сетка для армирования, а по краям выставляется опалубка из досок.
- Далее производится заливка выемки под садовую дорожку обычным бетонным раствором, после чего поверхность ещё не застывшего бетона тщательной разравнивается длинным строительным правилом.
Затем производится штампование бетона. Делать это важно на ещё не высохшей поверхности, используя специальный пигментный отвердитель. Предназначен он для повышения прочности бетонной поверхности и её окрашивания в выбранный цвет.
После того, как бетонная поверхность немного подсохнет, над ней выполняется тиснение специальным компонентом и только после этой процедуры, можно переходить к штамповке бетона своими руками.
Составление технического задания
Благодаря возможностям Интернета можно достаточно быстро подыскать необходимый комплект чертежей, а на канале YouTube даже посмотреть рекламно-информационные ролики об устройстве и принципе действия требующегося агрегата. Однако все эти материалы являются строго индивидуальными, а потому предназначались их авторами под конкретные листогибочные операции. Поэтому перед сооружением листогиба своими руками необходимо сделать правильный выбор его будущих технических характеристик. Главными из них должны быть следующие:
- максимальная ширина изгибаемого металла, мм;
- наибольшая толщина заготовки, мм;
- желаемый диапазон углов гибки;
- габаритные размеры механизма (длина, ширина, высота);
- требуемая точность гибки.
Непосредственный выбор предельных значений перечисленных параметров зависит от условий применения станка, который будет гнуть изделия из листовых металлов. В частности, при сооружении кровли придётся, скорее всего, иметь дело с оцинкованной жестью или сталью толщиной не более 1 мм. При обработке меди чаще употребляется ещё более тонкий лист или полоса, а при изготовлении своими руками ограждений и перил, наоборот, толщина металла может составлять 2 — 3 мм.
При выборе оптимальной ширины заготовки – листа или полосы – следует исходить из того, что ширина детали редко когда превысит 1000 мм (в крайнем случае смежные заготовки затем можно будет соединить в фальц с помощью того же станка).
Чертеж самодельного листогибочного станка
Самым сложным пунктом технического задания считается выбор оптимального диапазона значений углов гибки металлов. Если с верхним пределом – 180° – всё понятно, то нижнее значение должно быть выбрано весьма грамотно. Естественным следствием гибки большинства листовых металлов в холодном состоянии является пружинение – самопроизвольное уменьшение фактического угла гиба в связи с упругими свойствами деформируемого металла. Пружинение зависит от:
- Пластичности материала: например, для низкоуглеродистой стали максимальный угол пружинения составляет 5 — 7°, а для высокоуглеродистых – до 10 — 12°. Ещё больше пружинят легированные стали и сплавы. В частности, для алюминиевого сплава АМг6 наибольшее пружинение может составлять 12 — 15°;
- Толщины изгибаемой детали: с уменьшением толщины металла пружинение снижается;
- Угла гибки: при уменьшении данного угла пружинение практически всех металлов возрастает. В частности, при сравнительно малых углах гибки (до 15 — 20°) согнуть заготовку из большинства видов листовых металлов и сплавов обычным способом на заданную величину вообще невозможно: приходится использовать агрегаты с одновременным продольным растяжением листа. Такие станки своими руками сделать неосуществимо: потребуется установка и отладка специального гидравлического привода. Поэтому в подобных случаях проще изгибать деталь обычными ударами киянки по, например, деревянной матрице.
Подготовительный этап работы
Самодельный кромкогиб станет отличным помощником в домашнем хозяйстве и позволит выполнить некоторые виды монтажных и строительных работ. Создание кромкогиба в домашних условиях стоит начать с изучения его конструктивных особенностей. Ручной станок состоит из основания, прижима, детали для прессования и ручки. Для изготовления кромкогиба понадобятся следующие комплектующие:
- конструктивные чертежи изделия;
- металлические швеллеры №5 и №6,5 для основания и прижима;
- толстостенный уголок;
- обжимной пуансон №5;
- стальной пятимиллиметровый лист для щёток;
- скоба с диаметром в 1,5 см для ручки.
Схема работы самодельного кромкогиба
Существует множество чертежей и технических рекомендаций, по которым можно создать ручной кромкогиб своими руками. Основной способ создания ручного изделия для отбортовки заимствован у кромкогибов фабричного производства. Размер итогового инструмента зависит от размеров детали, для которой будет производиться отбортовка.
Заготовку больших габаритов легче закрепить на деревянном столе, а в других случаях конструкция сваривается из листового металла. Перед началом сборки всех деталей стоит отметить местоположение всех комплектующих на размеченной заготовке.
Сферы применения
Кромкогибочный станок или простейший ручной инструмент, предназначенный для гибки кромок, находит широкое применение во многих сферах. Кромкогиб позволяет, в частности, изготавливать из тонколистового металла элементы воздуховодов, подготавливать кромки заготовок для их соединения посредством сварки. Авторемонт (кузовные работы) – еще одна область применения такого инструмента и оборудования.
Кромкогиб также активно применяется в строительстве и при выполнении ремонтных работ по дому. Используя такой инструмент, формируют фальцевые соединения тонколистовых металлических элементов и даже изготавливают изделия различной конфигурации.
Отгиб торца водосточной трубы на электромеханическом кромкогибочном станкеЕсли говорить о принципе, по которому действует кромкогиб, то он достаточно прост. Чтобы загнуть кромку тонколистового изделия, шкалу кромкогиба устанавливают на требуемую ширину обработки, затем край обрабатываемой детали помещают между рабочими роликами приспособления и, передвигая устройство, выполняют гиб.
Технология изготовления печатного бетона
Технология штампованного бетона не является запредельно сложной, и доступна для реализации своими силами с помощью относительно недорогих универсальных строительных инструментов
Суть процесса изготовления архитектурного бетона заключается в придании поверхности подготовленной бетонной площадки текстуры и цвета: гранитной брусчатки, дощатой мостовой, кирпичной кладки, звериных шкур, всего чего угодно. Для этого используются специальные резиновые штампы, специальные красящие и упрочняющие материалы, а также специальные инструменты и оборудование.
Для реализации технологии печатного бетона своими силами, потребуется наличие, приобретение или аренда специального инструментария и оборудования. В частности потребуется следующие инструменты для печатного бетона:
- Бетономешалка, оцинкованные ведра, совковая и штыковая лопаты для изготовления основы – тяжелого бетона. Прим. Если будет закупаться готовый бетонный материал на ближайшем беконном заводе, необходимости в данном оборудовании нет.
- Специальные резиновые штампы в количестве 6-7 штук и трамбовка для «обжатия» штампами бетонной поверхности.
- Угловая шлифмашинка с режущим инструментом «по бетону», для расшивки температурных швов и исправления дефектов штамповки.
- Скребок для разравнивания поверхности бетона.
- Магниевая плавающая рейка для втирания красящего упрочняющего вещества.
- Магниевый полутер для выравнивания бетона.
- Ручной кромкогиб для формирования углов.
- Стальная кельма.
- Виброрейка.
- Рустовка для устранения дефектов стыков.
- Текстурный ролик для обработки стыков штампов.
- Малярные кисти, малярный валик, пластмассовые ведра.
Кроме того потребуются обрезные доски 100х20 (25) мм для опалубки, бетон М350 и ряд специальных отделочных материалов о которых будет рассказано ниже. Как видим, технология штурмованного бетона потребует определенных затрат на покупку специального инструмента.
Однако учитывая что цена за 1 м2 печатного бетона начинается от 1 500 рублей и выше, есть смысл потратиться. Тем более что некоторые из указанных выше инструментов впоследствии обязательно понадобятся для других строительных работ на частном или дачном подворье.
Как устроен станок
Основными деталями станка для гибки металла являются:
- основание;
- рабочий стол;
- прижим;
- обжимной пуансон;
- ручки — рычаги.
В более «продвинутых» моделях кромкогибов, сделанных своими руками, можно увидеть еще и отрезной роликовый нож. Его тоже сделать несложно, но это будем считать дополнительным оборудованием.
Основанием станка может служить сварной металлический стол из уголка или профильной трубы. При стационарной установке оборудования можно использовать и прочный деревянный стол на массивных ножках. При гибке жести толщиной до 0,8 мм (а именно на такие толщины и рассчитывается самодельный кромкогиб) особых усилий не требуется, поэтому на основание (станину) воздействуют ограниченные по величине силы. Прочность основания требуется только для точности гибки, чтобы не возникало перекосов.
Размеры стола — не менее 1,5 м по длине и до 1 м по ширине. Даже если вы не собираетесь работать с большими листами металла, запас никогда не повредит. Иногда возникают нестандартные ситуации, к которым должен быть готовым каждый мастер.
На передней кромке основания закрепляется рабочий стол — отрезок швеллера № 6,5 или №8. Он должен быть расположен строго горизонтально и надежно закреплен на основании. Если оно металлическое, то лучше всего приварить. К деревянному можно прикрепить болтами диаметром 10 мм.
На верхней части рабочего стола устанавливается прижимная штанга, служащая одновременно опорной поверхностью. Сделать ее можно несколькими способами. Лучше всего использовать уголок 5Х5 см или большего размера, установленный ребром вверх. В этом случае передняя грань, обращенная к обжимному пуансону, будет наклонена под углом 135 0 . Это позволит без труда изгибать металлический лист под углом 90 и более градусов.
По обе стороны прижима просверливаются отверстия для болтовых креплений. Можно приварить к основанию шпильки и прижимать рейку барашками, а можно и установить более сложные прижимы с возвратными пружинами, которые после отпускания барашков или вращения рукояток автоматически приподнимают прижим. Как работает эта система можно посмотреть на видео.
Передний рабочий пуансон изготовляется из трубы квадратного сечения или толстостенного уголка с таким же размером, как и прижимное устройство. Он должен проворачиваться вокруг горизонтальной оси, совпадающей с верхней передней гранью пуансона. Для этого на торцах его привариваются петли
Важно точно горизонтировать прижим, чтобы при гибке не возникало перекосов. Прилегать прижим к кромке рабочего стола должен максимально плотно, с минимальным зазором
Чем меньше зазор, тем точнее будет линия сгиба.
Устройство оборудования и изготовление
Чтобы изготовить кромкогибочный станок самостоятельно, и тем самым облегчить труд жестянщика не нужно обладать опытом практической деятельности. Основными элементами, обеспечивающими гибку металла, считаются:
- опорная поверхность;
- рабочее основание;
- прижимное усилие;
- обжатие пуансоном;
- рычаги, в форме ручек.
При разработке чертежей, если имеется необходимость, может быть дополнительно выполнен дырокол в этом же устройстве. В современных моделях станочного оборудования используется нож для подрезания кромок. Его тоже несложно смастерить.
- Опорная поверхность или основание устройства – таковым могут являться стол, выполненный из профиля трубы или металла, стол из дерева на мощных опорах, если есть необходимость загибания кровельного железа 0,8 мм толщиной. На эту величину и рассчитан ручной кромкогиб. Не надо прикладывать особые усилия, потому что на основание воздействуют незначительные показатели силы. Но основание должно быть достаточно прочным, это нужно для точности загибания металлического листа.
- Рабочее основание или стол – средние размеры рабочей поверхности 1м х 1,5м, можно больше. При осуществлении работ с листами габаритных размеров такие характеристики не будут излишними, так как встречаются непредвиденные ситуации. Для закрепления на основании предпочитается использовать №№ 8 или 6,5 швеллер. Крепеж производить четко по горизонтали. Возможно применение сварки металлических конструкций. При использовании дерева для основания, крепеж на болтовое соединение будет наиболее надежным.
- Прижим – для обеспечения зажима металла при загибании кромок используется прижимная штанга. Изготовить ее можно, использовав один из вариантов. Например, уголок с полочкой 0,05 м, или внизу на ребро большего размера установлен этот же прокат. При этом обеспечивается прижим к пунсону под заданным углом 1350. Такие листогибы без труда перегнут металл под прямым углом. С двух сторон прижимного механизма высверливаются под болты отверстия. Прижим также можно осуществлять за счет барашков с приваренными шпильками к основанию конструкции. Для установки более сложных зажимов можно использовать пружины. Чтобы представить каким образом производится работа пружины, достаточно посмотреть видео-ролик в интернете.
- Изготовление пуансона – чертежи этого элемента предусматривают использование трубы квадратного профиля или уголка с толстостенными полочками одинакового размера с прижимным устройством. Проектирование предусматривает поворот вокруг оси по горизонтали, при этом верхняя передняя грань должна обязательно совпасть с пуансоном. На торцах для этих целей привариваются петли. При этом важно прижим расположить точно по вертикали. Только так не будет возникать перекосов при осуществлении гибки металла. К кромке рабочего основания необходимо обеспечить примыкание без зазоров пуансона, так более точной будет линия сгиба. Если состояние не рабочее, то грань пуансона, расположенная сверху, находится в одной плоскости с поверхностью стола. Не должно быть даже отступления на 1 мм. Если все-таки отклонения получились, то работа станочного приспособления все равно будет производиться, но при этом радиус изгиба будет больше, и получится закругление на месте прямой линии. Дырокол можно изготовить в качестве дополнительной опции к приспособлению.
- Привод – полуметровый рычаг приваривается к передней части пуансона либо сбоку. Для удобства производства работ, он может быть изготовлен в форме скобы. Но при практических работах лучше всего использовать рычаг телескопического типа. Его длину несложно будет регулировать, при необходимости. Несложно изготовить такое приспособление из двух отрезков из труб. Длина самого рычага должна быть прочно зафиксирована для заданных положений. Для этого используются штифты, соединяющие отверстия насквозь с шагом в 0,1м. Этот шаг будет наиболее оптимальным, так как прикладываемое усилие ощущается при его регулировании на 10 см. Схема такой рукоятки регулирует воздействие усилий на металлы разной толщины. Для сгибания кромок до 0,8 мм применяется материал из оцинковки или черных металлов толщиной 3 мм и более, например, для кузовных работ телескопическая конструкция даст возможность в 2 раза и больше увеличить усилие. Повреждение ребер исключено, так как при работе обеспечивается равномерно распределенная нагрузка. От механического усилия на привод зависит вид и толщина обрабатываемого металла. При использовании прижимных планок с разнопрофильными гранями можно обеспечить загиб сложных кромок. Также можно обеспечить дожимное усилие и выполнить ребро жесткости одного из срезов либо по периметру листа.
Дырокол можно предусмотреть в рабочей части оснастки, если это необходимо.
Разрабатываемые проекты зависят от максимальной толщины сгибаемой кромки и состава материала.
Видео: кромкогиб автомобильный своими руками.
Как устроен станок
Основными деталями станка для гибки металла являются:
- основание;
- рабочий стол;
- прижим;
- обжимной пуансон;
- ручки — рычаги.
Основанием станка может служить сварной металлический стол из уголка или профильной трубы. При стационарной установке оборудования можно использовать и прочный деревянный стол на массивных ножках. При гибке жести толщиной до 0,8 мм (а именно на такие толщины и рассчитывается самодельный кромкогиб) особых усилий не требуется, поэтому на основание (станину) воздействуют ограниченные по величине силы. Прочность основания требуется только для точности гибки, чтобы не возникало перекосов.
Размеры стола — не менее 1,5 м по длине и до 1 м по ширине. Даже если вы не собираетесь работать с большими листами металла, запас никогда не повредит. Иногда возникают нестандартные ситуации, к которым должен быть готовым каждый мастер.
На передней кромке основания закрепляется рабочий стол — отрезок швеллера № 6,5 или №8. Он должен быть расположен строго горизонтально и надежно закреплен на основании. Если оно металлическое, то лучше всего приварить. К деревянному можно прикрепить болтами диаметром 10 мм.
Прижим
На верхней части рабочего стола устанавливается прижимная штанга, служащая одновременно опорной поверхностью. Сделать ее можно несколькими способами. Лучше всего использовать уголок 5Х5 см или большего размера, установленный ребром вверх. В этом случае передняя грань, обращенная к обжимному пуансону, будет наклонена под углом 135. Это позволит без труда изгибать металлический лист под углом 90 и более градусов.
По обе стороны прижима просверливаются отверстия для болтовых креплений. Можно приварить к основанию шпильки и прижимать рейку барашками, а можно и установить более сложные прижимы с возвратными пружинами, которые после отпускания барашков или вращения рукояток автоматически приподнимают прижим. Как работает эта система можно посмотреть на видео.
Пуансон
Передний рабочий пуансон изготовляется из трубы квадратного сечения или толстостенного уголка с таким же размером, как и прижимное устройство. Он должен проворачиваться вокруг горизонтальной оси, совпадающей с верхней передней гранью пуансона. Для этого на торцах его привариваются петли
Важно точно горизонтировать прижим, чтобы при гибке не возникало перекосов. Прилегать прижим к кромке рабочего стола должен максимально плотно, с минимальным зазором. Чем меньше зазор, тем точнее будет линия сгиба
Чем меньше зазор, тем точнее будет линия сгиба.
В нерабочем состоянии верхняя грань пуансона находится на одном уровне с поверхностью стола. Даже миллиметровой разницы быть не должно. Если отклонение по уровню есть, то станок, сделанный своими руками работать тоже будет, но радиус изгиба увеличиться и вместо прямой линии получится закругление.
Самостоятельное изготовление ручного кромкогиба
Ручной кромкогиб для авторемонта, выполненный своими руками, удобен в эксплуатации и пользуется популярностью среди жестянщиков. В розничной продаже имеется ряд современных предложений этого устройства, хотя его изготовление несложное.
Где применяется кромкогиб?
Приспособление нашло применение во многих сферах промышленности. В частности, его можно использовать для формирования фальцев кровельного железа, воздуховодов, и выполнять подготовку кромок изделия для сварных соединений. Сегодня авторемонту отдается одно из первых мест в применении устройства, так как автомобили с каждым годом становятся наиболее популярными среди населения.
Принцип работы устройства несложен, достаточно задать требуемую ширину загибания кромки, после, между двумя роликами, вращающимися навстречу друг другу, поместить обрабатываемый участок металла и поступательными движениями постепенно будет образовываться сгиб. Поэтому выполнить кромкогиб своими руками не составит труда. Механический дырокол-кромкогиб позволяет проделывать отверстия с большей степенью качества, чем при сверлении дрелью.
Чтобы изготовить кромкогибочный станок самостоятельно, и тем самым облегчить труд жестянщика не нужно обладать опытом практической деятельности. Основными элементами, обеспечивающими гибку металла, считаются:
- опорная поверхность;
- рабочее основание;
- прижимное усилие;
- обжатие пуансоном;
- рычаги, в форме ручек.
При разработке чертежей, если имеется необходимость, может быть дополнительно выполнен дырокол в этом же устройстве. В современных моделях станочного оборудования используется нож для подрезания кромок. Его тоже несложно смастерить.
- Опорная поверхность или основание устройства – таковым могут являться стол, выполненный из профиля трубы или металла, стол из дерева на мощных опорах, если есть необходимость загибания кровельного железа 0,8 мм толщиной. На эту величину и рассчитан ручной кромкогиб. Не надо прикладывать особые усилия, потому что на основание воздействуют незначительные показатели силы. Но основание должно быть достаточно прочным, это нужно для точности загибания металлического листа.
- Рабочее основание или стол – средние размеры рабочей поверхности 1м х 1,5м, можно больше. При осуществлении работ с листами габаритных размеров такие характеристики не будут излишними, так как встречаются непредвиденные ситуации. Для закрепления на основании предпочитается использовать №№ 8 или 6,5 швеллер. Крепеж производить четко по горизонтали. Возможно применение сварки металлических конструкций. При использовании дерева для основания, крепеж на болтовое соединение будет наиболее надежным.
- Прижим – для обеспечения зажима металла при загибании кромок используется прижимная штанга. Изготовить ее можно, использовав один из вариантов. Например, уголок с полочкой 0,05 м, или внизу на ребро большего размера установлен этот же прокат. При этом обеспечивается прижим к пунсону под заданным углом 1350. Такие листогибы без труда перегнут металл под прямым углом. С двух сторон прижимного механизма высверливаются под болты отверстия. Прижим также можно осуществлять за счет барашков с приваренными шпильками к основанию конструкции. Для установки более сложных зажимов можно использовать пружины. Чтобы представить каким образом производится работа пружины, достаточно посмотреть видео-ролик в интернете.
- Изготовление пуансона – чертежи этого элемента предусматривают использование трубы квадратного профиля или уголка с толстостенными полочками одинакового размера с прижимным устройством. Проектирование предусматривает поворот вокруг оси по горизонтали, при этом верхняя передняя грань должна обязательно совпасть с пуансоном. На торцах для этих целей привариваются петли. При этом важно прижим расположить точно по вертикали. Только так не будет возникать перекосов при осуществлении гибки металла. К кромке рабочего основания необходимо обеспечить примыкание без зазоров пуансона, так более точной будет линия сгиба. Если состояние не рабочее, то грань пуансона, расположенная сверху, находится в одной плоскости с поверхностью стола. Не должно быть даже отступления на 1 мм. Если все-таки отклонения получились, то работа станочного приспособления все равно будет производиться, но при этом радиус изгиба будет больше, и получится закругление на месте прямой линии. Дырокол можно изготовить в качестве дополнительной опции к приспособлению.
- Привод – полуметровый рычаг приваривается к передней части пуансона либо сбоку. Для удобства производства работ, он может быть изготовлен в форме скобы. Но при практических работах лучше всего использовать рычаг телескопического типа. Его длину несложно будет регулировать, при необходимости. Несложно изготовить такое приспособление из двух отрезков из труб. Длина самого рычага должна быть прочно зафиксирована для заданных положений. Для этого используются штифты, соединяющие отверстия насквозь с шагом в 0,1м. Этот шаг будет наиболее оптимальным, так как прикладываемое усилие ощущается при его регулировании на 10 см. Схема такой рукоятки регулирует воздействие усилий на металлы разной толщины. Для сгибания кромок до 0,8 мм применяется материал из оцинковки или черных металлов толщиной 3 мм и более, например, для кузовных работ телескопическая конструкция даст возможность в 2 раза и больше увеличить усилие. Повреждение ребер исключено, так как при работе обеспечивается равномерно распределенная нагрузка. От механического усилия на привод зависит вид и толщина обрабатываемого металла. При использовании прижимных планок с разнопрофильными гранями можно обеспечить загиб сложных кромок. Также можно обеспечить дожимное усилие и выполнить ребро жесткости одного из срезов либо по периметру листа.
Дырокол можно предусмотреть в рабочей части оснастки, если это необходимо.
Разрабатываемые проекты зависят от максимальной толщины сгибаемой кромки и состава материала.
: кромкогиб автомобильный своими руками.
Об иной оснастке для сгибания кромок металла
Самодельный кромкогиб для кузовного ремонта может быть и с пневматическим приводом. Кромкогиб пневматический пользуется спросом среди жестянщиков. В принципе работы заложено создание давления до 6,2 бар, за счет пневматических цилиндров и поворота балки. Его можно использовать при толщине металла до 1,2 мм, а ширина получаемой кромки может быть до 12 мм. Потребление воздуха 113 л/мин.
Кромкогиб автом можно приобрести в розничной продаже. Цена приемлемая, и устройство несложное. Необязательно обладать опытом работ при применении оснастки в ремонте. Пользуется популярностью дырокол- кромкогиб, так как с его помощью можно одновременно загнуть кромку металла и с точностью выполнить отверстие.
Устройство ручных кромкогибов
Кромкогибы, при некотором внешнем сходстве с листогибами, имеют принципиальное отличие – высота полки обычно не превышает 5…20% от их длины. Меньшее значение соответствует отбортовке внутренней кромки. При гибке такого ограничения нет, что предопределяет заметные конструктивные изменения в сравниваемых устройствах.
Первое из них касается длины рабочей зоны отбортовки – для ручных кромкогибов она может быть и небольшой, поскольку высота борта и радиус закругления не изменяются. Соответственно выпускаются портативные ручные кромкогибы, перемещая которые вдоль предварительно размеченной линии отбортовки, получаем требуемый профиль.
При большой протяжённости зоны кромкообразования процесс следует выполнять одновременно. В таких случаях кромкогиб более схож с листогибом, различаясь, по сути, лишь способом прижима заготовки.
Рассмотрим первый вариант устройства. Портативный ручной кромкогиб для постепенного формообразования борта включает в себя:
- Две ручки, причём подвижной может быть одна из них, либо обе.
- Рычажную усилительную систему для создания требуемого усилия отбортовки.
- Рабочие губки с профилем, который соответствует размерам кромки. Обычно производитель комплектует ручной кромкогиб набором из нескольких губок и наиболее часто встречающимися на практике высотой кромки и радиуса закругления при переходе от кромки к основной плоскости.
- Регулируемый ограничитель хода: чаще всего это – вывинчивающийся шлицевой винт, снабжённый упорной резьбой.
Для удобства работы ручки прорезинены, что исключает скольжение руки работающего во время приложения усилия.
Второй вариант портативного ручного кромкогиба – роликовый, где трение скольжения губок по заготовке заменяется трением качения при вращении рабочих роликов. Усилие формообразования при этом существенно снижается, но инструмент получается менее универсальным, поскольку пара роликов лишь одна, и изменить параметры кромкообразования не получится, кроме как заменой пары роликов, что довольно трудоёмко. Кроме того, роликовыми кромкогибами в большинстве случаев не удаётся выполнить внутреннюю отбортовку по малым радиусам.
Основным недостатком ручных портативных кромкогибов является их малая точность: при передвижении инструмента вдоль неровной линии будущей кромки постепенно накапливается погрешность, которая в конце операции может достигать миллиметра и более. При кузовном авторемонте это недопустимо, поэтому качество формирования борта определяется только опытом исполнителя.
Делаем ручной кромкогиб своими руками. Чертежи и видео
Отбортовка кромок в листовых деталях автомобиля при его ремонте – неэнергоёмкая операция, поэтому даже при значительных объёмах работ целесообразно обзавестись не приводным, а ручным кромкогибом.
Технологическое преимущество такого процесса заключается в том, что заготовку под давлением можно оставить настолько, насколько это требуется для преодоления упругой инерции материала.
Ручными кромкогибами обычно формируют кромки листового металла толщиной до 0,8…1,0 мм, при высоте борта до 20 мм.
Устройство ручных кромкогибов
Кромкогибы, при некотором внешнем сходстве с листогибами, имеют принципиальное отличие – высота полки обычно не превышает 5…20% от их длины. Меньшее значение соответствует отбортовке внутренней кромки. При гибке такого ограничения нет, что предопределяет заметные конструктивные изменения в сравниваемых устройствах.
Первое из них касается длины рабочей зоны отбортовки – для ручных кромкогибов она может быть и небольшой, поскольку высота борта и радиус закругления не изменяются. Соответственно выпускаются портативные ручные кромкогибы, перемещая которые вдоль предварительно размеченной линии отбортовки, получаем требуемый профиль.
При большой протяжённости зоны кромкообразования процесс следует выполнять одновременно. В таких случаях кромкогиб более схож с листогибом, различаясь, по сути, лишь способом прижима заготовки.
Рассмотрим первый вариант устройства. Портативный ручной кромкогиб для постепенного формообразования борта включает в себя:
- Две ручки, причём подвижной может быть одна из них, либо обе.
- Рычажную усилительную систему для создания требуемого усилия отбортовки.
- Рабочие губки с профилем, который соответствует размерам кромки. Обычно производитель комплектует ручной кромкогиб набором из нескольких губок и наиболее часто встречающимися на практике высотой кромки и радиуса закругления при переходе от кромки к основной плоскости.
- Регулируемый ограничитель хода: чаще всего это – вывинчивающийся шлицевой винт, снабжённый упорной резьбой.
Для удобства работы ручки прорезинены, что исключает скольжение руки работающего во время приложения усилия.
Второй вариант портативного ручного кромкогиба – роликовый, где трение скольжения губок по заготовке заменяется трением качения при вращении рабочих роликов.
Усилие формообразования при этом существенно снижается, но инструмент получается менее универсальным, поскольку пара роликов лишь одна, и изменить параметры кромкообразования не получится, кроме как заменой пары роликов, что довольно трудоёмко.
Кроме того, роликовыми кромкогибами в большинстве случаев не удаётся выполнить внутреннюю отбортовку по малым радиусам.
Основным недостатком ручных портативных кромкогибов является их малая точность: при передвижении инструмента вдоль неровной линии будущей кромки постепенно накапливается погрешность, которая в конце операции может достигать миллиметра и более. При кузовном авторемонте это недопустимо, поэтому качество формирования борта определяется только опытом исполнителя.
Ручной кромкогиб своими руками
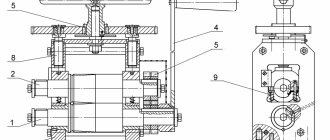
Остановимся на варианте проектирования и изготовления ручного кромкогиба с одновременным получением внутреннего или внешнего контура по всей длине предварительно размеченной заготовки.
Общий вид приспособления представлен на рисунке.
Такой ручной кромкогиб можно использовать не только в автосервисе, но также при производстве кровельных работ, изготовлении жестяных вентиляционных коробов и прочих пространственных изделий из листового металла.
Размеры самодельного кромкогиба с ручным приводом определяются в зависимости от наибольших размеров заготовки, для которой производится отбортовка. Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.
Конструкция ручного кромкогиба рассчитана на последовательное выполнение двух переходов:
- прижима заготовки при помощи струбцины и нижнего прижима;
- отбортовки по заданному контуру поворотом рукоятки с расположенным на ней пуансоном.
Обычно рекомендуют выполнять сварной вариант такого узла, но это нецелесообразно: параметры кривой отбортовки могут измениться, а пуансон сменить уже невозможно. Поэтому, учитывая небольшие усилия, возникающие при деформировании лучше изготовить сборно-разборный пуансон, который представляет собой совокупность отдельных модулей, характеризующихся своим радиусом закругления и высотой кромки.
Крепление таких пуансонов на балке выполняется при помощи болтов (разумеется, что все посадочные места должны быть спроектированы и выполнены с максимально возможной точностью).
Само кромкообразование выполняется после того, как заготовка надёжно зафиксирована между верхним и нижним прижимами (последний обеспечивает плавность прижима за счет пружины, насаженной на стержень в верхней плоскости). Совмещение двух половинок отбортовочного штампа производится при перемещении опорного кронштейна по сопрягаемой поверхности ограничителей, которые выполняют роль направляющих элементов ручного кромкогиба.
Изменяя конфигурацию пуансонных модулей, можно выполнять отбортовку не только под прямым, но и под любым другим углом – вплоть до 110…120º (для этого достаточно лишь предусмотреть небольшой скос на ограничителе, который виден на рисунке).
Как выбрать
В линейке инструментов от фирмы WUKO присутствует несколько моделей различных ручных листогибов, подходящих под разные требования. Принцип их действия одинаков: роликовый механизм загибает кромку при протягивании инструмента вдоль листа вручную. Инженерами компании в конструкции листогиба оригинально реализован процесс отбортовки металлического листа: роликовые направляющие одновременно служат рукоятью инструмента и метрической шкалой, позволяющей выставить необходимое расстояние для гибки. Видео демонстрирует, как работает инструмент.
Wuko Mini Bender. Самая простая модель ручного листогиба – Wuko Mini Bender имеет одну пару роликов. Модель 2022 позволяет делать загиб от 5 до 20 мм. Существуют варианты с возможностью получения более высокого борта: 2030 и 2050.
WUKO DUO BENDER. Для более высокой производительности выпускаются модели с двумя парами роликов. Они также различаются по величине загиба – от 200 мм (модель 3200) до 350 (модель 3350). Так же есть разновидность WUKO DUO Bender 3350 PLUS, укомплектованная дополнительной съемной ручкой и планкой для опоры. Модели с двумя рядами роликов предназначены для работы на прямолинейных участках.
- WUKO Uni Bender. Для работы на криволинейных участках, особенно при устройстве купольных конструкций, целесообразно применять специальные ручные роликовые листогибы. Они имеют дополнительный опорный ролик, упрощающий движение инструмента по радиусу.
- DISC-O-BENDER. Этот инструмент предназначен для формирования лежачего фальца при изготовлении горизонтальных швов, примыканий ендов, и прочих работах.
Модельный ряд роликового инструмента для ручной гибки предназначен для профессиональных кровельщиков и жестянщиков, выполняющих различные задачи по устройству фальцевой кровли и других изделий из листового металла. Ручные листогибы применяются как дополнительные удобные инструменты к листогибным и фальцеобразующим станкам, но при необходимости можно использовать ручной роликовый листогиб и для изготовления небольшого объема картин при монтаже кровли своими руками. Если вы решили использовать ручной роликовый листогиб для создания картин на кровлю, не забывайте, что формирование каждого изгиба происходит в несколько приёмов: инструмент отбортовывает кромку постепенно, за несколько проходов, поэтому изготовление всего необходимого объёма картин даже для относительно небольшой крыши загородного дома займёт довольно продолжительное время.
Самостоятельное изготовление
Конструкция ручного бендера проста и элегантна. В интернете можно найти чертежи, позволяющие при наличии доступа к токарному и фрезерному станкам и умении ими пользоваться повторить инструмент самостоятельно. Однако нужно учитывать, что инструмент заводского изготовления имеет специальное покрытие роликов – наиболее нагружаемой части.
Разнообразные изделия из жести и металлического листа, полученные способом гибки, популярны и востребованы как в профессиональном строительстве и машиностроении, так и для мелкого бытового ремонта и хозяйственных нужд. Вполне работоспособный листогиб своими руками для листа толщиной до 1,2 мм из черного, оцинкованного или цветного металла можно сделать в условиях домашней мастерской или небольшого металлообрабатывающего цеха.
С чего начать изготовление листогибочного станка
Чтобы сделать станок для гнутья листового металла, вам понадобится чертеж такого устройства или его подробные фото. Кроме того, следует учесть ряд таких важных факторов, как усилие, которое необходимо будет приложить для использования листогибочного станка, его масса и габариты (от которых зависит мобильность), себестоимость и доступность комплектующих. В итоге получаем следующие исходные параметры.
- Максимальная ширина листа, который необходимо будет гнуть, – 1 м.
- Максимальная толщина листового материала: оцинковка – 0,6 мм, алюминий – 0,7 мм, медь – 1 мм.
- Количество рабочих циклов, которые будут осуществляться без переналадки или ремонта, – 1200.
- Максимальный угол сгиба металлопрофиля, получаемый без ручной доводки, – 120 градусов.
- Крайне нежелательно использование заготовок из специальных сталей (например, из нержавейки).
- В конструкции листогиба следует избегать сварных соединений, плохо переносящих знакопеременные нагрузки.
- Следует максимально ограничить количество деталей листогибочного станка, которые вам необходимо будет заказывать на стороне, прибегая к помощи токарей или фрезеровщиков.
Очень сложно найти чертеж устройства, которое бы удовлетворяло всем этим требованиям, но можно доработать наиболее удачное из них.
Подготовка материалов и инструментов
Для изготовления станка-листогиба вам не обойтись без следующих инструментов и расходников к ним:
- электродрель и набор свёрл различного диаметра;
- болгарка, а также отрезные и шлифовальные диски к ней;
- сварочный аппарат и набор электродов;
- тиски для верстака, набор струбцин;
- набор ручного инструмента (молоток, кувалда, пассатижи, кёрнер, напильник-зубило).
Для подключения инструмента, если во дворе нет расположенной рядом с местом проведения работ розетки, потребуется катушечный удлинитель требуемой длины.
В качестве расходных материалов нужны:
- уголковый профиль из толстостенной стали;
- болты, гайки и шайбы (можно использовать гроверные);
- швеллер (П-образный профиль с частично заострёнными краями);
- правило (если в качестве ударно-спускового элемента используется именно оно);
- арматурный прут (допустима арматура с гладкой поверхностью);
- набор шарикоподшипников (если механизм предусматривает их использование).
Технология изготовления печатного бетона
Технология штампованного бетона не является запредельно сложной, и доступна для реализации своими силами с помощью относительно недорогих универсальных строительных инструментов
Суть процесса изготовления архитектурного бетона заключается в придании поверхности подготовленной бетонной площадки текстуры и цвета: гранитной брусчатки, дощатой мостовой, кирпичной кладки, звериных шкур, всего чего угодно. Для этого используются специальные резиновые штампы, специальные красящие и упрочняющие материалы, а также специальные инструменты и оборудование.
Для реализации технологии печатного бетона своими силами, потребуется наличие, приобретение или аренда специального инструментария и оборудования. В частности потребуется следующие инструменты для печатного бетона:
- Бетономешалка, оцинкованные ведра, совковая и штыковая лопаты для изготовления основы – тяжелого бетона. Прим. Если будет закупаться готовый бетонный материал на ближайшем беконном заводе, необходимости в данном оборудовании нет.
- Специальные резиновые штампы в количестве 6-7 штук и трамбовка для «обжатия» штампами бетонной поверхности.
- Угловая шлифмашинка с режущим инструментом «по бетону», для расшивки температурных швов и исправления дефектов штамповки.
- Скребок для разравнивания поверхности бетона.
- Магниевая плавающая рейка для втирания красящего упрочняющего вещества.
- Магниевый полутер для выравнивания бетона.
- Ручной кромкогиб для формирования углов.
- Стальная кельма.
- Виброрейка.
- Рустовка для устранения дефектов стыков.
- Текстурный ролик для обработки стыков штампов.
- Малярные кисти, малярный валик, пластмассовые ведра.
Кромкогиб ручной для авторемонта своими руками — Металлы, оборудование, инструкции
Такой несложный инструмент, как кромкогиб, может оказаться полезным во многих ситуациях, связанных с необходимостью обработки изделий из листового металла. На современном рынке представлено множество моделей такого устройства, но при желании его можно изготовить своими руками.
Кромкогибы можно использовать для формирования довольно сложных профильных элементов
Сферы применения
Кромкогибочный станок или простейший ручной инструмент, предназначенный для гибки кромок, находит широкое применение во многих сферах.
Кромкогиб позволяет, в частности, изготавливать из тонколистового металла элементы воздуховодов, подготавливать кромки заготовок для их соединения посредством сварки.
Авторемонт (кузовные работы) – еще одна область применения такого инструмента и оборудования.
Отгиб торца водосточной трубы на электромеханическом кромкогибочном станке
Если говорить о принципе, по которому действует кромкогиб, то он достаточно прост. Чтобы загнуть кромку тонколистового изделия, шкалу кромкогиба устанавливают на требуемую ширину обработки, затем край обрабатываемой детали помещают между рабочими роликами приспособления и, передвигая устройство, выполняют гиб.
Основные разновидности
Наиболее простыми по конструкции из представленных на рынке кромкогибочных устройств являются ручные приспособления роликового типа.
Все манипуляции с такими кромкогибами осуществляются при помощи рукоятки, которой они оснащены, а основную работу по деформированию края металлической заготовки выполняют ролики.
Ширина гиба, выполняемого при помощи такого приспособления, регулируется посредством специального ограничителя, установленного на направляющих устройства.
Компактными ручными кромкогибами можно работать непосредственно на месте монтажа
Высокую мобильность кромкогиба, работать с которым можно даже на высотных объектах, обеспечивают не только его компактные размеры, но и небольшой вес, составляющий порядка 2 кг.
Используя ручной кромкозагибочный инструмент, можно загнуть край металлической заготовки на угол до 90°, при этом толщина металла, из которого она изготовлена, не может превышать 0,8 мм.
При помощи кромкогиба можно выполнять гибы любой длины, а их ширина может находиться в интервале 0,5–20 см. Как видно из технических характеристик такого устройства, его возможности достаточно ограничены, поэтому использовать его целесообразно лишь для решения несложных технологических задач.
Более производительным и функциональным является кромкогибочный станок, оснащенный гидравлическим приводом. Оператору, работающему на таком оборудовании, не надо прикладывать значительные физические усилия для того, чтобы согнуть кромку металлической заготовки.
За счет высокой мощности, которой отличается такое устройство, его можно использовать для обработки заготовок из листового металла даже значительной толщины.
Кромкогибочный станок ZSH-4,0 с гидравлическим прижимом роликов
Гидравлический кромкогибочный станок в зависимости от габаритов может быть стационарным или передвижным. Именно гидравлическим приводом чаще всего оснащается такое оборудование, которое имеет и другое название – «кромкогибочный пресс».
Кромкогибочный станок может быть оснащен и электромеханическим приводом. При помощи данного оборудования можно изготавливать фальцы различного типа и даже выполнять осадку фальцевого шва, если оснащение станка позволяет это делать.
Выполнение кромки или её обрезка на роликовом станке происходит с помощью сменных роликов, от которых и зависит форма отгиба
Большой популярностью пользуются кромкогибы, оснащенные пневматическим приводом. Рабочие органы такого станка, работающего по принципу «поворотной балки», за счет использования пневмопривода позволяют оказывать значительное давление на обрабатываемую заготовку, величина которого может доходить до 6,2 бар.
Решив использовать серийное оборудование данной категории или изготовить пневматический станок своими руками, вы должны иметь в виду, что для полноценной работы такого устройства необходимо обеспечить расход воздуха, равный 113 л/мин.
Вариант первый. Станок для сгиба длинных прямых кромок
Для того чтобы изготовить такое устройство, вам потребуются его чертежи, которые несложно найти в интернете, а также следующее оборудование и расходные материалы:
- металлические швеллеры, из которых изготавливают основание и прижимы кромкогиба;
- толстостенный уголок для изготовления обжимного пуансона;
- металлический лист, из которого будут изготовлены щетки кромкогиба;
- металлическая скоба, используемая в качестве ручки устройства.
Основные разновидности
Наиболее простыми по конструкции из представленных на рынке кромкогибочных устройств являются ручные приспособления роликового типа. Все манипуляции с такими кромкогибами осуществляются при помощи рукоятки, которой они оснащены, а основную работу по деформированию края металлической заготовки выполняют ролики. Ширина гиба, выполняемого при помощи такого приспособления, регулируется посредством специального ограничителя, установленного на направляющих устройства.
Компактными ручными кромкогибами можно работать непосредственно на месте монтажа
Высокую мобильность кромкогиба, работать с которым можно даже на высотных объектах, обеспечивают не только его компактные размеры, но и небольшой вес, составляющий порядка 2 кг. Используя ручной кромкозагибочный инструмент, можно загнуть край металлической заготовки на угол до 90°, при этом толщина металла, из которого она изготовлена, не может превышать 0,8 мм.
При помощи кромкогиба можно выполнять гибы любой длины, а их ширина может находиться в интервале 0,5–20 см. Как видно из технических характеристик такого устройства, его возможности достаточно ограничены, поэтому использовать его целесообразно лишь для решения несложных технологических задач. Более производительным и функциональным является кромкогибочный станок, оснащенный гидравлическим приводом. Оператору, работающему на таком оборудовании, не надо прикладывать значительные физические усилия для того, чтобы согнуть кромку металлической заготовки. За счет высокой мощности, которой отличается такое устройство, его можно использовать для обработки заготовок из листового металла даже значительной толщины.
Кромкогибочный станок ZSH-4,0 с гидравлическим прижимом роликов
Гидравлический кромкогибочный станок в зависимости от габаритов может быть стационарным или передвижным. Именно гидравлическим приводом чаще всего оснащается такое оборудование, которое имеет и другое название – «кромкогибочный пресс».
Кромкогибочный станок может быть оснащен и электромеханическим приводом. При помощи данного оборудования можно изготавливать фальцы различного типа и даже выполнять осадку фальцевого шва, если оснащение станка позволяет это делать.
Выполнение кромки или её обрезка на роликовом станке происходит с помощью сменных роликов, от которых и зависит форма отгиба
Большой популярностью пользуются кромкогибы, оснащенные пневматическим приводом. Рабочие органы такого станка, работающего по принципу «поворотной балки», за счет использования пневмопривода позволяют оказывать значительное давление на обрабатываемую заготовку, величина которого может доходить до 6,2 бар. Между тем применять такой кромкогибочный станок можно для обработки заготовок из листового металла, толщина которого не превышает 1,2 мм, при этом ширина обрабатываемой кромки не может быть больше 12 мм. Решив использовать серийное оборудование данной категории или изготовить пневматический станок своими руками, вы должны иметь в виду, что для полноценной работы такого устройства необходимо обеспечить расход воздуха, равный 113 л/мин.
Самостоятельное изготовление кромкогибочного станка
Как сделать приспособление для выполнения кромкогибочных операций? Решается такая задача достаточно просто.
Вариант первый. Станок для сгиба длинных прямых кромок
Для того чтобы изготовить такое устройство, вам потребуются его чертежи, которые несложно найти в интернете, а также следующее оборудование и расходные материалы:
- металлические швеллеры, из которых изготавливают основание и прижимы кромкогиба;
- толстостенный уголок для изготовления обжимного пуансона;
- металлический лист, из которого будут изготовлены щетки кромкогиба;
- металлическая скоба, используемая в качестве ручки устройства.
Схема работы самодельного кромкогиба
Схема сборки, позволяющая изготовить станок для выполнения кромкогибочных операций, выглядит следующим образом:
На ребрах пуансона и основания снимаются фаски, размер которых должен составлять 7х45°, а длина – 30 см. К пуансону привариваются металлические прутки диаметром 10 мм, которые будут выступать в качестве осей. Приваривая такие прутки, необходимо следить за тем, чтобы их ось совпадала с ребром уголка. На концах рабочей части прижима делаются выборки. Самодельный кромкогиб предварительно собирается в тисках, при помощи которых пуансон сжимается с основанием
При этом важно следить за тем, чтобы стенка пуансона и рабочая полка основания, между которыми помещается картонная прокладка, располагались в одной плоскости. На ось пуансона надеваются стальные щетки, которые прижимаются к основанию при помощи струбцин. После проверки правильности положения щеток их приваривают к основанию устройства. В основании кромкогиба просверливаются отверстия, в которые вкручиваются зажимные болты. К основанию станка – металлическому швеллеру – привариваются шпильки, на которые накручиваются гайки. Выкрутив болты, их вставляют в рассверленные отверстия прижимного механизма и накручивают на них ограничительные гайки. К металлическому уголку самодельного кромкогиба приваривается ручка.
Чертеж гибочной балки (нажмите для увеличения)
Чертеж нижней балки (нажмите для увеличения)
Чертеж прижимной балки (нажмите для увеличения)
После того как ваше кромкогибочное устройство собрано, остается только зафиксировать его в слесарных тисках.
Закрепленный на верстаке кромкогиб
https://youtube.com/watch?v=EBreqnlypps
Вариант второй. Ручной кромкогиб для отбортовки
Этим самодельным приспособлением можно отгибать кромки любой длины, а конструкция взята с ручных кромкогибов заводского производства.
На данных примерах мы рассмотрели порядок изготовления типовых кромкогибов, которые можно использовать для выполнения целого перечня технологических операций. Если же вам необходимо кромкогибочное устройство, при помощи которого осуществляют авторемонт, то оно отличается еще более простой конструкцией и, соответственно, невысокой стоимостью, поэтому изготавливать его самостоятельно нецелесообразно: такое приспособление лучше приобрести.
Похожие материалы:
Кромкогиб ручной своими руками: чертежи, разновидности станка
Такой несложный инструмент, как кромкогиб, может оказаться полезным во многих ситуациях, связанных с необходимостью обработки изделий из листового металла. На современном рынке представлено множество моделей такого устройства, но при желании его можно изготовить своими руками.
Кромкогибы можно использовать для формирования довольно сложных профильных элементов
Сферы применения
Кромкогибочный станок или простейший ручной инструмент, предназначенный для гибки кромок, находит широкое применение во многих сферах.
Кромкогиб позволяет, в частности, изготавливать из тонколистового металла элементы воздуховодов, подготавливать кромки заготовок для их соединения посредством сварки.
Авторемонт (кузовные работы) – еще одна область применения такого инструмента и оборудования.
Кромкогиб также активно применяется в строительстве и при выполнении ремонтных работ по дому. Используя такой инструмент, формируют фальцевые соединения тонколистовых металлических элементов и даже изготавливают изделия различной конфигурации.
Отгиб торца водосточной трубы на электромеханическом кромкогибочном станке
Если говорить о принципе, по которому действует кромкогиб, то он достаточно прост. Чтобы загнуть кромку тонколистового изделия, шкалу кромкогиба устанавливают на требуемую ширину обработки, затем край обрабатываемой детали помещают между рабочими роликами приспособления и, передвигая устройство, выполняют гиб.
Основные разновидности
Наиболее простыми по конструкции из представленных на рынке кромкогибочных устройств являются ручные приспособления роликового типа.
Все манипуляции с такими кромкогибами осуществляются при помощи рукоятки, которой они оснащены, а основную работу по деформированию края металлической заготовки выполняют ролики.
Ширина гиба, выполняемого при помощи такого приспособления, регулируется посредством специального ограничителя, установленного на направляющих устройства.
Компактными ручными кромкогибами можно работать непосредственно на месте монтажа
Высокую мобильность кромкогиба, работать с которым можно даже на высотных объектах, обеспечивают не только его компактные размеры, но и небольшой вес, составляющий порядка 2 кг. Используя ручной кромкозагибочный инструмент, можно загнуть край металлической заготовки на угол до 90°, при этом толщина металла, из которого она изготовлена, не может превышать 0,8 мм.
При помощи кромкогиба можно выполнять гибы любой длины, а их ширина может находиться в интервале 0,5–20 см. Как видно из технических характеристик такого устройства, его возможности достаточно ограничены, поэтому использовать его целесообразно лишь для решения несложных технологических задач.
Более производительным и функциональным является кромкогибочный станок, оснащенный гидравлическим приводом. Оператору, работающему на таком оборудовании, не надо прикладывать значительные физические усилия для того, чтобы согнуть кромку металлической заготовки.
За счет высокой мощности, которой отличается такое устройство, его можно использовать для обработки заготовок из листового металла даже значительной толщины.
Кромкогибочный станок ZSH-4,0 с гидравлическим прижимом роликов
Гидравлический кромкогибочный станок в зависимости от габаритов может быть стационарным или передвижным. Именно гидравлическим приводом чаще всего оснащается такое оборудование, которое имеет и другое название – «кромкогибочный пресс».
Кромкогибочный станок может быть оснащен и электромеханическим приводом. При помощи данного оборудования можно изготавливать фальцы различного типа и даже выполнять осадку фальцевого шва, если оснащение станка позволяет это делать.
Выполнение кромки или её обрезка на роликовом станке происходит с помощью сменных роликов, от которых и зависит форма отгиба
Большой популярностью пользуются кромкогибы, оснащенные пневматическим приводом. Рабочие органы такого станка, работающего по принципу «поворотной балки», за счет использования пневмопривода позволяют оказывать значительное давление на обрабатываемую заготовку, величина которого может доходить до 6,2 бар.
Между тем применять такой кромкогибочный станок можно для обработки заготовок из листового металла, толщина которого не превышает 1,2 мм, при этом ширина обрабатываемой кромки не может быть больше 12 мм.
Решив использовать серийное оборудование данной категории или изготовить пневматический станок своими руками, вы должны иметь в виду, что для полноценной работы такого устройства необходимо обеспечить расход воздуха, равный 113 л/мин.
Самостоятельное изготовление кромкогибочного станка
Как сделать приспособление для выполнения кромкогибочных операций? Решается такая задача достаточно просто.
Вариант первый. Станок для сгиба длинных прямых кромок
Для того чтобы изготовить такое устройство, вам потребуются его чертежи, которые несложно найти в интернете, а также следующее оборудование и расходные материалы:
- металлические швеллеры, из которых изготавливают основание и прижимы кромкогиба;
- толстостенный уголок для изготовления обжимного пуансона;
- металлический лист, из которого будут изготовлены щетки кромкогиба;
- металлическая скоба, используемая в качестве ручки устройства.
Схема работы самодельного кромкогиба
Схема сборки, позволяющая изготовить станок для выполнения кромкогибочных операций, выглядит следующим образом:
- На ребрах пуансона и основания снимаются фаски, размер которых должен составлять 7х45°, а длина – 30 см.
- К пуансону привариваются металлические прутки диаметром 10 мм, которые будут выступать в качестве осей. Приваривая такие прутки, необходимо следить за тем, чтобы их ось совпадала с ребром уголка.
- На концах рабочей части прижима делаются выборки.
- Самодельный кромкогиб предварительно собирается в тисках, при помощи которых пуансон сжимается с основанием. При этом важно следить за тем, чтобы стенка пуансона и рабочая полка основания, между которыми помещается картонная прокладка, располагались в одной плоскости.
- На ось пуансона надеваются стальные щетки, которые прижимаются к основанию при помощи струбцин.
- После проверки правильности положения щеток их приваривают к основанию устройства.
- В основании кромкогиба просверливаются отверстия, в которые вкручиваются зажимные болты.
- К основанию станка – металлическому швеллеру – привариваются шпильки, на которые накручиваются гайки.
- Выкрутив болты, их вставляют в рассверленные отверстия прижимного механизма и накручивают на них ограничительные гайки.
- К металлическому уголку самодельного кромкогиба приваривается ручка.
Чертеж гибочной балки (нажмите для увеличения)
Чертеж нижней балки (нажмите для увеличения)
Чертеж прижимной балки (нажмите для увеличения)
После того как ваше кромкогибочное устройство собрано, остается только зафиксировать его в слесарных тисках.
Закрепленный на верстаке кромкогиб
обзор изготовления первого варианта кромкогибочного станка можно детально увидеть в представленном ниже видеоролике.
Вариант второй. Ручной кромкогиб для отбортовки
Этим самодельным приспособлением можно отгибать кромки любой длины, а конструкция взята с ручных кромкогибов заводского производства.
Внешний вид Сборочный чертеж Чертеж рукоятки с нижней губкой Чертеж внутренней детали Чертеж рукоятки с верхней губкой Чертеж рычага Весь ход работ детально кромкогиба данного вида подробно показан на видео ниже.
На данных примерах мы рассмотрели порядок изготовления типовых кромкогибов, которые можно использовать для выполнения целого перечня технологических операций.
Если же вам необходимо кромкогибочное устройство, при помощи которого осуществляют авторемонт, то оно отличается еще более простой конструкцией и, соответственно, невысокой стоимостью, поэтому изготавливать его самостоятельно нецелесообразно: такое приспособление лучше приобрести.
И в заключение еще один вариант изготовления самодельного кромкогиба в видеоформате.
Временная конструкция по упрощенной схеме
Рассмотренный вариант листогиба делается для регулярных работ, и фактически является стационарным устройством. Если вам необходимо срочно выполнить разовую работу по изготовлению жестяных изделий – можно создать более простое устройство.
Для изготовления понадобятся:
- Три уголка 40-50 мм, ширина по вашим потребностям;
- Пара дверных петель;
- Две мощные струбцины;
- Два прута (круга) в качестве ручек.
Два уголка скрепляются между собой петлями, как можно более плотно.
Третий, более короткий уголок, при помощи струбцин прижимает заготовку и нижнюю траверсу к верстаку. Такой станок не слишком удобен, но это компенсируется простотой изготовления. Вариант изготовления выбирать вам.
ДОМОСТРОЙСантехника и строительство
- Рубрика: Строительство
- Ссылка на пост
- https://firmmy.ru/
Известно, что сварку встык очень сложно сделать на тонком железном материале. Благодаря инструменту, который представлен в этом видео канала “автореаниматор”, значительно облегчается работа по авторемонту. Теперь можно маскировать шов, который производится внахлёст, в результате получается полная иллюзия сварки встык. Внешне это выглядит очень эффектно и красиво. Сначала посмотрите, как работает мастер этим своим инструментом, конструкцию кромкогиба. Во втором видеоролике вы сможете увидеть чертежи изделия.
Мастер показывает, как с помощью ручного самодельного кромкогиба удается сделать ровные соединение двух деталей в ходе авторемонта. Одна из деталей имеют однородную ровную поверхность. На 2 детали сделаны кромка с углублением. Паз миллиметровой глубины. Два элемента прикладывается друг другу. По канавке в месте соединения проводится сварочный шов. Далее шлифуется выравнивается. Получаем ровное аккуратное и плоское соединение двух элементов, после покрытия краской смотрится как одно целое. Эффект сварки встык, но на самом деле внахлёст.
Рассмотрим конструкцию ручного кромкогиба в более подробном виде. Маленькие тиски для устойчивости. Точка опоры. Длина рычагов 0,5 метра. Трубка на 25. к ней приварены два куска шины. Два отверстия. Получается п-образная деталь. Болтики на 12. Попробуем разобрать инструмент. Когда можно будет более подробно показать все составные части. Выступ на этой части не является формирующей. На 2 детали есть ответная часть. Для облегчения работы сделан рычаг.
Два рычага через точку опоры соединяются друг с другом. Труба 25, шина имеет такой же размер. Длина плеча 100 миллиметров. Расстояние между болтами 25 миллиметров. Внутренняя трубка 20 x 20. К ней приварена миллиметровая пластинка. Пластинка компенсирует разницу во внешнем и внутреннем диаметрах. Для упрощения конструкции в щечке нарезана резьба. Мастер в процессе изготовления этого ручного приспособления не использовал каких-либо чертежей, всё делалось по наитию. Вся структура рисовалась на бумажке.
Если вы хотите повторить эту конструкцию для своей автомастерской, то следующее видео будет ценным для вас. Здесь вы можете увидеть все необходимые чертежи этого инструмента, которая называется кромкогиб. Очень удобное приспособление для работы в процессе авторемонта.
Ручной кромкогиб для авторемонта, выполненный своими руками, удобен в эксплуатации и пользуется популярностью среди жестянщиков. В розничной продаже имеется ряд современных предложений этого устройства, хотя его изготовление несложное.
Об иной оснастке для сгибания кромок металла
Самодельный кромкогиб для кузовного ремонта может быть и с пневматическим приводом. Кромкогиб пневматический пользуется спросом среди жестянщиков. В принципе работы заложено создание давления до 6,2 бар, за счет пневматических цилиндров и поворота балки. Его можно использовать при толщине металла до 1,2 мм, а ширина получаемой кромки может быть до 12 мм. Потребление воздуха 113 л/мин.
Кромкогиб автом можно приобрести в розничной продаже. Цена приемлемая, и устройство несложное. Необязательно обладать опытом работ при применении оснастки в ремонте. Пользуется популярностью дырокол- кромкогиб, так как с его помощью можно одновременно загнуть кромку металла и с точностью выполнить отверстие.
Republished by Blog Post Promoter