Ковка металла, наряду с литьем, самая древняя технология по обработке материалов. Причем производить изделия таким способом человечество начало еще задолго до появления железа и стали. Первые кузнецы работали около 5-6 тысяч лет назад. Со временем технология лишь совершенствовалась и дополнялась новыми приемами. Сегодня ни одно производство не обходиться без обработки металла ковкой.
Что в себя включает технология ковки, какое оборудование и приемы используются в самом старом виде металлообработки?
Понятие ковки металла
Говоря простым языком, ковка — обработка металла, нагретого до ковочной температуры. Принцип технологии построен на физических свойствах любого материала, имеющего температуру плавления. Но прежде, чем будет достигнут этот порог, структура вещества станет более мягкой.
Каждый металл имеет свою температуру, при достижении которой он становиться более мягким, а, значит, и более податливым для обработки путем ковки.
Однако, существует также технология металлообработки, когда заготовку не нагревают, а куют холодной. Такой прием позволяет получить не менее прочные изделия, без нагревания заготовка прессуется и изгибается.В таблице указаны пределы температур, при которых тот или иной металл можно ковать.
Станки для холодной ковки
Ручные станки для холодной ковки можно сделать своими руками. Для этого надо иметь хорошо оборудованную мастерскую и средние навыки слесарных и сварочных работ, а также механической обработки металлов. Особо важные узлы, такие, например, как станина и подвижная опора гнутика, делаются из высокопрочной стали и без сверлильного и фрезерного станка изготовить их затруднительно.
Если таких станков в распоряжении домашнего мастера нет, то изготовление самых важных узлов лучше разместить на производстве.
В последнее время ведущие отечественные производители оборудования для ковки металла в домашних условиях предлагают широкие линейки ручных станков по вполне разумным ценам.
Гнутик
Приспособление гнутик предназначено для операции гибки. На массивной станине станка, расположенной вертикально или горизонтально, закреплены два неподвижных упора- с прижимными роликами. Между ними в пазу станины в поперечном направлении перемешается подвижный упор, снабженный накладкой, соответствующей желаемой форме изгиба. Заготовку закрепляют в неподвижных упорах прижимными роликами, с помощью червячной передачи подводят к ней подвижный упор и, продолжая вращать передачу рычагом или воротом, сгибая заготовку под требуемым углом.
Читать также: Обозначение прожектора на схеме
Если к червячной передаче через редуктор присоединить электродвигатель и оснастить подвижный упор концевыми выключателями, можно получить функциональный аналог промышленного станка. Для этого потребуются навыки конструирования механизмов и электротехнических устройств и строгое соблюдение норм промышленной безопасности.
Улитка
Улитка, или твистер, служит для сгибания конца заготовки в плоскую спираль.
Самая простая конструкция улитки — это приваренный к массивному неподвижному основанию шаблон из толстой металлической полосы, повторяющий с небольшим припуском форму готового завитка. Конец прутка закрепляют в середине шаблона, и гибочным рычагом последовательно прижимают его к шаблону от центра к краям. Изготовление такого станка не требует дорогих комплектующих, но работа на нем сопряжена с большими физическими усилиями, и не всегда получается добиться идеальной формы изделия.
Более сложная конструкция улитки оснащается воротом и поворотным шаблоном-лемехом. Лемех состоит из нескольких звеньев на шарнирных соединениях, разгибающихся по мере поворота вала. Прижим заготовки к лемеху осуществляется валиком, двигающемся в продольном пазу в радиальном направлении от приводного вала. Валик прижимается с помощью рычага. На такой улитке можно навить до пяти витков спирали.
Волна
Для изготовления волн и зигзагов применяют станок Волна. Его также можно собрать своими руками, придется купить или заказать на производстве только самые высоконагруженные узлы — ролики, которые делают из инструментальной стали.
Наиболее простой способ изготовления волны — это добавить к улитке с воротом и поворотным лемехом специальный ворот для волн.
Центральный и обводной ролики делают сменным, чтобы можно было менять радиус изгиба. В водиле обводного ролика делают ряд отверстий, чтобы его можно было переставлять ближе или дальше к основному и менять, таким образом, шаг волны.
Глобус
Глобус служит для формирования из заготовки дуги фиксированного размера с большим радиусом. Такие элементы используют в качестве верхней части арок. В середине массивного основания на оси закрепляется гибочный рычаг с прижимным роликом и шаблон будущей дуги.
Заготовку фиксируют в начале шаблона и, двигая рычаг, прижимают роликом пруток к шаблону, формируя дугу. Используется редко, в тех случаях, когда необходимо создать большое количество дуг одного радиуса. Единичную дугу проще сделать на гнутике.
Фонарик
Станок имеет несколько названий — фонарик, корзинка, шишечка. Все они относятся к станкам торсионного типа. Один конец заготовки (или нескольких заготовок) зажимается в неподвижной оправке, другой — в подвижной, имеющей возможность движения вдоль продольной оси детали. Подвижную оправку начинают вращать рычагом, воротом или электроприводом. Происходит скручивание заготовки по продольной оси.
Таким способом получают весьма выразительную фактуру поверхности одиночного прутка.
При работе с несколькими прутками их закрепляют в оправке на равном расстоянии друг от друга и от продольной оси. После скручивания получившиеся спирали сваривают концами вместе и получается элегантная объемная фигура для украшения наверший решеток, карнизов и ручек каминных принадлежностей.
Твистер
Твистер предназначен для навивки объемных спиралей и представляет собой закрепленный на прочном основании отрезок трубы, по диаметру равный требуемой спирали. В нижней части приварено ушко — фиксатор для заготовки.
Ворот для навивки имеет прорезь для заготовки и упор, определяющий вертикальный шаг спирали. Вращая ворот вокруг трубы – оправки, мастер навивает восходящую спираль. Изменяя вылет упора, можно менять шаг спирали.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Ковка. Определение, общие понятие, описание процесса ковки, исторические факты о ковке.
Виды кузнечной обработки
Существуют основные виды ковки металла:
- Свободная.
- Машинная.
- Штамповка.
Свободная ковка подразумевает то, что заготовки не ограничены никакими формами. Или же материал будет закреплен с одной стороны на наковальне. К этому технологическому приему относиться и ручная ковка металла, когда изделию придают форму, используя кувалду или молоток. Свободная ковка применяется как для производства отдельных продуктов, так и просто для улучшения качества материала.
При проковке поверхности заготовки улучшается свойство металла. Крупные кристаллы материала размельчаются, структура станет более мелкозернистой и однородной. К тому же, при поковке завариваются внутренние раковины, упрочняя тело заготовки.
Машинная ковка — более современный вариант обработки. Такая технология используется в массовой, тяжелой промышленности. При этом используют механизированные молоты (с массой от 40 килограмм до 5 тонн), ковочные машины или прессы. Вес заготовок и конечных поковок порой может достигать нескольких десятков тонн.
ПОСМОТРЕТЬ Индукционный нагреватель на AliExpress →
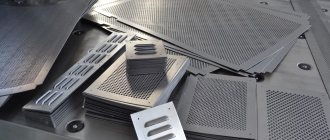
Штамповка. Такой технологический прием позволил сделать производство массовым. При изготовлении изделий металл ограничивается штампами и при деформации получает нужную форму.
Штамповка используется в массовом производстве, где важно получить большое количество продукции. Свободная ковка, как правило, используется в мелкосерийном и единичном производстве.
Основные приемы холодной ковки
Основных приемов холодной ковки несколько:
- Сгибание. Включает простое сгибание прутка или профиля, сгибание в разных направлениях, сгибание в завиток, кольцо или пружину. Реализуется на таких станках, как гнутик, улитка, волна, твистер.
- Скручивание. Проводится скручивание заготовки или их группы по продольной оси. Позволяет получать витые элементы и навершия в виде фонариков. Реализуется на станках торсионного типа.
- Расплющивание. Представляет собой доведение формы конца прутка или трубы до вида «в гусиную лапку», двухстороннюю полуволну и «вчистую». Выполняется на штамповочных прессах и ручных прокатных станах.
Оборудование и инструменты
Многовековое развитие такого вида металлообработки привело к появлению огромного количества инструментов и приспособлений. Но горячая ковка металла сохранила ту же технологическую линию, как и тысячи лет назад: нагревание, закрепление, деформация, закалка.
При изготовлении кованых изделий ручным способом используют практически те же наборы инструментов и оборудования, которые применяли мастера с зарождения этой технологии. Список следующий.
- Кузнечный очаг → ПОСМОТРЕТЬ на AliExpress
- Наковальня → ПОСМОТРЕТЬ на AliExpress
- Клещи.
- Молот → ПОСМОТРЕТЬ на AliExpress
Кузнечный очаг или горн используется для нагревания материала до нужной температуры. Существует множество различных видов этого оборудования.
- Стационарные и переносные.
- Закрытые и открытые очаги.
- Топливные или электрические.
- Жидкостные, газо- или твердотопливные.
- С боковыми соплами подачи воздуха или центральной фурмой.
Наковальни — это массивные металлические столы, где собственно и происходит формирование заготовки. Состоят из основания, рога и наличника с отверстиями для гибки. Существует несколько разновидностей этого кузнечного приспособления, однако обязательно наличие стальной опоры с весом от 30 килограмм.
Клещи в ручной ковке мастер использует для оперирования заготовкой в процессе работы.
Молоты — основной инструмент, использующийся в кузнечном деле, могут иметь различную массу для работы с разными по габаритам заготовками.
Преимущества и недостатки холодной ковки
Технология холодной ковки обладает неоспоримыми преимуществами:
- Малая трудоемкость.
- Высокая производительность.
- Низкая энергоемкость.
- Низкие требования к квалификации и легкость освоения навыков работы.
- Высокая повторяемость деталей в серии.
- Возможность различных сочетаний базовых элементов для создания уникальных конструкций, узоров и орнаментов.
Метод холодной ковки позволяет быстро и экономично производить большие серии идентичных элементов, например, частей решеток или оград, и обойдется такая ограда в десятки раз дешевле, чем при изготовлении элементов методом горячей ковки.
Свойственны холодной ковке и некоторые недостатки:
- Ограниченный набор операций и базовых элементов.
- Ограниченный выбор исходных материалов: квадратный или сплошной пруток, профильный прокат, металлическая полоса.
Иными словами, если требуемую деталь можно сделать методом холодной ковки — хорошо, если она не является одним из базовых элементов- то придется выбрать другую технологию.
Кузнечные приемы
Основные кузнечные операции, использующиеся в технологии ковки металла:
- Осадочные.
- Высадочные.
- Протяжные.
- Обкатки.
- Раскатки.
- Прошивки.
- Разгонки.
Осадочные кузнечные работы подразумевают уменьшение высоты заготовки и увеличение ее поперечной площади сечения.
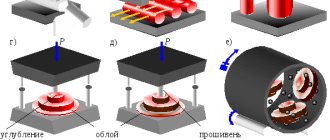
Высадка, по сути, частичная осадка заготовки. Применяется, когда на поверхности металла нужно сделать некоторые утолщения. Добиваются этого за счет уменьшения длины заготовки.
Протяжка — еще один технологический прием обработки металла кузнечным способом. Такая операция подразумевает удлинение заготовки. При этом уменьшается поперечная площадь сечения.
Раскатка на станке
Обкатка в кузнечном деле подразумевает собой придание заготовке формы цилиндра. В процессе деформации металла заготовка проворачивается вокруг своей оси.
Раскатка — обработка кольцевой заготовки. Когда нужно увеличить ее внутренний и наружный диаметры, металл раскатывают на оправке за счет уменьшения толщины стенок.
Прошивку в кузнечном деле применяют для получения сквозного отверстия за счет использования пробойника.
Разгонка — это операция получения более широкой заготовки. По сути, металл для ковки расплющивают на поверхности наковальни молотом, двигаясь поперек оси изделия.
Существует также множество других приемов, с помощью которых получают требуемые формы изделия.
Введение
Новшества кузнечного ремесла касаются лишь усовершенствования приемов ковки, основа же остается неизменной вот уже на протяжении сотен лет. Как и раньше технологическая обработка металлов заключается во взаимном скольжении зерен, вследствие чего они вытягиваются, ключевым моментом процесса является направление вытягивания зерен – по течению металла. При этом волокнистость металла обеспечивается вытягиванием неметаллических вкраплений. За счет высокой температуры металл приобретает высокие механические свойства в процессе увеличения размера зерен.
Техника выполнения ковки металла подразумевает его обработку в нагретом состоянии, поскольку высокая температура обеспечивает пластичность, а так и податливость материала. Но холодная обработка металла не исключена, хотя и требует дополнительного оборудования, в то время как для горячей обработки металла основными инструментами являются молот (ручной молоток или механический молот) и наковальня, а для холодной ковки – специальные станки и болгарку.
Видео: как бить молотком
Строгое соблюдение термических условий ковки, позволит упростить работу с металлом и тонко прочувствовать изменения пластичности металла в процессе остывания для придания ему желаемых качеств.
В зависимости от вида стали варьируется продолжительность времени обработки и сложность работы с металлом. Вот, например, высокоуглеродистая сталь требует большего мастерства и затрат времени нежели малоуглеродистая, с которой можно работать дольше без повторного нагрева.
Помимо всего, высокоуглеродистую сталь сложнее ковать из-за особенностей температурного режима при нагревании и последующей работы с металлом.
Стальная поковка и отливка
Оба производственных процесса требуют применения высоких температур к стальному сырью (для его разжижения или податливости) и выполнения механической обработки с ЧПУ (устройство числового программного управления) в конце процесса для получения конечного продукта.
Конечные продукты могут также подвергаться поверхностной обработке, такой как покраска, порошковое покрытие, полировка, различные типы покрытий (например, цинкование) и защита от износа / упрочнение (нанесение покрытия из карбида вольфрама).
Наконец, что немаловажно, литые и кованые детали могут быть собраны, сварены, спаяны с твердым покрытием перед отправкой в качестве конечного продукта.
Продукты, полученные в результате процессов литья и ковки, имеют различные свойства с точки зрения пористости поверхности (как правило, лучше для кованых и литых изделий), зернистой структуры (лучше для кованых изделий), прочности на растяжение (как правило, лучше для кованых изделий) и устойчивости к усталостным нагрузкам.
Поэтому эти альтернативные производственные процессы используются (и подходят) для различных обстоятельств и областей применения.
Процесс литья предпочтителен для:
- деталей и компонентов, которые были бы слишком сложными или дорогостоящими для изготовления ковкой стали (например, большие корпуса клапанов);
- частей, которые имеют внутренние полости;
- крупногабаритных деталей (практически нет ограничений по размеру с точки зрения веса деталей, которые могут быть изготовлены в процессе литья);
- деталей из специальных сплавов (некоторые конкретные сплавы подделать сложнее, чем литье, например, с высоким содержанием никеля и молибдена, которые обладают значительной стойкостью к механическим воздействиям);
- деталей, требующих массового производства и небольших партий.
Процесс ковки предпочтителен для:
- деталей, требующих чрезвычайно высокой прочности, ударной вязкости и сопротивления (действительно, в процессе ковки структура стальных зерен модифицируется в соответствии с формой конечного продукта — с высокой однородностью состава и металлургической рекристаллизацией);
- частей, которые должны противостоять более сильным ударам и механическим воздействиям;
- участков, где пористость, риск образования газовой полости, карманов и возможного образования полостей (даже микрогранулированных) неприемлемы;
- производства механически прочных деталей без использования дорогих сплавов;
- деталей, которые требуют высокой износостойкости;
- деталей, подверженные высоким нагрузкам и нагрузкам;
- высокопроизводительных приложения, когда целостность и качество детали является главной целью в процессе производства, а не время и стоимость.
Развитие технологий литья уменьшило разрыв между физическими свойствами литых и кованых изделий, что делает современные литые изделия очень конкурентоспособными с точки зрения качества, прочности и износостойкости: однако во многих областях ковка стали остается, тем не менее, предпочтительный вариант изготовления (пример: клапаны небольшого размера, то есть кованые клапаны или клапаны высокого давления).