Приспособление для правильного угла заточки сверла
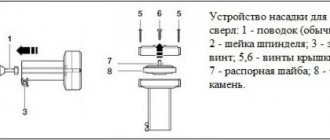
Как без большого труда и навыков затачивать сверла с правильным углом заточки? К сожалению, у многих из нас это получается не с первого раза. Это приспособление очень простое по конструкции. Поэтому каждый из вас каждый сможет ее повторить. Многие знают, что грани болтов и гаек имеют такой же угол, как и стандартная заточка сверла. Этим и воспользуемся. Мы не будем сваривать две гайки вместе, чтобы получить правильный шаблон. Конструкция немного другая.
Для начала нужна любая гайка. Чем большего диаметр, тем больше диаметр сверла можно в ней затачивать.
Гайка имеет 6 граней, 2 из которых нам нужны. Берем штангенциркуль и от края гайки отмечаем 4 мм. Переворачиваем гайку наоборот и с краю делаем пометку, которая на полтора мм больше, чем первая. Делаем треугольник с 2 сторон. Вырезаем ножовкой или болгаркой. Получилась гайка с пропилами.
Привариваем ещё одну. Устройство почти готово. Ему не хватает шайбы, которую забрасываем в середину. Также понадобится болт, он закручивается в маленькую гайку.
Пропилы в гайке имеют разную глубину, которая отличается на 1,5 мм. Это разница на глаз малозаметна. Вставляем пруток, фиксируем, прикладываем линейку. Зазор между линейкой и кругляком меньше слева, чем справа. То есть устройство имеет определенный угол. Там, где зазор меньше, мастер поставил пометку.
Работа механизма приспособы
Берём ровное не заточенное сверло, помещаем в устройство. Там, где стоит метка, сверло нужно разместить, как показано на фото и видео. Фиксируем сверло, чтобы она немного выглядывало из граней. С рабочей стороны будет происходить заточка сверла. В указанном примере можно зажать диаметром до 8 мм.
Когда начнём стачивать на наждаке край сверла, есть направляющая в виде плоскости ребра гайки, которая задает правильный угол заточки.
Это классно устройство для тех, кто не может на глаз подобрать правильный угол.
На видео показано, как установить инструмент относительно наждачного круга. С 6 минуты можно посмотреть, как происходит обработка сверла.
Alexander Polulyakh.В дополнение к этому видеоуроке еще одно устройство самодельщиков с применением болтов и гайки.
Как заточить мелкое сверло?
Для самых мелких свёрл (ниже 4 мм) специальные насадки не выпускаются. На точильном станке их тоже нельзя точить. Поэтому заточка таких оснасток производится вручную с помощью надфиля.
Если нет надфиля, можно обойтись и простым напильником. Желательно, чтобы на инструменте было алмазное напыление для более быстрой и качественной заточки. В случае использования напильником рекомендуется выполнить финишную доводку надфилем.
Основная трудность заключается в миниатюрности кромки на таких свёрлах. Профессиональные мастера обычно используют для такой работы специальные увеличивающие очки, позволяющие контролировать процесс заточки.
В целом мелкие свёрла точатся аналогично большим. Основная особенность заключается в том, что не следует снимать слой более 1 мм. Выдержать заводской угол на мелкой кромке очень сложно, поэтому здесь допускается работа на глаз.
Чертеж приспособления для заточки сверл
Если говорить о тех сверлах, которые используются мастерами в домашних условиях, то стоимость их в магазинах невысока. Но даже в этом случае не стоит использовать их как расходный материал для одноразового применения. Ведь обновление сверла до самого хорошего рабочего состояния не составит большого труда, если мастер имеют сноровку или специальные приспособления.
Есть фабричные станочки, которые предназначаются для затачивания, но это отдельная статья расходов, поэтому чаще всего мастера создают такие устройства своими руками.
Больше всего проблем создают сверла по металлу, а деревянные заготовки не так скоро снижают остроту режущих кромок.
Чтобы изготовить станок для восстановления остроты режущих элементов, необходимые средства контроля (шаблон), который используется для поверки инструмента.
Обычно инструменты по черному металлу, твердосплавной бронзы, стали или чугуна — с углом кромки 115-125 градусов. Длина другого материала эти параметры иные.
для мягкой бронзы, красной меди – 125, для латунных сплавов – 135;
для алюминия и мягких алюминиевых сплавов, гранита, керамики и древесины – 135 градусов;
для магния и его сплавов – 85 градусов;
для пластика, текстолита и силумина – от 90 до 100 градусов.
Мастера при необходимости делают шаблоны соответственно указанным выше данным. Кстати, теоретически единичный экземпляр сверла может подойти для всех этих металлов и других материалов, если каждый раз точить разные рабочих поверхностей.
Элементарное кустарное приспособление, которое часто применяется, втулки, приделанные к основанию. В интернете много чертежей для самостоятельного изготовления. Нужно учесть, что инструмент должен быть хорошо зажат, точность зависит от 1 градуса.
При желании можно изготовить значительных размеров обойму, применив алюминиевые или медные трубки соотносительное с типовыми характеристиками сверл или в заготовке из мягкого металла просверлить много дырок. Необходимо, чтобы у точилки был комфортный подручник, чтобы перемещать устройство и удерживать упор.
Этот примитивный станок для заточки легко установить на верстак или столик.
Суть проблемы: есть свёрла, их надо точить.Будем использовать один из методов заточки, близкий к заводским. Ловить руками лень. Лучше обезьяний способ — поставил и готово. На изготовление приспособления по готовому чертежу ушел приблизительно 1 час времени.
Читать также: Какой станок для бритья лучше для мужчин
Немного сварочных работ по шаблону. Был сделан уголок. Надели шайбу, она просто напрессована.
Попробуем первые заточки, если всё собрано правильно, будем дорабатывать и окультуривать, делать приспособление на скорую руку.
После заточки сверла проводим тест. Видны две литьевые стружки, значит, заточка проведена правильно.
Единственный недостаток — одна стружка длиннее другой, значит промазали по длине кромок. Надо сделать упор, который станет регулировать длину
Видео канала «Anton Fomenko».
Заточка с помощью приспособления или станка
Конечно, для этого лучше использовать более продвинутые варианты, которые позволят заранее настроиться на определенные углы. В таком случае понадобится приспособление или станок для заточки сверл.
Если масштаб работ в вашей мастерской достаточно большой, и переточка инструмента требуется постоянно, то оптимальным будет приобретение станка. Он позволит значительно упростить процесс, особенно в том случае, если требуется перетачивать твердосплавные сверла по металлу. Основное преимущество его использования – точное соблюдение заранее заданных параметров. При большом объеме работ недопустимо использование неправильно заточенного инструмента, так как это приведет к снижению производительности. Современные заточные станки позволяют получать различные типы заточек сверла:
1. Х-тип. Используется по большей части для засверливания в глухих отверстиях. Предназначен для снижения осевого усилия резания.
2. XR-тип. Используется для универсальных сверл. Врезание в материал происходит несколько хуже, чем в первом типе, однако такие сверла имеют повышенную прочность и период стойкости.
3. S-тип. Здесь используется описанная выше подточка, которая также позволяет увеличить срок службы сверла при обработке различных материалов (от чугуна до нержавеющей стали).
4. N-тип. Также используется подточка, однако меньшей величины. Сверла с такой заточкой применяются для глубокого сверления.
Порядок изготовления приспособлений для заточки сверл своими руками: чертежи, видео
Чтобы обработка материалов была качественной и быстрой, важно позаботиться о необходимой остроте сверла.
Регулярная замена используемого инструмента требует значительных финансовых затрат, а потому прекрасной альтернативой станет приспособление для заточки свёрл своими руками. Тем более что сделать его в домашних условиях не так уж сложно – достаточно подобрать подходящие чертежи и материалы.
Насколько актуально использовать оборудования для заточки
Как быстро сверло теряет свою остроту? Это зависит от множества различных факторов: обрабатываемого материала, скорости подачи, наличия дополнительного охлаждения, частоты оборотов. Если речь идет о работе с деревом, то заточка сверла требуется не так часто, как при обработке металла.
Пренебрегать этой процедурой бессмысленно – лучше потратить около получаса на то, чтобы вернуть инструменту былую остроту, чем напрасно терять время. Ведь продуктивность работы значительно снижается, приходится прикладывать дополнительные усилия, увеличивая нажим. Но в любом случае, процесс замедляется, а соответственно, на одну заготовку придется потратить в 2 раза больше времени.
Регулярная покупка новых сверл актуальна только в том случае, если речь идет о незначительных объемах работы. В противном случае, уровень затрат начинает расти в геометрической прогрессии – гораздо проще научиться их правильно затачивать на самодельном станке.
Выбор угла заточки
Как определить, что сверлу требуется замена? Как правило, мастер слышит неприятный скрипящий звук, а для обработки металла приходится прилагать дополнительные усилия. Изначально затупляется угол режущей кромки.
Если своевременно не принять необходимые меры, то срок эксплуатации инструмента на порядок сократится – процесс износа будет проходить активнее.
Важно учитывать, что в процессе заточки на станке необходимо подобрать правильный угол – он зависит от того, с какими материалами предстоит работать. В данном случае лучше всего руководствоваться довольно простым правилом: чем тверже обрабатываемая поверхность, тем тупее должен быть угол сверла.
- Пластмасса – 30-60.
- Древесина – 40-60.
- Цветные металлы – 40-50.
- Каленая сталь – 130-140.
При желании можно воспользоваться и универсальным вариантом, заточив сверло под углом 90-100 градусов. Но это решение актуально только в том случае, если качеством обработки можно пренебречь.
Как сделать простейшую конструкцию?
В домашних условиях удобнее всего пользоваться станком для заточки, который легко сделать своими руками. Тем более что для этого потребуется лишь немного усилий и материалы, которые найдутся под рукой. Можно подобрать простейший чертеж – работа займет минимум времени.
Стойка для заточки состоит из основания, которое надежно зафиксировано и державки, рассчитанной на работу со сверлами разного размера, что делает подобное устройство поистине универсальным.
Для изготовления самодельного оборудования для заточки, потребуются следующие элементы:
- Основание – для этой цели потребуется подобрать доску, толщина которой составляет не менее 30 мм.
- Рейка – крепится к основанию любым удобным способом (можно как приклеить, так и прибить это изделие). Фиксируется под углом около 30 градусов. Боковая грань должна быть скошена. Этот элемент необходим для установки державки под нужным углом.
- Державка – для её создания потребуется брусок древесины прямоугольной формы. Одна грань должна быть скошена (примерно 60-65 градусов) – именно эта часть и крепится к рейке. С другой стороны нужно проделать отверстия различного размера для всех типов используемых сверл.
- Наждачный круг – используется для быстрой и качественной заточки. Также для этой цели можно приобрести алмазный круг – хоть стоимость и выше, но и срок его эксплуатации гораздо выше.
Простейший станок готов. Конструкция достаточно компактна по размеру, а потому для её установки не потребуется выделять дополнительное место – наверняка она успешно разместиться на одном из углов стола.
Оборудование с электродвигателем своими руками
При желании, можно создать и более совершенную конструкцию, пользоваться которой гораздо удобней, а на обработку тратиться минимум времени. Для этого потребуется подобрать подходящий мотор, а также позаботиться о выборе корпуса, что сделает работу приспособления безопасной.
Для изготовления подобного станка нужно лишь подобрать подходящий чертеж, а также придерживаться выбранного алгоритма действий:
- Установить двигатель на выбранную основу, либо же на стол (отличным решением станет электродвигатель от старой стиральной машины).
- Отметить места будущих креплений, сделать отверстия и закрепить мотор.
- Закрепить на валу двигателя зернистый круг (можно воспользоваться специальной насадкой на диск, которая сделает процесс заточки проще и быстрее).
- Если диаметр вала отличается от размеров абразивного диска, необходимо установить втулку.
- Соединить провода с пускателем – последний должен иметь минимум 3 разомкнутых контакта.
- Установить короб из металла — он необходим для защиты оборудования от пыли, что позволит увеличить срок эксплуатации двигателя.
Читать также: Как отключить посудомоечную машину во время мойки
В качестве дополнительной защиты можно использовать защитный кожух – он должен закрывать диск на 2/3. В этом случае, даже если в процессе выполнения работ круг расколется, мастер будет в безопасности.
Секреты правильной заточки
Чтобы обеспечить качественную заточку сверл, недостаточно подобрать подходящий чертеж и изготовить самодельный станок.
Важно еще и запомнить несколько простых правил, которые помогут без труда добиться желаемого результата:
- В процессе обработки поверхности инструмента, важно следить за тем, чтобы острие всегда располагалось по центру.
- Имеет смысл сначала потренироваться и только после этого приступать к работе – это поможет научиться выдерживать необходимый угол и не давить на изделие слишком сильно.
- Перегрев недопустим – можно просто-напросто испортить инструмент, а потому важно постоянно его охлаждать (если поверхность раскалилась, то нельзя опускать её в воду – сначала нужно дать изделию остыть).
- Начинать процесс рекомендуется с грубого абразива, после чего переходить к более мелкому.
И самое главное, всегда соблюдать технику безопасности – тогда и с процедурой заточки не возникнет ни малейших сложностей.
Процесс изготовления станка, используемого для быстрой и качественной заточки, довольно прост. Он не требует существенных затрат, так как для его создания прекрасно подойдут материалы, которые наверняка найдутся под рукой. При этом подобная стойка позволит сэкономить на частом обновлении инструмента, что весьма выгодно.
Качество и точность сверления зависит от остроты рабочего инструмента. Кроме того, в отличие от столового ножа, сверло должно быть заточено правильно. Бывалые слесари могут ровнять режущую кромку на обычном точильном станке, просто удерживая сверло в руках (по крайней мере, с их слов). Но для такого способа нужна сноровка и многолетний опыт. Даже если у вас твердая рука, и отличный глазомер – без понимания процесса, вы просто испортите инструмент.
Инструкция по изготовлению приспособления для сверл большого диаметра
На таком приспособлении можно заточить ржущие кромки сверл диаметром более 5 мм. Мастер должен быть профессиональным сварщиком и иметь практические навыки выполнения слесарных работ по металлу.
Приспособление позволяет устранять проблемы, возникающие при ручной заточке.
- Заточка вручную требует довольно много времени. Чем больше заточка – тем выше вероятность перегрева режущей кромки. Это очень негативно сказывается на прочности, при высокой температуре происходит изменение кристаллизации стали, обратный процесс можно сделать только в производственных условиях. Появляется замкнутый круг: мягкие кромки быстро тупятся, их надо часто точить, ручная заточка становится причиной перегрева.
Сверло перекалено Так выглядит перегретое сверло - Быстро уменьшается длина сверла. Если заводское приспособление снимет доли миллиметра в зависимости от сложности повреждений, приспособление не более миллиметра, то при ручной заточке длина сверла за один раз может уменьшаться сразу на несколько миллиметров. Сроки пользования сокращаются, не все отверстия таким сверлом уже можно сделать.
Заточка сверла своими руками приводит к быстрому уменьшению рабочей длины - Режущие кромки расположены не по центру сверла.
Режущие кромки расположены не по центру сверла
Как следствие, отверстие неровное, сверло может сломаться. Выход – опять точить и пытаться выровнять центр. Если получится с первого раза, то сверло станет короче примерно на миллиметр, если нет, то последствия еще более печальные.
Слом сверла
Как вытащить застрявшее сверло из дрели
Существует два выхода из такого положения – покупать заводское оборудование или пытаться изготовить его самостоятельно. Конечно, для большой мастерской лучше покупать станок, вложенные средства быстро окупятся и начнут приносить прибыль за счет реализации готовой продукции. Обыкновенному мастеру приобретать заводское оборудование нет экономического резона, вложенные деньги начнут приносить прибыль в очень отдаленной перспективе. Намного лучше сделать элементарное приспособление со всеми его реальными недостатками, но почти бесплатно. Цена работы только потерянное время.
Порядок изготовления
Шаг 1. Подготовьте материалы. Вам понадобится кусочек листовой стали толщиной 3–4 мм, два отрезка трубы, один диаметром 3/4″ , второй 1″. Угольник с шириной полки 32 мм и 25 мм, болтики М10 гайки к ним.
Подготовленные материалы
Шаг 2. Отрежьте уголок 32 мм длиной 120 мм. Болгаркой уберите посередине металлический отлив, он формируется во время горячего проката металла.
На внутреннем сгибе болгаркой спилен отлив
Добейтесь такого положения, чтобы уголок 25 мм входил внутрь уголка 32 мм. Он не должен шататься, соприкасаться могут лишь боковые стенки, угловые грани пусть имеют зазор. За счет этого два уголка будут плавно и без шатаний скользить, что очень важно для самодельного приспособления.
Плотное соприкосновение уголков
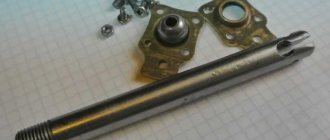
Шаг 3. От уголка 25 мм отрежьте кусочек длиной 180 мм. Заготовки для скользящих направляющих готовы, они во время заточки подают сверло к камню точила.
Шаг 4. Приступайте к изготовлению фиксатора сверла. Оно делается из двух трубок. Одна длинная диаметром 3/4″, на ней устанавливаются направляющие и основание. Второй отрезок трубы Ø 1″ переделается под муфту фиксации положения отдельных элементов приспособления в выбранном положении. Длина тонкой трубы примерно 50 мм, короткой примерно 30 мм. Размены произвольные, они никакого влияния на работоспособность приспособления не оказывают.
Один отрезок трубы должен плотно входить в другой
Распил длинного отрезка трубы
Шаг 5. На торце короткого отрезка болгаркой надо вырезать нишу под уклоном 7–12°, к ней в дальнейшем будет привариваться уголок 32 мм. Это стандартный параметр положения плоскости режущей кромки сверла. Работайте очень внимательно, для сверла по металлу каждый параметр имеет важное значение. От вышеуказанного завысит глубина резания. Конечно, на нее влияет не только угол, но и скорость вращения сверла и величина подачи патрона.
Вырезана ниша под уголок
Угол между двумя режущими плоскостями сверла должен быть ≈ 110°. Каждый материал имеет незначительные отличия, но большинство мастеров в быту пользуется одними сверлами и для алюминия, и для стали, и для пластика, и для дерева. На производстве это имеет значение, там большие нагрузки на сверла.
Угол между двумя режущими плоскостями сверла
Приварите к трубе уголок, следите, чтобы его не повело. Вначале делайте прихватки, а только после их остывания накладывайте основной сварочный шов.
Приварен уголок
Шаг 6. Короткую трубку дюймового диаметра разрежьте вдоль оси, сделайте зазор шириной примерно 5 мм. Мы выше уже упоминали, что она будет зажимать длинную трубку, находящуюся внутри и фиксировать в заданном положении.
Приступайте к изготовлению металлического хомута. Делается он в несколько этапов.
- Одну гайку приварите у кромки разреза. Чтобы металл не повредил резьбу, вкрутите болт и на него накрутите хотя бы еще одну гайку. Лучше закрыть всю резьбу.
Приварена гайка - Подготовьте небольшую упорную пластинку и высверлите в ней отверстие под болт. Диаметр отверстия должен быть примерно на миллиметр больше диаметра болта. К пластинке приварите вторую гайку. Во время работы в обеих гайках должен быть вкрученным болт, в противном случае очень трудно выдержать соосность. Приварите к трубке пластинку. Приварена пластинка и вторая гайка
Шаг 7. Изготовьте площадку под приспособление. Делается она из листового железа, размеры примерно 65×100 мм. Как мы уже упоминали, точные параметры не даются, они никакого значения не имеют. Площадка должна быть такой, чтобы приспособление без проблем размещалось у точила – это единственное требование.
Приварена пластина-основание
Шаг 8. Примерно выставьте положение трубок на своем наждаке, сверло должно легко достать до точильного круга. Приварите хомут к площадке.
Важно. В связи с тем, что окружность трубы должна двигаться во время сжимания, небольшой по длине шов нужно накладывать только с противоположной вырезу стороны.
Проверьте функциональность механизма. Немного затяните болтик, угольник должен застопориться. Все в норме – продолжайте изготовление приспособления для заточки сверл.
Проверка функциональности Проверка положения сверла
Шаг 9. Подготовьте направляющую, к ней фиксируется сверло во время заточки. Направляющая – угольник 25 мм. Вначале следует установить зажимное устройство для сверла. Отрежьте от угольника кусочек длиной примерно 20 мм, просверлите в нем отверстие и приварите гайку.
Гайка и болтик
Не забывайте, что во время приваривания гайки резьба должна защищаться вкрученным болтом. Приварите элемент к угольнику. Теперь наше устройство уже приобретает нормальный вид, сверло может фиксироваться в нужном положении и двигаться по прямой линии под выставленным углом по направлению к камню наждачного станка.
Готовое приспособление для фиксации сверла
Приспособление приварено к основной направляющей
Но для того чтобы плоскости режущих кромок располагались точно по центру сверла, надо сделать ограничитель хода. Его задача – контролировать длину спиливания с каждой стороны сверла. Еще один плюс такого устройства – уменьшается величина разового стачивания во время точения, что оказывает положительное влияние на длительность пользования инструментом. Ограничитель изготавливается в несколько этапов.
Снизу приварен ограничитель хода
- Сзади приварите гайку, в нее будет вкручиваться болт. Он устанавливает максимальную длину сверла.
- Сбоку уголка приварите еще одну гайку, вкрутите в нее болт. Именно он ограничивает длину спиливания сверла.
Как выглядит приспособление для заточки сверл
Как пользоваться приспособлением
- Струбцинами зафиксируйте приспособление на столе с наждаком. Контролируйте расстояние, оно должно позволять точить сверла.
- Отпустите зажимной хомут, установите сверло, найдите угол заточки. Выдумывать ничего не надо, медленно вращайте приспособлением до тех пор, пока плоскость сверла не будет плотно прилегать к камню.
- Затяните задний болт и закрутите контргайку.
- На боковом приспособлении выставьте зазор примерно миллиметр, затяните сверло.
Заточка сверла
Заточенное сверло
Инструмент правильно установлен, можно начинать точить. После того как одна кромка готова, освободите зажим. Поверните сверло на 180° и повторите все операции в указанной последовательности. Не трогайте только ограничительный болт, он должен позволять снимать такую же длину сверла, как и при первом заходе.
Проверка степени заточки Ровное отверстие — показатель хорошего качества заточки сверла
Видео — Приспособление для заточки сверла на болгарке
За счет приспособления для заточки сверл можно существенно улучшить качество отверстий, исключить появление овала или больших шероховатостей. Кроме того, острыми сверлами легче работать, в разы увеличивается срок их эксплуатации. Такими сверлами без проблем делаются отверстия в довольно тонких заготовках. Все сверла перед изготовлением стола для фрезера также предварительно затачивались на самодельном оборудовании. А как изготавливался стол можно прочитать на страницах нашего сайта.
Несколько базовых правил заточки (на примере спиралевидных сверл по металлу):
Для лучшего восприятия материала, вспомним устройство сверла.
- Нельзя прижимать острие к наждаку дольше 2-3 секунд за один подход. Металл раскаляется и происходит так называемое «отпускание», то есть лишение закалки. Соответственно теряется необходимая твердость металла. Первый признак – наличие температурных побежалостей на кромке.
- Для сверл диаметром до 4 мм: при каждом касании плоскости наждака сверло удерживается в одном положении: вращение вокруг своей оси недопустимо. Для большего диаметра, геометрия заточки несколько иная.
- На спиралевидных сверлах затачивается только задняя поверхность режущей части.
- Режущая кромка должна быть направлена навстречу вращению точила (при механической заточке).
- Основной угол (на иллюстрации — 2φ) зависит от типа обрабатываемого материала.
Заточка изделий другой конструкции
Кроме спиральных свёрл для обработки металла применяются инструменты других конструкций. В домашних условиях можно осуществить отладку следующих инструментов.
Конусные буравчики
Заточить ступенчатое сверло можно с применением обычного напильника. Режущая кромка изделия затачивается под прямым углом.
Если конусное сверло затупилось на ограниченном участке, то выполнять заточку следует не выходя за пределы повреждённой площади.
Видео:
Корончатые
При отладке корончатых инструментов применяется специальное приспособление и необходимо знать под каким углом должен сниматься металл с режущей поверхности. Учитывая все сложности и временные затраты на выполнение процедуры, лучше для заточки обратится к опытным мастерам.
Видео:
Заключение
Научиться самостоятельно точить свёрла по металлу несложно.
- При небольших объёмах достаточно приобрести качественный напильник и осуществлять процесс вручную.
- При больших объемах для сокращения временных затрат лучше приобрести специальное оборудование, которое ускорит работу и снизит вероятность неправильной правки инструмента.
Какие сверла точить, и как часто?
Перьевые и другие специальные сверла по дереву в домашних условиях не восстанавливают, да и тупятся они не так быстро. Победитовые наконечники для бетона не точатся в принципе. Остается самый популярный инструмент – спиральные сверла по металлу. Разумеется, их используют и для обработки дерева (пластика, резины и даже камня), но это к теме не относится.
Спиральное сверло. Режущая кромка имеет небольшой размер, поэтому при работе быстро нагревается от трения (нет площади рассеивания). Основная причине затупления – именно перегрев. При правильном использовании износ происходит не так интенсивно. Характерные признаки тупого сверла:
- При работе слышен скрип.
- Вместо завитой стружки из отверстия выходят опилки.
- Моментальный нагрев инструмента без продвижения в глубину.
Важно: Не следует работать тупым сверлом, износ от перегрева будет только прогрессировать.
Итак, пришло время точить инструмент. Вы не желаете испортить сверло, и хотите механизировать процесс.
Что может понадобиться для работы над приспособлением
Для этого потребуются следующие инструменты:
- штангенциркуль;
- маркер;
- тиски по металлу;
- болгарка;
- плоскогубцы;
- сварочный аппарат;
- точильный станок с наждачным кругом.
Из материалов для работы необходимо иметь под руками:
- обычную шестигранную гайку;
- гайку корончатую;
- болт того же размера и резьбы, что и гайки;
- спиральное сверло, требующее заточки.
К вашим услугам мини станки для заточки:
Все приспособления разделены на два вида: насадки или упоры для универсального инструмента, и самостоятельные устройства узкой специализации. Рассмотрим самые популярные из них, от простого к сложному:
Ручной держатель
Это как раз приспособление для тех, у кого твердая рука и глаз-алмаз. Фактически оно позволяет лишь удерживать сверло в заданном положении, не опасаясь поранить пальцы. Контроль угла визуальный, согласно положению «крыльев» относительно любого ориентира. Преимуществ немного: моментальная готовность к работе, компактность и цена. Недостатки очевидны: ручной контроль за процессом не добавляет точности.
Упор для электро-точила
По сути, этот элемент не является специальным приспособлением для сверл. Он просто позволяет зафиксировать инструмент под определенным углом. Точность будет выше, чем в предыдущем варианте. Большинство упоров позволяют устанавливать угол наклона, и даже имеют шкалу разметки. И все же приходится полагаться на твердость рук.
Читать также: Обозначение компаратора на схеме
Есть и более продвинутые подставки: со сменными элементами и регулировкой не только угла, но и высоты. Приспособления монтируются не на корпус наждака, а на верстак: что делает их более универсальными.
Фактически, такой упор можно приспособить под любое электро-точило. Дополнительный бонус – с помощью такой подставки можно точить ножи, фрезы, отвертки, стамески, и пр.
Полупрофессиональные направляющие для любых типов сверл
Это довольно продвинутый инструмент, который позволяет контролировать характеристики заточки с точностью до микрон. Все линейные параметры надежно фиксируются, значения выставляются по разметке. Сверло крепится в желобе, случайное смещение или поворот вокруг своей оси исключен.
Для заточки предусмотрена возможность как линейного перемещения, так и движения кромки по траектории дуги (для конической заточки сверл большого диаметра). Линейное движение (вдоль оси) может контролироваться мастером, или устанавливается ограничительный упор.
С точки зрения качества обработки – недостатков у приспособления практически нет. Но для правильной заточки оператор должен знать параметры сверла. То есть, автоматика отсутствует: поэтому инструмент относится к разряду профессионального.
Как развитие линейки – направляющая с собственной точильной установкой. Нет необходимости устанавливать упор на верстак и менять диски. Фактически – вы имеете полуавтоматический настольный станок для заточки.
Важное замечание: Все перечисленные приспособления предназначены для работы со стандартными электро-точилами. Поэтому перед началом обработки сверл, желательно установить специальный наждачный диск.
Электрические машинки для заточки
Представляют собой специализированный электроинструмент для выполнения единственной задачи: заточка спиральных сверл.
Пользоваться станком может даже человек, далекий от техники (хотя, зачем ему острые сверла?). От оператора требуется лишь определить диаметр сверла и погрузить его в соответствующее отверстие. Работать удобно, ошибки практически исключены. Однако все сверла точатся «под одну гребенку». Расплата за простоту использования – отсутствие гибкости в настройках. Для домашнего применения – лучший выбор: особенно если имеется дополнительная насадка для заточки ножей и ножниц.
Есть версии для мастеров. Сверло устанавливается с учетом параметров заточки, процесс может контролироваться оператором.
Выбирается угол заточки, способ обработки кромки (линейная или конусная), глубина снятия металла. Сверло располагается не в общей обойме, а в индивидуальном картридже.
Промышленное заточное оборудование для металлообрабатывающего цеха
При интенсивной эксплуатации сверлильных станков, требуется отдельный пост для восстановления работоспособности инструмента. Профессиональные стенды для заточки сверл любого диаметра, экономят время и силы, но стоимость такого оборудования слишком высока для домашнего применения.
Полученная информация поможет вам подобрать приспособление для заточки, без лишних финансовых затрат. Кроме того, существуют сменные насадки на ручной электроинструмент (например, дрель). Но это уже тема другой статьи.
Как без большого труда и навыков затачивать сверла с правильным углом заточки? К сожалению, у многих из нас это получается не с первого раза. Это приспособление очень простое по конструкции. Поэтому каждый из вас каждый сможет ее повторить. Многие знают, что грани болтов и гаек имеют такой же угол, как и стандартная заточка сверла. Этим и воспользуемся. Мы не будем сваривать две гайки вместе, чтобы получить правильный шаблон. Конструкция немного другая.
Для начала нужна любая гайка. Чем большего диаметр, тем больше диаметр сверла можно в ней затачивать.
Гайка имеет 6 граней, 2 из которых нам нужны. Берем штангенциркуль и от края гайки отмечаем 4 мм. Переворачиваем гайку наоборот и с краю делаем пометку, которая на полтора мм больше, чем первая. Делаем треугольник с 2 сторон. Вырезаем ножовкой или болгаркой. Получилась гайка с пропилами.
Привариваем ещё одну. Устройство почти готово. Ему не хватает шайбы, которую забрасываем в середину. Также понадобится болт, он закручивается в маленькую гайку.
Пропилы в гайке имеют разную глубину, которая отличается на 1,5 мм. Это разница на глаз малозаметна. Вставляем пруток, фиксируем, прикладываем линейку. Зазор между линейкой и кругляком меньше слева, чем справа. То есть устройство имеет определенный угол. Там, где зазор меньше, мастер поставил пометку.
Износ сверла
Неправильное хранение инструмента приводит к биению лезвий друг о друга, налипанию частиц обрабатываемых поверхностей и общему загрязнению спирали. Данный фактор негативно сказывается на сроке эксплуатации сверлильных инструментов, поэтому рекомендуется хранить их в специальных кейсах и подставках.
Помимо условий хранения срок износа зависит от предназначения инструмента и обрабатываемой им поверхности. Например, сверла предназначенные для работы с древесиной сохраняют свою рабочую поверхность в течение нескольких лет по причине того, что дерево — относительно мягкий материал.
В связи с тем, что металл является более твердым и прочным материалом, сверла для работы с ним изнашиваются гораздо быстрее. Работа тупым инструментом недопустима, поскольку отверстия будут проделываться дольше, сложнее, не получатся ровными. Само же сверло будет сильно нагреваться, в связи с чем дальнейший износ происходит еще быстрее и обязательно приведет к тому, что инструмент сломается. Кроме того, облом часто сопровождается разбросом мелких осколков на большой скорости, что может привести к различным травмам. Признаками того, что сверлильный инструмент затупился, являются:
- Скрипы и прочие нестандартные звуки, издаваемые при работе;
- Сильный нагрев инструмента;
- Низкое качество создаваемых отверстий.
Работать тупым сверлом трудно, зачастую невозможно. Помимо того, что оно не сверлит заготовку, эксплуатация изношенного сверлильного инструмента грозит его переломом, что часто приводит к порче обрабатываемой детали и к трудностям извлечения обломанной части инструмента, застрявшей внутри поверхности.