Отличия пайки металла от сварки
Существует два основных метода скрепления двух металлов: cварка и пайка. В первом случае элементы скрепляются за счет расплавления кромки металла. Это может быть как нагрев, так и скрепление при помощи нагнетания давления. В случае пайки заготовки скрепляют между собой при помощи присадочного материала – припоя.
В некоторых случаях пайка является более щадящим и экономичным способом скрепления заготовок. Также пайка обладает рядом преимуществ:
- Обе детали не нагреваются да температуры плавления. Таким образом получается сохранить их физические и химические свойства.
- Заготовки не требуют тщательной очистки и обработки, как это требуется при сварке.
- Оборудование для пайки стоит намного меньше, чем сварочные аппараты.
- Возможность изготовления сложных узлов и конструкций.
- Прочность полученного стыка. Детали не гнуться и не деформируются после спаивания.
Рассмотрим подробнее методы пайки разных металлов.
Сварка инвертором
При сваривании тонкого металла посредством инвертора начинающим электрикам следует придерживаться определенных правил, предполагающих учёт таких важных моментов, как:
- тщательный выбор условий и режима, в которых предполагается вести сварку тонких листов металла (учитываются толщина электрода, величина сварочного тока и особенности расположения стержня по отношению к свариваемому стыку);
- внимательное отслеживание параметров дуги и поддержание её в пределах регламентируемых показателей;
- использование подсобного инструмента для сварки, посредством которого можно будет своевременно избавляться от окалины, образующейся при сваривании любых металлических заготовок.
Для выполнения каждого из этих условий следует строго придерживаться требований методик работы с инвертором.
Особое внимание уделяется выбору сварочных стержней, толщина которых должна соответствовать данным таблицы.
Как правило, этот показатель варьируется в диапазоне от 2-х до 3-х миллиметров.
Величина рабочего тока инвертора выбирается, исходя из характера самих листовых заготовок из тонкого металла (иногда этот показатель для различных материалов указывают непосредственно на кожухе, которым закрывается сварочный аппарат).
Ещё одним важным условием эффективной работы с инвертором является правильное поднесение электрода к свариваемому стыку и продольное его ведение. Профессиональные сварщики рекомендуют удерживать его в зоне контакта на определённом удалении от стыка, что исключает нежелательные залипания и остановки.
Перед тем как приварить листовую заготовку к основанию, следует грамотно зажечь дугу, точечно прикоснувшись к стыку слегка наклонённым стержнем. При этом правильно выбранный наклон позволяет ускорить процесс и быстро начать сваривание листов.
Профессиональные сварщики выбирают угол наклона и расстояние до свариваемого стыка чисто интуитивно (последнее не должно превышать диаметра самого стержня).
Появляющаяся в процессе сваривания тонкого металла окалина удаляется с помощью специального подручного инструмента (небольшого по размерам молотка).
Пайка цветных металлов
Изделия из цветных металлов требуют точной подгонки. Именно поэтому их чаще паяют, а не варят. Изучим отдельные виды цветных металлов и их скрепление при помощи пайки.
Всегда фиксируйте обе заготовки при помощи тисков, струбцин либо других крепежных элементов. Особенно, если вы работаете с габаритными деталями. Колебания или сдвиги во время пайки могут перекосить шов, припой может стечь. Это повлечет за собой хрупкость стыка и со временем на нем могут образоваться трещины или свищи.
Пайка меди
Медь – это довольно часто встречающийся металл в повседневной жизни. Водопроводные трубы, электрические кабели, электронные компоненты – все они частично или полностью состоят из меди.
В основном существует два метода пайки меди:
- Высокотемпературная (рабочая температура порядка 600 ˚С);
- Низкотемпературная (рабочая температура до 450 ˚С).
В рамках данной статьи мы рассматриваем пайку в домашних условиях, поэтому возьмем низкотемпературную технологию.
Для пайки меди вам потребуется:
- Припой. В основном его изготавливают из сплавов олова (95—97 %) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев на производстве ограничено из-за вредности свинца. В домашних условиях также стоит поберечь свои легкие от паров свинца. Используйте активную вытяжку.
- Флюс для пайки меди (активированный, кислотный, некислотный, антикоррозийный).
- Газовая горелка.
На крупных производствах и заводах часто используют паяльную пасту. Чаще всего в ее состав входят: флюс, маленькие частицы припоя и специальные добавки.
Рассмотрим пошаговую технологию пайки двух медных элементов:
- На обе детали наносят флюс. Им покрывают место стыка и область, на которую будут наносить припой.
- В место стыка закладывают припой. Это может быть оловянная проволока или специальная паста.
- Полученное соединение нагревают при помощи газовой горелки. Припой распределяется по месту стыка, а также частично на область около пайки.
- Полученную заготовку оставляют остывать. В этот момент нельзя крутить или гнуть полученную деталь. Место стыка должно полностью остыть, чтобы припой смог полностью затвердеть.
- Остатки флюса удаляют при помощи абразивной щетки.
Не направляйте открытый огонь прямо на припой. Он должен расплавиться и заполнить собой шов вследствие нагрева кромок деталей.
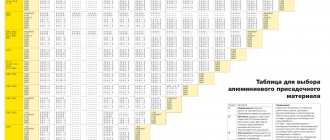
Пайка алюминия
Алюминий достаточно капризный материал. Многие эксперты считают, что в домашних условиях скрепить две алюминиевые заготовки просто невозможно, так как место скрепления необходимо прогревать до температуры порядка 600 ˚С, а это чревато прогоранием самого листа алюминия.
Но это утверждение не совсем верно. Спаять два элемента из алюминия можно, если использовать особый флюс и припой. Рассмотрим подробнее все компоненты, которые понадобятся для работы с алюминием:
- Припой. Лучше всего для работы с алюминием подходят припои в составе которых есть: кремний, алюминий, медь, серебро и цинк. К таким можно отнести отечественный припой «34А» или его зарубежный аналог « Aluminium -13».
- Флюс. Лучше, если в его составе будет фторборат аммония с добавлением триэтоналомина. Некоторые используют обычную буру.
- Паяльник, мощностью не менее 100 Вт.
Припои с высоким содержанием цинка обладают лучшими антикоррозийными свойствами.
Пошаговое руководство по пайке алюминиевых заготовок:
- Зачистить обе заготовки от грязи и пыли.
- Удалить при помощи наждачной бумаги оксидную пленку. Эту операцию проделывают с целью уменьшения оксидного слоя, который моментально образовывается на поверхности алюминия.
- На место соединения наносят флюс.
- Припой закладывают равномерно и постепенно, не подвергая постоянному нагреву поверхности алюминиевых заготовок.
- Полученный стык зачищают при помощи металлической щетки или мелкой наждачной бумаги.
Пайка листов жести
Обычная жесть скрепляется довольно просто. Металл без примесей или нанесения чаще всего дает ровный шов и не меняется под воздействием высоких температур. Для пайки жести потребуется:
- Припой. В основном используют припои на основе олова и сурьмы. К ним относят ПОС-40 или ПОС-30. В некоторых случаях используют ПОС-90, в состав которого входит свинец.
- Флюс. Подойдет как соляная кислота, так и обычная канифоль. Свежая оксидная пленка на жести удаляется очень легко.
- Паяльник мощностью не менее 40 Вт.
Технология пайки:
- Зачистить жестяные элементы от грязи и пыли.
- Нанести канифоль на место стыка.
- Положить припой на стык и при помощи паяльника расплавить его.
- Зачистить полученное место при помощи мелкой наждачной бумаги или металлической щетки для ровного шва.
Пайка черных металлов
Качество скрепления стальных изделий зависит от нескольких факторов:
- марки стали;
- пористости заготовок;
- уровня очищенности стыковочного шва.
В качестве припоя выбирают оловянные или латунные сплавы. Их используют в зависимости от поставленной задачи. Более простой способ — использование олова. С ним проще работать, однако, конечный шов не будет обладать высоким уровнем прочности.
Припои на основе латуни намного прочнее, но для работы с ними потребуется особое оборудование.
Рабочий процесс на подготовительном этапе практически не различается. В обоих случаях детали зачищают от грязи и ржавчины. Фиксируют при помощи струбцин или тисков. В качестве флюса используют обычную ортофосфорную кислоту. После этого наступает этап самой пайки.
Пайка стали оловом
При пайке оловом подбирают паяльник мощностью от 100 Вт. Для получения качественного шва обе детали предварительно залуживают, после чего в готовый шов подают оловянный припой и завершают пайку.
Пайка стали латунью
Латунь плавится при температуре свыше 900 ˚С, поэтому для работы с таким припоем потребуется газовая горелка. Важно нагревать оба элемента равномерно. В противном случае латунь быстро расплавится. Она будет хорошо прилипать только на краях стальных заготовок (что может вызвать хрупкость и разрушение под напряжением), что поспособствует образованию трещин в конечном изделии.
Особенности деталей
Особый подход к работе с тонкими деталями объясняется тем, что любое непроизвольное или неосторожное движение электродом может привести к прожиганию металла в месте сварки и получению нежелательного отверстия. Но и излишняя осторожность при этом также не приветствуется, поскольку при медленном сваривании не исключена вероятность повреждения заготовки.
Данное утверждение справедливо для всего спектра приёмов, используемых при работе электросваркой, включая сплавление тонколистовых материалов посредством импульсного инвертора, полуавтоматом или же обычным (непокрытым) электродом.
Рассмотрим каждый их перечисленных методов сварки листового металла более подробно.
Советы по правильной и прочной пайке металлов
Работая со сталью или другими металлами необходимо придерживаться базовых правил безопасности, а также знать некоторых нюансов пайки.
Как нагревать и охлаждать металл
Важный шаг перед началом работы — подготовка заготовок. И здесь необходимо знать наверняка, какой сплав вы будете спаивать или проверить его самостоятельно:
- Посмотрите, как реагирует металлическая заготовка на нагрев паяльником или горелкой. Как быстро образуется оксидная пленка на поверхности. Об этом лучше знать заранее и наверняка, иначе последующая работа будет проходить в спешке.
- Подготовленные и закрепленные детали лучше всего прогревать постепенно. Следите, чтобы на металле не появлялось перегретых очагов. Область пайки должна быть прогрета равномерно по всей площади.
- Не прогревайте только стыковочный шов, работайте также по площади возле стыка. Чаще всего нужно прогреть 0,5 — 2 см в зависимости от целей пайки и габаритов соединяемых элементов.
- Используйте только те паяльники или горелки, которые выдают рабочую температуру плавления припоя.
- Не охлаждайте готовый шов при помощи холодной воды или других жидкостей. Дайте металлу «отдохнуть» и равномерно остыть несколько минут на открытом воздухе.
- Спаянные заготовки снимайте из тисков или струбцин только после полного остывания припоя.
Настройка аргонового аппарата
Сначала настраивается расход газа в диапазоне 6 — 12 л/мин по манометру, который ближе к шлангу. Работая в помещении, значение устанавливается в 1,5 раза меньше чем на улице. Завышенный расход создает турбулентные завихрения, которые газ смешивают с воздухом, снижая тем самым надежность защиты зоны сварки.
В зависимости от толщины заготовок настройку аппарата для сварки аргоном по току проводят по таблице:
| Толщина металла, мм | Величина тока, А | Диаметр электрода из вольфрама, мм |
| 1 | 30 — 40 | 1,6 |
| 1,5 | 45 — 60 | 2,3 |
| 2 | 70 -80 | 2,3 |
| 3 | 90 — 120 | 3,2 |
Для алюминия устанавливается полярность 50/50. Однако при работе с чистым металлом для получения тонкого шва и меньшего разогрева электрода регулятор баланса тока сдвигают в сторону отрицательных значений. Для сплавов лучше пользоваться положительным диапазоном, но не увлекаясь. Переменный ток с большой положительной полуволной губителен для электрода.
Время затухания дуги при заваривании кратера, в зависимости от толщины заготовок устанавливается 2 — 4 секунды. Продолжительность подачи аргона после завершения сварки 3 — 5 секунд.
Какие металлы прочнее всего между собой паяются
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки. Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего. Конечно, чем ближе по составу и плотности припой и металл, тем лучше будет адгезия. В итоге все сводится к выбору правильного припоя для каждого случая в отдельности.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.
Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Как выполнить пайку в домашних условиях
С такими задачами, как соединение деталей из нержавейки при помощи пайки и пайка нержавейки с медью, нередко сталкиваются и в домашних условиях. Изделия, изготовленные из нержавеющей стали, активно используются в быту уже на протяжении многих лет, поэтому, когда они по каким-либо причинам приходят в негодность, у любого домашнего мастера возникает естественное желание отремонтировать их самостоятельно. Следует сразу сказать, что спаять детали из нержавейки не так уж и сложно, главное – строго придерживаться технологии, а также запастись соответствующими инструментами и расходными материалами.
Освойте технику пайки на простых соединениях, а затем пробуйте работать с более ответственными деталями
Перед тем как приступать к пайке нержавейки, очень желательно не только изучить теоретический материал по данному вопросу, но и более подробно познакомиться с правилами его выполнения при помощи обучающих видео.
Чтобы паять изделия из нержавейки, вам потребуются следующие инструменты и расходные материалы:
- паяльник, работающий от электричества, мощность которого составляет не менее 100 Вт;
- специальная паяльная кислота, которая будет использована в качестве флюса;
- напильник или наждачная бумага;
- припой, специально предназначенный для соединения стальных деталей, основу которого составляют олово и свинец;
- трос, изготовленный из стали;
- металлическая трубка.
Материалы и инструменты для пайки
Подбирая паяльник для работы с нержавейкой, следует остановить свой выбор именно на инструменте с мощностью 100 Вт. Использование более мощного устройства для выполнения таких работ просто нецелесообразно.
Сам процесс пайки деталей из нержавейки выполняется по следующему алгоритму.
- В первую очередь необходимо тщательно зачистить место будущего соединения, для чего используется наждачная бумага или напильник.
- После подготовки поверхностей соединяемых деталей на них необходимо нанести флюс, в качестве которого, как уже говорилось выше, используется паяльная кислота. Основная задача флюса состоит в том, чтобы обеспечить качественное лужение соединяемых деталей.
- После того как поверхности соединяемых деталей обработаны флюсом, необходимо выполнить их лужение, которое заключается в нанесении на них тонкого слоя припоя, состоящего из олова и свинца. Если выполнить лужение с первого раза не удалось, то необходимо повторить такую процедуру, предварительно разогрев соединяемые детали.
- Даже после нагрева изделий и их повторной обработки флюсом лужение может не увенчаться успехом – припой будет просто скатываться с поверхности деталей, а не ложиться на них тонкой пленкой. В таком случае необходимо воспользоваться кисточкой с металлическими жилами, которую несложно изготовить из трубки и стального троса. Перед использованием такой щетки на поверхность деталей также необходимо нанести флюс (паяльную кислоту) и только затем, нагревая место будущего соединения паяльником, зачищать его при помощи металлической кисточки. Такая несложная методика позволяет эффективно очистить поверхность нержавейки от окисной пленки, которая, как правило, и является основным препятствием для осуществления качественного лужения.
- После того как на соединяемые изделия удалось нанести тонкий слой олова, можно начинать их паять. Выполняется такая процедура при помощи паяльника и припоя, которым заполняют стык между деталями.
Особенности сварки нержавейки и алюминия
Теплопроводимость нержавейки по сравнению с другими, более прочными сортами стали, ниже в 2 раза. Благодаря этой особенности во время процесса сварки тепло не сможет равномерно распределяться по всей поверхности и убирать излишки энергии, оно будет сконцентрировано в точке контакта. Эта особенность является главной причиной, почему многие начинающие сварщики не могут избежать перегрева или прожига шва. Специалисты рекомендуют устанавливать меньшие амперные показатели сварочного оборудования.
Вторая важная особенность, затрудняющая процесс соединения металлов – линейное расширение. Околошовная зона подвержена деформации из-за воздействия высоких температур, а это значит, что для предотвращения появления трещин необходимо оставлять зазор. Его формирование является важным этапом в процессе подготовки изделия к свариванию.
Еще одна трудность при сварке нержавейки и алюминия обусловлена их высоким электрическим сопротивлением. Расходные материалы быстро приходят в негодность из-за высокого нагрева.
Во время сварки нержавейки существуют четкие температурные границы. Если она повышается до 500 С0, то в шве образуются химические соединения карбида, железа и хрома, которые негативно влияют на его качество. Риск можно снизить, охладив деталь сразу же после работы.
Типы припоев
Изделия из нержавеющих сталей можно паять как мягкими припоями, изготовленными на основе олова и свинца, так и твердыми типами присадочного материала, в состав которого входят более тугоплавкие металлы.
Мягкий припой за счет того, что его основу составляет олово, является легкоплавким материалом, отличающимся высокой пластичностью и жидкотекучестью в расплавленном состоянии. Что особенно важно при выполнении пайки изделий из нержавейки, он обладает хорошей раскислительной способностью.
Свойства мягких припоев
Более надежные соединения как в производственных, так и в домашних условиях позволяет получить пайка, выполняемая с использованием твердых припоев. Металлы, из которых их изготавливают, плавятся при более высокой температуре, чем олово, что и позволяет получать с их помощью надежные и долговечные соединения. Очень часто материалы данного типа производят на основе технического серебра, которого в их составе может содержаться до 30%.
Основные марки серебряных припоев
Одним из популярных типов твердого припоя является материал марки HTS-528, который успешно используется для пайки не только нержавейки, но и меди, латуни, бронзы, никеля и других металлов. Удобно, что он выпускается в виде прутка, поверхность которого уже покрыта слоем флюса. Работая с таким припоем в производственных условиях или дома, следует иметь в виду, что температура его плавления составляет 760°.
Припой HTS-528, представляет собой пруток, покрытый флюсом красного цвета. Помимо нержавейки подходит для чугуна и цветных металлов
Технология сварки нержавейки с алюминием аргоном
Ни одним из доступных способов (аргонодуговая, сварка покрытым электродом и т. д.) сделать качественное соединение без дополнительных элементов не получится. При сваривании стали и алюминия в шве образуются достаточно хрупкие интерметаллические соединения. Для получения качественного сварного шва нужно использовать особые технологии с применением биметаллических переходных вставок. Чтобы этот метод был действительно эффективным и рабочим, дуговая сварка не подойдет. Здесь используются такие методы, как давление с подогревом, прокатка или сварка взрывом.
Для упрощения процесса соединения стали и алюминия во время дуговой сварки на нержавейку можно нанести покрытие из алюминия. Здесь чаще всего используется метод погружения. После нанесения алюминиевого покрытия детали можно легко сварить, только важно следить, чтобы дуга не соприкасалась со сталью. В этом случае сварка проводится с применением алюминиевого присадочного сплава.
Методы с покрытием используются в тех случаях, когда важно добиться хорошей герметизации изделий. Но они не способны обеспечить хорошую прочность.
Процесс сварки при нанесении алюминиевого покрытия
Аргонную сварку всегда начинают с подготовки поверхностей. Процедура является стандартной вне зависимости от качества и структуры метала:
- Поверхность очищают от пыли и металлической стружки грубой щеткой. Все кромки зачищают до металлического блеска.
- Поверхность, на которой будет производиться работа, должна быть обезжирена любыми имеющимися средствами.
- Важно правильно установить зазор для компенсации процесса деформации.
Способы соединения
В процессе сварки лучше всего использовать переменный ток, это позволит решить сразу две задачи:
- Использование компактных и более легких сварочных инверторов.
- Удаление пленки оксида алюминия с поверхности детали, так как температура электрода будет сильно превышать термическую стойкость химического соединения.
Сейчас применяются два основных способа соединения:
- Ручная дуговая сварка (MIG/MAG). Ее особенность – это высокая производительность и возможность соединения частей любой толщины.
- Сварка неплавящимся вольфрамовым электродом (WIG/TIG). При этом способе швы получаются ровные за счет того, что дуга обладает высокой стабильностью горения. Также при этом способе совсем исключен шанс попадания в сварочную ванну влаги. Аргонодуговая сварка – способ преодолеть трудности, которые возникают в процессе соединения алюминия из-за наличия на его поверхности химически инертной прочной окисной пленки.
Необходимое оборудование
При выборе оборудования важно ориентироваться на особенности свариваемого металла:
- Важно правильно подобрать настраиваемый источник тока.
- Газовая линза с сеточкой, используемая в горелке, позволяет в несколько раз уменьшить расход газа, при этом улучшает защиту сварочной ванны.
- При сварке можно использовать стандартный вольфрамовый электрод. Диаметр зависит от толщины используемого металла.
Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Приготовление флюса
При пайке нержавейки следует очень внимательно отнестись к вопросу выбора готового флюса или рецептуре его самостоятельного изготовления. Классический состав флюса, который можно приготовить и дома, включает следующие компоненты:
- буру (70%);
- борную кислоту (20%);
- фтористый кальций (10%).
Для пайки изделий, отличающихся небольшими размерами, можно приготовить флюс, который будет состоять только из буры и борной кислоты, смешанных в одинаковой пропорции. Смешав компоненты флюса в сухом виде, его необходимо развести водой и уже полученным раствором обрабатывать место будущего соединения.
Полезные советы
Чтобы выполнить пайку нержавейки качественно, следует воспользоваться рекомендациями опытных специалистов.
- Мощность паяльника, который должен эффективно прогревать соединяемый металл, находится в интервале 60–100 Вт, но лучше остановить свой выбор именно на стоваттном устройстве. Для пайки габаритных деталей, например труб из нержавейки, потребуется не электрический паяльник, а газовая горелка.
- Выбирая электрический паяльник, лучше остановить свой выбор на моделях, оснащенных наконечниками, которые не обгорают.
- Наиболее экономичным и универсальным типом припоя, позволяющим получать качественные соединения изделий из нержавейки, являются оловянно-свинцовые прутки. В том случае, если паять предстоит посуду, которая будет контактировать с пищевыми продуктами или жидкостями, в качестве припоя лучше использовать чистое олово, которое не содержит в своем составе вредных примесей.
- Помещение, в котором выполняются работы по пайке, должно хорошо проветриваться.
- Выполняя пайку, следует обязательно использовать индивидуальные средства защиты, чтобы не навредить своему здоровью.