Проводя монтаж электропроводки, часто приходится удлинять провода, делать много прочных соединений, не повышающих сопротивление медных жил. Быстро соединить концы поможет аппарат для сварки медных проводов. Технические характеристик кабелей не изменяются.
Любители мало занимаются сваркой медных контактов. Они могут переделать сварочный инвертор, заменив электрод. Электрики постоянно соединяют медные жилы. Им выгодно приобрести сварочный аппарат. Любители мастерить сделают приспособление из подручных средств. Созданное оборудование поможет быстро сваривать проволоку.
Сварка медных проводов
Технология сваривания
Сварка соединяет скрутки проводов из меди. Эксплуатационные характеристики кабеля при этом не изменяются. Сложность состоит в электро и теплопроводности меди. Ее сложно нагреть на коротком участке. В аппарате для сваривания меди низкий ток. Рабочее напряжение оборудования от 12 – 14 В.
Сам процесс сварки высокопроизводительный и простой. Применяется графитовый электрод, подключенный к «плюсу» и зажим, отходящий от «минуса». Создание соединения проводов занимает мало времени.
- Снять изоляцию и очистить концы на обеих соединяемых проводах примерно на 100 мм.
- Сделать плотную скрутку.
- Подрезать торец, чтобы оба конца медных жил находились в одной плоскости.
- Клещами зажать скрутку, оставив конец 10 – 15 мм.
- Поднести на секунду графитовый электрод к торцу проволоки.
С первого раза радужная капелька – расплав меди, на конце скрутки может не образоваться. Следует повторять сварку 2 – 4 раза, до образования шарика.
Нельзя долго держать электрод прижатым к скрутке. Медные провода быстро нагреются, передадут тепло дальше. Изоляция начнет гореть. Варить надо короткими касаниями до секунды по времени.
После остывания оголенные провода изолируются термоусадочной трубкой или изолентой.
О сварке проводов
Процесс включает в себя подготовку жил и их дальнейшее соединение.
Подготовительные работы
В них входят:
- разделка концов кабелей и проводов, снятие изоляции;
- скрутка оголенных жил;
- подготовка сварочного оборудования.
Особенности технологии
Для соединения проводов можно использовать переменный, постоянный или выпрямленный ток. Его величина должна расплавить медь в месте приложения электрода без нарушения внутренней структуры металла. При этом форма приложенного напряжения существенное влияние не оказывает, хотя сварной шов хорошего качества проще обеспечить на постоянном токе.
Сварка создает наиболее монолитный и прочный сплав металла с надежным контактом. Для нее достаточно регулировать токи в пределах 40÷120 А, подбирая их по поперечному сечению и количеству соединяемых проводов: электрод не должен прилипать, а дуге необходимо обеспечить устойчивое горение.
Медь обладает меньшей температурой плавления, чем сталь. Ее нет необходимости прогревать высокими токами, создавать большую дугу. Процесс протекает кратковременно, без образования большого количества брызг металла. Для непродолжительной работы сварщика допустимо использовать защитные очки вместо маски, упростить некоторые меры безопасности. Но работать все равно следует в специальной одежде и обуви.
Для сварки используют электрод из угля со слоем омеднения. Вполне допустимо заменить его стержнем от отработавшей батарейки или щеткой от электродвигателя.
Такой электрод подносят вплотную к скрутке и сразу же отводят на 0,5÷1 мм. Возникающая дуга расплавляет медь, образуя на окончании характерный шарик. Цепь тока сразу разрывают: кратковременностью процесса сохраняют целостность изоляции на проводах, исключают образование пористой структуры металла в создаваемом шве.
После охлаждения металла скрутку со сваркой обматывают изолентой (желательно матерчатой) или закрывают термоусадочной трубкой.
Входящие в распределительную коробку кабели рекомендую сразу подписывать. Такое соединение жил скруткой со сваркой работает надежно десятилетиями. При необходимости прозвонки электрической схемы надписи значительно облегчат работу потомкам.
Преимущества способа
Аппарат для сварки скруток из меди удобный. Его преимущества:
- высокая производительность;
- сохраняются технические характеристики;
- соединение не требует дополнительных деталей;
- сварка дает прочное соединение.
При скрутке и соединении через клеммы и шины, медь постепенно окисляется. Контакты приходится периодически чистить. Пайка увеличивает сопротивление, место контакта греется. Сварка оставляет однородную структуру медных проволочек.
Полный процесс сварки медных проводов, от зачистки до остывания занимает 2 – 3 минуты.
Спаиваемость алюминиевых проводов
У мастеров не вызывает затруднения пайка медных, латунных и стальных проводов и деталей, но если приходится иметь дело с алюминиевыми поверхностями, то припой даже не пристает к изделию, и пайка превращается в мучение.
Трудности вызваны тем, что на поверхности этого металла образуется тонкая, но очень прочная пленка окисла Al2O3. Можно удалить эту пленку механически – например, зачистить изделие надфилем, но при контакте с воздухом ли водой металл сразу же опять покроется пленкой.
Пайка алюминия сплавами
Отличные результаты можно получить при использовании следующих сплавов: две части цинка и восемь частей олова одна часть меди и 99 частей олова одна часть висмута и 30 частей олова Перед пайкой и сплав, и собственно деталь необходимо хорошо разогреть. Также следует помнить, что при таком способе пайки должна использоваться паяльная кислота.
Пайка алюминия сплавами.
Пайка алюминия с помощью специальных флюсов
Химический состав типичных мягких припоев для пайки алюминия.
Все это приводит к созданию более плотного и прочного соединения сплавляемых деталей. Излишки этого флюса легко удаляются растворителями, спиртом или специальными жидкостями. Также этот флюс можно считать универсальным, поскольку применять его можно и для работы с никелем, медью, нержавеющими сталями и т.д.
Будет интересно➡ Как правильно залудить жало паяльника
Другие способы пайки алюминия
Способы пайки алюминия.
При желании можно изготовить флюс для пайки алюминия своими руками. Но дело это – довольно сложное, а потому проще приобрести уже готовый состав. Тем более что промышленность выпускает их в достаточном количестве.
Среди флюсов встречаются и широко распространённые, и узкоспециализированные. В аннотации к ним добросовестные производители указывают назначение и особенности предлагаемого товара. Среди наиболее часто встречающихся можно перечислить:
- Ф-64. Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п.
- Ф-34А. Такой состав успешно используется с тугоплавкими припоями, содержащими значительное количество химических добавок.
- Ф-61. Его можно рекомендовать для низкотемпературной пайки или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L.Этот состав лучше всего оправдывает себя при использовании припоев того же производителя.
Окончательный выбор марки флюса зависит от многих факторов. Прежде чем принимать решение о непригодности состава, стоит убедиться в том, что соблюдены все важные технологические требования.
Мнение эксперта
It-Technology, Cпециалист по электроэнергетике и электронике
Задавайте вопросы «Специалисту по модернизации систем энергогенерации»
Пайка для начинающих / Хабр Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда пшшшшш происходит прямо там, что позволяет припою нормально переходить с паяльника. Спрашивайте, я на связи!
Требования к самодельному сварочному прибору
Электрик постоянно занимается ремонтом электрической проводки. Покупка специального оборудования оправдывает себя. Любитель, делает ремонт в собственном доме изредка. Ему удобнее использовать сварочный инвертор с током до 100А, или сделать приспособление своими руками.
Самодельный сварочный аппарат должен соответствовать требованиям:
- иметь зажим;
- работать от сети 220В;
- мощность трансформатора от 600Вт;
- выдерживать кратковременные перегрузки;
- электрод прочно закреплен в ручке;
- настраиваться на рабочие режимы сварки медных проводов;
- на держаке желательно иметь кнопочный выключатель.
Главное требование к сварочному аппарату – безопасная работа. Все контакты должны быть изолированы. Перед включением в сеть оборудование необходимо подключить к заземлению.
Скрутку непросто точно подвести к электроду и прижать на нужное время. Для начинающих специалистов варить будет легче, если прижав торец соединенных проводов, ток включать нажатием кнопки.
Сборка аппарата своими руками
Инструменты и материалы
Для пайки требуется высокотемпературный источник тепла. Самый распространённый тип такого оборудования – паяльник.
Паяльник
В зависимости от модели и функциональности паяльник может иметь различные дополнительные компоненты, такие как регулятор мощности и температуры, кнопка включения, гнездо для смены жал и другие. Бытовые паяльники работают от стандартной сети 220 В.
Припой
Припой – это оловянно-свинцовый сплав, продающийся, как правило, в виде проволоки разного диаметра.
Существует также трубчатый припой, представляющий собой проволоку, внутренняя полость которой заполнена флюсом.
Исходя из состава, припой может иметь разную маркировку, например, ПОС-60, где:
Чем больше свинца и, соответственно, меньше олова содержится в припое, тем легче он плавится. Существуют также бессвинцовые припои, для расплавления которых требуется специальное высокотемпературное оборудование или паяльник повышенной мощности. Могут использоваться различные добавки, чаще всего кадмий и алюминий.
При пайке обязательно используется флюс, выполняющий такие функции:
- Растворение окислов на поверхности монтажных элементов;
- Улучшение соединения между припоем и монтажными компонентами;
- Способствование растеканию припоя небольшим слоем по поверхности контактных деталей.
Самый популярный флюс – канифоль. Подходит для проводов и крупных радиодеталей. Спиртовой раствор канифоли можно применять для пайки практически любых плат. Для микросхем и мелких деталей обычно используют специализированные пастообразные флюсы.
Флюсы бывают активными и неактивными. Активные после работы нужно обязательно смывать, поскольку они способны разъедать токопроводящие элементы, особенно сделанные из меди.
Оплётка для удаления припоя
Чтобы убирать лишний припой с области пайки, используется медная оплётка. Представляет собой плоскую косичку из тонкой медной проволоки. Прикладывается к месту пайки и при нагревании паяльником впитывает в себя лишний припой.
Какое освещение Вы предпочитаете
ВстроенноеЛюстра
Может отличаться шириной, стандартный размер составляет 5 мм. Вместо покупной оплётки можно использовать экранирующую сетку от старого коаксиального (антенного) кабеля.
Мнение эксперта
It-Technology, Cпециалист по электроэнергетике и электронике
Задавайте вопросы «Специалисту по модернизации систем энергогенерации»
Как правильно паять паяльником: с припоем, канифолью, кислотой и оловом. Учимся паять провода, радиоэлементы, чипы, платы, детали Можно удалить эту пленку механически например, зачистить изделие надфилем, но при контакте с воздухом ли водой металл сразу же опять покроется пленкой. Спрашивайте, я на связи!
Как выбрать устройство?
Аппараты для сварки медных скруток включают в бытовую сеть. Они выдают на электрод постоянный ток силой 12 – 36В.
Длина кабелей с клещами и держаком на концах должна быть в пределах 3 – 4 м. С короткими проводами сложно работать, у сварщика ограничены движения. Длинные имеют большое сопротивление, значение тока уменьшается.
Соединяемые концы находятся в разных местах. Электрик постоянно перемещается по помещению. Длинный провод от источника питания к оборудованию и компактный аппарат, висящий на плече, значительно упрощают процесс перехода от одной к другой точке.
Сварка меди и ее сплавов технология
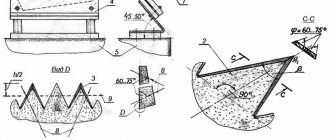
Сплавы меди в отличие от чистого вида металла имеют пониженную теплопроводность, следствием чего не требуется повышенная температура. Существует несколько разновидностей сплавов, наилучшим вариантом является бескислородная медь. Технология сварки меди подразумевает использование предварительно подготовленных изделий. Перед сваркой изготавливаются детали соответствующего размера, у составляющей длиной до 18 мм подготавливаются кромки фасок.
При действиях с большими объемами, скорость обработки достигается с использованием фаскоснимателя, который способен обрабатывать деталь в нужной форме. Кроме того, места соединений тщательно очищаются от грязи и окислений, во избежание образования дефектов. Сварка меди происходит защищенной от кислорода среде, для этого используются проволока из сплавов алюминия с добавлением фосфора. Очищенная от примесей часть требует предварительного нагрева, иначе слой флюса растечется по швам неравномерно.
Дуговая сварка
Качественное производство выполняется с применением электродов, длина дуги составляет не более 5 мм. Соединение импульсно – дуговым методом позволяет производить различные швы, использовать тонкий металл. В сложных ситуациях, во избежание излома и образования трещин, подкладывается упор, который способствует надежному креплению деталей.
Устройство для сваривания из подручных средств
Простой сварочный аппарат можно сделать своими руками. Чаще всего используется сломанная микроволновка, в которой осталась рабочей первичная обмотка магнетрона.
- Распилить вторичную обмотку и убрать ее.
- Намотать новую, проводом с сечением 6 мм2, необходимо уложить минимум 16 витков, больше лучше. На выходе будет ток 14 – 18А. Он оптимальный для сварки проводов своими руками.
- От аппарата к ручнику подключить медный многожильный кабель сечением 10 – 12 мм2.
- В медную трубку вставить графитовый электрод с одной стороны, ко второму концу приварить кабель.
- Вместо зажима использовать плоскогубцы. К одной ручке закрепить провод от «плюса».
- Провода соединить с выходами микроволновки на задней стенке.
Перед закреплением графитового электрода, медной трубке ей придают соответствующую форму, делают продольный пропил для фиксации.
При самостоятельном изготовлении сварочного аппарата можно сэкономить на покупке электрода. Он представляет собой массивный кусок графита. Заменить его можно щеткой с электродвигателя. Лучше всего подходят контакты с троллейбусных штанговых токоприемников. Найти их легко на конечных остановках, где водители постоянно меняют щетки и выбрасывают старые. Для удобства в графитовом электроде делаются углубления, в которые заводится конец скрутки.
Аппарату для сварки скруток, сделанному своими руками, необходим держак. Он делается из куска дерева. Подходит ручка от напильника. По оси просверливается отверстие для кабеля. Все хорошо изолируется. Специалисты рекомендуют держак для сварки порошковой проволокой. У него широкое отверстие и гнездо для подсоединения кабеля.
Поломанная микроволновка не всегда есть под рукой. Электрики легко рассчитают и изготовят обе намотки сами, подберут нужный выпрямитель. Собранный аппарат ускорит их работу на объекте.
Конструкции распределительных коробок
Соединение проводов производится в распределительных (или распаечных) коробках, потому что это наиболее удобный способ монтажа. При любых неполадках и необходимости прозвонки отдельного провода стоит только открыть коробку и выявить предполагаемый к тесту проводник. Соединить провода в коробке можно несколькими способами, которые описаны в Правилах установки электроустановок (ПУЭ).
Электропроводка в помещениях обычно прокладывается в 15 сантиметрах под потолком. На этом же расстоянии устанавливается и распредкоробка. Их чаще всего размещают по одной на комнату. По конструкции коробки разделяют на внешние и внутренние. Внутренние устанавливают в углубление в стене и закрывают отделочным материалом. Поэтому неспециалисту бывает трудно их найти. Если толщина стены не позволяет установить внутреннюю распаячную коробку, то применяется внешняя. Такой тип часто используется в частных деревянных домах.
Распредкоробки бывают двух форм: прямоугольной и круглой (полукруглой). Из коробки имеются четыре вывода, оснащенные штуцерами для крепления кабель-каналов или гофрошлангов. В современном подходе к прокладке кабелей всегда используются эти изделия.
Трудности при сварке
Необходимо следовать рекомендациям мастеров, т.к. металл отличается по характеристикам от других составляющих. Основные трудности и моменты, возникающие в процессе:
- Жидко текучесть осложняет соединение швов вертикальным положением. Нижним положением сваривание производится с применением прокладки, вертикальные произведения доступны в кратковременном режиме.
- Высокая степень теплопроводности материала, потребует использования способов отвода тепла из зоны стыковки.
- Линейное расширение при нагреве влияет на повышенную склонность к деформации, образование трещин.
Также следует помнить про способность поглощать кислород и водород, при воздействии высоких температур. Склонность к окислению требует применения специальных гелей, состоящих из кремния, фосфора либо марганца.