Главная / Техника сварки
Назад
Время на чтение: 2 мин
0
2517
Сейчас существует большое количество типов сварки и сварочных аппаратов, поэтому всегда можно подобрать что-то под свои нужды. Но самым востребованным инструментом считается полуавтомат.
Из-за многих его преимуществ, таких как возможность сварить разные металлы между собой, а также он способен работать с тяжелыми сплавами. Поэтому большой спрос на специалистов, которые могут работать с этим инструментом.
Ещё, кроме того, чтобы уметь пользоваться аппаратом сварщик должен уметь проводить необходимые вычисления. Мы будем рассматривать именно процесс расчёта скорости сварки.
Также, очень коротко мы обрисуем как узнать силу тока зная толщину металла. Кроме этого, будет ещё некоторые формулы, которые точно могут вам пригодится. Как бонус – в этой статье есть полезная таблица. Далее – подробнее.
- Основное
- РАСЧЕТ СКОРОСТИ СВАРКИ
- Итог
Как осуществляется расчет скорости сварки
Скорость сварки находится в прямой зависимости от размера тока, поэтому вначале следует разобраться с ним. Расчет сварочного тока производится с помощью формул.
Существуют формулы, по которым скорость сварки рассчитывается в зависимости от значения силы тока. Она в свою очередь может быть рассчитана по формуле сварочного тока. Грамотно применив формулу расчета сварочного тока, можно найти его значение и выбрать оптимальную величину скорости сварки, которая зависит от различных характеристик.
Так, например, зная параметры наплавляемого металла и значение тока, можно применить такую формулу:
αн — это коэффициент наплавки; γ — плотность металла электрода в г/см3; Fн — площадь металла в см2.
Коэффициент наплавки αн зависит от характеристик электрода. Под площадью металла понимается площадь поперечного сечения свариваемого шва при условии однопроходного варианта или одного слоя, если осуществляется многослойное покрытие.
Для расчета этой характеристики необязательно применять формулу скорости сварки. Помочь могут нормативные документы, в которых содержатся рекомендации по выбору для каждого типа металла. При задаче как рассчитать скорость сварки можно ориентироваться не только на формулы, но и на указанные в них значения.
Коэффициент наплавки электродов
Автор:
Игорь
Дата:
14.07.2017
- Статья
- Фото
- Видео
Перед проведением сварочных работ необходимо рассчитать коэффициент наплавки электродов. Данным термином обозначается важная величина, характеризующая продуктивность процесса сварки. КН позволяет определить, какое количество электрода идет на формирование шва, без учета связанных с этим процессом потерь материала.
Сколько наплавки электрода необходимо для шва?
Влияние величины скорости на конфигурацию шва
С увеличением величины скорости сварки происходит уменьшение ширины шва. Глубина провара сначала имеет тенденцию увеличиваться, а потом начинается ее снижение.
Компенсация осуществляется увеличением значения силы тока. При высоком значении скорости сварки возможно образование подрезов свариваемого шва, причем с обеих сторон. Это объясняется прогревом, недостаточным для получения качественного шва.
При большой толщине металла имеет смысл сваривать его неширокими швами, обеспечив при этом высокую скорость. Медленная сварка может способствовать появлению в металле дефектов в виде пор.
Особенности проволоки
На расход проволоки оказывает влияние множество причин, включая человеческий фактор в контексте наличия у сварщика требуемой квалификации. Однако наиболее объективным является значение коэффициента наплавки.
Нержавеющая сварочная проволока Alfa Global ER 347Si. Фото Сварочные Технологии
Этот показатель определяет количество наплавленного металла за единицу времени при силе тока один ампер. На величину коэффициента влияют состав материала проволоки, организация защиты зоны сварки (газы, флюс), а также вид тока (переменный, постоянный) и его полярность. Значение коэффициента наплавки в зависимости от типа проволоки и способа ведения технологического процесса могут колебаться от 5-7 до 18-20 г/А*ч. Выделяют несколько видов проволок: титановая, медная, легированная, полированная, нержавеющая, стальная, алюминиевая, омедненная, порошковая. Определяется коэффициент в основном экспериментальным путем.
Справка. Коэффициент наплавки, а также другие технические характеристики популярных марок: ПАНЧ-11, СВ08Г2С, ER70S-6, ВТ1-ооСв представлены в соответствующих статьях.
Ручная сварка
Скорость ручной дуговой сварки выбирает сам сварщик, поэтому многое зависит от его квалификации. На его выбор влияют:
- свойства основного металла;
- характеристики используемого электрода;
- положение шва в пространстве.
Требование, которое предъявляется к результату выбора, — он должен гарантировать небольшое возвышение расплавленного металла, находящегося в сварочной ванне, над кромками основного. Также должен быть обеспечен плавный переход жидкого металла к основному без возникновения дефектов в виде наплывов и подрезов. Когда происходит сваривание высоколегированных сталей, то с целью недопущения перегрева сварку осуществляют с большой скоростью.
Этот параметр находится в зависимости от покрытия применяемых электродов. При использовании электродов, имеющих рутиловое покрытие, выбирается скорость сварки, находящаяся в диапазоне 6-12 м/ч, при электродах с целлюлозным покрытием — 14-22 м/ч.
Из таблицы скорости сварки при ручной дуговой сварке можно найти величину этого параметра в зависимости от толщины металлического материала.
Определение и расчет режима сварки полуавтоматом в среде защитных газов
В большинстве случаев использовать сварочный полуавтомат вместе с защитным газом-прекрасная идея.
Такой метод предоставляет широкий спектр возможностей, таких как скорость и качество при сварке разных металлов – меди, алюминия, сталей, и прочих.
Однако перед началом сваривания необходимо изучить специфику работы с таким набором оборудования, научится подбирать режим сварки полуавтоматом в среде защитных газов и только тогда это действительно упростит работу мастера.
- Актуальность
- Основные параметры Сила, полярность и род сварочного тока
- Скорость подачи проволоки
- Скорость сварки
- Наклон электрода
Сварка полуавтоматом
Аппарат для сварки полуавтоматическим методом представляет собой устройство, в котором роль электрода выполняет проволока, подающаяся на место сварки автоматическим способом. При сварке полуавтоматом необходимо выставлять две скорости. Обе устанавливает сварщик. Первая из них — это скорость, с которой подается проволока. Правильный выбор обеспечит стабильное горение сварочной дуги.
Вторая — скорость сварки зависит от скорости, с которой перемещается горелка. Толстостенные соединения сваривают на высокой скорости с формированием узких швов. При высокой скорости необходимо следить, чтобы при выходе из зоны защиты газом не происходило окисления конца проволоки и поверхности металла. Так же, как и при ручной дуговой сварке, силу тока и скорость подачи электрода, в данном случае проволоки, сварщик должен выставить сам, руководствуясь своим опытом и квалификацией. Отталкиваться приходится в частности от типа сплавляемых металлов.
С помощью сварочного полуавтомата можно соединить две металлические детали быстро и качественно. Таким аппаратом имеется возможность сваривать металлы различной ширины. По сравнению с ручной сваркой полуавтомат имеет значительные преимущества.
Перед началом процесса необходимо рассчитать основные характеристики — ток, напряжение дуги и скорость сварки. Последний параметр можно рассчитать, зная выбранные силу тока и напряжение, поскольку скорость сварки полуавтоматом находится в зависимости от них.
Ток и напряжение, в свою очередь, выбирают в соответствии с толщиной металла. Получается, что скорость сварки полуавтоматом находится в зависимости от толщины металла.
Сначала по формуле рассчитывается сила тока. Ее вычисляют в зависимости от диаметра электрода и плотности тока. Зная вычисленную силу тока и диаметр электрода по формуле можно определить значение напряжения сварочной дуги. После этого можно выбрать оптимальную скорость сварки.
Коэффициент наплавки
Значение КН в большинстве случаев ниже коэффициента расплавления. Причина – потери металла в процессе проведения сварочных работ. Иногда КН ровняется КР, если покрытие электрода содержит в себе железный порошок. Наличие последнего может привести к превалированию коэффициента наплавки над КР. На КН влияет:
- используемый ток;
- поляризация электродов;
- тип проволоки, использованной для производства стержня;
- тип покрытия электрода;
- пространственное положение, в котором происходит выполнение сварки.
Выделяют три типа покрытия сварочных стержней:
- повышенное. КН таких стержней – от пятнадцати до шестнадцати г/А-ч. Используются исключительно для варки в нижнем положении, для получения длинных соединительных швов;
- среднее. КН – от восьми до девяти г/А-ч. Коэффициент наплавки электродов Э46, к примеру, позволяет отнести их к данному виду изделий. Проводить сварку допустимо с любого положения;
- большое. КН – до двенадцати г/А-ч. Рекомендовано использовать нижнее положение, однако допустимы и другие варианты.
Формула расчета коэффициента наплавки
Для определения КН необходимо массу металла, наплавленного на шов за определенный промежуток времени, поделить на ток, используемый для сварки (измеряется в амперах). Масса указывается в граммах. Значение коэффициента указывается в граммах на ампер-час. К примеру, коэффициент наплавки электродов УОНИ 13 55 – 9,5 г/А-ч.
Знание КН важно для предварительной подготовки необходимого для проведения процедуры количества электродов. Это позволяет обеспечить непрерывную сварку, увеличивая производительность труда. От КН зависит качество будущего шва. Зная этот параметр, сварщик имеет возможность применить оптимальное положение для проведения сварочной работы. Регулирует коэффициент наплавки электродов ГОСТ 9466-75.
Коэффициент расплавки
Приспособление для сварки в процессе ее проведения расплавляется. Благодаря этому возможно образование швов. Каждое изделие расплавляется в зависимости от ряда параметров. На этот процесс влияет:
- состав проволоки, из которой изготовлено изделие;
- тип покрытия, наносимого на нее;
- режим сварки;
- тип соединения.
Не весь материал изделия идет на образование шва. Значительная его часть не переносится в шов. Это связано с:
- разбрызгиванием расплавленного металла;
- испарением металла;
- угаром, возникающим из-за горения сварочной дуги.
Данный показатель рассчитывается за следующей формулой – Мрм/(Ст*Вр).»
В данной формуле: Мрм – масса металла, расплавленного за определенный промежуток времени (в граммах); Ст – сварочный ток (в амперах); Вр – промежуток времени, в течение которого происходило горение дуги (в часах).
Существуют специальные таблицы, в которых указываются описанные выше параметры для каждого изделия. Подобная таблица будет приведена ниже. Однако специалисты редко прибегают к их использованию. В большинстве случаев КР и КН устанавливаются экспериментально, путем предварительной апробации изделий.
Конкретные показатели
Показатели КР и КН, как уже было указано ранее, различны для каждого изделия и зависят от многих параметров. Так, коэффициент наплавки электродов МР-3, отличается от такового у УОНИ 13/55. Производитель стержней, используемых для сварки, указывает данные параметры. Ознакомиться со значениями для отдельных изделий можно с помощью следующей таблицы:
Преимущества правильного выбора
Правильно выбранные параметры обеспечат получение качественного соединения металлов, которое может прослужить долгие годы. Применение готовых формул облегчает выбор параметров. Но это не освобождает от изучения ГОСТов и других нормативных материалов.
Опытный сварщик должен справиться при наличии нестандартной ситуации и внести свои коррективы. Правильный выбор характеристик при сварке, в частности, ее скорость, с которой ее будут осуществлять, позволит получить качественные и долговечные швы.
Зависимость положения при сварке от толщины покрытия электрода и от коэффициента наплавки.
Толщина покрытия электрода может быть средней, большой и повышенной.
- Если для сварки применяется электрод со средней толщиной покрытия, коэффициент наплавки которой составляет 8-9 г/А-ч, то сварку такими электродами можно производить абсолютно в любом пространственном положении.
- Электроды с покрытием большой толщины отличаются высокой производительностью – коэффициент наплавки у них составляет до 12г/А-ч. Они также могут, по большому счету, применяться в любом пространственном положении, но наибольшую эффективность они покажут при сварке в нижнем положении, а шов при этом должен иметь достаточно большую протяженность.
- Электроды с покрытием повышенной толщины относятся к классу высокопроизводительных – в них коэффициент наплавки достигает 18 г/ А-ч. Такой тип электродов может применяться исключительно при сварке в нижнем положении, а сварные швы при этом должны иметь большую протяженность – в этом случае использование электрода будет отличаться максимальной эффективностью.
Итак, знание коэффициента наплавки электрода довольно важно при проведении сварочных работ. Именно от коэффициента наплавки зависит и качество подготовки к проведению сварочных работ – а именно, подготовка нужного количества электродов, что обеспечивает непрерывность работ, и качество выполнения самого сварного соединения, так как на основе знания коэффициента наплавки сварщик может определить, в каком положении ему лучше всего производить работы и сколько времени для этого потребуется.
Длина дуги (напряжение дуги)
Под ней понимают расстояние от поверхности свариваемой заготовки до конца электрода. В идеале это расстояние нужно поддерживать неизменным во время всего процесса сварки, но выполнить это сложно даже профессионалам своего дела. В итоге оптимальной длиной дуги считается величина на 1-2 мм больше диаметра электрода.
Таблица 2. Соотношение диаметра электрода и силы тока
| Примерное соотношение диаметра электрода и длины дуги | ||||||||
| Длина электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Длина дуги, мм | 0,6 | 2,5 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6,5 |
Механизм подачи материала
За стабильную подачу в зону сварки, в соответствии с заданными параметрами в полуавтомате, отвечает механизм подачи. Он позволяет регулировать скорость подачи проволоки в широком диапазоне значений.
Сварочный полуавтомат Blue Weld MEGAMIG 500S с механизмом подачи проволоки. Фото ВсеИнструменты.ру
В зависимости от конструктивного исполнения полуавтомата механизм может располагаться как в корпусе устройства, так и вне его.
- В случае расположения механизма в корпусе принцип работы основан на выталкивании проволоки в зону сварки. Передача расходного материала к соплу горелки происходит через гибкий металлический канал, вследствие чего имеются ограничения в длине такого направляющего устройства.
- Механизм может располагаться на самой горелке. Тогда он будет выполнять тянущее действие, подтягивая проволоку на себя. Преимущества такого способа заключаются в применении рукавов достаточно большой длины. Однако сварочная головка с увеличенным весом и габаритами создает существенные неудобства в работе сварщика.
- Механизмы подачи с комбинированным исполнением имеют право на существование, но применяются крайне редко.
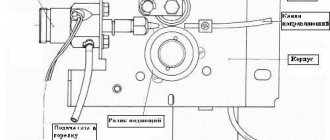
Принцип работы механизма основан на подаче вращающимися роликами проволоки прижатой между ними. Основные узлы механизма следующие:
- стационарный ролик, который имеет возможность осуществлять только вращающие движения, канавки на ролике выполняются в согласование с диаметром протягиваемой проволоки;
- ролик с подвижной осью, соединенной с прижимным устройством и канавками с зеркальным отображением расположенных на стационарном ролике;
- прижимное устройство, регулирующее давление на проволоку;
- электропривод с червячным редуктором приводит в движение стационарный ролик;
- электронная схема управляющая параметрами (изменение скорости подачи, прерывание на заданный промежуток времени подачи и другие) устройства;
- направляющие втулки с диаметром несколько большим диаметра проволоки, устанавливаемые до и после устройства.
Для создания более равномерного прижима на проволоку применяют механизм с четырьмя роликами, расположенных по принципу 2 х 2.
Таблица расхода материалов на метр шва при сварке полуавтоматом
При разработке технологического процесса сварки даются рекомендации по разделке кромок и зазорам в сварном соединении. Они основываются на базе конструкторской документации, где определены размеры заготовок и тип сварного соединения (нахлесточное, стыковое, угловое и так далее).
Далее в государственных, отраслевых стандартах и технических условиях на сварные соединения находятся требуемые размеры сварного шва. Просчитать теоретическую площадь его сечения при наличии современной компьютерной техники не представляет трудностей.
Такие расчеты особенно востребованы в строительной отрасли, где сварочные работы выполняются в большом количестве и требуется хорошо ориентироваться в разнообразном количестве и номенклатуре расходных материалов. В документе ВСН 416-81 «Общие производственные нормы расхода материалов в строительстве» в разделе «Сварочные работы» даются нормы расхода сварочных материалов. Эти нормы в зависимости от видов работ представлены в таблицах по типам соединений.
Пример одной из таблиц для механизированной стыковой сварки в углекислом газе для одностороннего стыкового соединения без скоса кромок:
Таблица. Нормы на 1 метр шва.
| Код строки | Толщина деталей, мм. | Газ углекислый, кг. | Проволока сварочная, кг. |
| 01 | 1,0 | 0,027 | 0,05 |
| 02 | 2,0 | 0,049 | 0,091 |
| 03 | 3,0 | 0,052 | 0,099 |
| 04 | 4,0 | 0,056 | 0,105 |
| 05 | 5,0 | 0,085 | 0,161 |
| 06 | 6,0 | 0,09 | 0,17 |
Здесь следует учитывать, что нормы расхода даются для шва, расположенного в нижнем положении. При других положения, согласно документу ВСН 416-81, применяется коррекция в виде следующих коэффициентов:
- вертикальное положение – 1,12;
- горизонтальное положение – 1,13;
- потолочное – 1,26.
Нормы расхода газа рассчитываются в таблице при его подаче с удельным расходом 6 л/мин. Если подачу увеличивают, то соответственно вводятся корректирующие коэффициенты:
- для 8 л/мин — 1,3;
- для 10 л/мин — 1,6;
- для 12 л/мин -2,0.
Расход углекислоты на 1 кг материала
Сварка нержавейки полуавтоматом в закрытом помещении
Расход углекислого газа не должен быть меньше определенного уровня, после которого начнет понижаться качество сварного шва. Но и большой расход экономически нецелесообразен. Выбор оптимальной величины зависит от толщины свариваемых заготовок, диаметра проволоки и величины сварочного тока.
Учитывается также фактор места, где производится сварка. При сварке на открытом воздухе газ быстрее улетучивается и расход следует увеличивать. Особенно сильно это сказывается при сильном движении воздушных масс (ветер).
Необходимо следить за чистотой газа. На расход газа оказывает влияние качество газовой смеси.
Сильно влияет на расход газа квалификация сварщика.