Каретка для фрезерного станка своими руками — Станки, сварка, металлообработка
Постараемся ответить на этот вопрос в нашей статье. Для тех, кто самостоятельно изготавливает деревянные изделия, фрезер (особенно ручной) является незаменимым помощником.
Сам по себе электроинструмент, даже укомплектованный отличным набором фрез, совершенно бесполезен без дополнительных приспособлений. Удержать руками работающий фрезер в пределах заданной траектории невозможно.
Вращающаяся фреза будет перемещаться хаотично, реагируя на вибрации инструмента и структуру обрабатываемого материала. Даже обладатель стальных мускулов и соколиного глаза не сможет работать этим инструментом без применения направляющих и фиксирующих устройств.
Так выглядит фрезер по дереву
Элементарные приспособления, как правило, входят в комплект электроинструмента, но с их помощью можно выполнять лишь простые задачи. Более сложные направляющие и шаблоны приходится приобретать за дополнительные деньги, при этом многие из них можно изготовить своими руками.
Главное – иметь представление о том, как это устройство выглядит и работает. Нет необходимости искать готовые чертежи и сложные технические расчеты. Любой мастер сам лучше знает, как изготовить то или иное приспособление. Эффективность и удобство работы при этом будет выше, не говоря о сэкономленных средствах.
Механические помощники для ручного фрезера
Самое распространенное приспособление, которое входит в базовый комплект.
Параллельный упор
Вспомогательное приспособление — параллельный упор
Конструкция настолько проста, что изготовить его самостоятельно не составит труда. Относительно линии прохождения фрезы выбирается направляющая плоскость (в некоторых случаях это может быть ровная кромка самой обрабатываемой детали), вдоль которой движется фрезер.
В качестве упора может быть любой ровный продолговатый предмет, соединенный с инструментом фиксируемой штангой. Для надежности штанг может быть две.
Поверхность направляющей должна быть гладкой, для свободного скольжения. Упор необходимо откалибровать.
Для этого в заготовке прорезается контрольный паз, измеряется расстояние до него относительно края заготовки и фиксируется нулевая отметка. Передвигая упор по штанге, можно выставить любое расстояние с высокой точностью.
Параллельный упор используется для фрезерования пазов и обработки кромок изделия, в том числе выбора четверти. Также можно производить нарезку заготовок одинаковой ширины.
По сравнению с электро-лобзиком, срез, полученный при помощи фрезы – более ровный и качественный. Только фреза должна быть малого диаметра, для экономии материала.
Приспособление можно использовать при обработке закругленных поверхностей. Для этого между упором и скругленным торцом заготовки устанавливается прокладка с вырезом в виде тупого угла.
Популярное: Виды фрез по дереву для ручного фрезера
Направляющая шина
Это приспособление по своей функции не отличается от параллельного упора, и предназначено для обеспечения направленного движения фрезы по заданной траектории.
Полезный помощник при работе с фрезером — направляющая шина
Главное отличие заключается в возможности выбирать угол движения фрезера. Для этого направляющая закрепляется на обрабатываемой поверхности при помощи струбцин или присосок. Изготовить такое приспособление самостоятельно можно из профиля или уголка подходящего размера.
Хорошо использовать старый карниз для штор. Главное – обеспечить свободное движение каретки по направляющей. Для более устойчивой фиксации лучше использовать не одну, а две штанги. Если ширина обрабатываемой заготовки больше, чем длина штанги параллельного упора – без направляющей шины не обойтись.
При помощи такого устройства можно фрезеровать пазы по ломаной линии или обрезать кромку изделия по сложной траектории. Для этого фрезер останавливается в точке излома, отдается крепление направляющей, которая поворачивается на заданный угол относительно предыдущего направления.
При этом фреза остается в заготовке, выполняя роль оси поворота. Затем направляющая фиксируется снова, и фрезерование продолжается по новому направлению.
Более продвинутые модели имеют возможность изменения угла наклона фрезера относительно вертикали. Это позволяет значительно расширить возможности использования электроинструмента.
Циркуль для фрезера
Назначение этого приспособления ясно из названия. Применяется для фрезерования пазов по кругу или вырезания окружностей.
Хотите сделать идеальный круг? Понадобиться циркуль для фрезера
Принцип действия прост. В качестве ноги циркуля используется направляющая штанга с пазом или пластина с калиброванными отверстиями, позволяющая вырезать окружности любого диаметра. В центре предполагаемого круга фиксируется шпилька, вокруг которой и движется вся конструкция. Но другом конце направляющей располагается фрезер.
Заводские циркули для фрезера могут иметь разнообразное исполнение. Штанга с опорной платформой и шарниром (конструкция с двумя штангами более устойчива), пластина с прорезью или калиброванными отверстиями.
Шаблон для выпиливания кругов
Главное – обеспечить надежную фиксацию центральной шпильки, в противном случае от вибрации конструкция может сместиться, и заготовка будет испорчена. Изготовить такое приспособление самостоятельно можно из любого прочного и ровного материала, например – текстолита.
Самодельное приспособление для вырезки кругов
В пропиленом пазу перемещается каретка с устройством фиксации, для крепления фрезера предусмотрены отверстия. Также существуют более сложные приспособления для формирования овалов.
В основе лежит такая же конструкция, что и в циркуле, но вместо оси вращения используется опора с перекрестной системой пазов. Двигаясь по ним, виртуальная ось постоянно смещается, в результате чего формируется правильный овал.
Устройство для выпиливания фрезером овальных отверстий
При помощи такого инструмента можно выполнять овальные резы как вокруг насадки, так и рядом с ней. Возможности выбора траектории движения фрезы практически не ограничены.
Копировальная втулка
Иногда возникает необходимость фрезеровать сложный рисунок или тиражировать одинаковые вырезы. Для удобства и увеличения скорости работы используются заранее изготовленные шаблоны. Например, часто применяется шаблон — шипорезка.
Копировальная втулка или копировальное кольцо
Или возникает необходимость прорезать несколько одинаковых углублений под дверные петли. Для движения фрезера по контуру шаблона применяются копировальные кольца. Втулка упирается шаблон, а фреза в точности копирует его профиль.
Универсальная фрезерная каретка УФК-7
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
Каретка для фрезерного станка своими руками
Фрезер для аккуратной работы требует вспомогательных устройств, в то же время комплект аппарата при продаже включает ограниченный набор таких предметов.
Рынок дополнений к фрезерным устройствам простирается от транспортира до многочисленных насадок. Пользователь, которому этого недостаточно, может сделать подсобные приспособления самостоятельно.
Шаблоны и копировальная втулка
Копировальное кольцо – это круг с выступом, скользящим по шаблону, гарантирующим точность обработки.
Кольцо может прикручиваться к основанию фрезера или закрепляться усиками.
Диаметр приспособления подбирается с таким расчётом, чтобы оно не соприкасалось с рабочей частью инструмента.
Кольцевой шаблон фиксируется на обрабатываемом материале, крепко прилегая к столешнице.
Надёжный прижим обеспечивается двусторонним скотчем и струбцинами.
Закончив деталь, нужно убедиться, что втулка при работе плотно проходила по краю шаблона.
Сделанный своими руками шаблон для фрезера найдёт применение и для обработки углов детали, когда необходимо, чтобы они были круглыми. В зависимости от расположения и габаритов шаблона, радиусный размер закругления может быть любым.
В шаблонную конструкцию зачастую включаются подшипники либо кольца. Если это кольцо, то его следует подбирать соответственно размеру фрезы.
При разнице в диаметрах необходимо добавить в конструкцию шаблона упоры, с помощью которых можно будет сдвинуть приспособление от кромки детали.
Специальная компоновка аксессуара даёт возможность эффективно создавать выемки под дверные петли.
С помощью шаблона можно даже проводить фрезером декоративную работу, например вырезать деревянные узоры.
Циркуль
Этот вспомогательный инструмент предназначен для создания круглых и овальных вырезов.
В схему базового циркуля входит штанга с штифтовым креплением на конце.
Вставив крепление в дырку по центру круга, по которому делается паз, можно менять размер круга простым смещением штанги.
Обратите внимание! Удобство и надёжность конструкции повышает добавление второй штанги.
Существуют разные подсобные элементы, работающие на циркульном принципе.
Они дают преимущество в создании разного радиуса круговых пазов.
Обязательный компонент таких вспомогательных устройств – штифт с винтом для регулировки длины радиуса.
Если вырезается отверстие малого размера, циркульная конструкция должна быть приспособлена для крепления на основании фрезера. Штифт при обработке детали находится непосредственно под инструментом.
Фрезер по дереву, помимо круглых, способен вырезать и эллиптические отверстия. Приспособление для этого можно собрать своими руками из следующих частей:
- база с фиксацией на материале из винтов или присосок;
- перемещаемые на скрещивающихся направляющих башмаки – 2 шт.;
- штанги для монтажа – 2 шт.;
- кронштейн для соединения конструкции с инструментом.
Скрепляющий кронштейн благодаря предназначенным для этого пазам позволяет станине конструкции находиться в той же плоскости, что и основа фрезера.
Резка круглых проёмов идёт с использованием одного башмака. Если отверстие нужно овальное – задействуются оба.
Подобная вспомогательная конструкция даёт возможность выполнять отверстия точнее и быстрее других инструментов, таких как ленточная пила или лобзик.
Для пазов на узких поверхностях
Выемки под замки или дверные петли можно выполнить и дрелью с долотом, но фрезер для этого подходит значительно лучше. Нужно только оснастить инструмент определённым приспособлением.
Состоит оно из плоской пластины, которая крепится на основании устройства. Форма пластины может быть округлой или прямоугольной.
На ней делаются 2 штыря, обеспечивающих ровный ход инструмента во время работы.
Главный параметр, которого необходимо придерживаться при изготовлении такого элемента, – ось каждого штыря должна быть на той же линии, что и центр фрезы.
С условием соблюдения этого параметра паз будет вырезан именно в середине обрабатываемой детали безотносительно толщины.
При необходимости смещения паза вправо или влево на соответствующий штырь надевается втулка такого размера, который нужен для желаемого сдвига.
Используя эту конструкцию, фрезер ведётся с плотным прижатием штырей к обеим сторонам заготовки.
Такой же эффект достигается, если использовать с фрезером два параллельных упора.
Даже одного упора может быть достаточно. Нужно укрепить заготовку между двух поверхностей, например досок, так, чтобы все три элемента находились в одной плоскости. Проблема недостаточной ширины детали в этом случае устраняется.
Приспособления, расширяющие технологические возможности фрезерных станков
Фрезерные станки снабжают приспособлениями, которые подразделяют:
1) по степени универсальности на универсальные, нормализованные и специальные. К универсальным приспособлениям относятся: делительные головки, вращающиеся, угловые и поворотные столы и машинные тиски.
Универсальные делительные головки применяют для периодического поворота заготовки на определенный заданный угол (методом непосредственного, простого или дифференциального деления); непрерывного вращения заготовки при фрезеровании винтовых поверхностей (канавок фрез, разверток, сверл и т. п.); установки заготовки в заданное угловое положение относительно плоскости стола станка.
Оптические делительные головки применяют для особо точных работ в тех случаях, когда требуется поворот обрабатываемой заготовки на нужный угол с отклонением не более 0,25′. Такие головки снабжены лимбом, по которому производят отсчет показаний, наблюдая шкалу лимба в окуляр оптической системы, встроенной в делительную головку.
Вращающиеся универсальные столы являются принадлежностью универсально-фрезерных станков, но их используют и на вертикально-фрезерных станках, когда требуется придать заготовке, закрепленной на столе, вращательное движение в горизонтальной плоскости. Стол можно вращать вручную или от механического привода.
Угловые столы служат для того, чтобы устанавливать плоскость заготовки, подлежащей обработке, под заданным углом к плоскости стола станка.
Поворотные столы применяют для многопозиционной обработки. На столе закрепляют два одинаковых приспособления и во время обработки заготовки, закрепленной в одном из них, устанавливают новую заготовку в другое приспособление. По окончании фрезерования одной заготовки стол поворачивают вокруг вертикальной оси, подводя вновь установленную заготовку в зону обработки. Таким образом, вспомогательное время на установку и закрепление заготовок, а также на открепление и снятие обработанных заготовок перекрывается машинным временем.
Особенностью всех перечисленных приспособлений является высокая жесткость корпуса и зажимных элементов. Это требование обусловлено тем, что при фрезеровании контакт лезвий режущего инструмента с обрабатываемой заготовкой является прерывистым, вследствие чего опасность появления вибраций при фрезеровании больше, чем, например, при точении или сверлении.
2) в зависимости от назначенияподразделяются на:
— приспособления, предназначенные только для закрепления заготовки в требуемом положении и предотвращающие её смещение или вибрацию под действием сил резания или собственной массы;
— приспособления, выполняющие делительные функции (изменение и точная индексация различных положений обрабатываемых поверхностей заготовки относительно фрезы в процессе обработки).
— приспособления, применение которых позволяет расширить возможности фрезерного станка
: фрезерные вертикальные накладные головки, долбежные накладные головки, накладные сверлильные головки, приспособления для нарезания реек и т.д.
Приспособления, расширяющие технологические возможности фрезерных станков
подразделяются на две группы.
Приспособления одной группы, такие как дополнительные одно- и многошпиндельные фрезерные головки, головки для фрезерования реек, копировальные приспособления и т.п., не изменяют основного назначения с
танка, а приспособления другой группы — долбежные, сверлильные и шлифовальные головки — в
корне меняют характер выполняемых на станке технологических операций
.
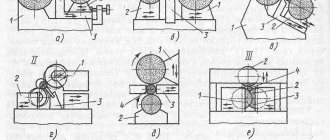
Дополнительная вертикально-фрезерная головка (рис. 1, а), устанавливаемая на горизонтально-фрезерном станке, делает его более универсальным. Головку 2 крепят на вертикальных направляющих 1 станины. Шпиндель 3 головки приводится во вращение от шпинделя станка через зубчатые колеса.
Приспособление для фрезерования реек (рис. 1, б), закрепляемое на хоботе 4 горизонтально-фрезерного станка, приводится в действие от шпинделя 5 станка. Впадину рейки прорезают фрезой 6 при поперечной подаче стола, а смещение рейки на один шаг выполняется вместе со столом в продольном направлении.
Двухшпиндельная фрезерная головка (рис. 1, в), может быть использована при обработке заготовки сразу с двух сторон или при фрезеровании ступенчатых поверхностей. В последнем случае один из шпинделей имеет осевое установочное перемещение. В некоторых конструкциях двухшпиндельных фрезерных головок можно регулировать расстояние между осями шпинделей.
Сверлильная головка (рис. 1, г), установленная на станке, имеет привод шпинделя от электродвигателя 7 через коробку скоростей 8. Сверлильную головку используют при сверлении малых отверстий, когда необходима большая частота вращения инструмента.
Шлифовальную головку, показанную на рис. 1, д, устанавливают на станине консольно-фрезерного станка, ее шпиндель 1 приводится во вращение шпинделем станка через две ременные передачи, что повышает частоту его вращения.
Долбежную головку (рис. 1, е) используют на фрезерном станке при отсутствии на производстве долбежного станка. Головку устанавливают на станине горизонтально-фрезерного станка. Ползун 9 с резцом 10 получает возвратно-поступательное движение от шпинделя станка через кривошипно-шатунный механизм.
Для выполнения работ повышенной точности на универсальных станках нормального класса на стол станка (рис. 1, ж) устанавливают дополнительный крестовый стол 15.
Дальнейшее расширение технологических возможностей горизонтальных и вертикальных фрезерных станков обеспечивает установка на поворотном столе 14 (рис. 1, з) дополнительного стола 12 с пазами для продольных перемещений. Дополнительный стол перемещается с помощью рукоятки 13. На станках с ЧПУ поворот стола и продольное перемещение могут осуществляться от системы управления.
Рисунок 1-Приспособления, расширяющие возможности фрезерных станков: 1 — направляющая станины; 2 — вертикально-фрезерная головка; 3, 5 — шпиндель; 4 — хобот станка; 5 — шпиндель станка; 6 — фреза; 7 — электродвигатель; 8 — коробка скоростей; 9 — ползун; 10 — резец; 11 — шпиндель шлифовальной головки; 12 — стол для продольных перемещений с пазами; 13 — рукоятка; 14 — поворотный стол; 15 — крестовый стол.
Фрезерные станки снабжают приспособлениями, которые подразделяют:
1) по степени универсальности на универсальные, нормализованные и специальные. К универсальным приспособлениям относятся: делительные головки, вращающиеся, угловые и поворотные столы и машинные тиски.
Универсальные делительные головки применяют для периодического поворота заготовки на определенный заданный угол (методом непосредственного, простого или дифференциального деления); непрерывного вращения заготовки при фрезеровании винтовых поверхностей (канавок фрез, разверток, сверл и т. п.); установки заготовки в заданное угловое положение относительно плоскости стола станка.
Оптические делительные головки применяют для особо точных работ в тех случаях, когда требуется поворот обрабатываемой заготовки на нужный угол с отклонением не более 0,25′. Такие головки снабжены лимбом, по которому производят отсчет показаний, наблюдая шкалу лимба в окуляр оптической системы, встроенной в делительную головку.
Вращающиеся универсальные столы являются принадлежностью универсально-фрезерных станков, но их используют и на вертикально-фрезерных станках, когда требуется придать заготовке, закрепленной на столе, вращательное движение в горизонтальной плоскости. Стол можно вращать вручную или от механического привода.
Угловые столы служат для того, чтобы устанавливать плоскость заготовки, подлежащей обработке, под заданным углом к плоскости стола станка.
Поворотные столы применяют для многопозиционной обработки. На столе закрепляют два одинаковых приспособления и во время обработки заготовки, закрепленной в одном из них, устанавливают новую заготовку в другое приспособление. По окончании фрезерования одной заготовки стол поворачивают вокруг вертикальной оси, подводя вновь установленную заготовку в зону обработки. Таким образом, вспомогательное время на установку и закрепление заготовок, а также на открепление и снятие обработанных заготовок перекрывается машинным временем.
Особенностью всех перечисленных приспособлений является высокая жесткость корпуса и зажимных элементов. Это требование обусловлено тем, что при фрезеровании контакт лезвий режущего инструмента с обрабатываемой заготовкой является прерывистым, вследствие чего опасность появления вибраций при фрезеровании больше, чем, например, при точении или сверлении.
2) в зависимости от назначенияподразделяются на:
— приспособления, предназначенные только для закрепления заготовки в требуемом положении и предотвращающие её смещение или вибрацию под действием сил резания или собственной массы;
— приспособления, выполняющие делительные функции (изменение и точная индексация различных положений обрабатываемых поверхностей заготовки относительно фрезы в процессе обработки).
— приспособления, применение которых позволяет расширить возможности фрезерного станка
: фрезерные вертикальные накладные головки, долбежные накладные головки, накладные сверлильные головки, приспособления для нарезания реек и т.д.
Приспособления, расширяющие технологические возможности фрезерных станков
подразделяются на две группы.
Приспособления одной группы, такие как дополнительные одно- и многошпиндельные фрезерные головки, головки для фрезерования реек, копировальные приспособления и т.п., не изменяют основного назначения с
танка, а приспособления другой группы — долбежные, сверлильные и шлифовальные головки — в
корне меняют характер выполняемых на станке технологических операций
.
Дополнительная вертикально-фрезерная головка (рис. 1, а), устанавливаемая на горизонтально-фрезерном станке, делает его более универсальным. Головку 2 крепят на вертикальных направляющих 1 станины. Шпиндель 3 головки приводится во вращение от шпинделя станка через зубчатые колеса.
Приспособление для фрезерования реек (рис. 1, б), закрепляемое на хоботе 4 горизонтально-фрезерного станка, приводится в действие от шпинделя 5 станка. Впадину рейки прорезают фрезой 6 при поперечной подаче стола, а смещение рейки на один шаг выполняется вместе со столом в продольном направлении.
Двухшпиндельная фрезерная головка (рис. 1, в), может быть использована при обработке заготовки сразу с двух сторон или при фрезеровании ступенчатых поверхностей. В последнем случае один из шпинделей имеет осевое установочное перемещение. В некоторых конструкциях двухшпиндельных фрезерных головок можно регулировать расстояние между осями шпинделей.
Сверлильная головка (рис. 1, г), установленная на станке, имеет привод шпинделя от электродвигателя 7 через коробку скоростей 8. Сверлильную головку используют при сверлении малых отверстий, когда необходима большая частота вращения инструмента.
Шлифовальную головку, показанную на рис. 1, д, устанавливают на станине консольно-фрезерного станка, ее шпиндель 1 приводится во вращение шпинделем станка через две ременные передачи, что повышает частоту его вращения.
Долбежную головку (рис. 1, е) используют на фрезерном станке при отсутствии на производстве долбежного станка. Головку устанавливают на станине горизонтально-фрезерного станка. Ползун 9 с резцом 10 получает возвратно-поступательное движение от шпинделя станка через кривошипно-шатунный механизм.
Для выполнения работ повышенной точности на универсальных станках нормального класса на стол станка (рис. 1, ж) устанавливают дополнительный крестовый стол 15.
Дальнейшее расширение технологических возможностей горизонтальных и вертикальных фрезерных станков обеспечивает установка на поворотном столе 14 (рис. 1, з) дополнительного стола 12 с пазами для продольных перемещений. Дополнительный стол перемещается с помощью рукоятки 13. На станках с ЧПУ поворот стола и продольное перемещение могут осуществляться от системы управления.
Рисунок 1-Приспособления, расширяющие возможности фрезерных станков: 1 — направляющая станины; 2 — вертикально-фрезерная головка; 3, 5 — шпиндель; 4 — хобот станка; 5 — шпиндель станка; 6 — фреза; 7 — электродвигатель; 8 — коробка скоростей; 9 — ползун; 10 — резец; 11 — шпиндель шлифовальной головки; 12 — стол для продольных перемещений с пазами; 13 — рукоятка; 14 — поворотный стол; 15 — крестовый стол.
Приспособления для фрезера по дереву своими руками
Существенно расширить функциональность фрезерного оборудования можно при применении специальных приспособлений. Серийные аксессуары, которые можно встретить в продаже, обходятся достаточно дорого. Именно поэтому многие мастера решают изготовить приспособления для фрезера по дереву своими руками.
Большая часть изготавливаемых элементов предназначается для правильного расположения ручного инструмента в пространства. Кроме этого, приспособления для фрезера по дереву позволяют существенно увеличить точность обработки. Некоторые инструменты изначально поставляются с вспомогательными аксессуарами.
Однако они не являются узкоспециализированной оснасткой, зачастую не подходят под поставленные задачи. Рассмотрим наиболее распространенную оснастку подробнее.
Приспособления для фрезера по дереву своими руками
Приспособления для фрезера по дереву, сделанные своими руками: упоры, шаблоны, направляющие шины
Фрезер для аккуратной работы требует вспомогательных устройств, в то же время комплект аппарата при продаже включает ограниченный набор таких предметов.
Рынок дополнений к фрезерным устройствам простирается от транспортира до многочисленных насадок. Пользователь, которому этого недостаточно, может сделать подсобные приспособления самостоятельно.
Изготовление каретки для фрезера
Для того чтобы сконструировать станок ЧПУ, необходимо использовать несколько вариантов агрегатов. Устройства не заводского производства часто имеют рельсы из каретки машинки для печати, а также принтера. Основные качественные показатели влияют необратимым образом на показатели обработки и устройства на базе фрезерного станка с шипорезной кареткой, поэтому излишняя экономия может только навредить.
Детали
Чаще всего используются полированные валы, которые отличаются невысокой ценой. Покупка этих элементов труда не составит. Они подлежат монтировке и обработке. Чаще всего изготавливаются из прочной стали.
После этого верхние слои подлежат закаливанию индукцией, что благотворно влияет на период использования и показатель износа. Идеальная гладкость дает возможность перемещаться каретке по полированному слою предельно удачно. С обеих оконечностей валы можно крепить двумя руками без лишних проблем.
Но также на рынке имеется немало поддельных элементов из низкокачественного металла, так как вероятность точной проверки на месте равна нулю.
Недостатки:
- Основание не фиксируется. Вал можно поддерживать только на основании двух крепежных устройств. Это дает возможность значительно облегчить инсталляцию собственноручно, но при этом в независимости от настольной опоры. Из-за этого повышается возможность допущения дефектов во время обработки изделия. По истечении времени направляющие для каретки токарного станка скатываются и искривляются.
- Имеются провисания на длинных промежутках. Из-за провисов вал с длиной более 100 см не используют при обработке для станка. Имеют также значение толщины и длины валовой поверхности. Наилучший вариант – это 0, 05, а еще выгодней 0,06 – 0,1.
Подшипники в каретке для фрезера
Выделяют две разновидности подшипников при инсталляции направляющих:
- Втулки для шариковых элементов.
- Подшипники для обеспечения скользящей поверхности.
Шариковые цилиндрические обтекатели, а также детали для обеспечения качения по сравнению с рельсовыми каретками имеют два значительных минуса: незначительный уровень грузоподъемности и немаленький люфт. Для обеспечения поддержания веса шипорезная каретка устанавливается на направляющую линию по несколько валов.
Недостатки такого рода подшипников:
- Выдерживают небольшую нагрузку.
- Образование высокого давления вследствие невысокого ресурса функционирования. Необходимость периодической замены вала из-за образования канавки.
- Опилки и липкая пыль забивают слоты.
Подшипники для обеспечения скольжения по поверхности производят из нетвердых металлов, таких как капролон. В случае выдерживания всех допусков показатели грузоподъемности и прецизионности подшипника скольжения достаточны высоки. Тем не менее опилки и грязь не способны навредить агрегату. Но это относится только к деталям из бронзы, которые качественно обработаны.
Со временем происходит износ изделия, который требует периодической подгонки, чтобы избавиться для избавления от зазоров. Как правило, для изготовления собственными руками применяют более доступные подшипники.
Валы для шлицевых втулок
Внутри продольного вала двигаются определенные втулочные шарики. Конструкция имеет высокий уровень жесткости, намного жестче, чем обычные валы после шлифовальной обработки. Имеют также более длительный период использования. Усиления крутильного вала имеют дополнительное значение. Они очень удачно могут быть инсталлированы на крепежную конструкцию вала.
Значительным недостатком шлицевого направляющего является дороговизна. Это является причиной редкого использования в стандартных агрегатах ЧПУ.
Цилиндрическая конструкция дает возможность удерживать равновесие по всей длине, не допуская провисающих элементов из-за веса, который имеет шипорезная каретка. Данный вид направляющих получил еще название линейных опорных валов. Имеют точную фиксацию вдоль корпуса механизма благодаря резьбовым отверстиям. Такие направляющие позволяют передвигать каретки с большим весом, не допуская провисания.
Недостатки, связанные с цилиндрическими валами станков:
- Недолгий период эксплуатации.
- Значительный показатель люфта стержней.
Если в линейных подшипниках в равной степени взаимодействуют с нагрузками разных направляющих векторов, то на валах с цилиндрическим сечением шипорезная каретка не настолько устойчива.
Это является следствием закрытой втульной поверхности, которой не обладает шипорезная каретка. А посему необходимо учитывать тот факт, что аппаратная часть с ЧПУ будет функционировать менее устойчиво, чем похожий станок, используя обыкновенные круглые рельсовые движители.
Современные цилиндрические рельсы производятся и известными компаниями, и небольшими кустарями. Это влияет на стоимость аппарата и его технические составляющие. Случается, что каретки и рельсы одного производителя не соответствуют общим стандартам.
Данный вид направляющих устанавливается в высокоточных металлорежущих станках с ЧПУ.
Основные разновидности: с шариками и роликами.
Направляющие с конфигурациями
Стандартные направляющие имеют дорожку, на которой установлены специальные каретки. Это дает возможность распределить нагрузку по всей длине дорожки – шарик прикрепляется к рельсовому движителю по дуге с высокой долей точности. Каретки с тяжелым весом не перестают двигаться прямолинейно. Имеют высокую долговечность с низким уровнем люфта.
Недостатки рельсов на шариках:
- Места крепления должны быть прямолинейными и без всяких шероховатостей.
- Трудный процесс монтирования на станок.
В открытой продаже имеется множество моделей кареток очень неоднозначных по грузоподъемности и натяжным элементам. По этой причине их производство не является домашним, в большей степени рыночная продукция высокого качества. Самые лучшие направляющие элементы выпускаются под брендом ТНК, а также Хивин.
Одно из лучших направляющих, которое имеет плоские качающие пазы. Вместо шариков встроены ролики.
Это сказывается на эффективности работы направляющих модулей. Лучше всего подходят для обработки камней, а также для таких металлов, как сталь и чугун.
Рельсы с призматическим сечением
Основное место установки: обрабатывающая промышленность. Рельсы не подлежат демонтажу, входят в структуру станины.
Очень сложно производить и ремонтировать. Не подлежат демонтажу своими руками. Использование: оборудование для профессионалов на базе ЧПУ.
: точная каретка для фрезерного стола.
Как сделать каретку для фрезера своими руками
Что можно использовать для изготовления самодельной каретки либо салазки в домашних условиях:
- уголки;
- подшипники;
- гайки;
- болты.
Используется только уголок из стали, и никогда алюминий. Сталь или кругляк можно еще больше закалить или ничего не менять. Но обязательно отшлифовать. Для инсталляции не надо выбирать широкие подшипники, лучше узкие, но с высокой долей трения. Диаметр болтов не может быть больше, чем внутренний поперечник своего катка.
Источник: https://metmastanki.ru/karetka-dlya-frezera-svoimi-rukami
Фрезерный станок по дереву.
Функционал
С помощью фрезерного станка можно успешно выполнять различные технологические операции такие как:
- профилирование прямых кромок;
- фрезерование фигурных профилей;
- создание фигурных торцов по шаблону;
- качественная и точная подготовка посадочных мест для дюбелей, дверных замков и петель, навесов и любой другой фурнитуры;
- выборка четверти (фальца);
- создание шипов и пазов различной конфигурации (типа «ласточкин хвост», Т-образных, V-образных, микрошипов и других);
- раскрой заготовок и их резка на отрезки требуемой длины;
- выполнение выравнивания поверхности обрабатываемой заготовки (к примеру слеба — столешницы);
- резьба по дереву и гравировка, для чего используются активно и ручные фрезеры;
- выполнение канавок как прямого, так и спирального типа на поверхности изделий, имеющих форму тел вращения (балясины и др.).
Устройство фрезерного станка
Промышленный станок обладает широким функционалом, запасом можности, высокой точностью и многовариантностью настроек. На фото фрезерный станок Powermatic TS29 1791284-PMRU
Данный станок оборудован кареткой, мощным 7,5-киловаттным двигателем и может работать с инструментом диаметром до 300 мм, что делает его максимально универсальным.
1. Станина
Станина фрезерного стола — это его опора, а опора должна быть в первую очередь устойчивой. На полноценных промышленных фрезерных станках станина выполняется из чугуна или стали.
2. Двигатель (фрезер) и варианты его установки Типы двигателей или фрезеров —
во фрезерных станках используют два типа привода:
- Непосредственно стационарно установленные двигатели (или триммеры).
К примеру, двигатель JET или другой, устанавливаемый в лифт:
- Или ручные фрезеры
К примеру, как на данном фото использован ручной фрезер Festool OF 1400:
3. Рабочая поверхность фрезерного станка
Функционально рабочая поверхность во-первых должна быть жесткой — всегда сохранять плоскостность и не прогибаться. А во-вторых обеспечивать хорошее скольжение заготовки по поверхности без ее повреждения (не царапать). Поэтому рабочая поверхность фрезерного станка может быть из чугуна, стали, алюминия. Для домашних мастерских и мобильных столов как правило применяют столешницы из ЛДСП, ламинированного мдф или фанеры.
Большими возможностями обладает наклонная столешница, позволяющая делать более сложные профиля обычными фрезами и делать необычные шиповые соединения.
Варианты установки и крепления фрезера в рабочей поверхности: 1 Вариант. Стационарный вариант с креплением к съемной пластине для удобного демонтажа фрезера. Может использоваться цельная алюминиевая пластина, как в родном основании CMS Festool:
так и в самодельном
Или компактная алюминиевая / фторопластовая пластина:
2 Вариант. Регулируемая по высоте установка фрезера. Для данного варианта используют разные конструкции лифта.
- Вариант ЛИФТА с с рычагом, имеющим вертикальную ось:
Самодельные варианты лифтов не отстают от своих серийных собратьев в креативности исполнения:
- Вариант ЛИФТА с диском или рычагом, имеющим горизонтальную ось: Лифт
— поворотный узел для фрезерного стола
Оснащение фрезерного станка
Оснащение рабочей поверхности стола: используя дополнительные приспособления можно существенно расширить возможности фрезерных станков (столов) по дереву и изготавливать детали повышенной сложности. 1. Параллельный (боковой) упор В первую очередь фрезерный станок в обязательном порядке оснащается боковым упором, который позволяет вести прямолинейное фрезерование.
Боковой упор ограничивает глубину врезания фрезы в заготовку. Устанавливается, как правило, на двух направляющих, закрепленных с противоположных торцов стола.
Щечки бокового упора сделаны как правило из ламинированного мдф, фанеры или плотной древесины, чтобы обеспечить плавное и деликатное скольжение по ним заготовки. На него могут устанавливаться гребенка и упоры для удержания заготовки:
Боковой упор может идти в комплекте с позиционером (к примеру INCRA), который точно позволяет выставить упор относительно фрезы:
2. Каретка или плавающий упор
Каретка расширяет функционал фрезерного станка и позволяет к примеру делать шиповое соединение. По конструкции данный элемент имеет разные варианты:
С его помощью можно фрезеровать детали, имеющие непрямой угол. Есть специальные плавающие упоры для изготовления шиповых соединений. Он позволяет определенным образом фиксировать заготовку и задать профиль ее торцам для создания шипового соединения. К примеру приспособление INCRA I-BOX:
3. Приспособления зажима и фиксации. Эти приспособления четко фиксируют заготовку в нужном положении, ограничивают габариты фрезерования и обеспечивают защиту человека от травмирования. Можно конечно работать и так:
Но правильно работать с гребенками, фиксаторами, прижимами и толкателями:
Для массивных заготовок это становится особо актуальным: