Характеристики дюймовой резьбы
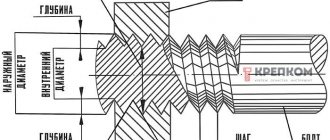
Основными параметрами дюймовой резьбы являются диаметр и шаг.
Различают внутренний и наружный диаметр. Внутренний диаметр определяется как расстояние между нижними точками впадин между резьбовых гребней, которые находятся на противоположных сторонах детали. Наружный диаметр дюймовой резьбы определяется как расстояние между верхними точками гребней, которые находятся на противоположных сторонах детали. Разница между наружным и внутренним диаметром определяет высоту профиля резьбы.
Шаг дюймовой резьбы — это расстояние между двумя соседними впадинами или вершинами гребней. Чтобы резьба была рабочей, шаг должен быть неизменным по всей длине нарезанной резьбы.
Стандартные размеры приведены в таблице параметров дюймовых резьб с диаметрами и шагом:
Изготовление резьбы
Порядок и правила её нарезания по американскому стандарту UNF не отличается от методики нарезания с применением метрической системы. Единственным отличием является применение специального инструмента и методов настройки станка. Как и для метрических соединений пользуются ручным или механическим способом нарезания резьбы. Оба способа применимы для нарезания внутренней и наружной резьбы.
При ручном способе используют специальные наборы метчиков и плашек, которые предназначены для нарезания. Такие наборы включают в себя приспособления, имеющие стандартный типоразмер и соответствуют принятым международным стандартам.
Основными правилами, которые необходимо соблюдать при нарезании являются:
- выбор необходимого диаметра сверла;
- предварительный подбор диаметра (он должен быть равен диаметру с вычетом шага).
Эти данные приводятся в справочных таблицах. Если такие таблицы отсутствуют расчёт необходимо произвести самостоятельно.
На предприятиях, занимающихся массовым производством деталей в которых применяется дюймовая американская цилиндрическая резьба такого стандарта, используют механические методы нарезания. Эта операция производится с применением следующего оборудования:
- токарных станков оснащённых специальными метчиками;
- резьбонарезных станков, способных производить наружное и внутреннее нарезание;
- токарно-винторезных станках, оснащённых числовым программным управлением.
Третий вид станков снабжается специальными программами, которые позволяют нарезать весь перечень UNF.
Маркировка
Обозначение рассматриваемой резьбы включает буквенное указание, отражающий тип (UNC), и цифровой индекс, обозначающий диаметр (в дюймах). В некоторых случаях используются дополнительные обозначения. Они могут отражать шаг (через тире) и направление. Для небольших вариантов (менее 1/4’’) применяют особые маркировки. Это обусловлено их затрудненным измерением. Обозначения включают номера (от 0 до 12) и частоту витков (через тире). Для примера можно рассмотреть 1/4” – 20UNСх2 1/2”.
- 1/4 – диаметр (в данном случае наружное значение равно 6,35 мм, внутреннее – 5,35 мм).
- 20 – частота витков.
- UNC – тип.
- 2 1/2’’ – длина болта.
Трубная резьба
Обособленная стандартная группа, регламентирующая соединение труб с использованием различного материала стенок. Трубная дюймовая резьба подразделяется на типы:
- цилиндрический тип;
- конический вид;
- резьба NPSM.
Цилиндрическая трубная резьба
Известна еще под наименованием резьбы Витворда. Применяется для цилиндрического соединения при помощи резьбы и для стыковки цилиндрической внутренней нарезки с наружной конической трубой.
Обозначение профиля формы – дюймовая резьба с профилем в виде треугольника с равными бедрами и углом вверху в 55º. Разрешается соединять трубы с наибольшим диаметром в 6 дюймов, а для труб большего дюймового размера применяют соединение с помощью сварки.
Коническая дюймовая трубная резьба
Нарезается на поверхности труб для конического соединения труб и для соединения цилиндрической резьбы внутри и конической резьбы снаружи. Использование герметичных прокладок обязательно, роль уплотнения частично играет резьба. Профиль обозначается как дюймовый тип с конусностью, при буквенном выражении индекса указывается ее расположение. R свидетельствует о наружной нарезке, Rc обозначает внутреннюю нарезку, а буквы LH ставят для левой резьбы.
Тип резьбового профиля NPSM
Такая нарезка витков делается в соответствии с американскими стандартами трубной резьбы, относится по расположению и типу к цилиндрической дюймовой. Определяется формой профиля в виде треугольника с вершиной в 60º и производится в размерах от 1/16 до 24 дюймов.
Этот вид не стоит путать с американским подвидом NPT, являющимся стандартным коническим соединением дюймовой нарезки для труб с требованиями повышенной надежности при работе с повышенным давлением и в сложных условиях эксплуатации.
Различия между трубной и метрической резьбой
Их не так много, наиболее заметным показателем, отличающим один вид от другого, служит форма профиля нарезки резьбового гребня. На вид он кажется острее, его угол при вершине составляет 55º.
Кроме формы профиля, отличием метрической нарезки от трубного дюймового варианта являеются измерительные параметры шага и диаметра. Метрические показатели измеряются в миллиметрах, а дюймовая резьба измеряется в дюймах. Но для выражения метрических показателей в дюймах используют нестандартное значение 2,54 см, а особый трубный дюйм, равный 3,324 см.
Детально исполненную таблицу с указанием соответствующих переводов из дюймов в миллиметры можно посмотреть в указанном ГОСТе. Кроме целых дюймовых показателей указаны и дробные значения. Кроме того, шаг считают не в миллиметрах, а в нитках, обозначающих нарезанные канавки на мерном дюймовом отрезке.
Определение шага происходит с применением рабочих инструментов:
- гребенков;
- калибров;
- механическими измерителями.
Измерения производятся по одинаковым правилам в метрической и дюймовой нарезке. Для начала используем муфту или штуцер с нарезанной наружной или внутренней резьбой, отталкиваясь от известных параметров. Вкручивают болт в резьбу и определяют плотность посадки. Если болт вошел плотно, то шаг и диаметр считают определенным. Если болт не соответствует, то пробуют применить болт другого калибра.
Удобнее использовать резьбомер, тогда работа происходит быстрее – достаточно приложить пластину к резьбе. На пластине инструмента указывается номер резьбы, которая считается определенной, если совпали профили. Штангенциркуль или микрометр применяется только для определения наружного и внутреннего диаметров.
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.
Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.
Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Американская резьба UNC
Международные стандарты крепёжных соединений: резьба UNC Unified Coarse Thread (UNC) — разновидность дюймовой цилиндрической резьбы с крупным шагом и углом профиля 60°.
Пользуется большой популярностью в Европе и Северной Америке.
В России детали с левой и правой резьбой UNC можно встретить среди комплектующих для бытовой и промышленной техники зарубежного производства (газонокосилки, культиваторы, автомобили и т. д.).
Телефон для связи : WhatsApp.
Краткая история Дюймовая резьба появилась в Великобритании во время промышленной революции в XVIII веке.
Так как значительная часть североамериканского континента долгое время находилась в зоне прямого влияния Соединённого Королевства, английская система мер прижилась и на территории Канады и США.
После унификации выработались определённые стандарты нарезки резьбы: угол профиля, шаг, форма вершин и впадин и т. д. Так возникли базовые типоразмеры и принципы маркировки соединений, которые применяются и сегодня.
Технические особенности Внешне геометрия резьбы UNC мало чем отличается от профиля обычной метрической резьбы. Главная особенность соединения — использование дюйма в качестве основной размерной единицы.
Максимальный шаг — 6,35 мм (4 витка на дюйм).
Как нарезается резьба UNC? Самое сложное во время нарезки дюймовой резьбы — правильно определить величину шага. Для этого нужно использовать специальные калибры (резьбомеры).
Во время измерения расстояния между впадинами и вершинами пластинки резьбомера поочерёдно прикладываются к детали до тех пор, пока не получится добиться 100%-ного совпадения профиля.
Если размер был определён верно, шаг резьбы будет соответствовать значению, отмеченному на боковой стороне шаблона.
Для нарезки UNC -резьбы применяются инструменты двух типов:
-плашки. Необходимы для наружной нарезки резьбы; -метчики. Используются для формирования резьбы на внутренней стороне детали.
Нарезать резьбу можно как вручную, так и при помощи специального промышленного оборудования. Направление вращения в каждом случае определяется индивидуально.
Дюймовая резьба (рис. 2)
Дюймовая резьба (рис. 2) имеет в профиле такой же вид, как метрическая резьба, но у нее угол при вершине равен 55° (резьба Витворта – британский стандарт BSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF). Hаpужный диаметp pезьбы измеpяется в дюймах (1″ = 25,4мм) – штpихи (“) обозначают дюйм. Характеризуется эта резьба числом ниток на один дюйм. Дюймовую американскую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом.
Точность и поле допуска метрической резьбы
| Класс точности | Поле допуска для резьбы | ||||||
| наружной: болт, винт, шпилька | внутренней: гайка | ||||||
| Точный | 4g | 4h | 4H | 5H | |||
| Средний | 6d | 6e | 6f | 6g | 6h | 6G | 6H |
| Грубый | 8g | 8h | 7G | 7H |
Таблица размеров крепежных изделий для американской дюймовой машиностроительной резьбы UNC с крупным шагом (угол профиля 60 градусов)
| Размер в дюймах | Размер в мм | Шаг ниток / дюйм |
| UNC № 1 | 1.854 | 64 |
| UNC № 2 | 2.184 | 56 |
| UNC № 3 | 2.515 | 48 |
| UNC № 4 | 2.845 | 40 |
| UNC № 5 | 3.175 | 40 |
| UNC № 6 | 3.505 | 32 |
| UNC № 8 | 4.166 | 32 |
| UNC № 10 | 4.826 | 24 |
| UNC № 12 | 5.486 | 24 |
| UNC 1/4 | 6.35 | 20 |
| UNC 5/16 | 7.938 | 18 |
| UNC 3/8 | 9.525 | 16 |
| UNC 7/16 | 11.11 | 14 |
| UNC 1/2 | 12.7 | 13 |
| UNC 9/16 | 14.29 | 12 |
| UNC 5/8 | 15.88 | 11 |
| UNC 3/4 | 19.05 | 10 |
| UNC 7/8 | 22.23 | 9 |
| UNC 1″ | 25.4 | 8 |
| UNC 1 1/8 | 28.58 | 7 |
| UNC 1 1/4 | 31.75 | 7 |
| UNC 1 1/2 | 34.93 | 6 |
| UNC 1 3/8 | 38.1 | 6 |
| UNC 1 3/4 | 44.45 | 5 |
| UNC 2″ | 50.8 | 4 1/2 |
- На болтах, шпильках, винтах, штифтах и на разных других цилиндрических деталях нарезают наружную резьбу;
- В фасонных частях, гайках, во фланцах, в пробках, деталях машин и металлических конструкциях нарезают внутреннюю резьбу.
Основные элементы резьб представлены на рис. 3 К ним относятся следующие элементы:
- шаг резьбы
– расстояние между вершинами или основаниями двух соседних витков; - глубина резьбы
– расстояние от вершины резьбы до ее основания; - угол профиля резьбы
– угол, заключенный между боковыми сторонами профиля в плоскости оси; - наружный диаметр
– наибольший диаметр резьбы болта, измеряемый по вершине резьбы перпендикулярно к оси резьбы; - внутренний диаметр
– расстояние, равное диаметру цилиндра, на которой навернута нитка резьбы.Ещё о дюймовом крепеже:
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
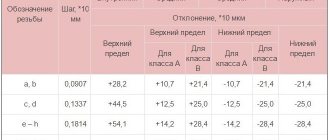
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Принципы обозначения
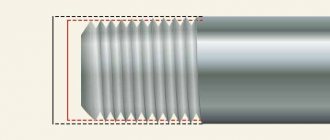
Обозначение резьбы на чертежах выполняется по следующим правилам.
- Указывают сплошными тонкими и толстыми линиями. Обозначение внутренней резьбы – тонкая линия по внешнему диаметру и толстая по внутреннему, а наружной резьбы – толстая линия по внешнему диаметру и тонкая по внутреннему.
- Если деталь спроецирована на плоскость вдоль оси вращения, то показывают сплошными прямыми. Если – поперек, тогда это незамкнутый контур, длиной 0,75 от общей окружности. Концы дуги не должны лежать на осях детали на рисунке.
- Промежуток между тонкой и жирной линиями должен составлять свыше 0,8 мм, но быть меньше размера шага.
- При обозначении метрической резьбы на чертежах перпендикулярно оси фаски изображают только имеющие конструкционное значение.
Наружный и внутренний виды резьбы
Нормируется метрическая резьба несколькими документами: ГОСТ 8724-2004, ГОСТ 2470-2004, ГОСТ 9150-2002, ГОСТ 1693-2005. В них указаны требования к размерам, профилю, шагам и допускам.
По маркировке изделия можно определить все необходимые ее параметры и вид. Запись включает в себя:
- заглавную букву, характеризующую вид, или две заглавные буквы – вид и подвид (например, метрическая – М; метрическая коническая – МК);
- число, выражающее номинальный диметр в миллиметрах (М20 – метрическая с номинальным диаметром 20 мм);
- в случае мелкого шага указывают его значение в миллиметрах, через знак умножения – М20х1,5;
- в случае многозаходной добавляют указание хода после «х» и шага в круглых скобках – М20х3(Р1) – метрическая с диаметром 20 мм трехзаходная, где шаг составляет 1 мм;
- при обозначении левой резьбы пишут латинские заглавные буквы «LH» — М20LH или М20х3(Р1)LH – тоже только левая.
В некоторых случаях в маркировку могут входить дополнительные параметры: длина свинчивания, допуски и посадка. Их расшифровка следующая:
- указание допуска для наружной резьбы М12х1,75-6g и для внутренней М12-6Н;
- длину свинчивания выражают заглавными латинскими буквами – S – shot (короткая), N – normal (нормальная), L – long (длинная), иногда в круглых скобках добавляют числовое значение длины в миллиметрах, если величина нестандартная; например, М12-6g-L(30);
- посадку выражают дробью через значения допуска для внутренней (числитель) и наружной (знаменатель) резьб, например, учитывая, как обозначается левая резьба, общий вид будет таким — М12х1-6H/6g-LH.
Также в маркировке может указываться вид и номер стандарта.
Выбирая правильный вид метрической резьбы и ее геометрические параметры можно обеспечить качественное крепление деталей, длительную эксплуатацию изделия и экономию средств на ремонте и обслуживании.
Технология нарезания
Резьбу UNC создают путем снятия части материала с поверхностей цилиндрических и конических заготовок. Это осуществляют на станках. В зависимости от типа применяют метчики и плашки (для внутреннего и наружного соответственно).
Хвостовик служит для монтажа в воротке или патроне станка. Рабочая часть подразделена на заборную и калибрующую. Первая осуществляет нарезание, вторая служит для калибровки. Режущие кромки сформированы продольными канавками, которые к тому же обеспечивают выход стружки. Ограниченные канавками режущие части называют режущими перьями.
На станках чаще всего применяют машинные варианты, однако для твердых и вязких материалов требуются специфические комплекты метчиков, включающие два либо три инструмента. Они отличаются по чистоте обработки и выполняют различный объем работ. Так, для комплекта из двух метчиков используется пропорция 75/25%, из трех – 60/30/10%. Конструктивно метчики одного набора отличаются длиной заборной части, которая наибольшая у чернового варианта. Для заготовок с поверхностью, прерванной канавкой либо пазом, применяют инструменты с числом канавок, не кратным количеству пазов, и с винтовыми канавками. Вторые также подходят для отверстий длиной от двух диаметров. При этом необходимо соответствие направления винтовой канавки нарезаемой резьбе. Специфические варианты представлены бесканавочными метчиками. Они рассчитаны на создание коротких сквозных резьб. Такие инструменты отличаются большей прочностью и лучшим качеством работ. Еще одна специфическая версия метчиков – с зубьями в шахматном порядке, рассчитанная на короткие сквозные резьбы на вязких материалах. Они сокращают трение, улучшают подвод смазочно-охлаждающей жидкости и стружкообразование. Метчики устанавливают аналогично плашкам либо в патроны для них. Скорость работ составляет 5-12 для стали и 6-22 м/с для прочих материалов. При нарезании требуется охлаждение маслом либо эмульсией.
Ввиду различной конфигурации на станках их монтируют в разные держатели. Так, для лерок применяются леркодержатели, представленные воротками в виде рамок с 2 рукоятками. Плашка находится внутри и фиксируется тремя винтами, входящими в углубления на ее боках. Клуппы для раздвижных вариантов выполнены в виде косых рамок с 2 рукоятками. Полуплашки размещают в отверстии, регулируя размер нажимным винтом.
Перед нарезанием резьбы поверхность заготовки обрабатывают. Для наружного соединения требуется обеспечить меньший ее диаметр по отношению к внешнему диаметру резьбы. Данная разница составляет примерно 0,1-0,3 мм в зависимости от размера соединения. На торце снимают фаску, соответствующую высоте профиля, для формирования захода. Плашку монтируют с держателем в гнезде головки либо пиноли задней бабки. Скорость работ определяется типом материала. Так, для стальных заготовок она равна 3-4, для чугунных – 2-3, для латунных – 10-15 м/мин.
Оборудование / Проект — ТОКАРКА / Режущий инструмент и работа сним / Подробные размеры дюймовой резьбы UNC, UNF. Диаметр отверстий под резьбу UNC, UNF.
Предисловие. После некоторых размышлений стало понятно, что у нас есть материал, который относится к разряду справочного и он очень часто бывает востребован. При этом, периодически его выискивать, перебирая странички книг, неудобно. В связи с чем мы решили, что будем пополнять наш электронный ресурс справочной информацией, которая таким образом станет более доступной.
Создавать подобные странички нас сподвигла работа над крепежом для фотоаппаратуры. Перед нами стояла задача подобрать метчики и плашки для нарезания резьбы в новых деталях для штатива и ряда приспособлений к нему. В процессе поиска режущего инструмента, мы столкнулись с нехваткой информации по теме дюймовых резьб, после чего погрузились в эту проблему с головой. Собрав информацию, мы решили её аккумулировать в одном месте и создать вот эту справочную страничку.
В данной публикации мы рассмотрим, чем отличается резьба UNC от резьбы UNF, информацию по каждой из резьб сведём в таблицы, но самое главное, в этих таблицах мы приведём значения диаметров для нарезания резьбы UNC и UNF.
Хотим сразу обратить внимание, что дюймовые резьбы, это не только выбор в качестве основного стандарта некоторых стран, но и достаточно удачная резьба для ряда специфических задач и в нашей стране. Поэтому это ещё один плюс в пользу актуальности данной информации на нашем ресурсе.
Что такое UNC, UNF? Если попытаться объяснить простым языком, то UNC и UNF это вид профиля резьбы. UNC – крупная резьба, UNF – мелкая резьба. Между метрической и дюймовыми резьбами UNC и UNF есть один общий параметр это угол при вершине. Он равен 60-ти градусам, но размеры резьб UNC и UNF считаются в дюймах.
Ниже в таблицах мы проводим данные по резьбам UNC и UNF.
Таблица характеристик по резьбе UNC (крупная резьба).
Примечание: резьба 1/4″ — 20 UNC и 3/8″ — 16 UNC является унифицированной резьбой для крепежа фото и видео аппаратуры.
| Обозначение резьбы | Наружный диаметр, дюйм | Наружный диаметр, мм | Диаметр сверла под резьбу, мм | Число ниток на дюйм | Шаг нарезаемой резьбы, мм |
| N 1 — 64 UNC | 0,073 | 1,854 | 1,5 | 64 | 0,397 |
| N 2 — 56 UNC | 0,086 | 2,184 | 1,8 | 56 | 0,453 |
| N 3 — 48 UNC | 0,099 | 2,515 | 2,1 | 48 | 0,529 |
| N 4 — 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 — 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 — 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 — 32 UNC | 0,164 | 4,166 | 3,5 | 32 | 0,794 |
| N 10 — 24 UNC | 0,19 | 4,826 | 4 | 24 | 1,058 |
| N 12 — 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ — 20 UNC | 0,25 | 6,35 | 5,35 | 20 | 1,27 |
| 5/16″ — 18 UNC | 0,313 | 7,938 | 6,8 | 18 | 1,411 |
| 3/8″ — 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ — 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ — 13 UNC | 0,5 | 12,7 | 11,15 | 13 | 1,954 |
| 9/16″ — 12 UNC | 0,563 | 14,288 | 12,6 | 12 | 2,117 |
| 5/8″ — 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ — 10 UNC | 0,75 | 19,05 | 17 | 10 | 2,54 |
| 7/8″ — 9 UNC | 0,875 | 22,225 | 20 | 9 | 2,822 |
| 1″ — 8 UNC | 1 | 25,4 | 22,25 | 8 | 3,175 |
| 1 1/8″ — 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ — 7 UNC | 1,25 | 31,75 | 28,85 | 7 | 3,628 |
| 1 3/8″ — 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ — 6 UNC | 1,5 | 38,1 | 34,7 | 6 | 4,233 |
| 1 3/4″ — 5 UNC | 1,75 | 44,45 | 40,4 | 5 | 5,08 |
| 2″ — 4 1/2 UNC | 2 | 50,8 | 46,3 | 4,5 | 5,644 |
| 2 1/4″ — 4 1/2 UNC | 2,25 | 57,15 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ — 4 UNC | 2,5 | 63,5 | 58,5 | 4 | 6,35 |
| 2 3/4″ — 4 UNC | 2,75 | 69,85 | 64,75 | 4 | 6,35 |
| 3″ — 4 UNC | 3 | 76,2 | 71,1 | 4 | 6,35 |
| 3 1/4″ — 4 UNC | 3,25 | 82,55 | 77,45 | 4 | 6,35 |
| 3 1/2″ — 4 UNC | 3,5 | 88,9 | 83,8 | 4 | 6,35 |
| 3 3/4″ — 4 UNC | 3,75 | 95,25 | 90,15 | 4 | 6,35 |
| 4″ — 4 UNC | 4 | 101,6 | 96,5 | 4 | 6,35 |
Таблица характеристик по резьбе UNF (мелкая резьба).
| Обозначение резьбы | Наружный диаметр, дюйм | Наружный диаметр, мм | Диаметр сверла под резьбу, мм | Число ниток на дюйм | Шаг нарезаемой резьбы, мм |
| N 0 — 80 UNF | 0,06 | 1,524 | 1,25 | 80 | 0,317 |
| N 1 — 72 UNF | 0,073 | 1,854 | 1,55 | 72 | 0,353 |
| N 2 — 64 UNF | 0,068 | 2,184 | 1,9 | 64 | 0,397 |
| N 3 — 56 UNF | 0,099 | 2,515 | 2,15 | 56 | 0,453 |
| N 4 — 48 UNF | 0,112 | 2,845 | 2,4 | 48 | 0,529 |
| N 5 — 44 UNF | 0,125 | 3,175 | 2,7 | 44 | 0,577 |
| N 6 — 40 UNF | 0,138 | 3,505 | 2,95 | 40 | 0,635 |
| N 8 — 36 UNF | 0,164 | 4,166 | 3,5 | 36 | 0,705 |
| N 10 — 32 UNF | 0,19 | 4,826 | 4,1 | 32 | 0,794 |
| N 12 — 28 UNF | 0,216 | 5,486 | 4,7 | 28 | 0,907 |
| 1/4″ — 28 UNF | 0,25 | 6,35 | 5,5 | 28 | 0,907 |
| 5/16″ — 24 UNF | 0,313 | 7,938 | 6,9 | 24 | 1,058 |
| 3/8″ — 24 UNF | 0,375 | 9,525 | 8,5 | 24 | 1,058 |
| 7/16″ — 20 UNF | 0,438 | 11,112 | 9,9 | 20 | 1,27 |
| 1/2″ — 20 UNF | 0,5 | 12,7 | 11,5 | 20 | 1,27 |
| 9/16″ — 18 UNF | 0,563 | 14,288 | 12,9 | 18 | 1,411 |
| 5/8″ — 18 UNF | 0,625 | 15,875 | 14,5 | 18 | 1,411 |
| 3/4″ — 16 UNF | 0,75 | 19,05 | 17,5 | 16 | 1,587 |
| 7/8″ — 14 UNF | 0,875 | 22,225 | 20,4 | 14 | 1,814 |
| 1″ — 12 UNF | 1 | 25,4 | 23,25 | 12 | 2,117 |
| 1 1/8″ — 12UNF | 1,125 | 28,575 | 26,5 | 12 | 2,117 |
| 1 1/4″ — 12 UNF | 1,25 | 31,75 | 29,5 | 12 | 2,117 |
| 1 3/8″ — 12 UNF | 1,375 | 34,925 | 32,75 | 12 | 2,117 |
| 1 1/2″ — 12 UNF | 1,5 | 38,1 | 36 | 12 | 2,117 |
Что такое дюймовые метчики и дюймовая резьба
Метчик — это, пожалуй, самый распространенный инструмент для нарезания внутренней резьбы, который применяют повсеместно. Резьбу нарезают в новых изделиях как машинным, так и ручным способом, а также производят восстановление изношенной.
Очень часто именно с восстановлением резьбы при ремонте техники связано применение дюймовых метчиков, так как большое количество техники, применяемой сегодня у нас, произведено по европейским или американским стандартам.
Чтобы разобраться, какими бывают дюймовые метчики, необходимо разобраться в том, что такое дюймовая резьба, для которой они предназначены.
Понятие дюймовой, в отличие от метрической, включает в себя довольно большое количество разных резьб, которые имеют различный шаг и угол профиля.
Поэтому для выбора правильного метчика необходимо знать несколько определяющих параметров. Все дюймовые резьбы обозначаются диаметром в дюймах (дробь), а также шагом в нитках (витках) на 1 дюйм.
А на деталях или инструментах не всегда есть маркировка типа, к которому она относится. Именно это и вызывает путаницу.
Прежде всего, существует 5 стандартов, в которых прописаны параметры всех наиболее часто применяемых:
- DIN ISO 228 (также DIN 2999, DIN 259 ГОСТ 6357-81) — определяет параметры трубной цилиндрической дюймовой резьбы. Угол профиля составляет 55°. Имеет только четыре значения шагов — 11, 14, 19 и 28 ниток на дюйм. Обозначается G (реже Rp), а также соответствует резьбе BSP (британский стандарт трубной).
- BS 84 (ранее DIN 11) — определяет параметры резьб британского стандарта BSW (Ww) и BSF, резьбы Уитворта и резьбы с мелким шагом соответственно. Угол профиля составляет 55°.
- ANSI/ASME B 1.1 — это американский стандарт, который определяет резьбы семейства унифицированных: UNC, UNF, UN, UNEF, UNS. Угол профиля составляет 60°, как и у метрической. Наиболее часто встречаются UNC и UNF, с крупным и мелким шагом соответственно. К примеру резьба 1/4 » с 20 нитками на дюйм — это UNC, а 1/4″ с 28 нитками на дюйм — это UNF. UNEF — это резьба с особо мелким шагом.
- ANSI B.1.20.1 (также ГОСТ 6111-52) — это стандарт для конической трубной резьбы, которая в американском стандарте обозначается NPT (конусность 1:16). Угол профиля составляет 60°. В ГОСТ 6111-52 она обозначается буквой К — коническая дюймовая. В американском стандарте также описывается цилиндрическая трубная NPS.
- DIN 40 430 — это также стандарт трубной резьбы, обозначаемой PG. У нас практически не встречается.
Как видно, запутаться в таком количестве обозначений довольно легко, поэтому при заказе инструмента нужно быть внимательным. Если есть возможность, необходимо проверить резьбу калибром или проконсультироваться со специалистами.
Как правило, для одного и того же диаметра в дюймах у каждой резьбы свой шаг, поэтому по каталогу можно определить, к какому типу она относится. Наиболее часто встречаются такие: G, UNC и UNF.
Остальные довольно редкие, но их тоже нужно иметь в виду.
Применение резьбы UNF
Цилиндрическая дюймовая резьба, к которой относятся UNF и BSW обладают мелким шагом. Поэтому они применяются для различных крепёжных конструкций, к которым предъявляются повышенные требования соединений. Такая резьба с мелким шагом применяется в двух видах соединений:
- высокопрочных;
- регулировочных.
Обладая дюймовой резьбой размером в одну четверть и полтора дюйма (по американскому стандарту), она применяется в следующих агрегатах и конструкциях:
- различных видах трубных соединений (дюймовых, калиброванных, сантехнических, газовых);
- гидравлических конструкциях (фитинги, краны переходники);
- резьбовых адаптерах;
- накидные гайки;
- болты и гайки крепления конструкций различных агрегатов.
Универсальность и обеспечение хорошей надёжности позволяет применять американскую конструкцию в машиностроении и при производстве станков, оборудования и инструментов.
Основные правила нарезки
- Для правильной нарезки дюймовой или метрической резьбы необходимо придерживаться следующих рекомендаций:
- Точно подобрать сверло требуемого диаметра. Диаметры отверстий для нарезки резьб UNF и UNC указаны в таблицах выше.
- Просверлить отверстие строго под прямым углом к плоскости.
- Нарезку производить возвратно-поступательными движениями. После двух оборотов вперёд совершать оборот назад для удаления стружки.
- При наличии в комплекте двух или трех метчиков проход осуществлять строго по номерам – сначала черновым первым номером, затем вторым.
- Желательно использовать смазку для снижения силы трения.
Параметры резьбы UNF
Геометрические параметры резьбы UNF (Unified National Fine Thread) показаны на рисунке.
По форме профиля резьба стандарта Unified National Fine Thread соответствует метрической резьбе, однако для резьбы UNF используются размеры в дюймах.
По сравнению с резьбой с крупным шагом – UNC, витки резьбы UNF способны выдержать более высокую разрывную нагрузку, из-за меньшей глубины резьбы и большей площади контакта. Резьба с мелким шагом также хороша для настроечных винтов, ведь линейной перемещение при одном и том же угле поворота у резьбы с мелким шагом будет меньше чем у резьбы с крупным шагом.
Особенности и отличия американской резьбы
Самая популярная резьба на территории США и Канады – дюймовая цилиндрическая резьба UNF/UTS (Unified Thread Standard). Ее еще называют американской резьбой. Ее угол при вершине 60˚ и высота профиля полностью соответствуют метрической резьбе, но все размеры резьбы основаны на дюймовой системе измерения. Они указаны в долях дюйма.
Исходя из шага американская дюймовая резьба бывает нескольких видов:
- с крупным шагом UNC (Unified Coarse);
- с мелким шагом UNF (Unified Fine);
- мелкая резьба для специальных областей применения UNEF (Unified Extra Fine);
- специализированная дюймовая цилиндрическая резьба UNS (Unified Special), которая является одним из типов резьбы UTS (Unified Thread Standard).
Международный стандарт резьб.
Резьба на современных крепежных элементах имеет следующие основные параметры:
— шаг расстояние между двумя соседними витками резьбы. Шаг резьбы измеряется либо в миллиметрах как расстояние (прямой способ измерения), либо как количество витков резьбы на единицу длины крепежного элемента (косвенный способ измерения). В нашей стране принято измерять шаг резьбы прямым способом. При монтаже быстрее вкручиваются крепежные элементы, имеющие больший шаг резьбы (т.е. меньшее количество витков резьбы на единицу длины).
— внешний диаметр диаметр крепежного элемента с учетом выступающей части витков резьбы.
— внутренний диаметр диаметр крепежного элемента в углублениях между витками резьбы.
— угол вершины угол на вершине витков резьбы. Если рассматривать крепежные элементы, врезающиеся при монтаже резьбой в основание, то чем острее угол резьбы, тем меньшее сопротивление вкручиванию оказывает материал основания.
По типу резьба на крепежных элементах может быть внутренней (на гайках, соединительных муфтах, гильзах анкеров и т.п.) и внешней (на шурупах, саморезах, болтах и т.д.)
По виду резьба бывает метрической и неметрической. Часто вместо последнего термина используют термин «дюймовая»,
противопоставляя метрическую и дюймовую системы измерения длин. Тем не менее, параметры как неметрической, так и метрической резьбы могут быть выражены в любой из вышеупомянутых систем измерения. Для этого существуют специальные таблицы перевода параметров крепежных элементов из одной системы в другую.
Необходимость использования таких таблиц возникла в ходе интенсификации международной торговли, т.к. на разных географических рынках используются разные системы измерения длин: например, в США и Великобритании к крепежным элементам применяются обозначения параметров в дюймах, в континентальной Европе в миллиметрах. Так, для обозначения диаметра крепежных элементов в странах с дюймовой системой измерения длин используются так называемые «калибры» или «размеры»:
Калибр ( номер , размер ), обозначающий диаметр крепежного элемента в дюймовой системе измерения
| Калибр аналогичный дюймовому размеру . Диаметр крепежного элемента в метрической системе мер ( мм ) | |
| #5 | 2.9 |
| #6 | 3.5 |
| #7 | 3.9 |
| #8 | 4.2 |
| #9 | 4.8 |
| #10 | 5.0 |
| #12 | 5.5 |
| #14 | 6.3 |
Наиболее распространенными сегодня подвидами резьбы являются:
1. Резьба с широким шагом.
2. Разреженная резьба.
3. Резьба с мелким шагом.
4. Метрическая резьба.
5. Двухзаходная (переменная) резьба состоит из чередующихся высоких и низких витков. Фактически это две резьбы с одинаковым шагом, одна из которых нанесена посередине между витками другой. Разница в высоте между высокой и низкой резьбой обычно составляет от 40 до 50% от высоты высокой резьбы.
6. Ударная (зонтичная) резьба состоит из толстых покатых витков с тупым углом вершины.
Каждый вид резьбы имеет свое функциональное предназначение. Пригодность резьбового крепежного элемента для использования в том или ином материале основания определяется в первую очередь видом резьбы. Чем плотнее материал основания, тем меньший шаг резьбы необходим для качественного закрепления. Так, шурупы по дереву имеют резьбу с широким шагом, а саморезы по металлу резьбу с мелким шагом либо метрическую. Там, где закрепляемый элемент монтируется в ПВХ и подвержен опасности выдергивания, используются крепежные элементы с двухзаходной резьбой. Двухзаходня резьба также используется, если необходимо достичь прочного закрепления в разнородных материалах закрепляемого элемента и основания. Разреженная резьба предназначена для закрепления в мягкие или пористые материалы (например, мягкие породы дерева). Ударная резьба используется в резьбовых крепежных элементах, монтаж которых осуществляется более быстрым по сравнению со вкручиванием ударным способом. Демонтаж крепежных элементов с ударной резьбой осуществляется традиционным методом выкручивания.
UNF/UTS — дюймовая резьба нашедшая широкое распространенние в США И Канаде.
Профиль резьбы UN/UNF: угол при вершине 60°, теоретическая высота профиля H=0,866025P.
Угол при вершине и высота профиля полностью соответствует метрическим резьбам, однако все размеры основаны на дюймовой системе измерения и указываются в долях дюйма.
Резьбы UNC Thread ANSI B1.1
UNC (Unified Coarse Thread) — Унифицированная крупная резьба.
Старое обозначение резьбы NC. Резьбы UNC и NC взаимозаменяемы.
| Типоразмер | Наружный диаметр | Наружный диаметр | Диаметр сверления | Число витков на | Шаг |
| дюйм | mm | mm | дюйм | mm | |
| N 1 — 64 UNC | 0,073 | 1,854 | 1,5 | 64 | 0,397 |
| N 2 — 56 UNC | 0,086 | 2,184 | 1,8 | 56 | 0,453 |
| N 3 — 48 UNC | 0,099 | 2,515 | 2,1 | 48 | 0,529 |
| N 4 — 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 — 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 — 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 — 32 UNC | 0,164 | 4,166 | 3,5 | 32 | 0,794 |
| N 10 — 24 UNC | 0,19 | 4,826 | 4 | 24 | 1,058 |
| N 12 — 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ — 20 UNC | 0,25 | 6,35 | 5,35 | 20 | 1,27 |
| 5/16″ — 18 UNC | 0,313 | 7,938 | 6,8 | 18 | 1,411 |
| 3/8″ — 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ — 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ — 13 UNC | 0,5 | 12,7 | 11,15 | 13 | 1,954 |
| 9/16″ — 12 UNC | 0,563 | 14,288 | 12,6 | 12 | 2,117 |
| 5/8″ — 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ — 10 UNC | 0,75 | 19,05 | 17 | 10 | 2,54 |
| 7/8″ — 9 UNC | 0,875 | 22,225 | 20 | 9 | 2,822 |
| 1″ — 8 UNC | 1 | 25,4 | 22,25 | 8 | 3,175 |
| 1 1/8″ — 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ — 7 UNC | 1,25 | 31,75 | 28,85 | 7 | 3,628 |
| 1 3/8″ — 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ — 6 UNC | 1,5 | 38,1 | 34,7 | 6 | 4,233 |
| 1 3/4″ — 5 UNC | 1,75 | 44,45 | 40,4 | 5 | 5,08 |
| 2″ — 4 1/2 UNC | 2 | 50,8 | 46,3 | 4,5 | 5,644 |
| 2 1/4″ — 4 1/2 UNC | 2,25 | 57,15 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ — 4 UNC | 2,5 | 63,5 | 58,5 | 4 | 6,35 |
| 2 3/4″ — 4 UNC | 2,75 | 69,85 | 64,75 | 4 | 6,35 |
| 3″ — 4 UNC | 3 | 76,2 | 71,1 | 4 | 6,35 |
| 3 1/4″ — 4 UNC | 3,25 | 82,55 | 77,45 | 4 | 6,35 |
| 3 1/2″ — 4 UNC | 3,5 | 88,9 | 83,8 | 4 | 6,35 |
| 3 3/4″ — 4 UNC | 3,75 | 95,25 | 90,15 | 4 | 6,35 |
| 4″ — 4 UNC | 4 | 101,6 | 96,5 | 4 | 6,35 |
Резьбы UNF ANSI B1.1
UNF (Unified National Fine Thread) — Унифицированная мелкая резьба.
| Типоразмер | Наружный диаметр | Наружный диаметр | Диаметр сверления | Число витков на | Шаг |
| дюйм | mm | mm | дюйм | mm | |
| N 0 — 80 UNF | 0,06 | 1,524 | 1,25 | 80 | 0,317 |
| N 1 — 72 UNF | 0,073 | 1,854 | 1,55 | 72 | 0,353 |
| N 2 — 64 UNF | 0,068 | 2,184 | 1,9 | 64 | 0,397 |
| N 3 — 56 UNF | 0,099 | 2,515 | 2,15 | 56 | 0,453 |
| N 4 — 48 UNF | 0,112 | 2,845 | 2,4 | 48 | 0,529 |
| N 5 — 44 UNF | 0,125 | 3,175 | 2,7 | 44 | 0,577 |
| N 6 — 40 UNF | 0,138 | 3,505 | 2,95 | 40 | 0,635 |
| N 8 — 36 UNF | 0,164 | 4,166 | 3,5 | 36 | 0,705 |
| N 10 — 32 UNF | 0,19 | 4,826 | 4,1 | 32 | 0,794 |
| N 12 — 28 UNF | 0,216 | 5,486 | 4,7 | 28 | 0,907 |
| 1/4″ — 28 UNF | 0,25 | 6,35 | 5,5 | 28 | 0,907 |
| 5/16″ — 24 UNF | 0,313 | 7,938 | 6,9 | 24 | 1,058 |
| 3/8″ — 24 UNF | 0,375 | 9,525 | 8,5 | 24 | 1,058 |
| 7/16″ — 20 UNF | 0,438 | 11,112 | 9,9 | 20 | 1,27 |
| 1/2″ — 20 UNF | 0,5 | 12,7 | 11,5 | 20 | 1,27 |
| 9/16″ — 18 UNF | 0,563 | 14,288 | 12,9 | 18 | 1,411 |
| 5/8″ — 18 UNF | 0,625 | 15,875 | 14,5 | 18 | 1,411 |
| 3/4″ — 16 UNF | 0,75 | 19,05 | 17,5 | 16 | 1,587 |
| 7/8″ — 14 UNF | 0,875 | 22,225 | 20,4 | 14 | 1,814 |
| 1″ — 12 UNF | 1 | 25,4 | 23,25 | 12 | 2,117 |
| 1 1/8″ — 12 UNF | 1,125 | 28,575 | 26,5 | 12 | 2,117 |
| 1 1/4″ — 12 UNF | 1,25 | 31,75 | 29,5 | 12 | 2,117 |
| 1 3/8″ — 12 UNF | 1,375 | 34,925 | 32,75 | 12 | 2,117 |
| 1 1/2″ — 12 UNF | 1,5 | 38,1 | 36 | 12 | 2,117 |
Буквенное обозначение основных международных стандартов резьбы
| Буквенное обозначение | Страна | Угол вершины профиля, ° | Описание (расшифровка буквенного обозначения) |
| ISO | 60° | International Organization for Standardization | |
| NC | USA | 60° | National Coarse |
| UNC | USA | 60° | Unified National Coarse |
| NF | USA | 60° | National Fine |
| UNF | USA | 60° | Unified National Fine |
| UNEF | USA | 60° | Unified National Extra Fine |
| UN | USA | 60° | Unified National 8-12- and 16 pitch series |
| UNS | USA | 60° | Special Threads of American National Form |
| NPT | USA | 60° | National Taper Pipe 1:16 |
| NPTF | USA | 60° | National Taper Pipe Dryseal 1:16 |
| NPS | USA | 60° | National Standard Straight Pipe |
| NPSM | USA | 60° | National Standard Straight Pipe for free fitting mechanical |
| NPSF | USA | 60° | National Standard Internal Straight Pipe Dryseal |
| BSW | GB | 55° | British Standard With worth Coarse |
| BSF | GB | 55° | British Standard Fine |
| BSP | GB | 55° | British Strandard Pipe |
| BSPT | GB | 55° | British Standard Pipe Taper |
| BA | GB | 47° | British Standard Association |
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Резьба дюймовая
ОСНОВНЫЕ ПАРАМЕТРЫ ДЮЙМОВЫХ РЕЗЬБ ( стандарты BSW (Ww), BSF, UNC, UNF )
Вершины и впадины профиля дюймовой резьбы, аналогично метрической, плоско срезаны. Шаг дюймовой резьбы определяется числом ниток (витков) на один дюйм 1′, но у нее угол при вершине равен 55° (резьба Витворта — британский стандарт BSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF).
Hаpужный диаметp pезьбы измеpяется в дюймах 1′ = 25,4 мм
— штpих ( ‘ ) условное обозначение дюйма. Дюймовая резьба характерезуется числом ниток на один дюйм. По американским стандартам дюймовую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом.
NPSM
— американский стандарт на резьбу дюймовую трубную цилиндрическую.
NPT
— американский стандарт на резьбу дюймовую коническую.
Стандарты:
ASME/ANSI B1.1
– 2003 Unified Inch Screw Threads, UN & UNR Thread Form
ASME/ANSI B1.10M
– 2004 Unified Miniature Screw Threads
ASME/ANSI B1.15
– 1995 Unified Inch Screw Threads, UNJ Thread Form
АМЕРИКАНСКАЯ ДЮЙМОВАЯ РЕЗЬБА
Основные параметры дюймовой резьбы:
d (D)
– наружный диаметр резьбы соответственно болта и гайки;
dp (Dp)
– средний диаметр резьбы соответственно болта и гайки;
di (Di)
– внутренний диаметр резьбы соответственно болта и гайки;
n
– число ниток на дюйм.
Американская резьба с крупным шагом – UNS
| Размеры резьбы , дюймы (мм) | n | D | Dp | Di | Размеры резьбы , дюймы (мм) | n | D | Dp | Di |
| дюймы | дюймы | ||||||||
| №1 (1,8542) | 64 | 0,0730 | 0,0629 | 0,0561 | |||||
| №2 (2,1844) | 56 | 0,0860 | 0,0744 | 0,0667 | 1 (25,4) | 8 | 1,0000 | 0,9188 | 0,8647 |
| №3 (2,5146) | 48 | 0,0990 | 0,0855 | 0,0764 | 1 1/8 (28,58) | 7 | 1,1250 | 1,0322 | 0,9704 |
| №4 (2,8448) | 40 | 0,1120 | 0,0958 | 0,0849 | 1 1/4 (31,75) | 7 | 1,2500 | 1,1572 | 1,0954 |
| №5 (3,1750) | 40 | 0,1250 | 0,1088 | 0,0979 | 1 3/8 (34,925) | 6 | 1,3750 | 1,2667 | 1,1946 |
| №6 (3,5052) | 32 | 0,1380 | 0,1177 | 0,1042 | 1 1/2 (38,10) | 6 | 1,5000 | 1,3917 | 1,3196 |
| №8 (4,1656) | 32 | 0,1640 | 0,1437 | 0,1302 | 1 3/4 (44,45) | 5 | 1,7500 | 1,6201 | 1,5335 |
| №10 (4,8260) | 24 | 0,1900 | 0,1629 | 0,1449 | |||||
| №12 (5,4864) | 24 | 0,2160 | 0,1889 | 0,1709 | 2 (50,8) | 4 1/2 | 2,0000 | 1,8557 | 1,7594 |
| 2 1/4 (57,15) | 4 1/2 | 2,2500 | 2,1057 | 2,0094 | |||||
| 1/4 (6,3500) | 20 | 0,2500 | 0,2175 | 0,1959 | 2 1/2 (63,5) | 4 | 2,5000 | 2,3376 | 2,2294 |
| 5/16 (7,9375) | 18 | 0,3125 | 0,2764 | 0,2524 | 2 3/4 (69,85) | 4 | 2,7500 | 2,5876 | 2,4794 |
| 3/8 (9,5250) | 16 | 0,3750 | 0,3344 | 0,3073 | |||||
| 7/16 (11,1125) | 14 | 0,4375 | 0,3911 | 0,3602 | 3 (76,2) | 4 | 3,0000 | 2,8376 | 2,7294 |
| 1/2 (12,700) | 13 | 0,5000 | 0,4500 | 0,4167 | 3 1/4 (82,55) | 4 | 3,2500 | 3,0876 | 2,9794 |
| 9/16 (14,2875) | 12 | 0,5625 | 0,5084 | 0,4723 | 3 1/2 (88,9) | 4 | 3,5000 | 3,3376 | 3,2294 |
| 5/8 (15,8750) | 11 | 0,6250 | 0,5660 | 0,5266 | 3 3/4 (95,25) | 4 | 3,7500 | 3,5876 | 3,4794 |
| 3/4 (19,0500) | 10 | 0,7500 | 0,6850 | 0,6417 | 4 (101,6) | 4 | 4,0000 | 3,8376 | 3,7294 |
| 7/8 (22,2250) | 9 | 0,8750 | 0,8028 | 0,7547 | |||||
Американская резьба с мелким шагом – UNF
| Размеры резьбы , дюймы (мм) | n | D | Dp | Di | Размеры резьбы , дюймы (мм) | n | D | Dp | Di |
| дюймы | дюймы | ||||||||
| №0 (1,524) | 80 | 0,0600 | 0,0519 | 0,0465 | 3/8 (9,525) | 24 | 0,3750 | 0,3479 | 0,3299 |
| №1 (1,8542) | 72 | 0,0730 | 0,0640 | 0,0580 | 7/16 (11,1125) | 20 | 0,4375 | 0,4050 | 0,3834 |
| №2 (2,1844) | 64 | 0,0860 | 0,0759 | 0,0691 | 1/2 (12,700) | 20 | 0,5000 | 0,4675 | 0,4459 |
| №3 (2,5146) | 56 | 0,0990 | 0,0874 | 0,0797 | 9/16 (14,2875) | 18 | 0,5625 | 0,5264 | 0,5024 |
| №4 (2,8448) | 48 | 0,1120 | 0,0985 | 0,0894 | 5/8 (15,875) | 18 | 0,6250 | 0,5889 | 0,5649 |
| №5 (3,1750) | 44 | 0,1250 | 0,1102 | 0,1004 | 3/4 (19,050) | 16 | 0,7500 | 0,7094 | 0,6823 |
| №6 (3,5052) | 40 | 0,1380 | 0,1218 | 0,1109 | 7/8 (22,225) | 14 | 0,8750 | 0,8286 | 0,7977 |
| №8 (4,1656) | 36 | 0,1640 | 0,1460 | 0,1339 | |||||
| №10 (4,8260) | 32 | 0,1900 | 0,1697 | 0,1528 | 1 (25,4) | 12 | 1,0000 | 0,9459 | 0,9098 |
| №12 (5,4864) | 28 | 0,2160 | 0,1928 | 0,1734 | 1 1/8 (28,58) | 12 | 1,1250 | 1,0709 | 1,0348 |
| 1 1/4 (31,75) | 12 | 1,2500 | 1,1959 | 1,1598 | |||||
| 1/4 (6,350) | 28 | 0,2500 | 0,2268 | 0,2113 | 1 3/8 (34,925) | 12 | 1,3750 | 1,3209 | 1,2848 |
| 5/16 (7,9375) | 24 | 0,3125 | 0,2854 | 0,2674 | 1 1/2 (38,10) | 12 | 1,5000 | 1,4459 | 1,4098 |
Американская резьба с особо мелким шагом – UNEF
| Размеры резьбы , дюймы (мм) | n | D | Dp | Di | Размеры резьбы , дюймы (мм) | n | D | Dp | Di |
| дюймы | дюймы | ||||||||
| №12 (5,4864) | 32 | 0,2160 | 0,1957 | 0,1822 | |||||
| 1 (25,4) | 20 | 1,0000 | 0,9675 | 0,9459 | |||||
| 1/4 (6,350) | 32 | 0,2500 | 0,2297 | 0,2162 | 1 1/16 (26,987) | 18 | 1,0625 | 1,0264 | 1,0024 |
| 5/16 (7,9375) | 32 | 0,3125 | 0,2922 | 0,2787 | 1 1/8 (28,58) | 18 | 1,1250 | 1,0889 | 1,0649 |
| 3/8 (9,525) | 32 | 0,3750 | 0,3547 | 0,3412 | 1 3/16 (30,162) | 18 | 1,1875 | 1,1514 | 1,1274 |
| 7/16 (11,1125) | 28 | 0,4375 | 0,4143 | 0,3988 | 1 1/4 (31,75) | 18 | 1,2500 | 1,2139 | 1,1899 |
| 1/2 (12,700) | 28 | 0,5000 | 0,4768 | 0,4613 | 1 5/16 (33,337) | 18 | 1,3150 | 1,2764 | 1,2524 |
| 9/16 (14,2875) | 24 | 0,5625 | 0,5354 | 0,5174 | 1 3/8 (34,925) | 18 | 1,3750 | 1,3389 | 1,3149 |
| 5/8 (15,875) | 24 | 0,6250 | 0,5979 | 0,5799 | 1 7/16 (36,512) | 18 | 1,4275 | 1,4014 | 1,3774 |
| 11/16 (17,462) | 24 | 0,6875 | 0,6604 | 0,6424 | 1 1/2 (38,10) | 18 | 1,5000 | 1,4639 | 1,4399 |
| 3/4 (19,050) | 20 | 0,7500 | 0,7175 | 0,6959 | 1 9/16 (39,687) | 18 | 1,5625 | 1,5264 | 1,5024 |
| 13/16 (20,637) | 20 | 0,8125 | 0,7800 | 0,7584 | 1 5/8 (41,27) | 18 | 1,6250 | 1,5889 | 1,5649 |
| 7/8 (22,225) | 20 | 0,8700 | 0,8425 | 0,8209 | 1 11/16 (42,86) | 18 | 1,6875 | 1,6514 | 1,6274 |
| 15/16 (23,812) | 20 | 0,9375 | 0,9050 | 0,8834 | |||||
Размеры резьб – это наружный диаметр резьбы, выраженный в дробных долях дюйма. Одной из основных характеристик дюймовой винтовой резьбы является количество витков на дюйм длины резьбы (n). Количество витков и шаг резьбы Р связаны соотношением:
P=1/n
Американские стандарты предусматривают две формы резьбы:
— резьба с плоской впадиной, которая обозначается буквами UN; — резьба с радиусной впадиной, которая обозначается буквами UNR.
Стандартом определены три класса точности резьб. Эти классы обозначаются, как 1А, 2А, 3А, 1В, 2В, 3В. Классы точности 1А, 2А, 3А относятся к наружным резьбам; классы точности 1В, 2В, 3В относятся к внутренним резьбам. Класс точности 1А, 1В является самым грубым и применяется в случаях, когда требуется быстрая и легкая сборка, даже с частично загрязненной и помятой резьбой. Класс точности 2А, 2В является наиболее распространенными и применяется для резьб общего назначения. Класс точности 3А, 3В предъявляет наиболее жесткие требования к резьбам и применяется в случаях, когда требуется обеспечить минимальный зазор в резьбовом соединении.
Обозначение резьбы
. Сначала записывается номинальный размер, затем число витков на дюйм резьбы, символы группы резьбы и символ класса точности. Буквы LH в конце записи обозначают левую резьбу. Номинальный размер – это наружный диаметр, определяемый как дробный размер или номер резьбы, или их десятичный эквивалент. Например:
1/4 – 20UNS – 2A
или
0,250 – 20UNC – 2AБРИТАНСКИЙ СТАНДАРТ ДЮЙМОВЫХ РЕЗЬБ ( BSW (Ww) и BSF )
| Обозн. резьбы | BSP размер in | шаг резьбы | наибольший диаметр | наименьший диаметр | A/F мм | длина мм | трубы | диаметр отверстия под резьбу (для сверла) мм | ||||||||
| in (TPI) | мм | мм | in | мм | in | DN мм | OD мм | OD in | толщина мм | BSP.PL (Rp) | BSP.F (G) | |||||
| -1 | 1/16 | 28 | 0,907 | 7,723 | 0,304 | 6,561 | 0,2583 | 4±0,9 | 6,60 | 6,80 | ||||||
| -2 | 1/8 | 28 | 0,907 | 9,728 | 0,383 | 8,565 | 0,3372 | 15 | 4±0,9 | 6 | 10,2 | 0,40 | 2 | 8,60 | 8,80 | |
| -4 | 1/4 | 19 | 1,337 | 13,157 | 0,518 | 11,445 | 0,4506 | 19 | 6±1,3 | 8 | 13,5 | 0,53 | 2,3 | 11,50 | 11,80 | |
| -6 | 3/8 | 19 | 1,337 | 16,662 | 0,656 | 14,950 | 0,5886 | 22/23 | 6,4±1,3 | 10 | 17,2 | 0,68 | 2,3 | 15,00 | 15,25 | |
| -8 | 1/2 | 14 | 1,814 | 20,955 | 0,825 | 18,633 | 0,7336 | 27 | 8,2±1,8 | 15 | 21,3 | 0,84 | 2,6 | 18,75 | 19,00 | |
| -10 | 5/8 | 14 | 1,814 | 22,911 | 0,902 | 20,589 | 0,8106 | 16 | 2,6 | — | 21,00 | |||||
| -12 | 3/4 | 14 | 1,814 | 26,441 | 1,041 | 24,120 | 0,9496 | 32 | 9,5±1,8 | 20 | 26,9 | 1,06 | 2,6 | 24,25 | 24,50 | |
| -16 | 1 | 11 | 2,309 | 33,249 | 1,309 | 30,292 | 1,1926 | 43 | 10,4±2,3 | 25 | 33,7 | 1,33 | 3,2 | 30,40 | 30,75 | |
| -20 | 1 1/4 | 11 | 2,309 | 41,910 | 1,650 | 38,953 | 1,5336 | 53 | 12,7±2,3 | 32 | 42,4 | 1,67 | 3,2 | 39,00 | 39,50 | |
| -24 | 1 1/2 | 11 | 2,309 | 47,803 | 1,882 | 44,846 | 1,7656 | 57 | 12,7±2,3 | 40 | 48,3 | 1,90 | 3,2 | 45,00 | 45,00 | |
| -32 | 2 | 11 | 2,309 | 59,614 | 2,347 | 56,657 | 2,2306 | 70 | 15,9±2,3 | 50 | 60,3 | 2,37 | 3,6 | 56,75 | 57,00 | |
| -40 | 2 1/2 | 11 | 2,309 | 75,184 | 2,960 | 72,227 | 2,8436 | 17,5±3,5 | 65 | 76,1 | 3,00 | 3,6 | ||||
| -48 | 3 | 11 | 2,309 | 87,884 | 3,460 | 84,927 | 3,3436 | 20,6±3,5 | 80 | 88,9 | 3,50 | 4 | ||||
| -64 | 4 | 11 | 2,309 | 113,030 | 4,450 | 110,073 | 4,3336 | 25,5±3,5 | 100 | 114,3 | 4,50 | 4,5 | ||||
| -80 | 5 | 11 | 2,309 | 138,430 | 5,450 | 135,472 | 5,3335 | 28,6±3,5 | 125 | 139,7 | 5,50 | 5 | ||||
| -96 | 6 | 11 | 2,309 | 163,830 | 6,450 | 160,872 | 6,3335 | 28,6±3,5 | 150 | 165,1 | 6,50 | 5 | ||||
Похожие документы:
ГОСТ 3469-91 — Микроскопы. Резьба для объективов. Размеры ГОСТ 4608-81 — Резьба метрическая. Посадки с натягом ГОСТ 5359-77 — Резьба окулярная для оптических приборов. Профиль и размеры ГОСТ 6042-83 — Резьба Эдисона круглая. Профили, размеры и предельные размеры ГОСТ 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов ГОСТ 6211-81 — Резьба трубная коническая ГОСТ 6357-81 — Резьба трубная цилиндрическая ГОСТ 8762-75 — Резьба круглая диаметром 40 мм для противогазов и калибры к ней. Основные размеры ГОСТ 9000-81 — Резьба метрическая для диаметров менее 1 мм. Допуски ГОСТ 9484-81 — Резьба трапецеидальная. Профили ГОСТ 9562-81 — Резьба трапецеидальная однозаходная. Допуски ГОСТ 9909-81 — Резьба коническая вентилей и баллонов для газов ГОСТ 10177-82 — Резьба упорная. Профиль и основные размеры ГОСТ 11708-82 — Резьба. Термины и определения ГОСТ 11709-81 — Резьба метрическая для деталей из пластмасс ГОСТ 13535-87 — Резьба упорная усиленная 45 градусов ГОСТ 13536-68 — Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски ГОСТ 16093-2004 — Резьба метрическая. Допуски. Посадки с зазором ГОСТ 16967-81 — Резьба метрическая для приборостроения. Диаметры и шаги ГОСТ 24737-81 — Резьба трапецеидальная однозаходная. Основные размеры ГОСТ 24739-81 — Резьба трапецеидальная многозаходная ГОСТ 25096-82 — Резьба упорная. Допуски ГОСТ 25229-82 — Резьба метрическая коническая ГОСТ 28487-90 — Резьба коническая замковая для элементов бурильных колонн. Профиль. Размеры. Допуски
Чем отличается дюймовая резьба от метрической
Конструктивное отличие дюймовой резьбы от метрической заключается в более острых гребнях: они расположены под углом 55° друг к другу, тогда как у метрической резьбы угол между гребнями составляет 60°.
Благодаря более острым углам гребней, дюймовая резьба обеспечивает повышенное качество соединения. За счет этого узел сопряжения лучше выдерживает переменные нагрузки и высокое давление, что имеет большое значение при монтаже трубопроводов. В некоторых случаях дюймовые резьбы применяют при изготовлении винтов, болтов и других метизов, при производстве деталей некоторых видов техники (например, они широко применяются в фотоаппаратах).
Для определения параметров разных видов резьб применяют разные единицы измерения. Для метрической используются миллиметры, а для дюймовой — дюймы. Размеры дюймовой резьбы указываются в дробных и целых числах. Шаг дюймовой резьбы в таблицах может указываться в нитках — количестве витков, нарезанных на одном дюйме длины.
Определить соответствующие основные размеры резьбы метрической и дюймовой разных видов можно по специальным таблицам. Пример такой таблицы:
Дюймовая резьба – правила обозначения, некоторые термины
Дюймовый крепеж уже давно не новость в нашей стране. Он широко применяется и в строительстве, и в промышленности, и в быту (например, в персональных компьютерах).
Правила обозначения дюймового крепежа
Рассмотрим их на конкретном примере — болт с шестигранной головкой 1/2” – 13UNC x 1 3/4”
| Диаметр резьбы | Шаг резьбы | Длина болта |
| 1/2” — размер в дюймах (полдюйма) Напоминаем: 1 дюйм = 2,54 см | 13 – в изделиях с дюймовой резьбой эта цифра подразумевает количество витков на дюйм | 1 3/4” — длина в дюймах |
Важный момент: Размер (диаметр) резьбы (мелкая или крупная) задается числом и/или частями дюйма, за исключением диаметров трубной резьбы меньших 1/4 дюйма (за унифицированными диаметрами до 1/4” закреплены номера от №0 до №12).
| Наружный диаметр, размер в дюймах и миллиметрах. | Шаг резьбы | Диаметр сверла | ||
UNC | UNF | UNC | UNF | |
| United coarse – резьба c крупным шагом | United fine – резьба с мелким шагом | gauge (калибр) / размер в дюймах» / размер в миллиметрах | gauge (калибр) / размер в дюймах» / размер в миллиметрах | |
| №0 0.0600” / 1,524мм | 64 | 80 | 3/64″ | |
| №1 0.0730” / 1,8542мм | 64 | 72 | #53 0.0595” / 1,511мм | #53 0.0595” / 1,511мм |
| №2 0.0860” / 2,1844мм | 56 | 64 | #50 0.070” / 1,778мм | #50 0.070” / 1,778мм |
| №3 0.0990”/ 2,5146мм | 48 | 56 | #47 0.0785” / 1,994мм | #45 0.082” / 2,083мм |
| №4 0.1120” / 2,8448мм | 40 | 48 | #43 0.089” / 2,261мм | #42 0.0935” / 2,375мм |
| №5 0.1250” / 3,1750мм | 40 | 44 | #38 0.1015” / 2,578мм | #37 0.104” / 2,642мм |
| №6 0.1380” / 3,5052мм | 32 | 40 | #36 0.1065” / 2,705мм | #33 0.113” / 2,870мм |
| №8 0.1640” / 4,1656мм | 32 | 36 | #29 0.136” / 3,454мм | #29 0.136” / 3,454мм |
| №10 0.1900” / 4,8260мм | 24 | 32 | #25 0.1495” / 3,797мм | #21 0.159” / 4,039мм |
| №12 0.2160” / 5,4864мм | 24 | 28 | #16 0.177” / 4,496мм | #14 0.182” / 4,623мм |
| 1/4” / 6,3500мм | 20 | 28 | #7 0.201” / 5,105мм | #3 0.213” / 5,410мм |
| 5/16” / 7,9375мм | 18 | 24 | F 0.257” / 6,528мм | I 0.272” / 6,909мм |
| 3/8” / 9,5250мм | 16 | 24 | 5/16” | Q 0.332” / 8,433мм |
| 7/16” / 11,1125мм | 14 | 20 | U 0.368” / 9,347мм | 25/64” |
| 1/2” / 12,700мм | 13 | 20 | 27/64” | 29/64” |
| 9/16” / 14,2875мм | 12 | 18 | 31/64” | 33/64” |
| 5/8” / 15,8750мм | 11 | 18 | 17/32” | 37/64” |
| 3/4” / 19,0500мм | 10 | 16 | 21/32” | 11/16” |
| 7/8” / 22,2250мм | 9 | 14 | 49/64” | 13/16” |
| 1” / 25,4000мм | 8 | 12 | 7/8” | 59/64” |
Сразу отметим, что американская цилиндрическая дюймовая резьба отличается от метрической, и использовать крепежные изделия с одним типом резьбы взамен другого типа резьбы просто не получится. Если крепление подразумевает винтовое соединение, то к отверстиям с дюймовой резьбой необходимо подбирать такие же винты, а болты того или другого типа резьбы должны комплектоваться гайками такого же типа.
Например, болту с шестигранной головкой 1/2” – 13UNC x 1 3/4” в метрической системе близок по параметрам болт М12, однако, как вы можете увидеть на рисунках, друг друга они не замещают.
Диаметры отверстий и стержней под нарезание дюймовой резьбы американского стандарта.
Таблица дюймовых резьб. Классификация
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба).
Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран.
При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.** Фунт силы-фут – британский и американский эквивалент Н*м.
Маркировка дюймовых крепежных изделий
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
| 1 или 2 | 6.8 |
| 5 | 8.8 |
| 6 | 10.9 |
Размеры дюймовой резьбы UNF
| Типоразмер | Наружный диаметр, inch | Наружный диаметр, мм | Диаметр сверления, мм | Число витков на 1 дюйм | Шаг резьбы, мм |
| N 0 — 80 UNF | 0.060 | 1.52 | 1.25 | 80 | 0.317 |
| N 1 — 72 UNF | 0.073 | 1.85 | 1.55 | 72 | 0.353 |
| N 2 — 64 UNF | 0.068 | 2.18 | 1.90 | 64 | 0.397 |
| N 3 — 56 UNF | 0.099 | 2.52 | 2.15 | 56 | 0.453 |
| N 4 — 48 UNF | 0.112 | 2.85 | 2.40 | 48 | 0.529 |
| N 5 — 44 UNF | 0.125 | 3.18 | 2.70 | 44 | 0.577 |
| N 6 — 40 UNF | 0.138 | 3.51 | 2.95 | 40 | 0.635 |
| N 8 — 36 UNF | 0.164 | 4.17 | 3.50 | 36 | 0.705 |
| N 10 — 32 UNF | 0.190 | 4.83 | 4.10 | 32 | 0.794 |
| N 12 — 28 UNF | 0.216 | 5.49 | 4.70 | 28 | 0.907 |
| 1/4″ — 28 UNF | 0.250 | 6.35 | 5.50 | 28 | 0.907 |
| 5/16″ — 24 UNF | 0.313 | 7.94 | 6.90 | 24 | 1.058 |
| 3/8″ — 24 UNF | 0.375 | 9.53 | 8.50 | 24 | 1.058 |
| 7/16″ — 20 UNF | 0.438 | 11.11 | 9.90 | 20 | 1.270 |
| 1/2″ — 20 UNF | 0.500 | 12.70 | 11.50 | 20 | 1.270 |
| 9/16″ — 18 UNF | 0.563 | 14.29 | 12.90 | 18 | 1.411 |
| 5/8″ — 18 UNF | 0.625 | 15.88 | 14.50 | 18 | 1.411 |
| 3/4″ — 16 UNF | 0.750 | 19.05 | 17.50 | 16 | 1.587 |
| 7/8″ — 14 UNF | 0.875 | 22.23 | 20.40 | 14 | 1.814 |
| 1″ — 12 UNF | 1.000 | 25.40 | 23.25 | 12 | 2.117 |
| 1 1/8″ — 12 UNF | 1.125 | 28.58 | 26.50 | 12 | 2.117 |
| 1 1/4″ — 12 UNF | 1.250 | 31.75 | 29.50 | 12 | 2.117 |
| 1 3/8″ — 12 UNF | 1.375 | 34.93 | 32.75 | 12 | 2.117 |
Для правильного определения размера резьбы UNC необходимо с помощью штангенциркуля измерить диаметр резьбы по наружным виткам. Затем посчитать количество витков резьбы на отрезке длиной 25.4 мм или 1 дюйм. Используя таблицу с размерами резьбы UNF, а также результаты измерений, можно найти подходящий размер резьбы.
Как отличить дюймовую резьбу UNF от российской метрической резьбы? В ситуациях, когда мы точно не знаем тип резьбы на болте, который нужно заменить, можно использовать следующие критерии для определения типа резьбы:
- Наружный диаметр – линейка диаметров дюймовой резьбы не совпадает с диаметрами метрической резьбы и при проведении измерений резьбы BSW показания оказываются как бы между размерами распространенных диаметров метрической резьбы. Исключения составляют только несколько размеров: 5/16″ похож на М8, а 5/8″ – на М16.
- Маркировка на головке болта – маркировка класса прочности дюймовых болтов с резьбой UNC согласно стандарту ASME B18.2.1 значительно отличается от маркировки метрических болтов по ISO 898-1 и выглядит следующим образом: на головке болта нанесены специальные метки, которые соответствуют одному из классов прочности. При этом по механическим свойствам класс Grade 5 будет примерно соответствовать классу прочности 8.8 для метрического крепежа, а Grade 8 – классу прочности 10.9.
Grade 5 (~8.8) — Grade 8 (~10.9)
Таким образом мы по ряду признаков можем отличить дюймовый болт от метрического. Однако нужно быть аккуратным и учитывать, что повреждённый болт, снятый с оборудования, имеет не идеальную геометрию – он может быть вытянут и изношен, на нем может быть уже даже затерта маркировка на головке. Дополнительной сложностью может послужить то, что у резьбы UNF и метрической резьбы с мелким шагом значения шага резьбы часто бывают практически равны. По этой причине мы рекомендуем при измерении дюймовой резьбы использовать резьбовые шаблоны только в качестве контрольного инструмента, так как, если попытаться определить размер резьбы только по шаблону, то велика вероятность ошибиться. Сначала нужно произвести замер диаметра и посчитать количество витков резьбы, как описано выше.
Компания СВМ 24 поставляет широкий ассортимент болтов и гаек с резьбой UNF, а также шайб для этой резьбы.
Конструкция инструмента
Метчик UNF/UNC представляет собой винт со стружечными канавками и соответствующей заточкой переднего, заднего и других углов. Основными элементами инструмента являются режущая (заборная) и калибрующая части, канавки для удаления стружки. Режущая часть изготовлена из быстрорежущей марки стали или твердого сплава. Для ручного использования или установки в патрон имеется соответствующий хвостовик.
Достоинством инструмента является простота и технологичность конструкции, а также высокая точность нарезки и возможность работы за счет самоподачи. Сложностью является необходимость приложения больших сил резания и сил трения, трудности с удалением стружки.
В зависимости от конструкции метчики UNF/UNC подразделяются на:
- ручные или слесарные;
- машино-ручные;
- машинные;
- гаечные и другие.
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.
К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
Обозначение конической резьбы на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
Конические трубные резьбы
рисунок трубные конические резьбы
Коническая трубная резьба ГОСТ 6211-81 (1-й типоразмер)
Единица измерения параметров: Дюйм
Соответствует закругленному профилю трубной цилиндрической резьбы с углом 55°. См. верхнюю часть (I) трехмерного изображения «рисунок трубные конические резьбы».
Условное обозначение
Международная: R
Япония: PT
Великобритания: BSPT
Указывается буква R и номинальный диаметр Dy. Обозначение R означает наружный вид резьбы, Rc внутренний, Rp внутренний цилиндрический. По аналогии с цилиндрической трубной резьбой для левой резьбы используется LH.
Примеры:
R1 ½ — наружная трубная коническая резьба, номинальный диаметр Dy = 1 ½ дюйма.
R1 ½ LH — наружная трубная коническая резьба, номинальный диаметр Dy = 1 ½ дюйма, левая.
Коническая дюймовая резьба ГОСТ 6111 — 52 (2-й типоразмер)
Единица измерения параметров: Дюйм
Изготавливается на поверхностях с конусностью 1:16
Имеет угол профиля 60°. См. нижнюю часть (II) трехмерного изображения «рисунок трубные конические резьбы». Применяется в трубопроводах (топливных, водяных, воздушных) машин и станков с относительно невысоким давлением. Использование данного типа соединения предполагает герметичность и стопорение резьбы без дополнительных специальных средств (льняных нитей, пряжи с суриком).
Условное обозначение
Первой идет буква К, далее ГОСТ.
Пример:K ½ ГОСТ 6111 — 52
Расшифровывается как: резьба коническая дюймовая с наружным и внутренним диаметром в основной плоскости примерно равным наружному и внутреннему Ø трубной цилиндрической резьбы G ½
Таблица основных параметров конической дюймовой резьбы
| Обозначение размера резьбы (d,дюймы) | Число ниток на 1″ n | Шаг резьбы S, мм | Длина резьбы, мм | Наружный диаметр резьбы в основной плоскости d, мм | |
| Рабочая l1 | От торца трубы до основной плоскости l2 | ||||
| 1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,895 |
| 1/8 | 27 | 0,941 | 7,0 | 4,572 | 10,272 |
| 1/4 | 18 | 1,411 | 9,5 | 5,080 | 13,572 |
| 3/8 | 18 | 1,411 | 10,5 | 6,096 | 17,055 |
| 1/2 | 14 | 1,814 | 13,5 | 8,128 | 21 793 |
| 3/4 | 14 | 1,814 | 14,0 | 8,611 | 26,568 |
| 1 | 11 1/2 | 2,209 | 17,5 | 10,160 | 33,228 |
| 1 1/4 | 11 1/2 | 2,209 | 18,0 | 10,668 | 41,985 |
| 1 1/2 | 11 1/2 | 2,209 | 18,5 | 10,668 | 48,054 |
| 2 | 11 1/2 | 2,209 | 19,0 | 11,074 | 60,092 |
Основные параметры американской дюймовой резьбы
В технике, машиностроении, строительстве, применяется укрупненная американская резьба UNC, мелкая имеет маркировку UNF, а также очень мелкая стандарта UNEF. Они различаются количеством витков или ниток на один дюйм. Среди основных параметров, характеризующих эти резьбы, выделяют:
- Угол при вершине составляет 60 градусов, что соответствует аналогичному показателю у метрической резбы.
- Количество витков на 1 дюйм TPI, которое предлагается в виде 1”/ TPI в метрической резьбе этой величине соответствует шаг, измеряемый в миллиметрах.
- Наружный диаметр – самое дальнее расстояние между вершинами резьбовых гребней, лежащих друг напротив друга.
- Внутренний диаметр – аналогичное расстояние между впадинами резьбы.
- Направление – резьба может закручиваться вправо или влево.
- Профиль – разность межу наружным и внутренним диаметром указывает на высоту витка.
- Форма – американская дюймовая резьба бывает конического или цилиндрического типа.
Для удобства в работе есть необходимость перевести параметры дюймовой резьбы в метрические единицы. В этом поможет сведенная таблица размеров для каждого типа резьбы.
UNC
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы, мм | |
| дюймы | мм | миллиметры | ||||
| #1 | 1,85 | 64 | 1,85 | 1,6 | 1,42 | 0,40 |
| #2 | 2,18 | 56 | 2,18 | 1,89 | 1,69 | 0,45 |
| #3 | 2,51 | 48 | 2,51 | 2,17 | 1,94 | 0,53 |
| #4 | 2,84 | 40 | 2,84 | 2,43 | 2,16 | 0,64 |
| #5 | 3,17 | 40 | 3,18 | 2,76 | 2,49 | 0,64 |
| #6 | 3,50 | 32 | 3,51 | 2,99 | 2,65 | 0,79 |
| #8 | 4,16 | 32 | 4,17 | 3,65 | 3,31 | 0,79 |
| #10 | 4,83 | 24 | 4,83 | 4,14 | 3,68 | 1,06 |
| #12 | 5,49 | 24 | 5,49 | 4,8 | 4,34 | 1,06 |
| 1/4 | 6,35 | 20 | 6,35 | 5,52 | 4,98 | 1,27 |
| 5/16 | 7,94 | 18 | 7,94 | 7,02 | 6,41 | 1,41 |
| 3/8 | 9,53 | 16 | 9,53 | 8,49 | 7,81 | 1,59 |
| 7/16 | 11,1 | 14 | 11,11 | 9,93 | 9,15 | 1,81 |
| 1/2 | 12,7 | 13 | 12,70 | 11,43 | 10,58 | 1,95 |
| 9/16 | 14,3 | 12 | 14,29 | 12,91 | 12,00 | 2,12 |
| 5/8 | 15,9 | 11 | 15,88 | 14,38 | 13,38 | 2,31 |
| 3/4 | 19,1 | 10 | 19,05 | 17,40 | 16,30 | 2,54 |
| 7/8 | 22,2 | 9 | 22,23 | 20,39 | 19,17 | 2,82 |
| 1 | 25,4 | 8 | 25,40 | 23,34 | 21,96 | 3,18 |
| 1 1/8 | 28,6 | 7 | 28,58 | 26,22 | 24,65 | 3,63 |
| 1 1/4 | 31,8 | 7 | 31,75 | 29,39 | 27,82 | 3,63 |
| 1 3/8 | 34,9 | 6 | 36,93 | 32,17 | 30,34 | 4,23 |
| 1 1/2 | 38,1 | 5 | 38,10 | 35,35 | 33,52 | 4,23 |
| 1 3/4 | 44,4 | 5 | 44,45 | 41,15 | 38,95 | 5,08 |
| 2 | 50,8 | 4 1/2 | 50,80 | 47,13 | 44,69 | 5,64 |
| 2 1/4 | 57,1 | 4 1/2 | 57,15 | 53,48 | 51,04 | 5,64 |
| 2 1/2 | 63,5 | 4 | 63,50 | 59,38 | 56,63 | 6,35 |
| 2 3/4 | 69,9 | 4 | 69,85 | 65,73 | 62,98 | 6,35 |
| 3 | 76,2 | 4 | 76,20 | 72,08 | 69,33 | 6,35 |
| 3 1/4 | 82,5 | 4 | 82,55 | 78,43 | 75,68 | 6,35 |
| 3 1/2 | 88,9 | 4 | 88,9 | 84,78 | 75,68 | 6,35 |
| 3 3/4 | 95,2 | 4 | 95,25 | 91,13 | 88,38 | 6,35 |
| 4 | 101,6 | 4 | 101,60 | 97,48 | 94,73 | 6,35 |
UNF
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #0 | 1,52 | 80 | 1,52 | 1,32 | 1,18 | 0,32 |
| #1 | 1,85 | 72 | 1,85 | 1,63 | 1,47 | 0,35 |
| #2 | 2,18 | 64 | 2,18 | 1,93 | 1,76 | 0,40 |
| #3 | 2,51 | 56 | 2,51 | 2,22 | 2,02 | 0,45 |
| #4 | 2,84 | 48 | 2,84 | 2,50 | 2,27 | 0,53 |
| #5 | 3,17 | 44 | 3,18 | 2,80 | 2,55 | 0,58 |
| #6 | 3,51 | 40 | 3,51 | 3,09 | 2,82 | 0,63 |
| #8 | 4,17 | 36 | 4,17 | 3,71 | 3,4 | 0,71 |
| #10 | 4,83 | 32 | 4,83 | 4,31 | 3,88 | 0,79 |
| #12 | 5,49 | 28 | 5,49 | 4,90 | 4,40 | 0,91 |
| 1/4 | 6,35 | 28 | 6,35 | 5,76 | 5,37 | 0,91 |
| 5/16 | 7,94 | 24 | 7,94 | 7,25 | 6,79 | 1,06 |
| 3/8 | 9,53 | 24 | 9,53 | 8,84 | 8,38 | 1,06 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1/2 | 12,7 | 20 | 12,70 | 11,87 | 11,33 | 1,27 |
| 9/16 | 14,3 | 18 | 14,29 | 13,37 | 12,76 | 1,41 |
| 5/8 | 15,9 | 18 | 15,88 | 14,96 | 14,35 | 1,41 |
| 3/4 | 19,1 | 16 | 19,05 | 18,02 | 17,33 | 1,59 |
| 7/8 | 22,2 | 14 | 22,23 | 21,05 | 20,26 | 1,81 |
| 1 | 25,4 | 12 | 25,40 | 24,03 | 23,11 | 2,12 |
| 1 1/8 | 28,6 | 12 | 28,58 | 27,20 | 26,28 | 2,12 |
| 1 1/4 | 31,8 | 12 | 31,75 | 30,38 | 29,46 | 2,12 |
| 1 3/8 | 34,9 | 12 | 34,93 | 33,55 | 32,63 | 2,12 |
| 1 1/2 | 38,1 | 12 | 38,10 | 36,73 | 35,81 | 2,12 |
UNEF
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #12 | 5,49 | 32 | 5,49 | 4,97 | 4,63 | 0,79 |
| 1/4 | 6,35 | 32 | 6,35 | 5,83 | 5,49 | 0,79 |
| 5/16 | 7,94 | 32 | 7,94 | 7,42 | 7,08 | 0,79 |
| 3/8 | 9,53 | 32 | 9,53 | 9,01 | 8,67 | 0,79 |
| 7/16 | 11,1 | 28 | 11,11 | 10,52 | 10,13 | 0,91 |
| 1/2 | 12,7 | 28 | 12,70 | 12,11 | 11,72 | 0,91 |
| 9/16 | 14,3 | 24 | 14,29 | 13,60 | 13,14 | 1,06 |
| 5/8 | 15,9 | 24 | 15,88 | 15,19 | 14,73 | 1,06 |
| 11/16 | 17,5 | 24 | 17,46 | 16,77 | 16,32 | 1,06 |
| 3/4 | 19,1 | 20 | 19,05 | 18,22 | 17,68 | 1,27 |
| 13/16 | 20,6 | 20 | 20,64 | 19,81 | 19,26 | 1,27 |
| 7/8 | 22,2 | 20 | 22,23 | 21,40 | 20,85 | 1,27 |
| 15/16 | 23,8 | 20 | 23,81 | 22,99 | 22,44 | 1,27 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1 | 25,4 | 20 | 25,40 | 24,57 | 24,03 | 1,27 |
| 1 1/16 | 26,9 | 18 | 26,99 | 26,07 | 25,46 | 1,41 |
| 1 1/8 | 28,6 | 18 | 28,58 | 27,66 | 27,05 | 1,41 |
| 1 3/16 | 30,2 | 18 | 30,16 | 29,25 | 28,64 | 1,41 |
| 1 1/4 | 31,8 | 18 | 31,75 | 30,83 | 30,22 | 1,41 |
| 1 5/16 | 33,3 | 18 | 33,40 | 32,42 | 31,81 | 1,41 |
| 1 3/8 | 34,9 | 18 | 34,93 | 34,01 | 33,40 | 1,41 |
| 1 7/16 | 36,5 | 18 | 36,51 | 35,60 | 34,99 | 1,41 |
| 1 1/2 | 38,1 | 18 | 38,10 | 37,18 | 36,57 | 1,41 |
| 1 9/16 | 39,7 | 18 | 39,69 | 38,77 | 38,16 | 1,41 |
| 1 5/8 | 41,3 | 18 | 41,27 | 40,36 | 39,75 | 1,41 |
| 1 11/16 | 42,9 | 18 | 42,86 | 41,95 | 41,34 | 1,41 |
Если диаметр резьбы меньше 1/4 дюйма, то такой размер обозначается числами в диапазоне от 0 до 12, перед которым ставится символ # или №. Каждому такому диаметру дюймовой резьбы соответствует его значение в миллиметрах из таблицы.
Как разобраться с американской дюймовой резьбой?
Крепеж в метрической системе промаркирован так, что можно установить тип и механические свойства крепежного материала. На головке болта по DIN 931 нанесено 8.8 Это значит, что болт сделан из углеродистой стали. Класс прочности определяет значение предельно допустимых рабочих нагрузок, которые выдерживает крепеж. Дюймовый крепеж промаркирован сложнее. Чтобы разобраться с системой его маркировкой используются специальные таблицы. С их помощью можно узнать механические свойства крепежной детали и марку материала. Чтобы понять, как перевести американскую дюймовую резьбу в метрическую систему, нужно замерять с помощью штангенциркуля наружный диаметр резьбы (в мм), внутренний диаметр и шаг резьбы (измеряется в числе витков на дюйм). Замер нужно делать с точностью до десятых и сотых долей миллиметра. После этого нужно воспользоваться справочными таблицами дюймовых резьб и подобрать совпадение полученной комбинации для того или иного дюймового крепежа.
Особенности
Особенность этой резьбы определяется на основании следующих параметров:
- геометрические параметры;
- размер (количество витков на дюйм);
- направление нарезки;
- требуемый диаметр сверла;
- класс точности;
- область применения.
Все виды резьбы UNF относятся к категории мелкой. Её можно рассматривать как метрическую 60 градусов. Отличительной особенностью является единица измерения – это дюйм. Поэтому она называется дюймовая резьба или американская. Каждая мелкая резьба имеет свои отличительные размеры. Её аналогом является английская резьба BSW размеры, которой располагают в специальных таблицах
Специфические особенности можно разобрать по маркировке. Она состоит из следующих элементов:
- на первом месте расположена аббревиатура UNF (в дословном переводе означает «Унифицированная группа мелких резьб»);
- далее идёт указание размеров в дюймах;
- завершает маркировку значение шага.
Более подробно все параметры и особенности приводятся в специальных таблицах с указанием назначения и правил применения крепёжных деталей в американских соединениях.
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| Размер резьбы, дюймы | Момент затяжки стандартных болтов и гаек | |
| Н*м* | Фунт силы-фут** | |
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.** Фунт силы-фут – британский и американский эквивалент Н*м.
Нарезка американской резьбы
Технология нарезки американской дюймовой резьбы не отличается от изготовления других ее типов. Применяется ручной и автоматический способ. Ручная нарезка дюймовой резьбы выполняется таким образом:
- Заготовка нужного диаметра прочно закрепляется в тисках, чтобы при работе она не провернулась, что может привести к нарушению целостности резьбы.
- Для наружной резьбы подбирается плашка нужного диаметра, внутренняя резьба нарезается метчиком.
- Заготовка обрабатывается напильником, с нее удаляются шероховатости и неровности, снимается фаска, чтобы заготовка имела правильную форму.
- Резьба нарезается путем вращения метчика или плашки в нужную сторону. Это нужно делать без рывков, которые могут нарушить целостность нарезки. Для получения нужного эффекта можно сделать несколько проходов.
Автоматическая нарезка производится на токарном станке при помощи специального резца. Для этого заготовка зажимается в патроне, а скорость его вращения подбирается из справочника и зависит от нескольких параметров. При нарезании станочным способом можно получить качественную резьбу высокого класса точности.
Правильно подобрать диаметр заготовки или высверливаемого под резьбу отверстия можно при помощи справочной таблицы:
| Обозначение размера | UNC (мм) | UNF (мм) | UNEF (мм) |
| #0 | — | 1,25 | — |
| #1 | 1,5 | 1,55 | — |
| #2 | 1,8 | 1,9 | — |
| #3 | 2,1 | 2,15 | — |
| #4 | 2,35 | 2,4 | — |
| #5 | 2,65 | 2,7 | — |
| #6 | 2,85 | 2,95 | — |
| #8 | 3,5 | 3,5 | — |
| #10 | 4 | 4,1 | — |
| #12 | 4,65 | 4,7 | 4,78 |
| 1/4″ | 5,35 | 5,5 | 5,56 |
| 5/16″ | 6,8 | 6,9 | 7,14 |
| 3/8″ | 8,25 | 8,5 | 8,77 |
| 7/16″ | 9,65 | 9,9 | 10,3 |
| 1/2″ | 11,15 | 11,5 | 11,9 |
| 9/16″ | 12,6 | 12,9 | 13,1 |
| 5/8″ | 14,05 | 14,5 | 14,7 |
| 3/4″ | 17,0 | 17,5 | 17,9 |
| 7/8″ | 20,0 | 20,4 | 21,0 |
| 1″ | 22,85 | 23,25 | 24,2 |
| 1 1/8″ | 25,65 | 26,5 | — |
| 1 1/4″ | 28,85 | 29,5 | — |
| 1 3/8″ | 31,55 | 32,75 | — |
| 1 1/2″ | 34,7 | 36,0 | — |
| 1 3/4″ | 40,40 | — | — |
| 2″ | 46,30 | — | — |
| 2 1/4″ | 52,65 | — | — |
| 2 1/2″ | 58,5 | — | — |
| 2 3/4″ | 64,75 | — | — |
| 3″ | 71,10 | — | — |
| 3 1/4″ | 77,45 | — | — |
| 3 1/2″ | 83,8 | — | — |
| 3 3/4″ | 90,15 | — | — |
| 4″ | 96,5 | — | — |
Как разобраться с американской дюймовой резьбой?
Крепеж в метрической системе промаркирован так, что можно установить тип и механические свойства крепежного материала. На головке болта по DIN 931 нанесено 8.8 Это значит, что болт сделан из углеродистой стали. Класс прочности определяет значение предельно допустимых рабочих нагрузок, которые выдерживает крепеж. Дюймовый крепеж промаркирован сложнее. Чтобы разобраться с системой его маркировкой используются специальные таблицы. С их помощью можно узнать механические свойства крепежной детали и марку материала. Чтобы понять, как перевести американскую дюймовую резьбу в метрическую систему, нужно замерять с помощью штангенциркуля наружный диаметр резьбы (в мм), внутренний диаметр и шаг резьбы (измеряется в числе витков на дюйм). Замер нужно делать с точностью до десятых и сотых долей миллиметра. После этого нужно воспользоваться справочными таблицами дюймовых резьб и подобрать совпадение полученной комбинации для того или иного дюймового крепежа.
Стандартные размеры резьбы UNF
Unifed national fine thread имеет тот же профиль, что и метрическая резьба ISO, но значения ее параметров выражены в дюймах и составляют:
| Номинальный диаметр, дюйм | Число витков на дюйм | Наружный диаметр, дюйм | Наружный диаметр, мм | Диаметр сверления | Шаг, мм |
| 0 | 80 | 0.060 | 1.524 | 1.25 | 0.317 |
| 1 | 72 | 0.073 | 1.854 | 1.55 | 0.353 |
| 2 | 64 | 0.068 | 2.184 | 1.90 | 0.397 |
| 3 | 56 | 0.099 | 2.515 | 2.15 | 0.453 |
| 4 | 48 | 0.112 | 2.845 | 2.40 | 0.529 |
| 5 | 44 | 0.125 | 3.175 | 2.70 | 0.577 |
| 6 | 40 | 0.138 | 3.505 | 2.95 | 0.635 |
| 8 | 36 | 0.164 | 4.166 | 3.50 | 0.705 |
| 10 | 32 | 0.190 | 4.826 | 4.10 | 0.794 |
| 12 | 28 | 0.216 | 5.486 | 4.70 | 0.907 |
| 1/4″ | 28 | 0.250 | 6.350 | 5.50 | 0.907 |
| 5/16″ | 24 | 0.313 | 7.938 | 6.90 | 1.058 |
| 3/8″ | 24 | 0.375 | 9.525 | 8.50 | 1.058 |
| 7/16″ | 20 | 0.438 | 11.112 | 9.90 | 1.270 |
| 1/2″ | 20 | 0.500 | 12.700 | 11.50 | 1.270 |
| 9/16″ | 18 | 0.563 | 14.288 | 12.90 | 1.411 |
| 5/8″ | 18 | 0.625 | 15.875 | 14.50 | 1.411 |
| 3/4″ | 16 | 0.750 | 19.050 | 17.50 | 1.587 |
| 7/8″ | 14 | 0.875 | 22.225 | 20.40 | 1.814 |
| 1″ | 12 | 1.000 | 25.400 | 23.25 | 2.117 |
| 1 1/8″ | 12 | 1.125 | 28.575 | 26.50 | 2.117 |
| 1 1/4″ | 12 | 1.250 | 31.750 | 29.50 | 2.117 |
| 1 3/8″ | 12 | 1.375 | 43.925 | 32.75 | 2.117 |
| 1 1/2″ | 12 | 1.500 | 38.100 | 36.00 | 2.117 |
Теоретическая высота профиля резьбы UNF составляет H=0,866025P.
Изготовление: видео
Мы уже рассказали про два способа нарезки. Теперь наглядно посмотрим на один из них, который можно сделать самостоятельно в домашних условиях:
В статье мы написали про коническую и цилиндрическую дюймовую резьбу. Мы привели таблицы, а также способы вычисления, поговорили об особенностях (параметрах) выбора и даже дали небольшую историческую сводку. Надеемся, что эта информация была для вас полезна. В качестве завершения есть видеозапись:
После того, как ознакомитесь со статьей, можете прочитать про наши товары. уже 15 лет на российском рынке. За это время мы охватили практически все города страны.