Что это за прибор и как он работает
Главная особенность описанного продукта в том, что он способен преобразовывать ток 220В в колебания высокой частоты, а после в постоянный. Таким образом удается достичь высокого КПД и не переживать из-за огромных расходов электроэнергии.
Практически все преобразователи функционируют от обычной бытовой сети, причем действовать они могут и при пониженном напряжении, что очень удобно. Он идеален для новичков, так как научиться им пользоваться можно довольно быстро. Как именно это сделать, поговорим далее.
Как правильно варить инверторной сваркой – выбор техники
Прежде чем ответить на этот вопрос, важно понять, действительно ли вам нужен такой агрегат для соединения металлических деталей. Бывают бытовые, полупрофессиональные и профессиональные. Инвертор – машина для использования электродов. Рекомендуем остановиться на устройстве для периодического использования дома, на даче или в гараже. Лучше приобрести недорогой, однако совсем дешевые модели малоизвестных марок брать не рекомендуем.
Поскольку подобная практика является целой наукой, которой учат в колледжах, не стоит сразу делать крупный проект, такой как верстак или беседка. Лучше опробовать себя на обрезках. А потом попробовать соорудить несложную вещь, к примеру — книжную полку.
Как идет процесс приварки, если сваривать инверторной сваркой
При прямом контакте проводника и металлической поверхности образуется разряд. Он имеет высокую температуру, поэтому сам элемент и предмет обработки начинают плавиться.
По завершении манипуляций и охлаждения обмазка стержня становится шлаком, покрывающим получившийся шов. Сбить эти остатки можно молотком.
Во время работы, электрический проводник плавится. Необходимо выдерживать расстояние между элементом. Это еще называют длиной дуги. Добиться желаемого можно путем подачи проводника в зону сварочной ванны с постоянной скоростью.
Электросварка инвертором для начинающих: начнем с азов
Для начала нужно разобраться в том, чем нам вообще придется пользоваться. Сам аппарат выглядит как небольшой ящик, весом до 7 кг. На панели есть тумблер включения, а также основные индикаторы.
Имеются и два выхода – первый плюс, второй минус. К ним мастер подключает кабели. Один из них заканчивается специальным зажимом, крепящимся к детали. Второй отводится под электрод и снабжен держателем. Такая вот простая конструкция. После остается только разобраться в том, как научиться правильно варить металл инверторной сваркой – рассказываем основы работы с инвертором для начинающих. Ничего сложного тут нет.
Если вы только выбираете устройство, проследите чтобы кабели были достаточной длины. Важна и их гибкость, это упростит работу.
Используемое оборудование, экипировка и правила техники безопасности
Подобная деятельность всегда связана с электрическим напряжением, поэтому так важно позаботиться о собственной безопасности. Первое, что нужно проверить – это кабели. Визуально осмотрите их и, после того как убедились, что все в полном порядке, включаем аппарат. Если видим, что вентилятор охлаждения работает ровно и не шумит, то все в норме.
Учитывайте вес и устойчивость металлической конструкции. Нередки случаи, когда сооружения рушились и придавливали своим весом рабочих. Если мы только учимся сваривать металл инвертором, обязательно помните о технике безопасности.
Процесс сварки тесно связан не только с электричеством, но и высокой температурой. Поэтому позаботьтесь об экипировке:
- специальные холщовые или брезентовые рукавицы;
- маска для защиты глаз и лица;
- рабочий костюм;
- в условиях замкнутого пространства нужен респиратор;
- обувь на резиновой подошве.
Сами электроды стоит подбирать в соответствии с типом сплава, который будет подвергаться обработке.
Внешний вид оборудования
Вот перечень всех датчиков и индикаторов, которые выведены на панель:
- тумблер для включения и выключения устройства;
- ручки для определения требуемой величины напряжения;
- индикаторы, позволяющие понять, когда прибор перегрелся, а также дающие информацию о подаче питания;
- два выхода — плюс и минус.
Подключить технику можно через специальный разъем, расположенный в задней части аппарата.
Методика сварочного процесса
Чтобы не случилось прогорание листового материала, операцию следует выполнять максимально быстро. Электроды проводятся вдоль швов один раз, избегая задержки. Чтобы осуществить без трудности сварку металлических листов, нужно выполнить снижение рабочего тока, насколько это возможно.
Все инверторные аппараты, с помощью которых выполняем эти операции, должны быть оснащены плавной регулировкой выходной мощности. Для того чтобы не случилось трудностей с запалом дуги, применяют аппарат, который дает холостой ход не менее 70 В при напряжении. Выполняя работу всегда обращайте внимание на геометрию тонких листов, которые могут деформироваться при сильном нагревании.
Чтобы соединение встык было прочным, стоит зачищать от ржавчины кромку материала. Также необходимо заготовку выровнять и закрепить если требуется для выполнения операции. Только при ровном и чистом металлическом листе достигается высокое качество шва. После окончания подготовительных работ, на предмет наносят сварку-прихватку через каждые 7-10 см, после чего выполняют заключительное сваривание изделия.
Соединяя два тонкие листа внахлест нужно помнить, что такой сварочный способ дает возможность использования большего тока, тогда уменьшается действие высокой температуры на поверхность изделия.
При этом в несколько раз снижается риск прожжения материалов, а также почти нет изменений в геометрии. Чтобы уменьшить воздействие высокой температуры на свариваемое изделие встык или внахлест, следует подставить под него лист меди. Медь хорошо убирает лишнее тепло от поверхности изделия, что дает уберечь работу от искривления и не дает проявить температурное расширение при сварке поверхностей. Иногда, для этой же цели можно взять проволоку и поместить ее на место стыков двух металлов.
Учимся варить инверторной сваркой – пошаговая инструкция по работе с инвертором для чайников
Подготовительный этап начинается с приобретения защитной экипировки. Одного только сварочного аппарата мало. Чтобы позаботиться о своей безопасности, нужно подготовить место для работы:
- уберите все лишнее, что может помешать;
- установите качественное освещение;
- процесс должен осуществляться на настиле из древесины, это защитит вас от поражения электричеством.
Далее можно приступать. Электроды подбираем в диаметре от 2 до 5 мм. На корпусе указывается, какой должна быть сила тока в соответствии с выбранными материалами. Данный этап можно пропустить, если используются только что купленные элементы, качество которых еще не проверено. Понять, как научиться правильно сваривать металл инвертором может каждый новичок, достаточно углубиться в тему и почитать для этого нужные статьи.
Подсоединяем зажим массы к фрагменту, который будет подвергаться сварке. При этом сам материал нужно должным образом обработать:
- тщательно убрать всю ржавчину при помощи напильника или угловой шлифовальной машинки;
- кромки очистить бензином, чтобы полностью устранить загрязнения.
Основы мы разобрали, теперь детально поговорим о том, как именно варить, соблюдая все необходимые меры.
Контроль дугового промежутка
Длина дуги представляет собой зазор, который формируется во время касания электродом металлической поверхности. Выделяют несколько вариантов данного состояния.
При коротком разряде, не превышающем 1 мм, шов образуется выпуклый, так как слой прогревается на малую зону. Когда же формируется, наоборот, длинный, добиться стабильности очень сложно — соединение получается недостаточно глубоким.
Идеальный вариант — постоянный зазор в 2-3 мм, приводит к тому, что достигается отличный провар. Разбираясь в том, как правильно работать сварочным аппаратом инверторной сварки, нужно углубляться в любые нюансы данного процесса.
Аппараты для TIG сварки
Артикул: 005.100.302 ПТК МАСТЕР TIG 200A F55
Аппарат для аргонодуговой сварки постоянным током (DC). Наличие дополнительной функция ручной дуговой сварки. Гарантия 2 года.
Цена: 32 731 р
Гарантия 5 лет Артикул: 005.300.471 ПТК RILON TIG 200 P AC/DC GDM
Аппарат для аргонодуговой сварки постоянным (DC) и переменным током (AC). Сварка в импульсном режиме. Функция ручной дуговой сварки (MMA). Гарантия 5 лет.
Цена: 97 124 р
Гарантия 5 лет Артикул: 005.300.371 ПТК RILON TIG 200 P GDM
Аппарат для аргонодуговой сварки постоянным током (DC). Импульсный режим для сварки металла малых толщин. Функция ручной дуговой сварки (MMA). Гарантия 5 лет.
Цена: 50 889 р
Гарантия 5 лет Артикул: 005.300.301 ПТК RILON TIG 200 CT
Аппарат для аргонодуговой сварки постоянным током (DC). Функция ручной дуговой сварки (MMA). Гарантия 5 лет.
Цена: 45 068 р
Гарантия 5 лет Артикул: 005.300.406 ПТК RILON TIG 315 P AC/DC
Промышленный сварочный аппарат TIG 315 AC/DC, который идеально подходит для сварки алюминия и его сплавов, а также для всех видов стали, никеля и меди. Сварка на постоянном и переменном токе с импульсом. Дополнительная функция MMA сварки. Гарантия 5 лет.
Цена: 142 620 р
Артикул: 005.100.373 ПТК МАСТЕР TIG 200 P AC/DC D92
Аппарат для аргонодуговой сварки постоянным (DC) и переменным током (AC). Сварка в импульсном режиме и наличие дополнительной функции ручной дуговой сварки (MMA). Гарантия 2 года.
Цена: 76 612 р
Артикул: 005.100.372 ПТК МАСТЕР TIG 200 PULSE D91
Аппарат для аргонодуговой сварки постоянным током (DC). Импульсный режим для сварки металла малых толщин. Возможна ММА сварка с настройками горячего старта и форсажа дуги. Гарантия 2 года.
Цена: 39 323 р
Артикул: 005.200.403 ПРОФИ TIG 315 P AC/DC
Сварочный инвертор для промышленного использования от сети 380±15%. Используется для аргонодуговой сварки постоянным током (DC) и для сварки алюминия на переменном токе (AC). Наличие MMA сварки. Подключение к ПДУ. Горелка подключается к БЖО.
Цена: 129 716 р
Артикул: 005.200.401 ПРОФИ TIG 200 P AC/DC
Аппарат для промышленного использования от сети 220±15%. Используется для аргонодуговой сварки постоянным током (DC) и для сварки алюминия на переменном токе (AC). Наличие MMA сварки. Подключение к ПДУ.
Цена: 87 526 р
Какие бывают типы полярности
Плавление происходит под активным воздействием тепла, исходящего от дуги. Процесс может проводиться в двух вариантах, различающихся по типу подключения.
Прямая полярность означает, что электрический проводник подводится к минусу, поверхность для обработки к плюсу. Это позволяет добиться снижения уровня теплоотдачи. Есть и обратная полярность, тут соответственно подключение полностью меняется. Наша статья поможет тем, кто хочет разобраться в вопросе, как самому научиться правильно варить шов аппаратом инверторной сварки новичкам.
Как влияет скорость подачи проводника
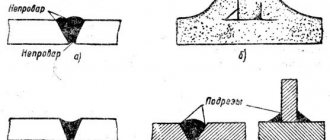
Для протекания работы в нормальном режиме, важно поступление нужного количества плавленого металла в сварочную ванну. Если его будет слишком мало, происходит подрез.
Если передвигать электрод очень быстро, дуга не сможет выдать достаточно мощности, чтобы прогреть сплав. Это приводит к тому, что образуется неглубокая спайка. Если же двигать стержень очень медленно, будет перегрев, возрастает риск прожигания поверхности.
Как влияет сила тока
Темп передвижения и установленная сила тока воздействуют на сварной шов одновременно. Чем выше напряжение, тем больше глубина проплавления. Соответственно в таком случае можно повысить скорость движения электродного элемента по материалу. Если совместить оптимальную скорость проводки и силу тока, получается ровное соединение требуемой глубины провара.
Мы поможем каждому понять, как правильно пользоваться инверторной сваркой. От вас требуется только внимательно изучить полученную информацию и закрепить все на практике.
Правила формирования сварочного шва и возможные дефекты
Для получения качественного сварочного соединения инвертором необходимо сочетание нескольких факторов. В первую очередь нужно правильно выбрать основные параметры будущего процесса сварки, к которым относятся полярность напряжения, сила тока и диаметр электрода. Кроме того, необходимо знать правила применения различных типов электродов в зависимости от вида свариваемых материалов и разновидностей сварки. Следующим важным моментом является сама технология процесса сварки. Чтобы научиться варить даже при помощи инвертора, который значительно облегчает это процесс, необходимы уроки по отдельным компонентам сварки, таким как зажигание и удержание длины дуги, перемещение электрода под разными углами, а также завершение сварного шва. Правильное выполнение совокупности всех этих компонентов обеспечивает заданное качество сварного соединения. Помимо этого, необходимо освоить подготовку места сварки, а также очистку полученного шва от шлака.
Возникающие в процессе сварки инвертором дефекты являются следствием различных причин. В первую очередь это плохая подготовка свариваемых поверхностей, неправильный подбор параметров и ошибки при выполнении процесса сварки. Непровар сварного шва и насыщение его шлаками может быть следствием занижения величины тока сварки, плохой зачистки места соединения или высокой скорости перемещения электрода. А неравномерная форма шва чаще всего связана с нестабильностью сварочной ванны или колебаниями траектории движения электрода. Кроме того, некоторые дефекты возникают вследствие особенных физико-химических свойств свариваемого материала. Для того чтобы их избежать, требуется более тщательный подбор режимов работы инвертора и применяемых электродов.
Обработка тонких материалов
При работе в домашних условиях предпочтение отдается небольшим деталям. В таком случае нельзя допускать даже незначительные ошибки, так как они моментально приведут к прожогу поверхности. Чтобы добиться идеально ровного шва, сначала нужно потренироваться на более толстом металле.
- Сварочные действия следует проводить с установленной величиной силы тока близкой к минимальной.
- Шов создавайте углом вперед.
- Одной из главных проблем при соединении тонких деталей является их деформация. Следите, чтобы полотно не перегревалось.
Пошаговая инструкция по сварке инвертором
Рабочий процесс начинается с розжига дуги. Сделать это можно двумя способами:
- Чирканье – чем-то данный метод напоминает поджигание спички. Создавая касательные движения, провоцируется запуск. Принцип в том, чтобы прикоснуться стержнем к сплаву, плавно провести по поверхности и поднять на небольшое расстояние.
- Постукивание – тут принцип схож, но разница в том, что элемент не ведется по плоскости, а только касается материала и отводится на исходную позицию.
Азы сварки инвертором – как варить сварочным аппаратом видео уроки для начинающих
Необходимые условия для сварки тонкого металла дуговой сваркой
Достаточно строгие требования предъявляются как к аппарату, так и к расходникам.
Так, рекомендуется использовать электроды со следующими параметрами:
- диаметр – меньше толщины заготовки, оптимальным размером сечения считается 1,6 мм;
- материал изготовления такой же, что и у детали;
- обмазка из тугоплавких материалов;
- изготовитель – известная компания (в принципе, допустима какая угодно марка, но лучше выбирать качество, разница в цене обычно незначительная).
Кроме того, и оборудование должно быть подходящим:
- лучше, если инвертор полуавтоматический – он удобнее ручного в использовании, хотя бы тем, что не приходится тратить физические усилия на поддержание его во включенном состоянии;
- практичнее, если у него будет широкий диапазон регулировки, в 10–15 А, это позволит гибко регулировать подачу тока, исходя из параметров проводника.
Но любая модель однозначно производительнее трансформатора, ведь КПД в среднем составляет 90%, и это при скромном потреблении электроэнергии.
Частые ошибки новичков
Всегда следите за тем, чтобы расходники были полностью просушены, а если возможно, то и прокалены. Дело в том, что неопытному человеку будет крайне сложно разжечь дугу с использованием не прокаленных электрических проводников. Для начала подробно почитайте о том, как правильно варить и работать сварочным инвертором — для начинающих рекомендуется пользоваться при обучении аппаратом инверторной сварки типа Ресанта. Сначала теория, потом практика.
Еще одна частая ошибка – это выбор агрегата, с которым не так просто обращаться. Существуют такие приборы, система управления которых требует углубленных знаний. Начинающему мастеру стоит начинать с самых простых моделей.
Новичку следует пользоваться только масками, в которых светофильтр регулируется в автоматическом режиме. Проблема в том, что изделия без данной функции необходимо каждый раз настраивать заново, а без должного опыта можно допустить ошибки и получить ожог глаз.
Подведем итоги
Преобразователь представляет собой довольно простой по своему устройству аппарат для сварки, использоваться может и дома. Это оптимальный вариант. Разобраться в том, как правильно варить инверторной сваркой металл помогут видео для начинающих и правила работы с инвертором.
Добиться желаемого результата можно в сжатые сроки. Не забудьте подготовить рабочую зону, почитать о технике безопасность и немного попрактиковаться, следуя описанным в статье методикам.Если требуется дополнительная консультация от профессионалов – обращайтесь в , мы реализуем ленточнопильные станки и готовы оказать помощь в подборе оборудования, свяжитесь с нами по контактному телефону.
Правильная технология: как сваривать тонкий металл электросваркой
Согласно рекомендациям, решать эту задачу нужно в 3 этапа:
- Принять предварительные меры.
- Соединить детали.
- Зачистить швы.
Подбор оборудования осуществляется главным образом для первых двух шагов, поэтому они и заслуживают максимально пристального внимания и подробного рассмотрения.
Подготовительные работы
Они сводятся к очистке всех контактных поверхностей стыка от любых возможных видов загрязнений. Особенно внимание необходимо уделить точке установки опорной части аппарата.
Пятна коррозии следует аккуратно снять наждачкой. Цинковое покрытие (если оно есть), тоже лучше убрать при помощи болгарки, хотя, если время поджимает, его можно и оставить в расчете на то, что оно расплавится при нагреве. Но рекомендуется все-таки его удалить, чтобы не создавать лишних неровностей.